Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного литья стали, где место завершения затвердевания, в котором завершается затвердевание расплавленной стали слитка, получаемого с помощью установки для непрерывного литья, зафиксировано по заданному расчетному месту.
Уровень техники
При непрерывном литье стали на заключительном этапе затвердевания наряду с усадкой при затвердевании образуется всасывающий поток незатвердевшей расплавленной стали (также именуемый при необходимости как «незатвердевший слой») в направлении вытягивания слитка. В незатвердевшем слое растворенные элементы, такие как углерод (C), фосфор (P), сера (S), марганец (Mn) и т.п., имеют концентрированную форму, и возникает так называемая осевая ликвация, когда концентрированная расплавленная сталь протекает в центральной части слитка и затвердевает.
Осевая ликвация ухудшает качество стального изделия, в частности, толстой плиты. Например, в материале трубопровода, используемого для транспортирования нефти или для транспортирования природного газа, осевая ликвация является причиной возникновения коррозионного растрескивания в качестве исходной точки из-за воздействия серосодержащего газа. Кроме того, сходные недостатки также возникают в отношении морской платформы, бака-хранилища, хранилища нефти и т.п. В последнее время часто имеют место случаи, когда требуется использование стального изделия в неблагоприятной окружающей среде, такой как низкотемпературная окружающая среда или более агрессивная окружающая среда, и, таким образом, уменьшение осевой ликвации в слитке рассматривается в качестве ключевой задачи.
Для уменьшения осевой ликвации в слитке было предложено множество мер противодействия. Известно, что в числе этих мер противодействия применительно к установке непрерывного литья эффективным является способ мягкого обжатия на последнем этапе затвердевания, который обеспечивает обжатие слитка, имеющего незатвердевший внутренний слой. Способ мягкого обжатия на последнем этапе затвердевания является способом, где ролики обжатия расположены вблизи места завершения затвердевания слитка, причем слиток постепенно обжимается роликами обжатия посредством прокатки со степенью обжатия, соответствующей степени усадки при затвердевании, и, таким образом, предотвращают образование пор и течение концентрированной расплавленной стали в центральной части слитка, в результате чего подавляют осевую ликвацию слитка.
При непрерывном литье стали во время замены заливочного ковша, который расположен над промежуточным ковшом установки непрерывного литья и в котором находится расплавленная сталь (так называемая замена заливочного ковша во время выполнения последовательного непрерывного литья), или во время обнаружения отклонения температуры внутри формы от требуемого значения и т.п. может потребоваться уменьшение скорости вытягивания слитка. В этом случае для восстановления заданной скорости необходимо увеличить скорость вытягивания. Согласно способу мягкого обжатия на последнем этапе затвердевания конкретный участок вблизи места завершения затвердевания слитка во время непрерывного литья постоянно обжимается посредством прокатки и, таким образом, желательно, чтобы во время непрерывного литья место завершения затвердевания не изменялось. Однако как описано выше, когда скорость вытягивания слитка изменяется, существует вероятность, что изменяется место завершения затвердевания.
С учетом вышесказанного в JP-A-2007-268536 был предложен способ, где согласно способу непрерывного литья при изменении скорости вытягивания (скорости литья) слитка, обеспечивающей точный контроль места завершения затвердевания, подготавливают модель откликов, которая выражает взаимосвязь отклика на перемещение места завершения затвердевания слитка относительно изменения скорости литья и/или количества охлаждающей воды, и подсчитывают регулируемую переменную скорости литья и/или количества охлаждающей воды на основе подготовленной модели откликов и контролируют место завершения затвердевания.
Раскрытие сущности изобретения
Техническая проблема.
Даже когда скорость вытягивания слитка изменяется, как описано выше, посредством использования способа, описанного в JP-A-2007-268536, контроль можно выполнять таким образом, что место завершения затвердевания устанавливают в заданном расчетном месте вблизи роликов обжатия. Однако согласно способу, описанному в JP-A-2007-268536, при подготовке модели откликов необходимо измерять изменение с течением времени места завершения затвердевания слитка при изменении скорости литья и/или количества охлаждающей воды, используя ультразвуковой датчик или т.п., что является недостатком, поскольку подготовка модели откликов требует времени и трудозатрат.
Настоящее изобретение разработано с учетом вышеуказанных недостатков, и задача настоящего изобретения состоит в том, чтобы предложить способ непрерывного литья стали, который без больших затрат времени и трудозатрат предотвращает значительное изменение места завершения затвердевания по отношению к заданному расчетному месту, даже при изменении скорости вытягивания слитка.
Решение проблемы.
Сущность настоящего изобретения, которое устраняет вышеуказанные недостатки, состоит в следующем.
[1] Способ непрерывного литья стали, содержащий следующие этапы: заливка расплавленной стали в охлаждаемую форму для непрерывного литья; затвердевание расплавленной стали во время заполнения формы для образования слитка; вытягивание слитка из формы; и распыление охлаждающей воды на слиток; перед выполнением вышеуказанных этапов способ дополнительно содержит: обеспечение расхода W0 распыляемой охлаждающей воды [кг/тонну слитка], с помощью которого определяют место завершения затвердевания, где завершается затвердевание расплавленной стали в слитке, в качестве заданного расчетного места при условии, что предварительно обеспечивают скорость V вытягивания слитка, равную скорости V0 [м/мин]; и обеспечение расхода W1 распыляемой охлаждающей воды [кг/тонну слитка], с помощью которого определяют место завершения затвердевания, где завершается затвердевание расплавленной стали в слитке, в качестве расчетного места при условии, что обеспечивают скорость V вытягивания слитка, равную скорости V1 [м/мин], которая отличается от скорости V0, причем слиток вытягивают со скоростью V0, распыляя охлаждающую воду на слиток, так что расход W распыляемой охлаждающей воды задан равным W0, и после этого скорость V вытягивания слитка изменяют со скорости V0 на скорость V1, и слиток вытягивают со скоростью V1, распыляя охлаждающую воду на слиток, так что расход W распыляемой охлаждающей воды задан равным W1, и расход Wt распыляемой охлаждающей воды [кг/тонну слитка], который является расходом W охлаждающей воды, подлежащим распылению на слиток в течение периода времени до тех пор, пока не истечет время t [мин], которое получают посредством деления заданной длины Lt слитка от выхода из формы до заданного места в направлении литья на скорость V0 вытягивания, от момента времени Tc, в который изменяют скорость V вытягивания, удовлетворяет следующей формуле (1) или следующей формуле (2).
Wt < W1 при условии, что V1 < V0 (1)
Wt >W1 при условии, что V1 >V0 (2)
[2] Способ непрерывного литья стали, описанный в [1], в котором расход W распыляемой охлаждающей воды в течение периода до истечения времени t от момента времени Tc изменяют на n последовательных этапах (n – натуральное число от 1 и выше) от этапа, где W равно Wt, и расход Wt (i – 1) распыляемой охлаждающей воды (i – натуральное число от 1 до n) на (i - 1)-ом этапе и расход Wt распыляемой охлаждающей воды i-ом этапе, подсчитываемый от этапа, где W равно Wt, удовлетворяют следующей формуле (3) или следующей формуле (4).
Wt ≤ Wt (i – 1) < Wt (n) < W1 при условии, что V1 < V0 (3)
Wt ≥ Wt (i – 1) >Wt (n) > W1 при условии, что V1 > V0 (4),
причем W(0) равно Wt в формуле (3) и формуле (4).
Преимущественные эффекты изобретения.
По настоящему изобретению, даже при изменении скорости вытягивания слитка можно предотвратить значительное изменение места завершения затвердевания по отношению к заданному расчетному месту без больших затрат времени и трудозатрат. Соответственно, посредством эффективного внедрения способа мягкого обжатия на последнем этапе затвердевания можно предотвратить образование пор и течение концентрированной расплавленной стали в центральной части слитка, в результате чего можно эффективно подавлять осевую ликвацию слитка.
Краткое описание чертежей
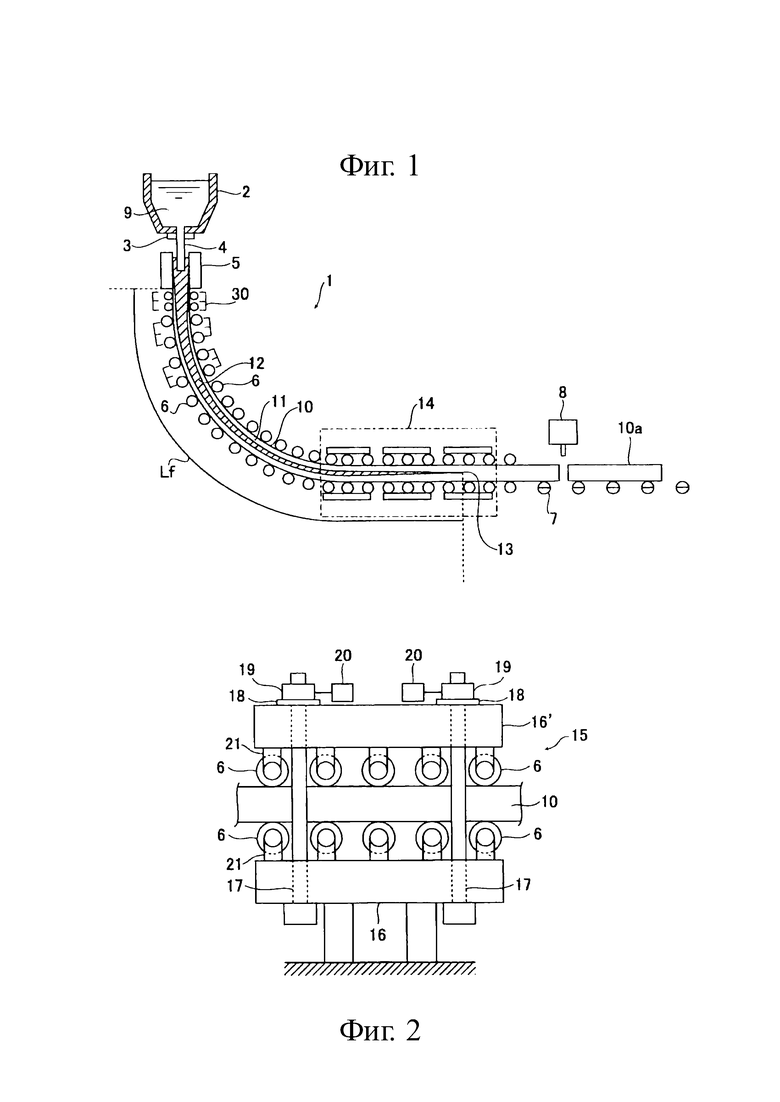
Фиг. 1 – вид, показывающий установку непрерывного литья;
фиг. 2 – вид, показывающий роликовый сегмент, который образует зону мягкого обжатия установки непрерывного литья, показанной на фиг. 1;
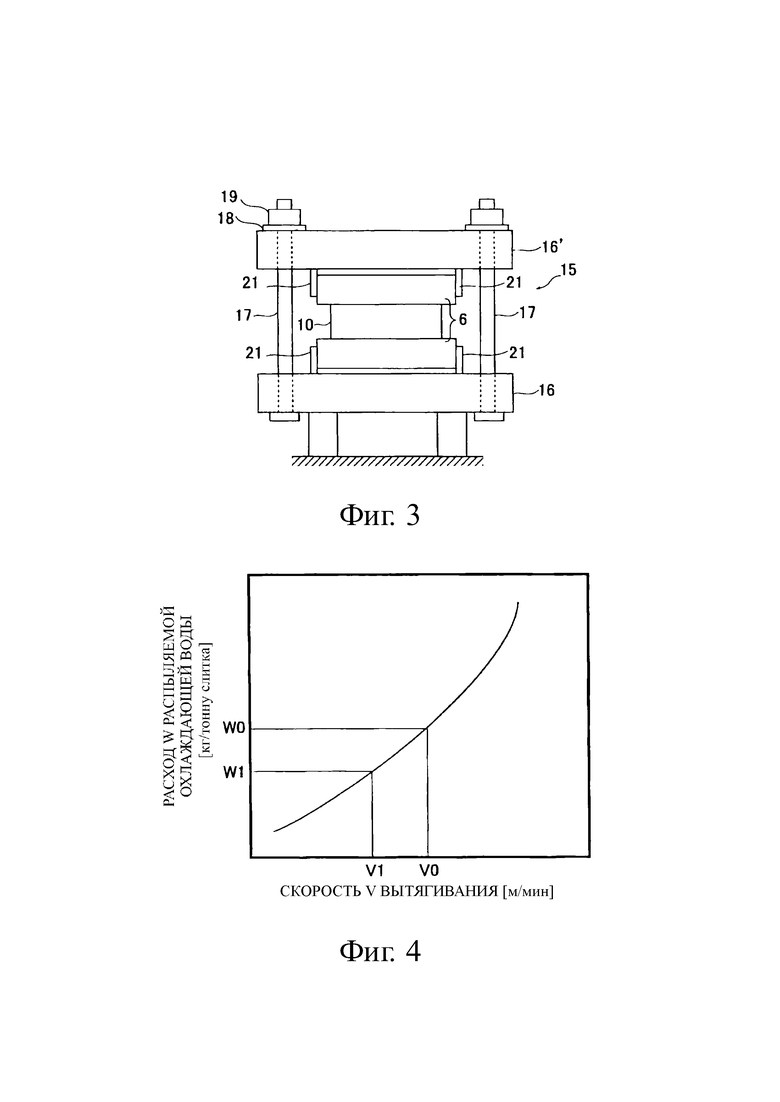
фиг. 3 – вид в разрезе роликового сегмента, показанного на фиг. 2, перпендикулярно направлению литья;
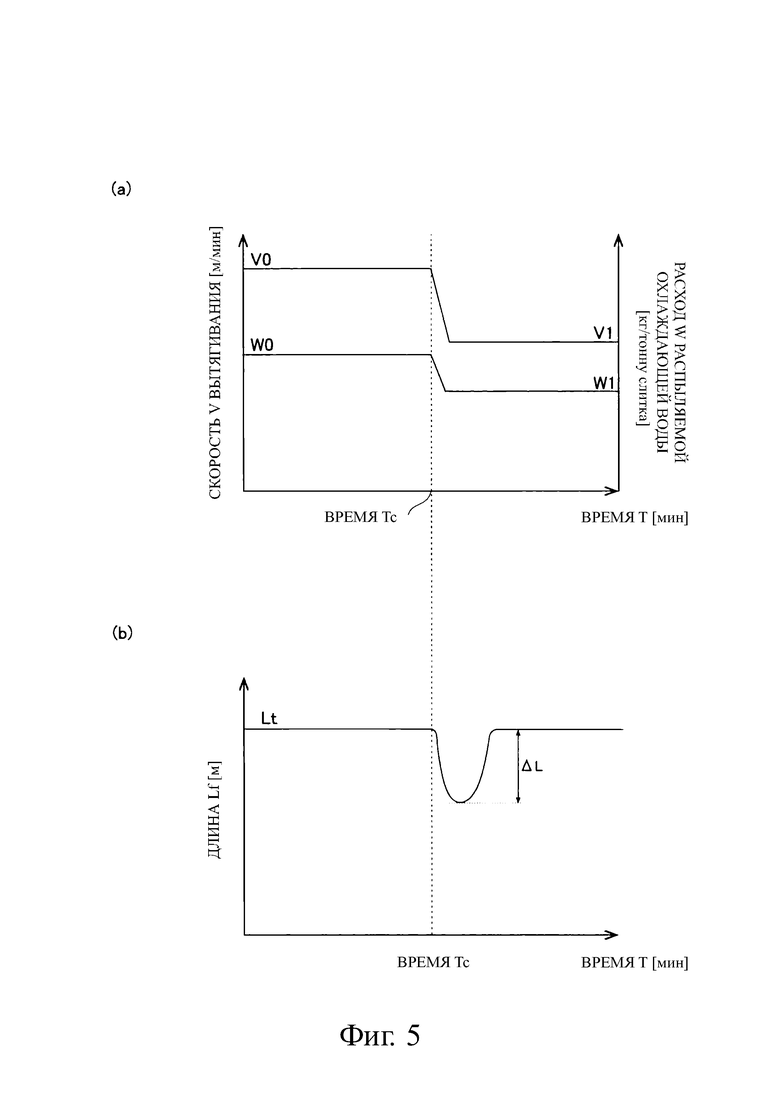
фиг. 4 – график, показывающий пример взаимосвязи скорости V вытягивания (м/мин) слитка и расхода W распыляемой охлаждающей воды (кг/тонну слитка);
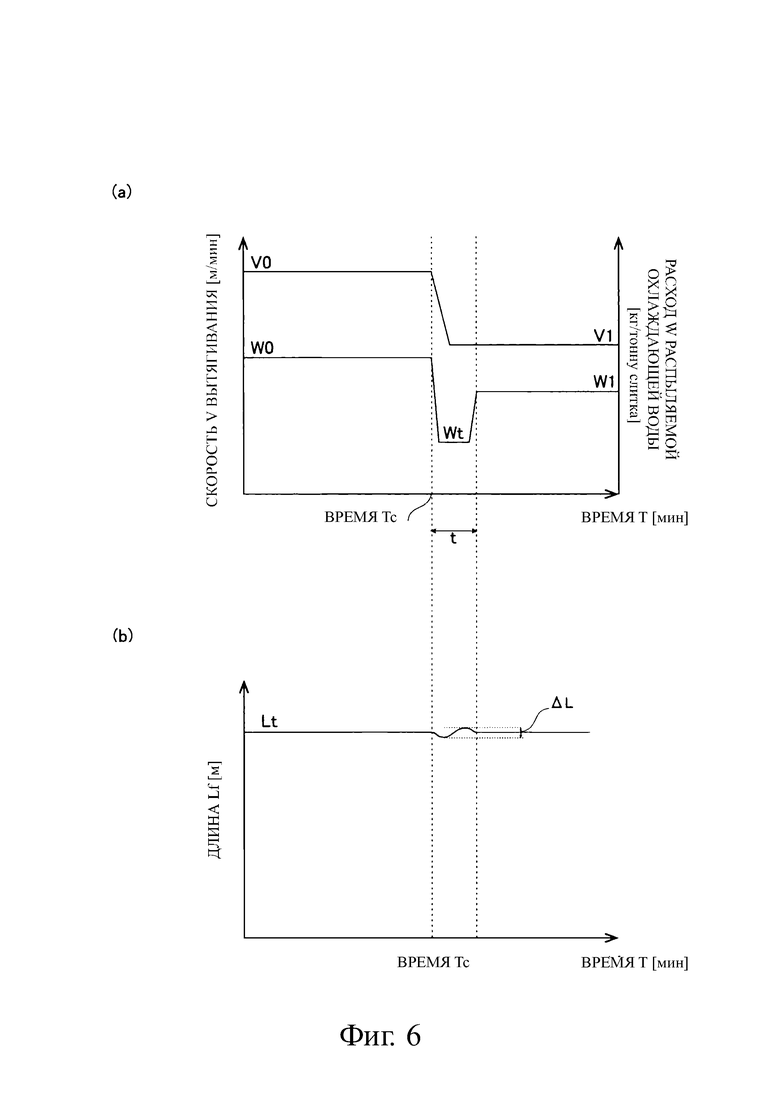
фиг. 5 – график, показывающий пример изменения со временем скорости V вытягивания, расхода W распыляемой охлаждающей воды (a) и длины Lf (м) слитка в направлении литья от выхода из формы до места завершения затвердевания (b) в случае применения известного уровня техники, когда скорость V вытягивания понижают со скорости V0 до скорости V1 (< V0);
фиг. 6 - график, показывающий пример изменения со временем V, W и Lf в случае применения настоящего изобретения, когда скорость V вытягивания понижают со скорости V0 до скорости V1 (< V0);
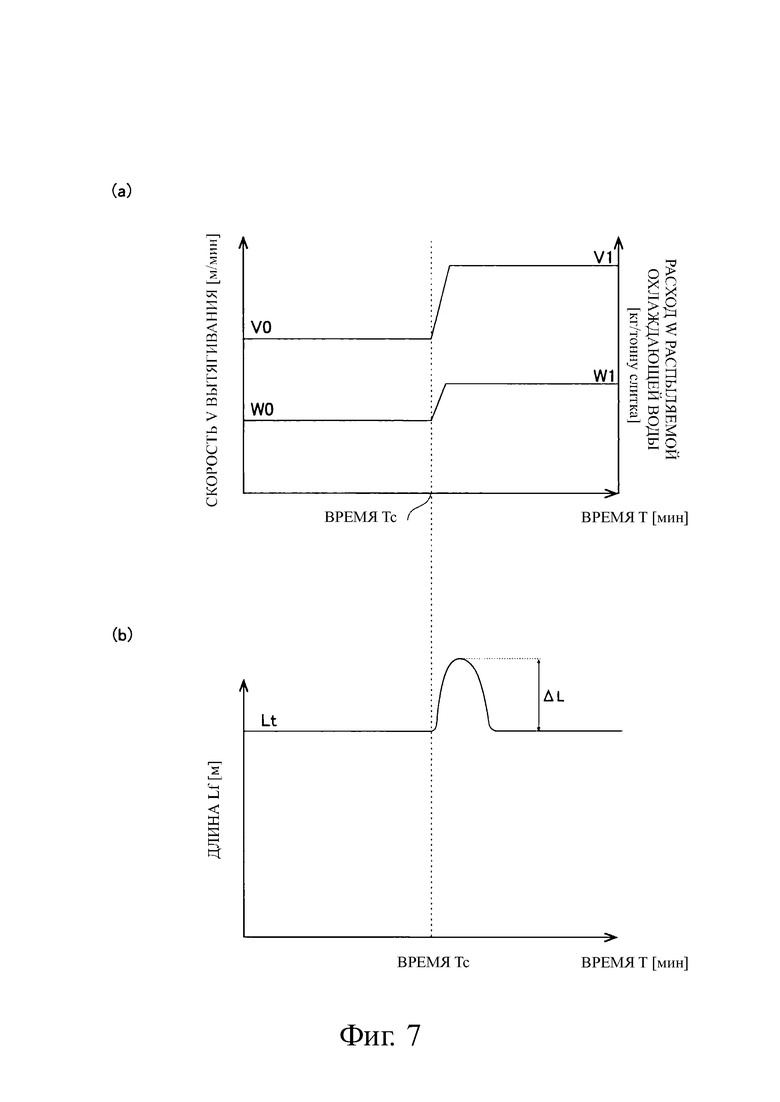
фиг. 7 - график, показывающий пример изменения со временем V, W и Lf в случае применения известного уровня техники, когда скорость V вытягивания увеличивают со скорости V0 до скорости V1 (> V0);
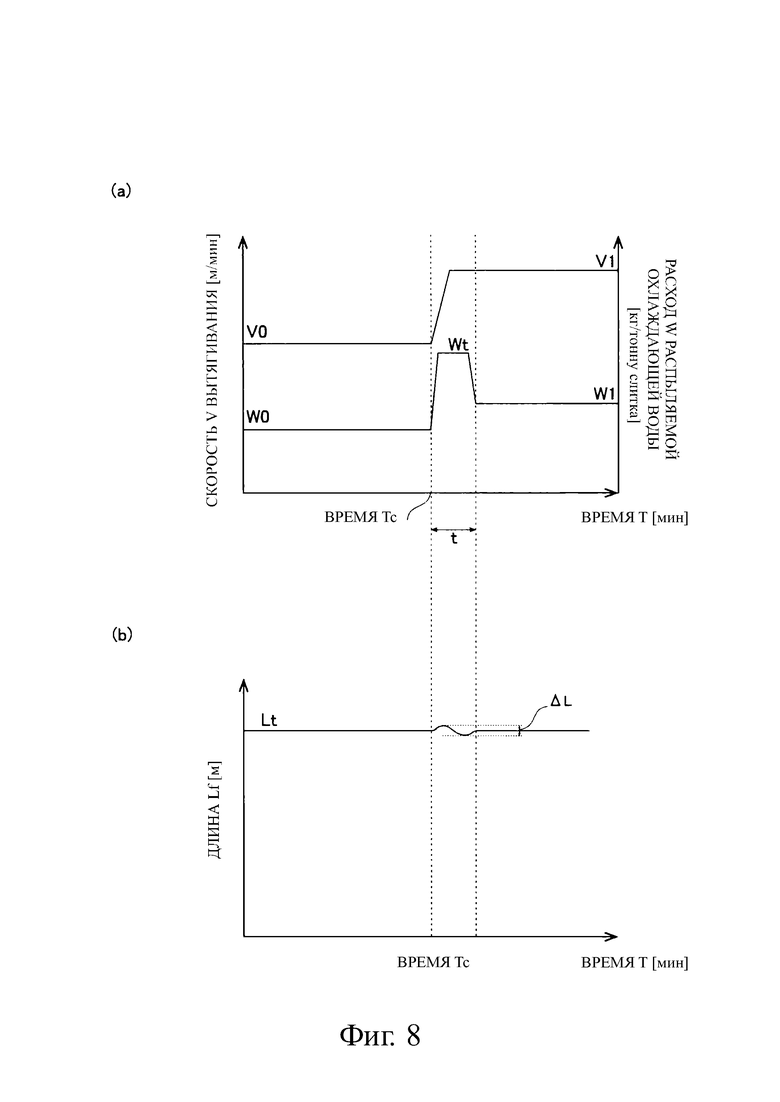
фиг. 8 - график, показывающий пример изменения со временем V, W и Lf в случае применения настоящего изобретения, когда скорость V вытягивания увеличивают со скорости V0 до скорости V1 (> V0);
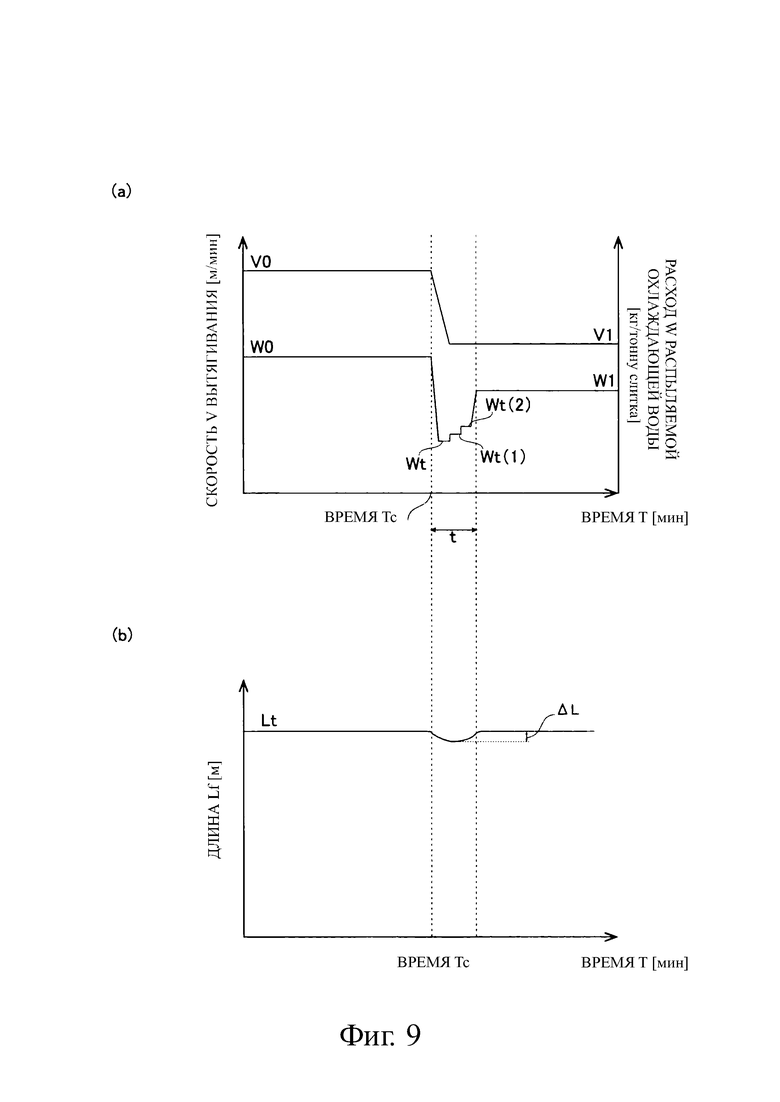
фиг. 9 - график, показывающий пример изменения со временем V и W в случае модификации настоящего изобретения, когда скорость V вытягивания понижают со скорости V0 до скорости V1 (< V0).
Осуществление изобретения
Настоящее изобретение относится к регулированию расхода W охлаждающей воды, которая должно распыляться на слиток (расход распыляемой охлаждающей воды), при изменении скорости V вытягивании слитка по способу непрерывного литья стали. В частности, сущность настоящего изобретения состоит в регулировании расхода W распыляемой охлаждающей воды в течение некоторого времени до тех пор, пока не истечет время t, которое получают посредством деления заданной длины Lt слитка от выхода из формы до заданного места, относящегося к месту завершения затвердевания, на скорость V0 перед изменением скорости V вытягивания, от момента времени Tc, в который изменяют скорость вытягивания, так, чтобы установить длину Lf слитка от выхода из формы до места завершения затвердевания в качестве заданной длины Lt.
Известен способ мягкого обжатия на последнем этапе затвердевания в качестве способа подавления осевой ликвации слитка. Согласно этому способу обжатие выполняют постепенно на конкретном участке слитка вблизи места завершения затвердевания за счет степени обжатия, соответствующей степени усадки при затвердевании, таким образом, подавляя образование пор в центральной части слитка или течение концентрированной расплавленной стали. Во время осуществления способ мягкого обжатия на последнем этапе затвердевания желательно, чтобы место завершения затвердевания слитка было фиксированным. Соответственно, настоящее изобретение, где длина Lf установлена по заданной длине Lt даже при изменении скорости V вытягивания, пригодно для осуществления способ мягкого обжатия на последнем этапе затвердевания. Вначале со ссылкой на фиг. 1, на которой показана машина непрерывного литья, приведено описание этапов непрерывного литья стали, на которых осуществляется способ мягкого обжатия на последнем этапе затвердевания.
Установка 1 непрерывного литья содержит: форму 5; промежуточный ковш 2, установленный над формой 5; и множество опорных роликов 6 слитка, расположенных ниже формы 5. Непоказанный на чертеже заливочный ковш, в котором помещена расплавленная сталь 9, расположен над промежуточным ковшом 2, причем расплавленную сталь 9 заливают в промежуточный ковш 2 из нижней части заливочного ковша. Погружной стакан 4, на котором установлен подвижный стакан 3, прикреплен к нижней части промежуточного ковша 2. В состоянии, в котором в промежуточном ковше 2 находится заданное количество расплавленной стали 9, указанную расплавленная сталь 9 заливают в форму 5 через погружной стакан 4. В форме 5 образован канал для охлаждающей воды, и предусмотрено, что охлаждающая вода проходит через канал для охлаждающей воды. Благодаря такой конструкции тепло от расплавленной стали 9 отводится от внутренней поверхности формы 5, так что расплавленная сталь затвердевает, и образуется затвердевшая оболочка 11. Затвердевшую оболочку 11 вытягивают, так что образуется слиток 10, имеющий внутри незатвердевший слой 12, выполненный из расплавленной стали 9.
Непосредственно под формой 5 в направлении литья расположено множество зон 30 вторичного охлаждения, причем в каждой зоне 30 вторичного охлаждения в зазоре, образованном между опорными роликами 6 слитка, расположенными рядом друг с другом в направлении литья, расположена форсунка струйного распыления (не показана на чертеже). Слиток 10 охлаждается охлаждающей водой, распыляемой на слиток 10 из форсунок струйного распыления в зонах 30 вторичного охлаждения во время вытягивания. В течение периода времени, когда слиток 10 транспортируется опорными роликами 6 слитка и должен проходить через множество зон 30 вторичного охлаждения, затвердевшая оболочка 11 надлежащим образом охлаждается, так что ускоряется затвердевание незатвердевшего слоя 12, и завершается затвердевание слитка 10. На фиг. 1 длина слитка в направлении литья от входа в форму 5 до места 13 завершения затвердевания, где завершается затвердевание слитка 10, обозначено символом Lf. Кроме того, на фиг.1 показаны три зоны 30 вторичного охлаждения. Однако три или больше зон 30 вторичного охлаждения могут быть расположены после выхода из формы 5 в направлении литья.
Перед местом 13 завершения затвердевания и после места 13 завершения затвердевания слитка 10 в направлении литья с расположенным посередине местом 13 завершения затвердевания расположена зона 14 мягкого обжатия, которая состоит из множества групп пар опорных роликов слитка. В зоне 14 мягкого обжатия расстояние между опорными роликами 6, которые обращены друг к другу с расположенным между ними слитком 10 (это расстояние именуется как «раствор роликов»), задают таким образом, что это расстояние последовательно сужается к стороне выпуска в направлении литья, что означает градиент обжатия (состояние раствора роликов, где раствор роликов последовательно сужается к стороне выхода в направлении литья). В зоне 14 мягкого обжатия мягкое обжатие можно выполнять на слитке 10 по всей области или частично выбранной области зоны 14 мягкого обжатия. Форсунка струйного распыления для охлаждения слитка 10 в зоне 14 мягкого обжатия также расположена между соответствующими опорными роликами 6 слитка. Опорные ролики 6 слитка, расположенные в зоне 14 мягкого обжатия, также именуются как ролики обжатия. В установке 1 для непрерывного литья слитков, показанной на фиг. 1, в направлении литья образованы три комплекта роликовых сегментов, в каждом из которых три пары опорных роликов слитка образуют один комплект. Однако количество роликовых сегментов, которые образуют зону 14 мягкого обжатия, особым образом не ограничено.
На фиг. 2 и фиг. 3 показан роликовый сегмент, который образует зону 14 мягкого обжатия. На фиг. 2 и фиг. 3 показан пример, где в одном роликовом сегменте 15 установлены пять пар опорных роликов 6 слитка в качестве роликов обжатия, причем на фиг. 2 показан вид с боковой стороны установки непрерывного литья, а на фиг. 3 показан вид в разрезе перпендикулярном направлению литья. Роликовый сегмент 15 состоит из пары рам 16, 16ʹ, которые поддерживают пять пар опорных роликов 6 литья с помощью опор 21 роликов. В роликовом сегменте 15 установлены в общей сложности четыре соединительные штанги 17 (соединительные штанги с обеих сторон на стороне входа и соединительные штанги с обеих сторон на стороне выхода) таким образом, что соединительные штанги 17 проходят через рамы 16, 16ʹ. Посредством приведения в действие червячных устройств 19, установленных на соединительных штангах 17, и двигателей 20 можно регулировать расстояние между рамами 16, 16ʹ. Другими словами, можно регулировать градиент обжатия в роликовом сегменте 15. В этом случае растворы роликов пяти пар опорных роликов 6 слитка, расположенных в роликовых сегментах 15, можно регулировать совместно.
Во время литья червячные устройства 19 самоблокируются за счет статического давления расплавленной стали слитка 10, имеющего незатвердевший слой, и противодействуют увеличивающемуся усилию, действующему со стороны слитка 10. Роликовый сегмент выполнен с возможностью регулирования градиента обжатия при условии отсутствия слитка 10, т.е. при условии, что нагрузка от слитка 10 не действует на опорные ролики 6 слитка, установленные на роликовом сегменте 15. Величину перемещения рамы 16ʹ червячными устройствами 19 измеряют и контролируют на основе ряда вращений червяных устройств 19, так чтобы определить градиент обжатия роликового сегмента 15.
На соединительной штанге 17 между рамой 16ʹ и червячным устройством 19 установлен комплект 18 конусных тарельчатых пружин. Комплект 18 конусных тарельчатых пружин состоит не из одной конусной тарельчатой пружины, а из множества конусных тарельчатых пружин, расположенных с взаимным перекрыванием (большее число перекрывающихся конусных тарельчатых пружин соответствует большей жесткости комплекта 18 конусных тарельчатых пружин). Комплект 18 конусных тарельчатых пружин не сжимается и имеет фиксированную ширину, когда к комплекту 18 конусных тарельчатых пружин не прикладывают нагрузку, больше заданной нагрузки или равную заданной нагрузке, в то время как комплект 18 конусных тарельчатых пружин начинает сжиматься, когда к комплекту 18 конусных тарельчатых пружин прикладывают заданную нагрузку, и сжимается пропорционально нагрузке после того, как нагрузка превысит заданную нагрузку.
Например, при завершении затвердевания слитка 10 в пределах роликового сегмента 15 обжатие готового затвердевшего слитка 10 вызывает прикладывание чрезмерно большой нагрузки к роликовому сегменту 15. Когда такая чрезмерно большая нагрузка прикладывается к роликовому сегменту 15, комплекты 18 конусных тарельчатых пружин сжимаются, так что рама 16ʹ освобождается, т.е. увеличивается раствор роликов, в результате чего можно предотвратить прикладывание чрезмерно большой нагрузки к роликовому сегменту 15. Рама 16 на стороне нижней поверхности прикреплена к основанию установки непрерывного литья, так что во время литья рама 16 не перемещается. Несмотря на то, что это не показано на чертеже, опорные ролики 6 слитка, расположенные снаружи зоны 14 мягкого обжатия, также имеют конфигурацию роликового сегмента.
Зона 14 мягкого обжатия имеет такую конфигурацию роликового сегмента и, таким образом, опорные ролики 6 слитка, расположенные в соответствующих роликовых сегментах регулируются совместно. В этом случае величина перемещения верхней рамы (которая соответствует раме 16ʹ) червячными устройствами измеряют и контролируют на основе ряда вращений червяных устройств, так чтобы определить градиенты обжатия роликовых сегментов.
После зоны 14 мягкого обжатия в направлении литья расположено множество транспортирующих роликов 7 для транспортирования слитка 10, который уже прошел через зону 14 мягкого обжатия. Над транспортирующими роликами 7 расположен резак 8 для резки слитка 10. Готовый затвердевший слиток 10 режут на слитки 10a заданной длины резаком 8 для резки слитка.
В зоне 14 мягкого обжатия желательно выполнять обжатие слитка 10, по меньшей мере, от момента времени, когда температура становится температурой, которая соответствует доле твердой фазы 0,1 в центральном участке по толщине слитка, до момента времени, когда температура становится температурой, которая соответствует доле твердой фазы на границе текучести в центральном участке по толщине слитка. Считают, что доля твердой фазы на границе текучести составляет 0,7 – 0,8 и, таким образом, обжатие выполняют до тех пор, пока доля твердой фазы в центральном участке по толщине слитка не будет составлять 0,7 – 0,8. После того, как доля твердой фазы в центральном участке по толщине слитка превысит долю твердой фазы на границе текучести, незатвердевший слой 12 не будет перемещаться и, таким образом, выполнение мягкого обжатия не будет иметь никакого смысла. Несмотря на то, что нельзя достигнуть эффекта мягкого обжатия, мягкое обжатие можно выполнять даже после того, как доля твердой фазы в центральном участке по толщине слитка превысит долю твердой фазы на границе текучести. Кроме того, даже когда мягкое обжатие начинают после того, как доля твердой фазы в центральном участке по толщине слитка превысит 0,1, существует вероятность, что течение концентрированной расплавленной стали происходит до мягкого обжатия, и, таким образом, возникает осевая ликвация, в результате чего не может быть в достаточной степени достигнут эффект уменьшения осевой ликвации. Соответственно, мягкое обжатие начинают до того, как доля твердой фазы в центральном участке по толщине слитка достигнет значения 0,1.
Таким образом, при осуществлении способа мягкого обжатия на последнем этапе затвердевания необходимо постоянно выполнять обжатие конкретной части слитка (часть от того места, где, по меньшей мере, доля твердой фазы становится равной 0,1, до того места, где доля твердой фазы становится долей твердой фазы на границе текучести). Соответственно, желательно, чтобы место 13 завершения затвердевания во время непрерывного литья не изменялось. Однако в реальном непрерывном литье стали может случиться так, что потребуется изменить скорость V вытягивания, и при изменении скорости V вытягивания возникает вероятность изменения место 13 завершения затвердевания. Скорость V вытягивания слитка может понижаться во время замены заливочного ковша, расположенного над промежуточным ковшом установки непрерывного литья (так называемая замена заливочного ковша во время выполнения последовательного непрерывного литья), или во время обнаружения отклонения температуры формы от требуемого значения. В этом случае после завершения операции замены или решения проблемы скорость V вытягивания снова повышают в соответствии с заданной температурой.
Соответственно, прежде всего, в качестве заданного положения задают место 13 завершения затвердевания, которое позволяет регулировать весь вышеуказанный конкретный участок, так чтобы он находился в пределах зоны 14 мягкого обжатия, несмотря на вышеуказанные изменения условий эксплуатации. Далее, когда скорость V вытягивания задают равной начальной скорости V0 [м/мин], охлаждающую воду с расходом W0 [кг/тонну слитка] распыляемой охлаждающей воды распыляют на слиток 10, так чтобы место 13 завершения затвердевания соответствовало заданному положению, и когда скорость V вытягивания изменяют со скорости V0 на скорость V1 [м/мин], охлаждающую воду с расходом W1 [кг/тонну слитка] распыляемой охлаждающей воды распыляют на слиток 10, так чтобы место 13 завершения затвердевания соответствовало заданному положению. Благодаря такой операции можно обеспечить, чтобы место 13 завершения затвердевания приблизительно соответствовало заданному положению. В рассматриваемом случае расход распыляемой охлаждающей воды получают посредством деления количества распыляемой воды, предусмотренного для всех зон вторичного охлаждения в кг на единицу времени, на скорость вытягивания в тоннах слитка на единицу времени.
Расходы W0, W1 распыляемой охлаждающей воды можно получить из отношения скорости V [м/мин] вытягивания и расхода W [кг/тонны слитка] распыляемой охлаждающей воды на основании выполнения операций в прежнее время. График, показывающий пример такого отношения, представлен на фиг. 4. На этом графике приведена калибровочная кривая, которая показывает отношение скорости V вытягивания и расхода W распыляемой охлаждающей воды для приведения места 13 завершения затвердевания к заданному месту. Отношение скорости V вытягивания и расхода W распыляемой охлаждающей воды во время литья слитка 10 конкретного типа и размера из стали можно получить на основании выполнения операций по изготовлению стали в прежнее время, и можно получить калибровочную кривую, характеризующую это отношение. С помощью калибровочной кривой получают расход W0 распыляемой охлаждающей воды, соответствующий скорости V0, и расход W1 распыляемой охлаждающей воды, соответствующий скорости V1.
Как показано на фиг. 4, существует тенденция, что при повышении скорости V вытягивания увеличивается расход W распыляемой охлаждающей воды для приведения места 13 завершения затвердевания в соответствие с заданным положением. Пределы, в которых существует вероятность, что охлаждающую воду распыляют до того, как участок слитка 10 затвердеет, являются пределами от входа в форму 5 до места 13 завершения затвердевания, которое является заданным местом. Если скорость V вытягивания высокая, период времени до момента, когда часть слитка 10 непосредственно после вытягивания из формы 5 достигнет места 13 завершения затвердевания, будет коротким. Соответственно, когда скорость V вытягивания становится высокой, для охлаждения части слитка 10 в течение короткого периода времени необходимо увеличить расход W распыляемой охлаждающей воды (интенсивное охлаждение). Как показано на фиг. 4, скорость V1 меньше скорости V0 и, таким образом, расход W1 распыляемой охлаждающей воды, соответствующий скорости V1, становится меньше расхода W0 распыляемой охлаждающей воды. Когда место 13 завершения затвердевания, показанное на фиг. 1, является заданным местом, длина Lf слитка соответствует расстоянию от выхода из формы 5 до заданного места, в которое поступает часть слитка 10.
Слиток вытягивают со скоростью V0, распыляя охлаждающую воду на слиток, так чтобы обеспечить расход W0 [кг/тонну слитка] распыляемой охлаждающей воды. Далее, скорость V вытягивания слитка изменяют со скорости V0 на скорость V1, и слиток вытягивают со скоростью V1, так чтобы обеспечить расход W1 [кг/тонну слитка] распыляемой охлаждающей воды. На фиг. 5 показан пример изменения в зависимости от времени скорости V вытягивания, расхода W распыляемой охлаждающей воды и длины Lf слитка, когда скорость V1 меньше скорости V0. На фиг. 5(a) показано изменение в зависимости от времени скорости V вытягивания и расхода W распыляемой охлаждающей воды. На фиг. 5(b) показано изменение в зависимости от времени длины Lf слитка. Изменения в зависимости от времени расхода W распыляемой охлаждающей воды и длины Lf слитка, показанные на фиг. 5, являются значениями, полученными во время непрерывного литья стали по общепринятому способу.
Как показано на фиг. 5(a), когда скорость V вытягивания является скоростью V0, расход W распыляемой охлаждающей воды становится расходом W0 распыляемой охлаждающей воды, и вместе с тем, когда скорость V вытягивания является скоростью V1, расход W распыляемой охлаждающей воды становится расходом W1 распыляемой охлаждающей воды. Посредством изменения частоты вращения опорных роликов 6 слитка скорость V вытягивания можно уменьшить со скорости V0 до скорости V1. Однако частоту вращения опорных роликов 6 слитка нельзя изменять мгновенно в момент времени Tc, когда изменяется скорость V вытягивания, и, таким образом, скорость V вытягивания изменяется со скорости V0 на скорость V1 с затратой некоторого времени от момента времени Tc, в который изменяется скорость V вытягивания. Аналогичным образом величина открывания форсунки струйного распыления, которая распыляет охлаждающую воду на слиток, не может изменяться мгновенно в момент времени Tc, в который изменяется скорость V вытягивания, и, таким образом, расход распыляемой охлаждающей воды изменяется с расхода W0 распыляемой охлаждающей воды на расход W1 распыляемой охлаждающей воды с затратой некоторого времени от момента времени Tc, в который изменяется скорость V вытягивания.
Когда скорость V вытягивания является скоростью V0, расход W распыляемой охлаждающей воды устанавливают по значению расхода W0 распыляемой охлаждающей воды, и когда скорость V вытягивания является скоростью V1, расход W распыляемой охлаждающей воды устанавливают по значению расхода W1 распыляемой охлаждающей воды. Благодаря такой настройке мы предполагаем, что длину Lf слитка можно устанавливать равной заданной длине Lt слитка в направлении литья от выхода из формы до заданного места, соответствующего месту 13 завершения затвердевания. Это предположение основано на том, что когда скорость V вытягивания задают равной скорости V0 [м/мин], охлаждающую воду распыляют на слиток 10, так что расход W распыляемой охлаждающей воды становится расходом W0 распыляемой охлаждающей воды [кг/тонну слитка], что приводит к соответствию места 13 завершения затвердевания заданному месту, и когда скорость V вытягивания задают равной скорости V1 [м/мин], охлаждающую воду распыляют на слиток 10, так что расход W распыляемой охлаждающей воды становится расходом W1 распыляемой охлаждающей воды [кг/тонну слитка], что приводит к соответствию места 13 завершения затвердевания заданному месту.
Несмотря на то, что это предположение сделано согласно приведенному выше описанию, авторы настоящего изобретения обнаружили следующее явление посредством измерения места 13 завершения затвердевания, используя способ, описанный в WO 02/090971, в котором используют электромагнитный ультразвуковой датчик во время практической операции изготовления стали и т.п. Другими словами, как показано на фиг. 5(b), в течение периода времени от момента времени Tc, в который изменяется скорость V вытягивания, длина Lf, которая была заданной длиной Lt, резко уменьшается и в дальнейшем снова возвращается к заданной длине Lt, т.е. длина Lf колеблется с амплитудой ΔL. Авторы настоящего изобретения изучили причину возникновения такого явления и установили следующую причину. При условии, что на участок слитка 10 вблизи выхода из формы 5 в состоянии, где слиток 10 вытягивают со скоростью V0, распыляют охлаждающую воду, так что расход W распыляемой охлаждающей воды становится расходом W0 распыляемой охлаждающей воды (интенсивное охлаждение), даже когда слиток 10 в дальнейшем подвергают слабому охлаждению посредством распыления охлаждающей воды, так что расход W распыляемой охлаждающей воды становится расходом W1 распыляемой охлаждающей воды, поскольку участок уже подвергается сильному охлаждению, незатвердевший слой 12 затвердевает раньше расчетного времени затвердевания.
С учетом вышесказанного авторы настоящего изобретения предложили идею, что значение сокращения длины Lf с момента времени Tc, в который изменяется скорость V вытягивания, можно уменьшить посредством охлаждения слитка 10, так что расход W распыляемой охлаждающей воды становится расходом Wt распыляемой охлаждающей воды еще более меньшим, чем расход W1 распыляемой охлаждающей воды (крайне слабое охлаждение), в течение времени t от момента времени Tc, в который скорость V вытягивания изменяется со скорости V0 на скорость V1, до момента времени, при котором участок слитка 10 подвергнутый сильному охлаждению вблизи выхода из формы 5, переместится на заданную длину Lt со скоростью V0 (= заданная длина Lt/скорость V0). Авторы изобретения разработали настоящее изобретение на основании такой идеи.
На фиг. 6 показан пример изменения в зависимости от времени скорости V вытягивания, расхода W распыляемой охлаждающей воды и длины Lf, когда скорость V вытягивания снижают со скорости V0 до скорости V1 (<V0), к которому относится настоящее изобретение. На фиг. 6, как указано выше, представлен график, показывающий график изменения длины Lf и т.п. в зависимости от времени, когда расход W распыляемой охлаждающей воды задан равным расходу Wt распыляемой охлаждающей воды, еще более меньшему, чем расход W1 распыляемой охлаждающей воды, в течение периода времени t от момента времени Tc, в который изменяется скорость V вытягивания. Объяснение содержания, сходного с содержанием графика на фиг. 5, опущено, причем идентичные части обозначены такими же символами. Как показано на фиг. 6(b), по сравнению со случаем, показанным на фиг. 5(b), величина сокращения длины Lf от момента времени Tc, в который скорость V вытягивания изменяется, еще более уменьшается, и длина Lf имеет значение, сходное с заданной длиной Lt, даже вблизи момента времени Tc, в который изменяется скорость V вытягивания.
Ниже приведено описание изменения со временем расхода W распыляемой охлаждающей воды и длины Lf по настоящему изобретению, когда скорость V увеличивают со скорости V0 до скорости V1 (>V0). Прежде всего, на фиг. 7 показан пример общепринятого способа, относящегося к изменению со временем скорости V вытягивания, расхода W распыляемой охлаждающей воды и длины Lf слитка, когда скорость V вытягивания изменяют до скорости V1, превышающей начальную скорость V0, и слиток вытягивают со скоростью V1. На фиг. 7(a) показано изменение со временем скорости V вытягивания и расхода W распыляемой охлаждающей воды, и на фиг. 7(b) показано изменение со временем длины Lf. Несмотря на то, что расход W распыляемой охлаждающей воды задан равным расходу W0 распыляемой охлаждающей воды, в момент времени Tc, в который изменяют скорость V вытягивания, расход W распыляемой охлаждающей воды изменяется на расход W1 распыляемой охлаждающей воды (>расход W0 распыляемой охлаждающей воды), соответствующий скорости V1, и охлаждающую воду распыляют на слиток. Расход W1 распыляемой охлаждающей воды можно получить посредством получения расхода W распыляемой охлаждающей воды, соответствующего скорости V1 на графике, представленном, например, на фиг. 4.
Когда скорость V вытягивания изменяют на скорость V1, как показано на фиг. 7(b), в течение периода времени, продолжающегося от момента времени Tc, в который изменяется скорость V вытягивания, возникает явление, когда длина Lf, которая была заданной длиной Lt, резко увеличивается в длине, после чего длина Lf снова возвращается к заданной длине Lt. Авторы настоящего изобретения установили, что это явление основано на следующем. Что касается участка слитка 10 вблизи выхода из формы 5, который вытягивают со скоростью V0 и на который распыляют охлаждающую воду, так что расход W распыляемой охлаждающей воды становится расходом W0 распыляемой охлаждающей воды (слабое охлаждение), в следующий раз слиток 10 подвергают сильному охлаждению, распыляя на него охлаждающую воду, так что расход W распыляемой охлаждающей воды становится расходом W1 распыляемой охлаждающей воды. В этом случае указанный участок уже подвергался слабому охлаждению и, таким образом, незатвердевший слой 12 затвердевает позднее расчетного времени затвердевания.
По настоящему изобретению посредством задания расхода W распыляемой охлаждающей воды равным расходу Wt распыляемой охлаждающей воды, еще большему, чем расход W1 распыляемой охлаждающей воды, в течение периода времени до окончания времени t от момента времени Tc, в который изменяется скорость V вытягивания, длина Lf становится приблизительно равной заданной длине Lt. На фиг. 8 показан пример изменения со временем скорости V вытягивания, расхода W распыляемой охлаждающей воды и длины Lf, когда скорость V вытягивания повышают со скорости V0 до скорости V1 (>V0) по способу непрерывного литья стали, к которому относится настоящее изобретение. На фиг. 8 объяснение содержания, сходного с содержанием графика на фиг. 7, опущено, причем идентичные части обозначены такими же символами. Как показано на фиг. 8(b), по сравнению со случаем, показанным на фиг. 7(b), величина увеличения длины Lf от момента времени Tc, в который скорость V вытягивания изменяется, еще более уменьшается, и длина Lf имеет значение, сходное с заданной длиной Lt, даже вблизи момента времени Tc, в который изменяется скорость V вытягивания.
Другими словами, по настоящему изобретению в течение периода времени до истечения времени t от момента времени Tc, в который изменяется скорость V вытягивания, расход Wt распыляемой охлаждающей воды [кг/тонну слитка], который является расходом охлаждающей воды, которую необходимо распылять на слиток 10, удовлетворяет следующей формуле (1) или следующей формуле (2).
Wt < W1 при условии, что V1 < V0 (1)
Wt >W1 при условии, что V1 >V0 (2)
Желательно, чтобы оптимальное значение расхода Wt распыляемой охлаждающей воды было получено предварительно посредством эксперимента, так чтобы длина Lf, которая изменяется от момента времени Tc, в который изменяется скорость V вытягивания, становилась заданной длиной Lt. В случае, показанном на фиг. 6 (V0 > V1), оптимальное значение расхода Wt распыляемой охлаждающей воды меньше значения расхода W1 распыляемой охлаждающей воды, и желательно, задать расход Wt распыляемой охлаждающей воды равным оптимальному значению или выше и равным 1,2 от оптимального значения или ниже вплоть до оптимального значения. В случае, показанном на фиг. 8 (V0 < V1), оптимальное значение расхода Wt распыляемой охлаждающей воды больше расхода W1 распыляемой охлаждающей воды, и желательно задать расход Wt распыляемой охлаждающей воды равным оптимальному значению или ниже и равным 0,8 от оптимального значения или выше вплоть до оптимального значения.
В течение периода времени до истечения времени t после момента времени, в который скорость V вытягивания изменяется со скорости V0 до скорости V1 (изменение времени Tc), расход W распыляемой охлаждающей воды можно изменить посредством N последовательных этапов (N – натуральное число от 1 и выше), подсчитываемых от этапа, где расход распыляемой охлаждающей воды равен Wt. При условии, что расход распыляемой охлаждающей воды на i-ом этапе (i – натуральное число от 1 до n) от этапа, где расход распыляемой охлаждающей воды равен Wt в виде Wt (i), и расход распыляемой охлаждающей воды на (i - 1)-ом этапе от этапа, где расход распыляемой охлаждающей воды равен Wt в виде Wt (i- 1), расход Wt (i) распыляемой охлаждающей воды и расход Wt (I - 1) распыляемой охлаждающей воды удовлетворяют следующей формуле (3) или следующей формуле (4).
Wt ≤ Wt (i – 1) < Wt (i) < W1 при условии, что V1 < V0 (3)
Wt ≥ Wt (i – 1) >Wt (i) > W1 при условии, что V1 > V0 (4)
Посредством постепенного увеличения или уменьшения расхода W распыляемой охлаждающей воды от расхода Wt распыляемой охлаждающей воды длина Lf приближается к заданной долине Lt. Другими словами, можно уменьшить амплитуду ΔL длины Lf. Как описано ранее, при условии удовлетворения вышеуказанным формулам (1) и (2) длину Lf можно приблизить к заданной длине Lt. Однако когда расход W распыляемой охлаждающей воды задан равным расходу Wt распыляемой охлаждающей воды, в частности, в течение второй половины периода до истечения времени t от момента времени Tc, в который изменяется скорость V вытягивания, существует вероятность, что слиток 10 подвергается чрезмерному слабому охлаждению (фиг. 6) или сильному охлаждению (фиг. 8), что, в конечном счете, создает вероятность, что длина Lf будет превышать заданную длину Lt в течение времени t (см. фиг. 6(b) и фиг. 8(b)). С учетом вышесказанного посредством поэтапного приближения расхода W распыляемой охлаждающей воды к расходу W1 распыляемой охлаждающей воды от расхода Wt распыляемой охлаждающей воды можно исключить вероятность, что слиток будет подвергаться чрезмерному слабому охлаждению или сильному охлаждению, тем самым предотвращая превышение длины Lf или уменьшая величину такого превышения, даже когда оно имеет место, Благодаря такому заданию расхода W распыляемой охлаждающей воды, в конечном счете, можно уменьшить амплитуду ΔL.
Например, на фиг. 9 показано изменение со временем скорости V вытягивания и расхода W распыляемой охлаждающей воды, когда расход W распыляемой охлаждающей воды изменяется в два последовательных этапа от этапа, где расход распыляемой охлаждающей воды равен Wt в случае, когда скорость V вытягивания уменьшается с V0 до V1 (< V0). На фиг. 9(a) показано изменение со временем скорости V вытягивания и расхода W распыляемой охлаждающей воды, и на фиг. 9(b) показано изменение со временем длины Lf. Расход W распыляемой охлаждающей воды постепенно увеличивается от расхода Wt распыляемой охлаждающей воды таким образом, что расход W распыляемой охлаждающей воды увеличивается от расхода Wt распыляемой охлаждающей воды до расхода Wt (1) распыляемой охлаждающей воды, большего, чем расход Wt распыляемой охлаждающей воды, и, соответственно, расход W распыляемой охлаждающей воды увеличивается до расхода Wt (2) распыляемой охлаждающей воды, который превышает расход Wt (1) распыляемой охлаждающей воды. Посредством изменения расхода W распыляемой охлаждающей воды так, как показано на фиг. 9(b), можно предотвратить превышение длины Lf. Когда в вышеприведенных формулах (3) и (4) i равно 1, т.е., когда расход W распыляемой охлаждающей воды изменяется на первом последовательном этапе, i – 1 становится равным 0 и, таким образом, расход W (0) распыляемой охлаждающей воды перед изменением расхода W распыляемой охлаждающей воды становится равным расходу Wt распыляемой охлаждающей воды.
В этом варианте выполнения в качестве операции непрерывного литья стали, где определена заданная длина Lt, приведено описание операции, на которой осуществляют внедрение способа мягкого обжатия на последнем этапе затвердевания. Однако во время внедрения настоящего изобретения не всегда в обязательном порядке требуется внедрять способа мягкого обжатия на последнем этапе затвердевания. Во время операции, на которой осуществляют внедрение способа мягкого обжатия на последнем этапе затвердевания, место завершения затвердевания, которое обеспечивает попадание всех конкретных участков в зону 14 мягкого обжатия, установлено в качестве заданного положения. Однако заданное положение определяют на основании ограничений, накладываемых на устройства установки непрерывного литья, которые не имеют отношения к способу мягкого обжатия на последнем этапе затвердевания.
По настоящему изобретению посредством получения расхода Wt распыляемой охлаждающей воды, с которым предварительно получают заданную длину Lt, можно предотвратить значительное изменение места завершения затвердевания по отношению к установленному заданному месту. Соответственно, посредством эффективного внедрения способа мягкого обжатия на последнем этапе затвердевания можно предотвратить образование пор и течение концентрированной расплавленной стали в центральной части слитка, в результате чего можно эффективно подавлять осевую ликвацию слитка.
Пример
Непрерывное литье, согласно которому изготавливают слиток из раскисленной алюминием низкоуглеродистой стали, используя установку 1 для непрерывного литья слитков, показанную на фиг. 1, выполняли множество раз. На всех операциях непрерывного литья размер формы 5 был задан таким образом, что слиток 10 имел ширину 2100 мм и толщину 250 мм. Зона 14 мягкого обжатия была расположена таким образом, что слиток 10 обжимали посредством прокатки от момента времени, в который температура становилась температурой, соответствующей доле твердой фазы 0,02 в центральном участке по толщине слитка, до момента времени, в который температура становилась температурой, соответствующей доле твердой фазы 0,8 в центральном участке по толщине слитка. Длина Lf слитка 10 в направлении литья от выхода из формы 5 до места 13 завершения затвердевания была задана равной 28 метрам (= заданная длина Lt).
На всех операциях непрерывного литья скорость V вытягивания слитка изменяли со скорости V0 до скорости V1, расход W распыляемой охлаждающей воды изменяли от расход W0 распыляемой охлаждающей воды до расхода W1 распыляемой охлаждающей воды, и расход W распыляемой охлаждающей воды в течение периода до истечения времени t, получаемого посредством деления заданной длины Lt слитка на скорость V0 вытягивания, от момента времени Tc, в который изменяли скорость V вытягивания, был задан равным расходу Wt распыляемой охлаждающей воды. Этот расход Wt распыляемой охлаждающей воды, полученный предварительно с помощью эксперимента, удовлетворял ранее указанным формуле (1) или формуле (2) (примеры настоящего изобретения). Кроме того, во время выполнения операций непрерывного литья в некоторых примерах настоящего изобретения расход W распыляемой охлаждающей воды при необходимости изменяли посредством не более чем двух последовательных этапов от этапа, где расход распыляемой охлаждающей воды равнялся Wt.
Непрерывное литье, согласно которому изготавливают слиток из раскисленной алюминием низкоуглеродистой стали, выполняли множество раз в условиях, где несмотря на то, что скорость V вытягивания слитка изменяли со скорости V0 до скорости V1, и расход W распыляемой охлаждающей воды при необходимости изменяли с расхода W0 распыляемой охлаждающей воды на расход W1 распыляемой охлаждающей воды, расход Wt распыляемой охлаждающей воды не использовали в течение периода до истечения времени t от момента времени Tc, в который изменяли скорость V вытягивания, или расход Wt распыляемой охлаждающей воды не удовлетворял вышеуказанным формулам (1) и (2), даже когда использовали расход Wt распыляемой охлаждающей воды (сравнительный пример).
В примерах настоящего изобретения или сравнительных примерах измеряли степень осевой ликвации участка слитка в месте 13 завершения затвердевания в момент времени, который составлял 1/2 от времени t, которое продолжается от момента времени Tc, в который изменяли скорость V вытягивания, и длину Lf слитка от момента времени Tc, в который изменяли скорость V вытягивания, до момента времени, в который истекало время t. Длину Lf измеряли посредством обнаружения места 13 завершения затвердевания с помощью способа, в котором используют электромагнитный ультразвуковой датчик, описанный в WO 02/090971. Длина Lf варьировалась от момента времени Tc, в который на некоторое время изменялась скорость V вытягивания. Разница между максимальной длиной Lf и минимальной длиной Lf в момент варьирования длины Lf была подсчитана в виде амплитуды ΔL длины Lf.
Степень осевой ликвации была измерена с помощью следующих этапов. Степень осевой ликвации указывает, что когда степень осевой ликвации становится близкой к 1,0, повышается качество слитка с уменьшением осевой ликвации.
(1) Вырезан участок слитка в месте 13 завершения затвердевания в момент времени, который составлял 1/2 от времени t, которое продолжается от момента времени Tc.
(2) Выполнены анализы концентраций углерода в образцах, полученных посредством фрезерования (фрезой) слитка для каждой толщины 1 мм в направлении толщины слитка в сечении, перпендикулярном направлению вытягивания слитка.
(3) Принимая, что максимальное значение концентрации углерода в направлении толщины слитка равно Cmax и концентрация углерода, получаемая посредством анализа расплавленной стали, взятой внутри промежуточного ковша во время литья, равна C0, отношение Cmax / C0 принято в качестве степени осевой ликвации.
В примерах настоящего изобретения или сравнительных примерах условия производства стали, такие как скорость V0 и расход W0 распыляемой охлаждающей воды [кг/тонну слитка], амплитуда ΔL длины Lf и степень осевой ликвации, представлены в таблице 1 (№1 - №18).
Таблица 1
зец
изменения расхода Wt
распыляемой
охлаждающей воды
туда
ΔL
осевой
ликвации
изобр.
пример
В примечаниях таблицы 1 изготовленные слитки классифицированы на образцы настоящего изобретения и сравнительные образцы. В сравнительных образцах № 14 и № 15 расход Wt распыляемой охлаждающей воды не использовали и, таким образом, в колонках «Количество этапов изменения расхода Wt распыляемой охлаждающей воды», «t» и «Wt» стоят прочерки «-». Когда количество этапов изменения расхода Wt распыляемой охлаждающей воды равно 0, в колонке Wt (n) значение не указано. Другими словами, в образцах непрерывного литья, где Wt (n) не имеет численного значения, в колонках «Wt (1)» и «Wt (2)» указан прочерк «-». При внедрении способа мягкого обжатия на последнем этапе затвердевания Cmax/C0 участка слитка в установившемся состоянии приблизительно равно 1,03.
Согласно примерам настоящего изобретения при уменьшении амплитуды ΔL длины Lf длина Lf больше приближается к заданной длине Lt. Предполагается, что осевая ликвация эффективно уменьшается посредством использования обжатия конкретного участка слитка в зоне 14 мягкого обжатия. Соответственно, предполагается, что степень осевой ликвации в образцах настоящего изобретения больше приближается к 1,0 по сравнению со сравнительными образцами. Кроме того, в образцах № 5 - № 13 настоящего изобретения, где расход Wt распыляемой охлаждающей воды изменяют поэтапно в течение времени t, существует тенденция, что амплитуду ΔL можно уменьшить до меньшего значения по сравнению с образцами № 1 - № 4 настоящего изобретения.
Предполагается, что по настоящему изобретению, даже при изменении скорости V вытягивания, место завершения затвердевания всегда можно устанавливать равным заданному месту. Также предполагается, что по настоящему изобретению посредством эффективного внедрения способа мягкого обжатия на последнем этапе затвердевания можно эффективно предотвратить образование пор и течение концентрированной расплавленной стали в центральной части слитка, в результате чего можно эффективно подавлять осевую ликвацию слитка.
Перечень номеров позиций
1 – установка непрерывного литья слитка
2 – промежуточный ковш
3 – подвижный стакан
4 – погружной стакан
5 – форма
6 – опорный ролик слитка
7 – транспортирующий ролик
8 – резак для резки слитка
9 – расплавленная сталь
10 – слиток
10a – слиток (после резки)
11 – затвердевшая оболочка
12 – незатвердевший слой
13 – место завершения затвердевания
14 – зона мягкого обжатия
15 – роликовый сегмент
16 – рама
16ʹ – рама
17 – соединительная штанга
18 – комплект конусных тарельчатых пружин
19 – червячное устройство
20 – двигатель
21 – опора ролика
30 – зона вторичного охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022690C1 |
| СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2010 |
|
RU2446913C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ КРУПНОГАБАРИТНЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2019 |
|
RU2723578C1 |
| УСТРОЙСТВО ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ С МАТРИЧНЫМ РАСПЫЛЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА С РАВНООСНЫМ КРИСТАЛЛИЧЕСКИМ ЗЕРНОМ | 2018 |
|
RU2768633C1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU899241A1 |
| Способ определения глубины жидкой фазы слитка | 1978 |
|
SU704713A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038898C1 |
Изобретение относится к непрерывному литью стали. Расплавленную сталь подают в охлаждаемый кристаллизатор, вытягивают из него слиток, на который распыляют охлаждающую воду. Предварительно определяют место завершения затвердевания слитка и величины расхода распыляемой охлаждающей воды и скорости вытягивания слитка. Задают расчетное место завершения затвердевания слитка, при котором скорость вытягивания слитка составляет V0 (м/мин), а расход охлаждающей воды – W0 (кг/т слитка). При изменении скорости вытягивания слитка до величины V1, отличной от V0, и заданном расчетном месте завершения затвердевания слитка, обеспечивают расход W1, при этом расход Wt в течение периода времени t (мин), полученного посредством деления заданной длины Lt слитка от выхода из кристаллизатора до заданного места в направлении литья на скорость V0, и протекающего от момента времени Tc, при котором изменяют скорость вытягивания слитка, меньше расхода W1 при V1 меньше V0, и расход Wt больше расхода W1 при V1 больше V0. Предотвращается изменение места завершения затвердевания по отношению к заданному расчетному месту даже при изменении скорости вытягивания слитка. 9 ил., 1 пр., 1 табл.
Способ непрерывного литья стали, включающий подачу расплавленной стали в охлаждаемый кристаллизатор, затвердевание расплавленной стали в охлаждаемом кристаллизаторе с образованием слитка, вытягивание слитка из охлаждаемого кристаллизатора со скоростью V (м/мин) и распыление охлаждающей воды на слиток с расходом W (кг/т слитка), отличающийся тем, что предварительно определяют
расход W0 (кг/т слитка) распыляемой охлаждающей воды, при котором место завершения затвердевания расплавленной стали в слитке задают как заданное расчетное место при заданной скорости V0 (м/мин) вытягивания слитка, и
расход W1 (кг/т слитка) распыляемой охлаждающей воды, при котором место завершения затвердевания задают как упомянутое заданное расчетное место, причем скорость вытягивания слитка задают как скорость V1 (м/мин), отличающуюся от скорости V0 (м/мин), при этом
вытягивание слитка осуществляют со скоростью V0 и заданным расходом W0 распыляемой охлаждающей воды, после чего изменяют скорость вытягивания слитка до величины V1, отличной от V0, и обеспечивают расход W1 распыляемой охлаждающей воды, причем
расход Wt распыляемой на слиток охлаждающей воды в течение периода времени t (мин), полученного посредством деления заданной длины Lt слитка от выхода из кристаллизатора до упомянутого заданного расчетного места в направлении литья на скорость V0 и протекающего от момента времени Tc, при котором изменяют скорость вытягивания слитка, удовлетворяет следующим формулам:
Wt<W1 при V1<V0 (1) и
Wt>W1 при V1>V0 (2),
при этом расход распыляемой охлаждающей воды в течение периода времени t изменяют на n последовательных этапах, где n – натуральное число от 1 и более, от этапа, где Wt равно W0, и расход Wt (i–1) распыляемой охлаждающей воды, где i – натуральное число от 1 до n, на этапе (i-1) и расход Wt (i) распыляемой охлаждающей воды на этапе i, рассчитываемый от этапа, на котором расход распыляемой охлаждающей воды равен Wt, удовлетворяют следующим формулам:
Wt≤Wt (i–1)<Wt (i)<W1 при V1<V0 (3) и
Wt≥Wt (i–1)>Wt (i)>W1 при V1>V0 (4).
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СЛИТКОВ КВАДРАТНОГО И ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2441731C1 |
| СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В ЗОНЕ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МНЛЗ КРИВОЛИНЕЙНОГО ТИПА | 2002 |
|
RU2229958C1 |
| СПОСОБ ДИНАМИЧЕСКОГО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ СЛЯБА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2003 |
|
RU2232666C1 |
| Способ непрерывной разливки металла | 1978 |
|
SU789217A1 |
| JP 2013123731 A, 24.06.2013 | |||
| JP 2010158719 A, 22.07.2010. | |||

