Изобретение относится к обработке металла давлением, в частности к пробивным инструментам, и может быть использовано при изготовлении элементов (вентиляционных отверстий) «бесконечные жалюзи» в непрерывно перемещающемся материале на координатно-револьверных прессах с ЧПУ.
Известны штампы для обработки металла давлением при штамповке заготовки.
Штамп является рабочей частью координатно-револьверного пресса, закрепленной в барабане пресса, и состоит из неподвижной (матрицы) и подвижной (пуансона) частей.
Штамп является уникальным дорогостоящим инструментом, требующим точной наладки и постоянного обслуживания, что сказывается на его стоимости изготовления и содержания.
Известно устройство для просечки мелкожалюзийных щелей в непрерывно перемещающемся полосовом материале по патенту RU №140372 (опубл. 10.05.2014), содержащее станину, верхние и нижние буксы, направляющие стойки и формовочный инструмент: пуансон, расположенный на нижнем приводном валу и матрицу, расположенную на верхнем валу, при этом режущие ножи пуансона представляют собой нарезанные на его цилиндрической поверхности концентричные кольцевые выступы, а матрица имеет такое же количество нарезанных на ее цилиндрической поверхности кольцевых канавок с ответным к режущим ножам пуансона профилем.
Недостатком известного устройства является сложность его конструкции.
Известен пробивной инструмент производителя TRUMPF (technik.tooling@de.trumpf.com) для формовки элементов «жалюзи» закрытого типа для листогибочного пресса, использующего опцию «активная матрица». Активная матрица применяется при повышенных требованиях к вырубке и пластическому формообразованию без царапин. С помощью активной матрицы, которая расположена под рабочей головкой пресса, выполняется активный ход формовки снизу. Активная матрица опускается в зависимости от режима обработки или при перемещении листа заготовки, чтобы обработка выполнялась без царапин.
Однако использование данного пробивного инструмента на координатно-револьверных станках с ЧПУ, у которых опция «активная матрица» отсутствует, для получения элементов «бесконечные жалюзи» не представляется возможным.
Задачей изобретения является создание пробивного формовочного инструмента для изготовления элементов «бесконечные жалюзи» с возможностью настройки инструмента по высоте формовки на координатно-револьверных станках с ЧПУ, использующих не активную матрицу.
Указанный технический результат достигается тем, что в пробивном формовочном инструменте, содержащем подвижный (пуансон) и неподвижный узлы, согласно изобретению подвижный и неподвижный узлы собраны в модуль, съемный пуансон выполнен с открытой длиной формовки сверху, неподвижный узел включает: обойму, упругие толкатели, набор режущих элементов, съемник, крышку, при этом толкатели закреплены одними своими концами в обойме, а другими концами взаимодействуют со съемником, режущий элемент закреплен крепежными элементами с возможностью смены в пазу обоймы, подпружиненный упругими толкателями съемник выполнен со сквозным отверстием ответным к режущему элементу контуром и установлен с возможностью свободного хода в момент воздействия на него пуансона за счет расчетного расстояния между нижней частью съемника и верхней частью обоймы, крышка закреплена с возможностью съема на обойме.
Предлагаемый пробивной формовочный инструмент иллюстрируется чертежами, представленными на фигурах 1 и 2.
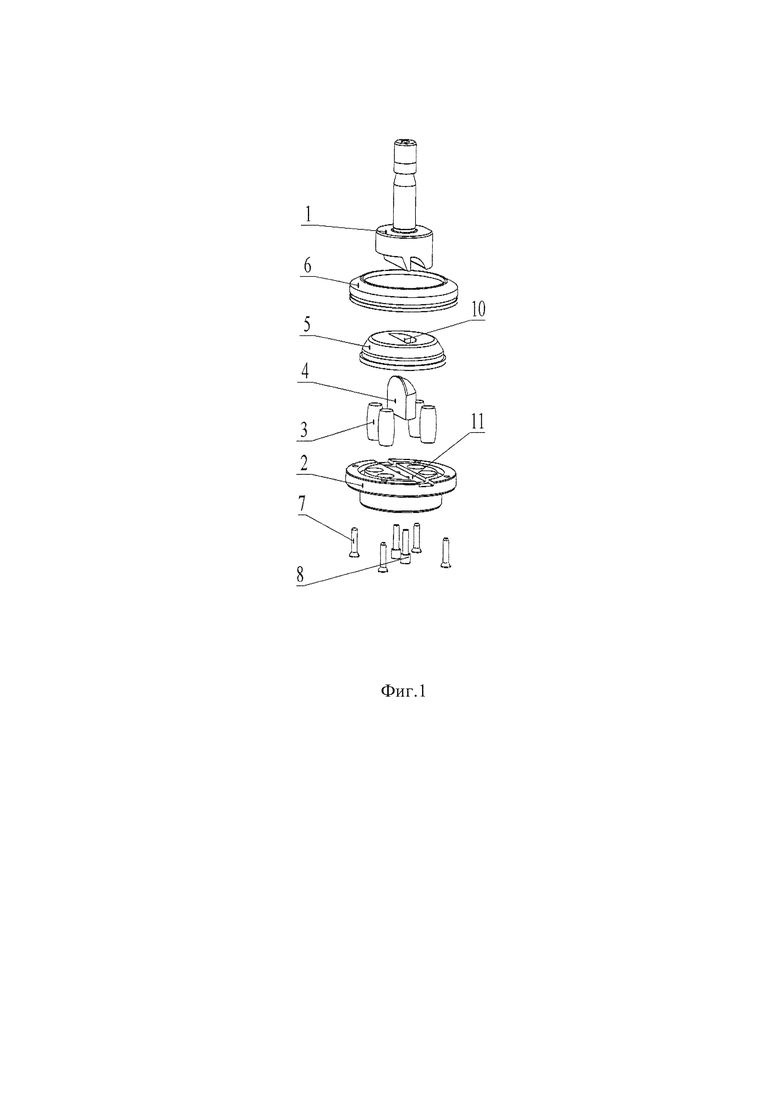
На фиг. 1 показано расположение элементов пробивного инструмента в модуле.
На фиг. 2 показан модуль пробивного формовочного инструмента с листовым материалом.
Пробивной формовочный инструмент представляет собой модуль, собранный из подвижного и неподвижного узлов. Подвижный узел - пуансон 1, выполнен съемным с возможностью формовки элемента «бесконечные жалюзи» за счет открытой длины формовки сверху. Неподвижный узел содержит: обойму 2, толкатели 3, набор режущих элементов 4, съемник 5, крышку 6, крепежные элементы 7, 8. Толкатели 3 выполнены упругими, например из полиуретана, установлены и закреплены одними своими концами в обойме 2, а другими концами взаимодействуют со съемником 5. Закрепленный в пазу 11 обоймы 2 крепежными элементами 8 с возможностью смены режущий элемент 4 непосредственно обеспечивает формовку элемента «бесконечные жалюзи» в непрерывно перемещающемся полосовом материале 9. Возможность смены режущего элемент 4 позволяет настраивать инструмент по высоте формовки (от верха листа до верха формовки). Подпружиненный упругими толкателями 3 съемник 5 выполнен со сквозным отверстием 10 ответным к режущему элементу 4 контуром и обеспечивает выпрессовку заготовки с режущего элемента. В момент прессования, когда толкатели сжимаются, съемник заходит в паз (не показано) обоймы 2. Крышка 6 неподвижного узла модуля закреплена посредством крепежных элементов 7 на обойме 2. Съемник установлен с возможностью свободного хода в момент воздействия на него пуансона за счет расчетного расстояния между нижней частью съемника и верхней частью обоймы, что позволяет использовать модуль на станках без функции «активная матрица».
Пуансон выполнен с элементом захвата, соответствующим элементу рабочей части станка. Нижняя часть обоймы соответствует кассете соответствующего станка.
Пробивной формовочный инструмент работает следующим образом.
Собранные модули устанавливают в кассеты станка. Программным управлением выполняется съем пуансона 1 с неподвижной части модуля. Затем полосовой материал 9 заводится между пуансоном и неподвижной частью модуля. В момент воздействия пуансона на лист в последнем прорезается паз, через который пуансон 1 давит на съемник 5. Съемник за счет свободного хода поджимает упругие толкатели 3, при этом режущий элемент 4 входит в отверстие 10 съемника 5 и при соприкосновении листа с пуансоном 1 происходит формообразование. Лист металла обтягивается по всей поверхности режущего элемента 4. В конце хода происходит окончательное прочерчивание металла пуансоном и режущим элементом. Сжатые от воздействия пуансона 1 на съемник 5 упругие толкатели 3, находящиеся в нижней части обоймы возвращают заготовку в исходную точку. Далее согласно программе заготовка перемещается и процесс повторяется.
Предлагаемый пробивной формовочный инструмент может быть изготовлен с помощью известных средств и технологий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пробивной револьверный пресс | 1989 |
|
SU1750802A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| Штамп для изготовления тарельчатых пружин | 1978 |
|
SU721184A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Дыропробивной пресс | 1977 |
|
SU653004A1 |
| Штамп | 1988 |
|
SU1655617A1 |

Изобретение относится к обработке металла давлением, в частности к пробивным инструментам, и может быть использовано при изготовлении элементов вентиляционных отверстий в непрерывно перемещающемся материале на координатно-револьверных прессах с ЧПУ. Пробивной формовочный инструмент представляет собой модуль, собранный из подвижного и неподвижного узлов. Полосовой материал заводят между пуансоном и неподвижным узлом. Пуансон прорезает в полосовом материале паз и давит на съемник неподвижного узла, который поджимает упругие толкатели. При этом выполненный сменным режущий элемент неподвижного узла входит в отверстие указанного съемника и при соприкосновении листа с пуансоном последний обтягивает режущий элемент и происходит окончательное прочерчивание листа. Расширяются технологические возможности инструмента за счет обеспечения настройки инструмента по высоте. 2 ил.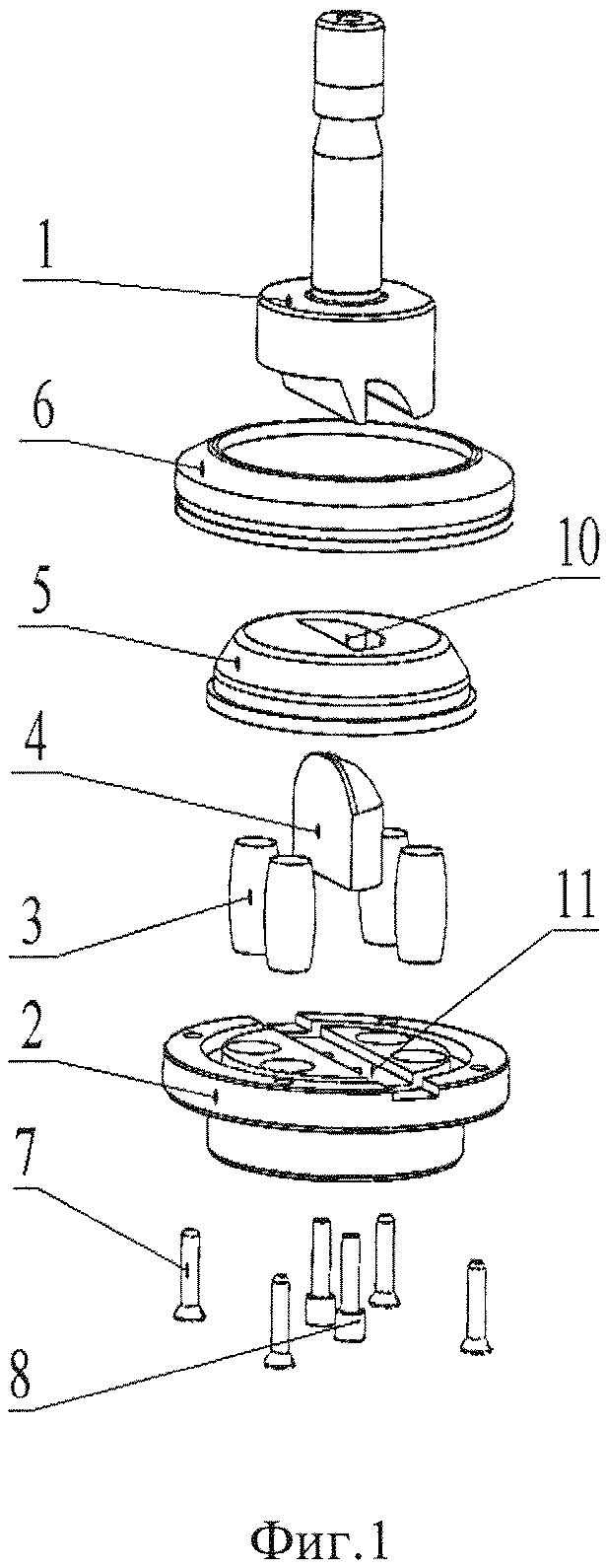
Пробивной формовочный инструмент, содержащий подвижный пуансон и неподвижный узел, отличающийся тем, что подвижный пуансон и неподвижный узел собраны в модуль, при этом пуансон выполнен съемным с открытой длиной формовки сверху, неподвижный узел содержит обойму, упругие толкатели, набор режущих элементов, съемник, крышку, причем толкатели установлены и закреплены одними своими концами в обойме, а другими концами взаимодействуют со съемником, режущий элемент закреплен крепежными элементами с возможностью смены в пазу обоймы, съемник подпружинен упругими толкателями и выполнен со сквозным отверстием, имеет контур, ответный контуру режущего элемента, и установлен с возможностью свободного хода в пределах расчетного расстояния между нижней частью съемника и верхней частью обоймы в момент воздействия на него пуансона, при этом крышка закреплена с возможностью съема на обойме.
| Блок штампов листовой штамповки | 1988 |
|
SU1648603A1 |
| БЛОК ШТАМПОВ | 0 |
|
SU242839A1 |
| ПРОБИВНОЙ ИНСТРУМЕНТ | 2010 |
|
RU2483825C2 |
| US 2006191307 A1, 31.08.2006. | |||

