Предлагаемое изобретение относится к области металлургии легких сплавов, в частности сплавов на основе алюминия, и может быть использовано при получении деформированных полуфабрикатов из алюминиево-кальциевого композиционного сплава из слитков промышленных размеров, в том числе проволоки, диаметром менее 0,3 мм.
В настоящее время существует множество изобретений, описывающих способы получения композиционных материалов на основе алюминия путем замешивания высокопрочных армирующих частиц: различных боридов, карбидов, оксидов и т.д. Так, известен патент РФ №2616315 С1 (опубликован 14.04.2017), в котором описан способ получения алюмоматричного композитного материала путем механическое смешивание порошка матричного материала с порошками наполнителя (смеси карбидов и вольфрама) в количестве 5-20 мас. % от состава исходной композиционной смеси со средним размером частиц 0,1-1 мкм. Последующее холодное прессование полученной исходной композиционной смеси на ультразвуковом гидравлическом прессе, с приложением к пресс-форме ультразвуковых механических колебаний частотой 18-24 кГц и амплитудой колебательного смещения формообразующих поверхностей пресс-формы 1-10 мкм.
Основным недостатком данного изобретения является использование специального оборудования для перемешивания или механолегирования, которое не является серийным и как следствие существенно удорожает себестоимость продукции.
В патенте РФ №2448178 С2 (опубликован 20.04.2012) описан способ получения литейного композиционного сплава алюминий-карбид титана, включающий плавление алюминия, введение в расплав алюминия порциями экзотермической смеси из порошков титана, углерода и флюса криолита в стехиометрическом соотношении с осуществлением после введения каждой порции СВС-реакции и кристаллизации множества керамических включений карбида титана с размером ≤1-2 мкм и перемешивание расплава перед введением следующей порции экзотермической смеси, при этом получают сплав, содержащий не более 10% карбида титана.
Основным недостатком является получение неравномерной структуры сплава и неконтролируемость СВС-реакции, что не гарантирует стабильный результат в производственных условиях.
Известен способ получения алюмокальциевого композиционного сплава, описанный в (Materials Science & Engineering А 690 (2017) 348-354), согласно которому смесь высокочистых порошков алюминия и кальция, запрессованную в цилиндрическую пресс-форму под давлением 40,6 МПа, подвергают последующей экструзии.
Основным недостатком данного способа является необходимость предварительного получения высокочистых порошков, а также использования специального оборудования для смешения и компактирования полученной смеси.
Альтернативным является принцип производства, так называемых естественных алюмо-матричных композиционных материалов, который строится на получении тонких интерметаллических фаз эвтектического происхождения в алюминиевой матрице. Причем прочность и пластичность таких материалов связаны с объемной долей, морфологией и размерами эвтектических фазовых составляющих. Известен способ получения алюмокальциевого сплава, раскрытый в патенте RU №2660492 (опубл. 06.07.2018, бюл. №19). В данном способе алюминиевый расплав, содержащий 5,4-6,4% кальция, 0,3-0,6% кремния и 0,8-1,2% железа, заливают в металлические формы. В частных исполнения данного способа литье выполняют методами литья в кокиль и под давлением. Полученные данным способом сплав имеет высокую долю кальций-содержащих частиц эвтектического происхождения (более 20 об. %) и обладает хорошей технологичностью при литье. Техническим результатом является создание нового экономнолегированного коррозионностойкого алюминиевого сплава, предназначенного для получения фасонных отливок сложной формы и обладающего относительно высокими и стабильными механическими свойствами. Его недостатком является невысокая пластичность: относительное удлинение при испытании на растяжение не превышает 2,6%. Его другим недостатком является то, что он не предназначен для получения деформированных полуфабрикатов, в частности, методами холодной деформации. Это обусловлено тем, что в литом состоянии кальцийсодержащие фазы, входящие в состав эвтектики, имеют разветвленную (а не глобулярную) форму.
Наиболее близким к предлагаемому является способ получения деформированных полуфабрикатов из алюминиево-кальциевого сплава, раскрытый в патенте RU 2478132 (опубликован 27.03.2013, бюл. №9). Описан способ получения прутков и листов из сплава, содержащего содержит (мас. %) 3,5% кальция, 9,5% цинка, 3% магния и 0,15% циркония, остальное - алюминий. Данный способ включает следующие операции
- получение плоского (толщиной 15 мм) или круглого (диаметром 44 мм) слитка;
- гомогенизационный отжиг при максимальной температуре нагрева на 10°С ниже температуры равновесного солидуса сплава;
- горячая деформация (прокатка со степенью обжатия около 86 или прессование со степенью обжатия около 90%);
- нагрев под закалку;
- закалка в холодной воде;
- старение.
Недостатком данного способа является то, что он не позволяет получать полуфабрикаты методами холодной деформации. Другим недостатком данного способа является то, что расплав не содержит железо и кремний (в описании патента расплав готовили на основе алюминия высокой чистоты А99), что не позволяет использовать для его реализации более дешевые марки технического алюминия.
Техническим результатом изобретения является создание нового способа получения деформированных полуфабрикатов результатом из алюминиево-кальциевого композиционного сплава, обладающего структурой, состоящей из алюминиевой матрицы, содержащей наночастицы фазы Al3(Zr,Sc)-L12 размером не более 20 нм в количестве не менее 0,4 об. %, и равномерно распределенных в алюминиевой матрице кальций, кремний и железо содержащих эвтектических интерметаллидных частиц размером не более 1 мкм в количестве не менее 16 об. % фаз, обеспечивая достижение следующего комплекса физико-механических свойств: временное сопротивление при растяжении (σв) не менее 250 МПа, относительное удлинение при растяжении (δ) - не менее 5%, электропроводность - не менее 40 IACS.
Технический результат достигается тем, что предлагается способ получения деформированных полуфабрикатов из алюминиево-кальциевого сплава, включающий получение расплава, содержащего кальций в количестве более 3 масс. % и малую добавку циркония, получение слитка путем кристаллизации расплава и получение полуфабриката путем горячей деформации слитка, отличающийся тем, что в расплав дополнительно вводят железо, кремний и скандий, горячую деформацию слитка проводят при температуре в пределах от 300 до 450°С, а после нее проводят холодную деформацию и стабилизирующий отжиг при температуре в пределах от 300 до 400°С в течение времени от 1 до 10 часов, обеспечивая формирование композиционной структуры, состоящей из алюминиевой матрицы, содержащей наночастицы фазы Al3(Zr,Sc)-L12 размером не более 20 нм в количестве не менее 0,4 об. %, и равномерно распределенных в алюминиевой матрице кальций-содержащих частиц размером не более 1 мкм в количестве не менее 16 об. %.
В частных исполнениях предлагаемый способ может включать проведение холодной деформации методами прокатки и волочения, получая листы, фольгу и проволоку.
Изобретение поясняется чертежами, где:
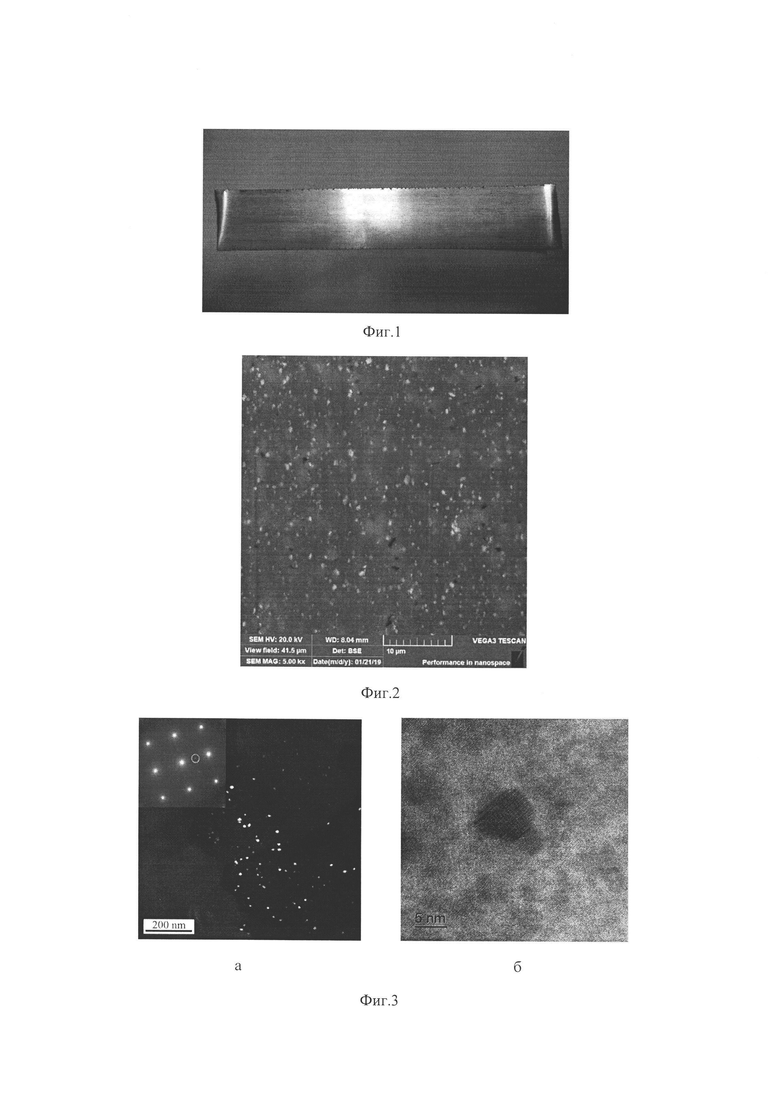
На фиг. 1 представлен холоднокатаный лист из алюминиево-кальциевого композиционного сплава;
На фиг. 2 кальций-содержащие частицы в структуре холоднокатаного листа из алюминиево-кальциевого композиционного сплава, СЭМ.
На фиг. 3 (а, б) наночастицы фазы Al3(Zr,Sc)-L12 в структуре холоднокатаного листа из алюминиево-кальциевого композиционного сплава, ПЭМ.
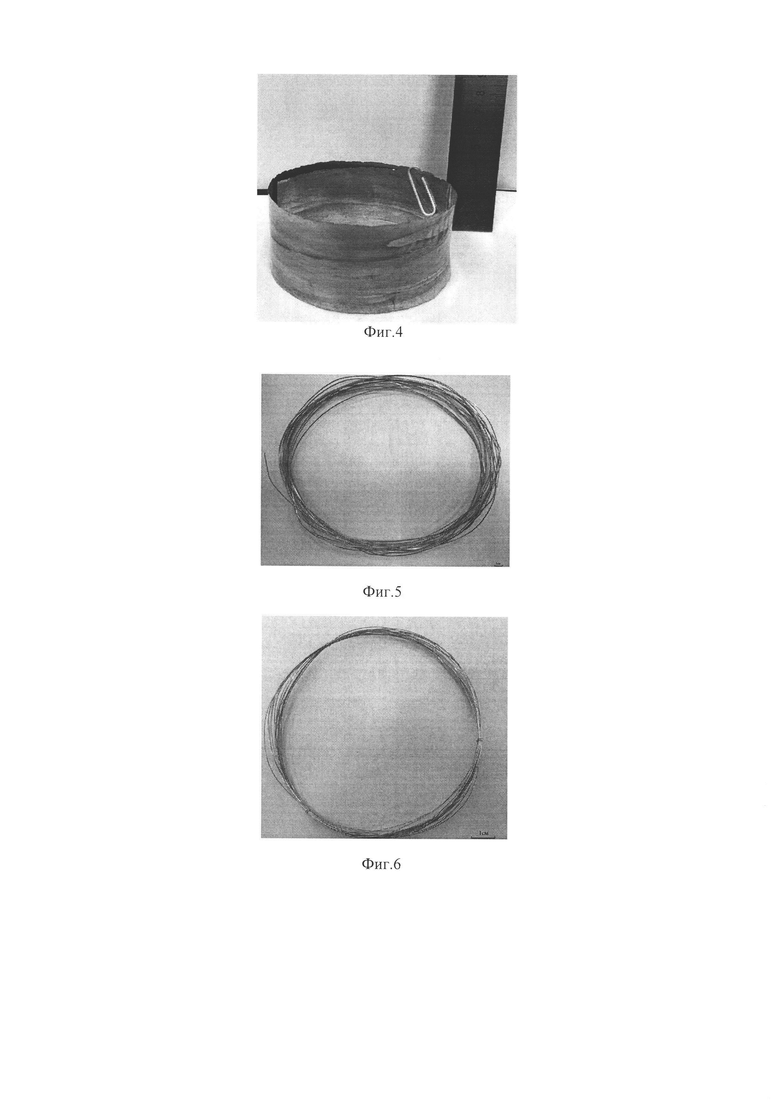
На фиг. 4 фольга из алюминиево-кальциевого композиционного сплава.
На фиг. 5 катаная проволока из алюминиево-кальциевого композиционного сплава.
На фиг. 6 волоченная проволока из алюминиево-кальциевого композиционного сплава.
Температура деформации ниже 300°С не обеспечивает достаточной деформационной пластичности, а при высокой температуре горячей деформации (более 450°С) прочность сплава оказывается заниженной. После горячей прокатки проводят холодную деформацию и стабилизирующий отжиг при температуре в пределах от 300 до 400°С в течение времени от 1 до 10 часов. Высокая температура отжига (свыше 400°С) и его высокая продолжительность (свыше 10 ч) также приводят к более низкой прочности полученных холодно деформированных изделий. Низкая температура отжига (ниже 300°С) приводит к заниженной удельной электропроводимости (УЭП), пластичности и прочности, обеспечиваемой распадом алюминиевого твердого раствора и формированием упрочняющих когерентных наночастиц фазы типа L12 (Al3(Zr,Sc)), которые имеют средний размер порядка 20 нм. При температурах отжига свыше 450°С наблюдается резкое падение прочности, что связано с деградацией субмикро- и наностуркутры сплава. В частности, в процессе длительного высокотемпературного отжига происходит снижение плотности распределения частиц Al3(Zr,Sc), увеличение их размера, и, как следствие, частичная или полная потеря когерентности с матрицей. Данные процессы, в совокупности с огрублением эвтектических частиц путем их коагуляции приводят к снижению механических свойств.
Выбор кальция в качестве основного эвтектико-образующего компонента обусловлен тем, что по объемной доле второй фазы алюминиево-кальциевая эвтектика почти в 3 раза превосходит алюминиево-кремниевую эвтектику. Большое количество кальциевой фазы эвтектического происхождения позволяет получить алюмоматричные композиционные сплавы, в которых доля второй фазы составляет не менее 15 об. %.
Алюминий и кальций в области алюминиевого угла образуют эвтектику Al+Al4Ca, которой соответствует концентрация кальция 7,6 масс. % и 617°С (Л.Ф. Мондельфо, Структура и свойства алюминиевых сплавов. М. «Металлургия», 1979. 640 с.). Добавление кальция в количестве порядка 4 мас. % обеспечивает высокие литейные свойства сплава, что позволяет получать крупногабаритные слитки традиционными методами плавки и литья. Кроме того, высокая объемная доля эвтектической фазы позволяет создавать слитки со структурой композиционных материалов, содержащих значительное количество армирующих частиц эвтектического происхождения.
Сочетание кальция, железа и кремния обеспечивает кристаллизацию многокомпонентных эвтектических структур, обладающих тонким строением сразу после литья, без необходимости в дополнительной операции модифицировании структуры слитка. Такое строение эвтектики предполагает возможность последующего проведения деформационной обработки слитка с высокими степенями обжатия.
Эвтектические сплавы с кальцием в отличие от сплавов с высоким содержанием кремния позволяют добиться упрочнения путем дополнительного легирования малыми добавками циркония и скандия. Благодаря относительно высоким скоростям охлаждения в температурном интервале затвердевания слитка цирконий и скандий полностью переходят в алюминиевый твердый раствор, который при последующих высокотемпературных обработках распадается с образованием интерметаллидной фазы Al3(Zr,Sc). Сохраняя высокую дисперсность в широком интервале температур и при длительных выдержках, интерметаллидные частицы действуют как эффективные антирекристаллизаторы, что может дополнительно обеспечить прирост прочности деформированного полуфабриката.
ПРИМЕР 1
В лабораторных условиях было опробовано 8 вариантов способа получения деформированных полуфабрикатов из алюминиево-кальциевого композиционного сплава в виде холоднокатаных листов. Расплав готовили на основе алюминия марки А5Е. Плавка велась в следующей последовательности. После расплавления алюминия вводили лигатуры, содержащие железо, кремний, цирконий и скандий. После растворения лигатур и выхода печи на заданную температуру вводился кальций под зеркало расплава и активно перемешивался. Расплав заливали в графитовую форму, получая плоские слитки размером 15×60×200 мм. Температура литья была заведомо выше температуры ликвидус.
Слитки подвергали горячей прокатке до толщины 2 мм, а затем холодной прокатке до толщины 1 мм. После этого листы отжигали. Алюминиевый расплав во всех вариантах содержал l,0% Fe и 0,6 Si. Концентрации кальция, циркония и скандия, температура горячей деформации, температура отжига и его продолжительность варьировались согласно значения, указанным в табл. 1. На отожженных листах (Фиг. 1) определяли параметры структуры, механические свойства на растяжение (временное сопротивление - σв и относительное удлинение - δ) и удельную электропроводность (УЭП). Средний размер кальций-содержащих эвтектических частиц и наночастиц фазы Al3(Zr,Sc)-L12 в структуре холоднокатаного листа из алюминиево-кальциевого композиционного сплава оценивали при анализе фотографий микроструктур, полученных с использованием сканирующей (Фиг. 2) и просвечивающей электронной (Фиг. 3) микроскопии.
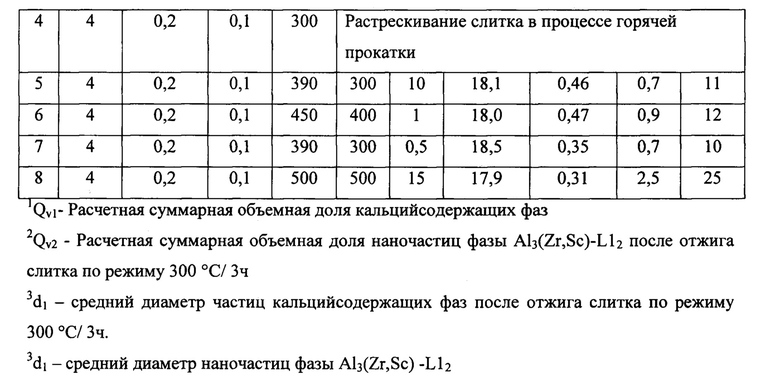
Как видно из табл. 1, при низком содержании кальция, циркония и скандия (вариант 1) объемная доля кальций-содержащих фаз и наночастиц находится ниже заданного уровня. Следствие этого является пониженная прочность (табл. 2). При высоком содержании кальция, циркония и скандия (вариант 3) объемная доля кальций-содержащих фаз (в слитке) слишком высока, что не обеспечивает достаточной пластичности при горячей прокатке. Низкая температура горячей прокатки (вариант 4) также не обеспечивает достаточной деформационной пластичности. В остальных случаях удалось получить горячекатаные листы, а из них холоднокатаные.
При низкой температуре отжига холоднокатаных листов и его малой продолжительности (вариант 7) их пластичность ниже заданной (табл. 2). А при высокой температуре горячей деформации, высокой температуре отжига холоднокатаных листов и его высокой продолжительности (вариант 8) значения σв и УЭП ниже заданных (табл. 2).
Таким образом, можно заключить, что только варианты 2, 5 и 6, в которых температура горячей деформации слитка, температура и время отжига холоднокатаных листов, а также параметры структуры находятся в заявленных пределах, позволяют реализовать заявленный способ получения деформированных полуфабрикатов из алюминиево-кальциевого композиционного сплава. 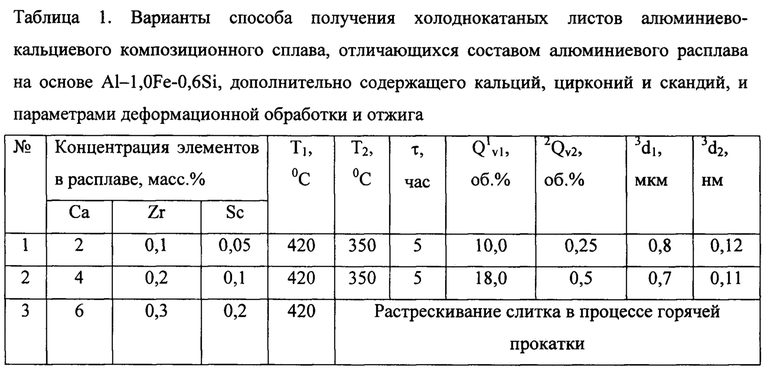
ПРИМЕР 2
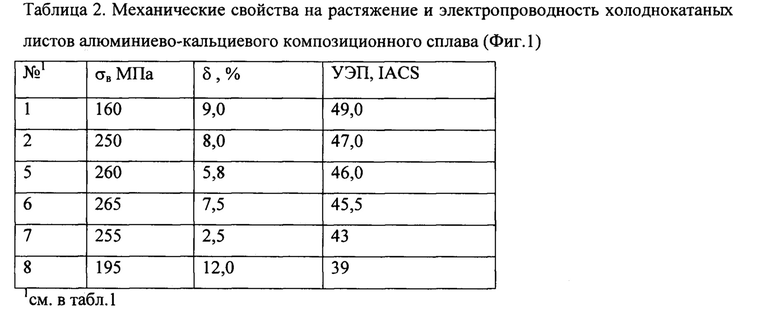
В лабораторных условиях из холоднокатаного и отожженного листа, полученного по варианту 2 (см. пример 1) была получена фольга толщиной 100 мкм (Фиг. 4). Фольгу подвергали отжигу при 350°С в течение 3 часов. Свойства приведенные в табл. 3 показывают, что они соответствуют заданным значениям. 
ПРИМЕР 3
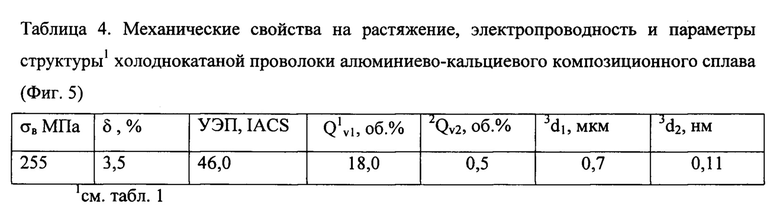
В лабораторных условиях из алюминиевого расплава, соответствующего варианту 2 (см. пример 1) был получен круглый слиток диаметром 60 мм. Из этого слитка на стане радиально-сдвиговой прокатки при температуре 420°С был получен пруток диаметром 9 мм. Из этого прутка на вальцах была получена холоднокатаная проволока с квадратным сечением 1×1 мм. Эту проволоку подвергали отжигу при 350°С в течение 3 часов. Свойства и параметры структуры, приведенные в табл. 4 показывают, что они соответствуют заданным значениям.
ПРИМЕР 4
В лабораторных условиях из холоднокатаной проволоки (см. пример 3) методом волочения в ручных фильерах была получена проволока диаметром 0,5 мм. Эту проволоку подвергали отжигу при 350°С в течение 3 часов. Свойства и параметры структуры, приведенные в табл.4 показывают, что они соответствуют заданным значениям. 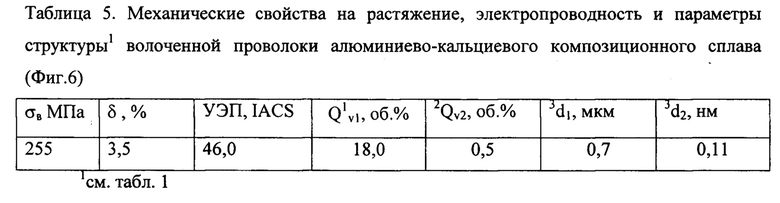
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения слитков из алюмоматричного композиционного сплава | 2018 |
|
RU2697683C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
| Способ получения термостойкой проволоки из алюминиево-кальциевого сплава | 2021 |
|
RU2767091C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2683399C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2019 |
|
RU2735846C1 |
| Деформируемый алюминиевый сплав на основе системы Al-Mg-Sc-Zr с добавками Er и Yb (варианты) | 2020 |
|
RU2743079C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2022 |
|
RU2804566C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2012 |
|
RU2534170C1 |
| Сплав системы Al-Mg-Zn для высокоскоростной сверхпластической формовки | 2023 |
|
RU2817627C1 |
| Деформируемый свариваемый алюминиево-кальциевый сплав | 2019 |
|
RU2716568C1 |
Изобретение относится к области металлургии легких сплавов, в частности сплавов на основе алюминия, и может быть использовано при получении деформированных полуфабрикатов, в том числе проволоки, диаметром менее 0,3 мм из алюминиево-кальциевого композиционного сплава из слитков промышленных размеров. Способ получения деформированных полуфабрикатов из алюминиево-кальциевого композиционного сплава, обладающего структурой, состоящей из алюминиевой матрицы, содержащей наночастицы фазы Al3(Zr,Sc)-L12 размером не более 20 нм в количестве не менее 0,4 об. %, и равномерно распределенных в алюминиевой матрице эвтектических интерметаллидных фаз, содержащих кальций, кремний и железо, имеющих средний размер не более 1 мкм в количестве не менее 16 об. %. Полученные таким способом материалы обладают высоким уровнем физико-механических свойств: предел прочности не менее 250 МПа, удлинение не менее 3,5% и удельная электропроводность не менее 46,0 IACS. 4 з.п. ф-лы, 6 ил., 5 табл., 4 пр.
1. Способ получения деформированных полуфабрикатов из алюминиево-кальциевого сплава, включающий получение расплава на основе алюминия, содержащего кальций в количестве не менее 3 мас.% и добавку циркония, получение слитка путем кристаллизации расплава и получение полуфабриката путем горячей деформации слитка, отличающийся тем, что в расплав дополнительно вводят железо, кремний и скандий, горячую деформацию слитка проводят при температуре в пределах от 390 до 450°С, а после нее проводят холодную деформацию и стабилизирующий отжиг при температуре в пределах от 300 до 400°С в течение времени от 1 до 10 часов c обеспечением формирования композиционной структуры, состоящей из алюминиевой матрицы, содержащей наночастицы фазы Al3(Zr,Sc)-L12 размером не более 20 нм в количестве не менее 0,4 об. %, и равномерно распределенных в алюминиевой матрице кальцийсодержащих частиц размером не более 1 мкм в количестве не менее 16 об. %.
2. Способ по п. 1, отличающийся тем, что холодную деформацию проводят методом прокатки с получением листов.
3. Способ по п. 1, отличающийся тем, что холодную деформацию проводят методом прокатки с получением фольги.
4. Способ по п. 1, отличающийся тем, что холодную деформацию проводят методом прокатки с получением проволоки.
5. Способ по п. 1, отличающийся тем, что холодную деформацию проводят методом волочения с получением проволоки.
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ С ДОБАВКОЙ КАЛЬЦИЯ | 2012 |
|
RU2478132C1 |
| ТЕРМОСТОЙКИЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗ НЕГО ДЕФОРМИРОВАННЫХ ПОЛУФАБРИКАТОВ | 2010 |
|
RU2446222C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2683399C1 |
| Способ получения слитков из алюмоматричного композиционного сплава | 2018 |
|
RU2697683C1 |
| ВЫСОКОПРОЧНЫЙ ДЕФОРМИРУЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ С ПОНИЖЕННОЙ ПЛОТНОСТЬЮ И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2468107C1 |
| WO 2005045080 A1, 19.05.2005. | |||

