ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к вибродемпфирующему материалу ферритной нержавеющей стали с высоким содержанием Al, который проявляет механизм ферромагнитного вибродемпфирования, и способу его производства.
УРОВЕНЬ ТЕХНИКИ
[0002] Выхлопная труба, составляющая часть тракта выхлопных газов автомобиля, а также тепловой экран для нее нуждаются в стойкости к солевой коррозии вдобавок к термостойкости, и поэтому в них часто использовалась превосходная по термостойкости ферритная нержавеющая сталь. Вибрации от двигателя достигают выхлопной трубы, при этом вызванные вибрациями шумы могут стать проблемой. В последние годы от деталей автомобиля требуется иметь легкий вес для повышения эффективности использования топлива. Уменьшение толщины выхлопной трубы с целью снижения веса способствует дополнительному увеличению шумов из-за вибраций. Кроме того, вибрации от двигателя, имеющие место в тепловом экране, могут вызывать приглушенный звук, что в некоторых случаях является источником неприятного шума. Существует потребность в термостойком материале нержавеющей стали, который является превосходным по способности подавлять вибрации и шумы от выхлопной трубы. Кроме того, существует большая потребность в улучшении способности к вибродемпфированию у материала ферритной нержавеющей стали не только для автомобильной термостойкой детали.
[0003] Механизмы ослабления энергии вибрации, приложенной извне к металлическому цельному материалу, подразделяют на механизмы эвтектического типа, дислокационного типа, ферромагнитного типа, композитного типа и пр. Стальной материал, имеющий ферритную фазу в качестве матрицы (металлического основного материала), является ферромагнитным материалом, и поэтому ранее предлагались различные вибродемпфирующие материалы, использующие ферромагнитный механизм вибродемпфирования.
[0004] Например, PTL 1 показывает пример, в котором способность к вибродемпфированию придается стальному материалу, содержащему Cr. Там описано, что Cr выполняет функцию усиления вибродемпфирующих характеристик, при этом эффект от его добавления повышается вплоть до 20,0% по весу (абзац 0026). Однако, содержание Cr в конкретных примерах, показанных как примеры, составляет самое большее 3,08%.
PTL 2 показывает метод придания способности к вибродемпфированию с использованием стального материала, содержащего большие количества Si и Co. Сообщается, что Cr оказывает значительный эффект повышения магнитострикции, но снижает коэффициент потерь, когда его содержание превышает 9% (абзац 0015).
PTL 3 описывает метод придания способности к вибродемпфированию с помощью регулирования диаметра кристаллического зерна, максимальной удельной магнитной проницаемости и плотности остаточного магнитного потока (остаточной магнитной индукции) без добавления легирующих элементов, таких как Al, Si и Cr, в больших количествах. Там описано, что диаметр кристаллического зерна составляет 300 мкм или менее с учетом шероховатости поверхности при обработке (абзац 0023).
PTL 4 описывает, что способность к вибродемпфированию придается за счет использования железного сплава, содержащего Cr и Ga в больших количествах.
СПИСОК ССЫЛОК
[0005] ПАТЕНТНАЯ ЛИТЕРАТУРА
PTL 1: JP-A-10-72643
PTL 2: JP-A-2002-294408
PTL 3: JP-A-2007-254880
PTL 4: JP-A-2011-241438
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0006] Как описано в патентной литературе, было упомянуто, что Cr эффективен для усиления способности к вибродемпфированию стального материала. Однако не было создано метода улучшения способности к вибродемпфированию в стальном материале, использующем сталь с высоким содержанием Cr, такую как ферритная нержавеющая сталь. В частности, среди обладающих термостойкостью стальных материалов, способных выдерживать длительную эксплуатацию при высокой температуре, такой как несколько сотен градусов Цельсия или более, еще не найден такой материал, которому придается превосходная способность к вибродемпфированию, предусматривающая коэффициент потерь η в 0,0070 или более при обычной температуре по методу центрального возбуждения в соответствии с JIS K7391:2008 при резонансных пиках, наблюдаемых в интервале от 10 до 10000 Гц. Изобретение состоит в том, чтобы предложить материал ферритной нержавеющей стали, обладающий как превосходной термостойкостью и способный эксплуатироваться при высокой температуре, такой как несколько сотен градусов Цельсия или более, так и превосходной способностью к вибродемпфированию.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] В соответствии с подробными исследованиями, проведенными авторами настоящего изобретения, было найдено, что для придания материалу ферритной нержавеющей стали превосходной способности к вибродемпфированию по ферромагнитному механизму вибродемпфирования довольно эффективным является то, чтобы стальной материал обрабатывали до заданной формы и затем нагревали при высокой температуре для обеспечения чрезвычайно большого среднего диаметра кристаллического зерна в 0,3 мм или более при конечном отжиге. Также было найдено, что способность к вибродемпфированию значительно усиливается с помощью совместного добавления Cr и Al. Изобретение было создано на основании этих сведений.
[0008] Цель может быть достигнута с помощью вибродемпфирующего материала ферритной нержавеющей стали, имеющего химический состав, содержащий, в пересчете на процентную долю по массе, от 0,001 до 0,04% C, от 0,1 до 2,0% Si, от 0,1 до 1,0% Mn, от 0,01 до 0,6% Ni, от 10,5 до 20,0% Cr, от 0,5 до 5,0% Al, от 0,001 до 0,03% N, от 0 до 0,8% Nb, от 0 до 0,5% Ti, от 0 до 0,3% Cu, от 0 до 0,3% Mo, от 0 до 0,3% V, от 0 до 0,3% Zr, от 0 до 0,6% Co, от 0 до 0,1% РЗЭ (редкоземельного элемента), от 0 до 0,1% Ca, а остальное – Fe с неизбежными примесями, имеющего структуру металла, содержащую единственную фазу феррита в качестве матрицы и ферритные кристаллические зерна со средним диаметром кристаллического зерна от 0,3 до 3,0 мм, и имеющего остаточную магнитную индукцию 45 мТл или менее.
[0009] При этом каждый из элементов Nb, Ti, Cu, Mo, V, Zr, Co, РЗЭ (редкоземельного элемента) и Ca является элементом, который добавляется необязательно. РЗЭ включает Sc, Y и лантаноиды.
[0010] В качестве способа производства вибродемпфирующего материала ферритной нержавеющей стали предложен способ производства, содержащий подвергание стального материала с указанным химическим составом конечному отжигу в неокислительной атмосфере при условии выдерживания стального материала в температурном интервале от 900 до 1250°C в течение 10 минут или более, чтобы сделать средний диаметр кристаллического зерна у ферритных кристаллических зерен от 0,3 до 3,0 мм.
[0011] В способе производства атмосфера при конечном отжиге может быть воздушной атмосферой вместо неокислительной атмосферы. В этом случае стальной материал подвергают кислотной очистке после конечного отжига. Подвергаемым конечному отжигу стальным материалом может быть стальной материал, полученный путем обработки листового стального материала. В этом случае толщина используемого стального листа (т.е. толщина стального материала, подвергаемого конечному отжигу) может составлять, например, от 0,2 до 3,0 мм.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0012] Согласно изобретению, материалу ферритной нержавеющей стали может быть придана превосходная способность к вибродемпфированию с использованием ферромагнитого механизма вибродемпфирования. Уровнем способности к вибродемпфированию является, например, коэффициент потерь η в 0,0070 или более при обычной температуре по методу центрального возбуждения в соответствии с JIS K7391:2008 при резонансных пиках, наблюдаемых в интервале от 10 до 10000 Гц, и этот коэффициент потерь, который оценивается по среднему значению значений η при этих резонансных пиках, может иметь значение 0,01 или более. Из-за применения ферритной нержавеющей стали с высоким содержанием Al стальной материал превосходен по высокотемпературной стойкости к окислению и может проявлять способность к вибродемпфированию вплоть до интервала высоких температур, превышающих 700°C. Металлические материалы, превосходные по способности к вибродемпфированию, были известны для нежелезных сплавов, таких как, например, сплав на основе Cu-Mn, который, однако, не может быть использован при высокой температуре. Кроме того, общеизвестные стальные материалы с приданной им способностью к вибродемпфированию уступают по коррозионной стойкости и термостойкости стальному материалу по изобретению. Изобретение способствует, например, вибродемпфированию выхлопной системы автомобиля.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
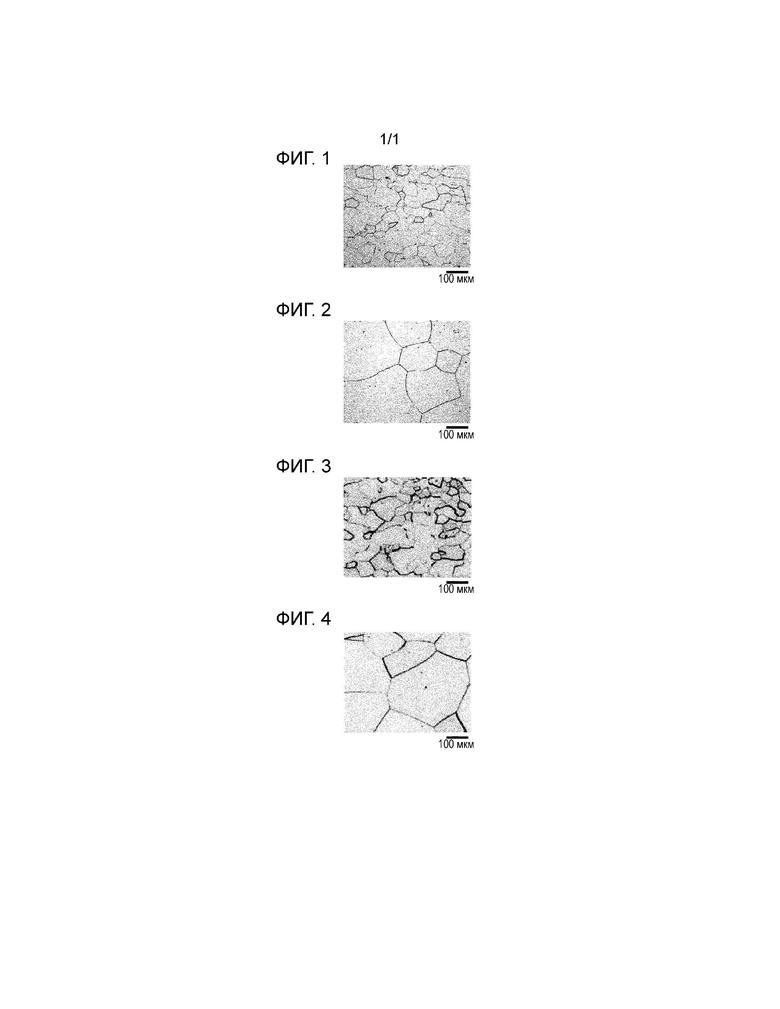
[0013] Фиг.1 представляет собой оптическую микрофотографию структуры металла из сравнительного примера № 1.
Фиг.2 представляет собой оптическую микрофотографию структуры металла из сравнительного примера № 2.
Фиг.3 представляет собой оптическую микрофотографию структуры металла из сравнительного примера № 3.
Фиг.4 представляет собой оптическую микрофотографию структуры металла из примера № 4 по изобретению.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
ВИД ИСПОЛЬЗУЕМОЙ СТАЛИ
[0014] В изобретении в качестве ферритной нержавеющей стали, способной обеспечивать матрицу (металлический основной материал), образованную единственной фазой феррита при обычной температуре, в частности применяют ферритную нержавеющую сталь с высоким содержанием Al, имеющую содержание Al от 0,5 до 5,0 мас.%. Совместное добавление Cr и большого количества Al может значительно повысить уровень способности к вибродемпфированию. Механизм повышения способности к вибродемпфированию еще не выяснен в настоящее время. Содержания легирующих компонентов могут быть определены в пределах вышеупомянутых интервалов. Хотя P и S являются неизбежными примесями, содержание P может допускаться вплоть до 0,040%, а содержание S может допускаться вплоть до 0,030%.
[0015] Примеры видов стали, имеющих особенно высокую термостойкость, включают следующий диапазон состава (A).
(A) Сталь, содержащая, в пересчете на процентную долю по массе, от 0,001 до 0,03% C, от 0,1 до 1,0% Si, от 0,1 до 1,0% Mn, от 0,01 до 0,6% Ni, от 17,5 до 19,0% Cr, от 2,5 до 4,0% Al, от 0,001 до 0,03% N, от 0 до 0,3% Nb, от 0,1 до 0,3% Ti, от 0 до 0,3% Cu, от 0 до 0,3% Mo, от 0 до 0,3% V, от 0 до 0,3% Zr, от 0 до 0,6% Co, от 0 до 0,1% РЗЭ (редкоземельного элемента), от 0 до 0,1% Ca, а остальное – Fe с неизбежными примесями.
СТРУКТУРА МЕТАЛЛА
[0016] В стальном материале согласно изобретению важно, что средний размер кристаллического зерна у ферритных рекристаллизованных зерен, составляющих матрицу (металлический основной материал), является столь большим, как 0,3-3,0 мм. Средний диаметр кристаллического зерна более предпочтительно составляет 0,35 мм или более. Ферромагнитный вибродемпфирующий материал поглощает энергию колебаний посредством миграции стенок магнитных доменов. Граница кристаллического зерна становится барьером, предотвращающим миграцию стенок магнитных доменов, и поэтому обычно говорят, что большой диаметр кристаллического зерна выгоден для усиления способности к вибродемпфированию. Тем не менее, в случае материала ферритной нержавеющей стали, хорошая способность к вибродемпфированию часто не может быть получена со средним диаметром кристаллического зерна приблизительно 100 мкм, и меры по приданию стабильно высокой способности к вибродемпфированию не прояснены. В результате различных исследований авторов настоящего изобретения было найдено, что способность к вибродемпфированию у материала ферритной нержавеющей стали усиливается путем сильного увеличения среднего диаметра его кристаллического зерна до 0,3 мм или более. Хотя в настоящее время механизм этого не ясен, полагают, что ферритные рекристаллизованные зерна, составляющие матрицу материала ферритной нержавеющей стали, включают зерна с большими размерами и зерна с малыми размерами, смешанные друг с другом, причем малые зерна среди них неблагоприятно влияют на миграцию стенок магнитных доменов. Оценено, что термическую обработку осуществляют, чтобы сделать средний диаметр кристаллического зерна столь большим, как 0,3 мм или более, более предпочтительно 0,35 мм или более, чтобы вырастить рекристаллизованные зерна с малыми размерами до размеров, которые не предотвращают миграцию стенок магнитных доменов, приводя к усилению механизма вибродемпфирования по всему стальному материалу.
[0017] Средний диаметр кристаллического зерна может быть измерен путем наблюдения в оптическом микроскопе поперечного сечения в соответствии с методом секущих. Согласно методу, описанному в JIS G0551:2003, проводят прямую линию в произвольно выбранном месте на изображении оптической микрофотографии и подсчитывают число точек пересечения прямой линии и границ кристаллических зерен, по которому вычисляют среднюю длину отрезка. Наблюдение осуществляют для 20 или более в сумме прямых линий с наблюдением многих полей зрения. Материал ферритной нержавеющей стали, имеющей измеренный по этому методу средний диаметр кристаллического зерна, который составляет 0,3 мм или более, демонстрирует превосходную способность к вибродемпфированию. Средний диаметр кристаллического зерна более предпочтительно составляет 1,0 мм или более. Стальной материал, обработанный для придания ему формы детали, подвергают описанному далее конечному отжигу с целью роста кристаллических зерен, и тем самым можно избежать отрицательного влияния крупных кристаллических зерен на обрабатываемость. Большие кристаллические зерна выгодны с точки зрения стойкости к высокотемпературной ползучести (жаропрочности). Однако избыточное увеличение кристаллических зерен может повышать нагрузку конечного отжига, что является экономически невыгодным. Средний диаметр кристаллического зерна достаточен, если находится в интервале 3,0 мм или менее, и может регулироваться до 2,5 мм или менее.
МАГНИТНЫЕ ХАРАКТЕРИСТИКИ
[0018] Для плавного осуществления миграции стенок магнитных доменов также важно то, чтобы ферритная кристаллическая решетка имела малую деформацию. Степень деформации в кристалле отражается на остаточной магнитной индукции в магнитных характеристиках. Точнее говоря, предполагая материалы одинакового состава, можно оценить, что материал, имеющий меньшую остаточную магнитную индукцию, имеет малую деформацию кристаллической решетки. Согласно исследованиям авторов изобретения хорошая способность к вибродемпфированию может быть получена в материале ферритной нержавеющей стали, имеющем остаточную магнитную индукцию, которая составляет 45 мТл (450 Гс) или менее при обычной температуре. Остаточная магнитная индукция более предпочтительно составляет 30 мТл (300 Гс) или менее. Ее нижний предел конкретно не определен и обычно составляет 12 мТл (120 Гс) или более.
[0019] В качестве других магнитных характеристик, коэрцитивная сила желательно составляет 400 А/м (приблизительно 5 Э) или менее. Максимальная магнитная индукция желательно составляет 450 мТл (4500 Гс) или более, а предпочтительнее 520 мТл (5200 Гс) или более.
СПОСОБ ПРОИЗВОДСТВА
[0020] В изобретении ферритные рекристаллизованные зерна выращивают при конечном отжиге материала ферритной нержавеющей стали с тем, чтобы придать ему способность к вибродемпфированию. Способ, использованный для обеспечения стального материала, подвергаемого конечному отжигу, может быть обычным способом производства. Например, холоднокатаный, отожженный, очищенный кислотой стальной лист или обработанный дрессировкой стальной лист из ферритной нержавеющей стали, произведенной обычным методом, в качестве сырья обрабатывают до заданной детали. Примеры обработки до детали включают различные виды штамповки с использованием пресс-формы, обработки гибкой, сварочных работ и тому подобного.
[0021] Обработанный до детали стальной материал подвергают конечному отжигу. Материал нагревают и выдерживают в температурном интервале от 900 до 1250°С для роста рекристаллизованных зерен, чтобы иметь средний диаметр кристаллического зерна у ферритных кристаллических зерен от 0,3 до 3,0 мм, а более предпочтительно от 0,35 до 3,0 мм. Длительность выдержки в вышеупомянутом температурном интервале (т.е. тот период времени, когда температура материала находится в этом температурном интервале) обеспечивается такой, которая делает возможным рост ферритных кристаллических зерен до вышеупомянутого среднего диаметра кристаллического зерна, соответствующего химическому составу и степени обработки стального материала, подвергаемого конечному отжигу. Между тем, когда длительность выдержки слишком короткая, усиление способности к вибродемпфированию может быть недостаточным из-за недостаточности гомогенизации в некоторых случаях. В результате различных исследований установлено, что предпочтительно обеспечивать длительность выдержки, равную 10 минутам или более. Длительность выдержки более предпочтительно составляет 50 минут или более, а еще предпочтительнее 100 минут или более. Однако слишком большая длительность выдержки экономически невыгодна. Длительность выдержки при вышеупомянутой температуре может быть установлена в интервале 300 минут или менее, и может быть также в интервале 200 минут или менее. Подходящие температура выдержки и длительность выдержки могут быть выяснены заранее с помощью предварительного эксперимента, соответствующего химическому составу и степени обработки стального материала.
[0022] На этапе охлаждения после выдерживания в вышеупомянутом температурном интервале предпочтительно обходятся без введения закалки для предотвращения деформации в кристалле из-за связанного с охлаждением теплового сжатия. В результате различных исследований оказалось эффективным, чтобы максимальную скорость охлаждения от максимальной достигнутой температуры, которая находится в интервале от 900 до 1250°C, до 200°C регулировали до 5°C/сек или менее. С другой стороны, когда скорость охлаждения слишком медленная, в некоторых случаях может происходить дисперсионное твердение в температурном интервале во время охлаждения, и выделившаяся фаза может быть фактором, ухудшающим миграцию стенок магнитных доменов посредством образования поля деформации в кристалле. Следовательно, предпочтительно избегать слишком медленного охлаждения. Например, эффективно, чтобы средняя скорость охлаждения от 850°C до 400°C составляла 0,3°C/сек или более.
[0023] С учетом вышесказанного, примеры более предпочтительного условия конечного отжига, принимая во внимание скорость охлаждения, включают условие выдерживания стального материала в температурном интервале от 900 до 1250°C в течение 10 минут или более с тем, чтобы сделать средний диаметр кристаллического зерна у ферритных кристаллических зерен от 0,5 до 3,0 мм, и затем охлаждения до температуры 200°C или менее с максимальной скоростью охлаждения от максимальной достигнутой материалом температуры до 200°C в 5°C/сек или менее и средней скоростью охлаждения от 850°C до 400°C в 0,3°C/сек или более.
[0024] Конечный отжиг желательно осуществляют в неокислительной атмосфере. Его примеры включают вакуумный отжиг. В этом случае внутреннее пространство печи откачивают до состояния пониженного давления (разреженной атмосферы), например, приблизительно 1×10-2 Па или менее, и в нем стальной материал нагревают до и выдерживают в вышеупомянутом температурном интервале. На этапе охлаждения скорость охлаждения можно регулировать, например, путем регулирования вводимого количества инертного газа и т.п. Конечный отжиг может быть осуществлен в восстановительной атмосфере, содержащей водород. Конечный отжиг может быть осуществлен в атмосфере воздуха, и, в этом случае, обязательно осуществляют последующую обработку, такую как кислотная очистка, для удаления оксидной окалины.
[0025] В случае, если необходимо обеспечить деталь в виде плоского листа, можно использовать такой способ, когда холоднокатаную, отожженную листовую сталь в форме рулона помещают непосредственно в отжиговую печь и подвергают конечному отжигу, а затем режут до заданного размера.
ПРИМЕРЫ
[0026] Изготовили показанные в таблице 1 стали, из которых получали согласно обычному способу холоднокатаные, отожженные, очищенные кислотой стальные листы с толщиной листа 1,5 мм. Взятые из стальных листов образцы подвергали конечному отжигу при показанных в таблице 2 условиях, за исключением части сравнительных примеров (№№ 1 и 3). Способом конечного отжига был вакуумный отжиг, и его осуществляли следующим образом. Образец помещали в герметизируемый сосуд, и в состоянии, когда внутреннее пространство сосуда вакуумировано до давления приблизительно 1×10-2 Па или менее, образец нагревали и выдерживали при температуре (т.е. максимальной достигнутой температуре), показанной в таблице 2. После этого, после снижения температуры до 900°C, образец охлаждали до температуры 400°C или менее введением в сосуд газообразного аргона вплоть до давления приблизительно 90 кПа, а затем подвергали воздействию воздуха после того, как температура достигала 200°C или менее. Скорость охлаждения при конечном отжиге регулировали таким образом, что максимальная скорость охлаждения от максимальной достигнутой температуры до 200°C составляла 5°C/сек или менее, а средняя скорость охлаждения от 850°C до 400°C составляла 0,3°C/сек или более. Образцы получали вышеупомянутыми способами.
[0027] [Таблица 1]
[0028] [Таблица 2]
(°C)
(мин)
[0029] Образцы оценивали следующим образом.
ИЗМЕРЕНИЕ СРЕДНЕГО ДИМЕТРА КРИСТАЛЛИЧЕСКОЙ ЧАСТИЦЫ
Структуру металла в поперечном сечении параллельно направлению прокатки и направлению по толщине листа (сечение L) наблюдали с помощью оптического микроскопа, и средний диаметр кристаллического зерна измеряли описанным ранее методом секущих. Микрофотографии структур металла №№ 1, 2, 3 и 4 приведены в качестве примера на фиг.1, 2, 3 и 4 соответственно.
ИЗМЕРЕНИЕ МАГНЕТИЗМА
[0030] Образец для испытания с размерами 250 мм × 20 мм × t (t: толщина листа 1,5 мм) с продольным направлением, ориентированным в направлении прокатки, подвергали измерению магнетизма с помощью устройства для измерения магнитных свойств на постоянном токе (B-H Curve Tracer, произведенного компанией Riken Denshi Co., Ltd.). Используемой катушкой был соленоид с 62,5 мм в диаметре × 160 мм и 100 витками. Из получившейся кривой намагничивания по индукции (B-H) были получены максимальная магнитная индукция Bm, остаточная магнитная индукция Br и коэрцитивная сила Hc.
ИЗМЕРЕНИЕ КОЭФФИЦИЕНТА ПОТЕРЬ η
[0031] Образец для испытания с размерами 250 мм × 20 мм × t (t: толщина листа 1,5 мм) с продольным направлением, ориентированным в направлении прокатки, измеряли на амплитудно-частотную характеристику при обычной температуре методом центрального возбуждения в соответствии с JIS K7391:2008, полуширину считывали в положении, уменьшенном на 3 дБ от резонансного пика результирующей амплитудно-частотной характеристики, из которой вычисляли значение η в соответствии с выражением (1) из JIS K7391:2008, и среднее значение значений η, полученных при резонансных пиках, наблюдавшихся в интервале от 10 до 10000 Гц, обозначали как коэффициент потерь η материала. Результаты показаны в таблице 3.
[0032] [Таблица 3]
[0033] Понятно, что образцы из сравнительного примера № 2 и примера по изобретению № 4, полученные путем осуществления конечного отжига при вышеупомянутых подходящих условиях, имеют малую деформацию кристаллической решетки, поскольку остаточная магнитная индукция мала. Их средний диаметр кристаллического зерна весьма большой. Для этих образцов наблюдалось повышение коэффициента потерь η по сравнению с образцами, не подвергнутыми конечному отжигу (сравнение между № 1 и № 2, а также сравнение между № 3 и № 4). Пример по изобретению № 4, в котором добавлены Cr и большое количество Al в сочетании, проявляет весьма большое повышение коэффициента потерь η по сравнению со сравнительным примером № 2, имеющим малое содержание Al.
[0034] В примере № 4 присутствовало семь резонансных пиков в интервале частот от 10 до 10000 Гц, и принимая, что коэффициентами потерь η на этих резонансных пиках были η1, η2, …, η7 в этом порядке со стороны низких частот, их измеренные значения были следующими.
η1=0,0387, η2=0,0209, η3=0,0105, η4=0,0092, η5=0,0087, η6=0,0084, η7=0,0082
Средним значением этих значений является значение коэффициента потерь η в 0,0149, показанное в таблице 2. Из значений η1-η7 значениями в пределах интервала резонансных частот от 1000 до 10000 Гц являются пять значений η3-η7.
[0035] Даже в случае, когда Cr и большое количество Al добавлены в сочетании, при обычном холоднокатаном, отожженном, очищенном кислотой материале, как он есть, нет тенденции к увеличению способности к вибродемпфированию по сравнению с видами стали с малым содержанием Al (сравнение между сравнительным примером № 1 и сравнительным примером № 3). С другой стороны, при осуществлении конечного отжига согласно изобретению имеет место большая разница в повышении способности к вибродемпфированию, и проявляется эффект совместного добавления Cr и большого количества Al (сравнение между сравнительным примером № 2 и примером по изобретению № 4). Кроме того, совместное добавление Cr и большого количества Al обеспечивает значительное повышение термостойкости (конкретно, стойкости к окислению при высокой температуре).
Изобретение относится к области металлургии, а именно к вибродемпфирующей ферритной нержавеющей стали. Сталь имеет химический состав, содержащий в мас.%: от 0,001 до 0,04 C, от 0,1 до 2,0 Si, от 0,1 до 1,0 Mn, от 0,01 до 0,6 Ni, от 10,5 до 20,0 Cr, от 0,5 до 5,0 Al, от 0,001 до 0,03 N, от 0 до 0,8 Nb, от 0 до 0,5 Ti, от 0 до 0,3 Cu, от 0 до 0,3 Mo, от 0 до 0,3 V, от 0 до 0,3 Zr, от 0 до 0,6 Co, от 0 до 0,1 РЗЭ (редкоземельного элемента), от 0 до 0,1 Ca, остальное – Fe и неизбежные примеси. Сталь имеет структуру, содержащую единственную фазу феррита в качестве матрицы и ферритные кристаллические зерна со средним диаметром от 0,3 до 3,0 мм, и остаточную магнитную индукцию 45 мТл или менее. Сталь обладает высокой способностью к вибродемпфированию. 3 н. и 1 з.п. ф-лы, 4 ил., 3 табл.
1. Вибродемпфирующая ферритная нержавеющая сталь, имеющая химический состав, содержащий в пересчете на процентную долю по массе: от 0,001 до 0,04% C, от 0,1 до 2,0% Si, от 0,1 до 1,0% Mn, от 0,01 до 0,6% Ni, от 10,5 до 20,0% Cr, от 0,5 до 5,0% Al, от 0,001 до 0,03% N, от 0 до 0,8% Nb, от 0 до 0,5% Ti, от 0 до 0,3% Cu, от 0 до 0,3% Mo, от 0 до 0,3% V, от 0 до 0,3% Zr, от 0 до 0,6% Co, от 0 до 0,1% РЗЭ (редкоземельного элемента), от 0 до 0,1% Ca, а остальное – Fe с неизбежными примесями, имеющая структуру металла, содержащую единственную фазу феррита в качестве матрицы и ферритные кристаллические зерна со средним диаметром кристаллического зерна от 0,3 до 3,0 мм, и имеющая остаточную магнитную индукцию 45 мТл или менее.
2. Способ производства вибродемпфирующей ферритной нержавеющей стали, включающий подвергание стали, имеющей химический состав, содержащий в пересчете на процентную долю по массе: от 0,001 до 0,04% C, от 0,1 до 2,0% Si, от 0,1 до 1,0% Mn, от 0,01 до 0,6% Ni, от 10,5 до 20,0% Cr, от 0,5 до 5,0% Al, от 0,001 до 0,03% N, от 0 до 0,8% Nb, от 0 до 0,5% Ti, от 0 до 0,3% Cu, от 0 до 0,3% Mo, от 0 до 0,3% V, от 0 до 0,3% Zr, от 0 до 0,6% Co, от 0 до 0,1% РЗЭ (редкоземельного элемента), от 0 до 0,1% Ca, а остальное – Fe с неизбежными примесями, конечному отжигу в неокислительной атмосфере при условии выдерживания стали в температурном интервале от 900 до 1250°C в течение 10 минут или более так, чтобы сделать средний диаметр кристаллического зерна у ферритных кристаллических зерен от 0,3 до 3,0 мм.
3. Способ производства вибродемпфирующей ферритной нержавеющей стали, включающий подвергание стали, имеющей химический состав, содержащий в пересчете на процентную долю по массе: от 0,001 до 0,04% C, от 0,1 до 2,0% Si, от 0,1 до 1,0% Mn, от 0,01 до 0,6% Ni, от 10,5 до 20,0% Cr, от 0,5 до 5,0% Al, от 0,001 до 0,03% N, от 0 до 0,8% Nb, от 0 до 0,5% Ti, от 0 до 0,3% Cu, от 0 до 0,3% Mo, от 0 до 0,3% V, от 0 до 0,3% Zr, от 0 до 0,6% Co, от 0 до 0,1% РЗЭ (редкоземельного элемента), от 0 до 0,1% Ca, а остальное – Fe с неизбежными примесями, конечному отжигу в атмосфере воздуха при условии выдерживания стали в температурном интервале от 900 до 1250°C в течение 10 минут или более так, чтобы сделать средний диаметр кристаллического зерна у ферритных кристаллических зерен от 0,3 до 3,0 мм, причем после конечного отжига осуществляют кислотную очистку.
4. Способ по п. 2 или 3, в котором подвергаемая конечному отжигу сталь представляет собой сталь, полученную обработкой листового стального материала.

