Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству накопления и подачи для металлических прутков, выполненному с возможностью использования совместно со станком-автоматом, например для изготовления металлических арматурных сеток. Точнее, изобретение позволяет создать динамичный накопленный запас определенного количества металлических прутков так, чтобы они могли быть сначала накоплены в определенном количестве и затем могли быть поданы на соответствующий станок-автомат, по существу, устраняя возможный простой оборудования при ожидании загрузки и увеличивая производительность станка непосредственно.
Уровень техники
Известны станки-автоматы, которые размещают и взаимно сваривают множество поперечных металлических прутков с соответствующими продольными металлическими прутками, чтобы изготовить упорядоченное, например металлические арматурные сетки, или другого типа изделие для строительной промышленности.
В упомянутых станках-автоматах, в то время как поперечные прутки обычно подаются непрерывно с валков и отрезаются по размеру непосредственно перед сваркой, обычно предусмотрено, что продольные прутки напротив отрезаны по размеру заранее, и подхвачены в каждом случае, когда их надо разместить на расстоянии друг от друга, и направлены одновременно на станок-автомат.
Пример известных устройств подачи для продольных прутков в этом типе станков раскрыт в EP-A-1110642 и в US-А-4328409.
Однако устройства, которые производят операции по отрезанию и расположению на расстоянии отдельных продольных прутков, очень часто имеют простои, и рабочие частоты, которые отличаются от таковых у станков-автоматов, для которых предназначены продольные прутки.
Этот недостаток влечет за собой, во-первых, поддержание станка-автомата в нерабочем состоянии, по меньшей мере, в течение времени, необходимого для отрезания достаточного количества прутков и размещения их на расстоянии друг от друга, и, во-вторых, остановку отрезающих устройств, чтобы обеспечить подачу всех продольных прутков на станок-автомат.
Дополнительный простой станка-автомата и отрезающих элементов очевидно влечет за собой значительное сокращение производительности отдельных функционирующих частей.
Также известны предлагаемые устройства накопления или места для хранения, расположенные между отрезающими элементами и станком-автоматом, которые обычно обеспечивают одно или более мест для хранения предварительно отрезанных прутков и множество приемных элементов, например с цепью или шнеком, которые принимают предварительно отрезанные прутки из места для хранения, чтобы расположить их на расстоянии друг от друга на подающей поверхности станка.
Однако известные устройства подачи позволяют запускать в обработку только жесткие предварительно загруженные и предварительно отрезанные прутки, т.е. без способности изменить в каждом случае скорость и/или частоту их накопления, и, таким образом, затем и подачи, чтобы компенсировать возможные различия во временах и частотах функционирования между отрезающими элементами и станком-автоматом, или временной нехваткой подачи прутков.
Кроме того, известные устройства приспособлены, по существу, к определенному способу, согласно диаметру подаваемых прутков, так, чтобы каждый раз было необходимо подавать на станок-автомат ряд прутков с различным диаметром, необходимы трудозатратные действия, чтобы оборудовать и подготовить устройство.
Цель настоящего изобретения состоит в том, чтобы таким образом обеспечить устройство для накопления и подачи металлических прутков, которое позволит свести до минимума время простоя и снабжать действующий станок, по существу, без перерыва, независимо от различий во временах и частотах функционирования станка и элементов, которые отрезают прутки, или временного прерывания подачи.
Заявитель разработал, испытал и воплотил настоящее изобретение, чтобы устранить недостатки существующего уровня техники и получить эти и другие цели и преимущества.
Раскрытие изобретения
Настоящее изобретение сформулировано и отличия описаны в основном пункте формулы изобретения, тогда как зависимые пункты формулы изобретения описывают другие отличия изобретения или варианты основной идеи изобретения.
В соответствии с упомянутой целью, устройство накопления и подачи для металлических прутков согласно настоящему изобретению выполнено с возможностью соединения с любым станком-автоматом, например для изготовления металлических арматурных сеток, и содержит, по меньшей мере, приемные средства, выполненные с возможностью извлечения одного или более металлических прутков из отрезающего узла, в котором металлические прутки предварительно отрезаны желаемой длины.
Согласно одному отличию настоящего изобретения устройство также содержит узел переноса, снабженный, по меньшей мере, одним стеллажом, расположенным в промежуточном положении между отрезающим узлом и станком-автоматом, и снабженный множеством удерживающих элементов, кинематически независимых друг от друга и выполненных с возможностью передачи в каждом случае одного или более металлических прутков от отрезающего узла на станок-автомат, при этом практически обеспечен накопительный запас динамического типа для металлических прутков.
Согласно настоящему изобретению кинематическая независимость удерживающих элементов стеллажа позволяет выборочно изменять в каждом случае и, согласно определенным эксплуатационным требованиям, времена и частоту перемещения прутков от входа до выхода из стеллажа.
Фактически, удерживающие элементы могут перемещаться независимо на различных скоростях и в разное время так, чтобы увеличить и/или уменьшить скорость передачи отдельных прутков в сегменте, который направляется от отрезающего узла до станка-автомата, и может таким образом накопить прутки так, чтобы предварительно образовать охапки или пучки, образованные желаемым количеством упомянутых прутков, в соответствии с типом работы, которая должна быть выполнена посредством станка-автомата, и, следовательно, будет снабжать последний, по существу, непрерывно.
В одном варианте осуществления узел переноса также содержит перемещающую поверхность, расположенную далее по ходу за стеллажом и на которой металлические прутки, выходящие из стеллажа, расположены на расстоянии друг от друга, прежде чем они будут окончательно поданы на станок-автомат.
Согласно предпочтительному варианту осуществления на перемещающей поверхности обеспечены, по меньшей мере, два независимых ряда средств позиционирования, которые подготавливают металлические прутки, расположенные на желаемом расстоянии друг от друга, для подачи на станок.
Наличие, по меньшей мере, двух рядов средств позиционирования позволяет подготовить первый комплект прутков, которые будут немедленно поданы на станок, и, по меньшей мере, один второй комплект прутков, которые будут подготовлены для подачи на станок, как только выдан первый комплект прутков.
Таким образом, можно дополнительно освободить время и рабочие частоты станка-автомата относительно времени для приема и подготовки прутков.
Кроме того, так как стеллаж, согласно изобретению, приспособлен к тому, чтобы собрать желаемые комплекты прутков и распределить их затем на перемещающей поверхности на разных средствах позиционирования, возможно, хотя и осуществляя прерывистое удаление прутков от отрезающего узла, по существу, непрерывно подавать прутки на станок.
Согласно предпочтительному варианту осуществления стеллаж имеет, по существу, вертикальное расположение и содержит множество удерживающих валов, расположенных один выше другого, которые являются кинематически независимыми друг от друга и, по существу, параллельны друг другу, и расположены попеременно смещенными в двух, по существу, вертикальных параллельных плоскостях, чтобы образовать два, по существу, вертикальных параллельных ряда. На каждом валу обеспечено множество опорных ребер, которые проходят радиально от вала и образуют между собой пазы для размещения металлических прутков. Преимущественно, пазы могут вместить прутки, по существу, любого диаметра.
Это преимущество позволяет изменять тип металлических прутков без необходимости осуществления любого определенного переоборудования устройства.
Посредством вставки первого металлического прутка сверху между двумя рядами валов и параллельно им пруток размещен в соответствующем пазу первого вала и, таким образом, опирается на соответствующее опорное ребро.
Посредством принуждения к повороту первого вала на определенный угол первый пруток вынужден упасть ниже на опорные ребра второго вала, и появляется новый вмещающий паз, свободный, чтобы вместить второй пруток на ребра первого вала. Затем, посредством скоординированного поворота первого и второго валов, первый пруток вынужден упасть на ребра третьего вала и второй пруток на ребра второго вала, и так далее, пока ребра каждого вала не будут удерживать металлический пруток.
Преимущественно, на соответствующих концах каждого из валов обеспечены независимые стопорные устройства, например с механическим или гидродинамическим тормозом, и независимые поворотные устройства, чтобы позволить координировать поворот каждого отдельного вала, и, следовательно, падение прутков с ребер валов, расположенных выше относительно валов, расположенных ниже.
Краткое описание чертежей
Эти и другие отличия настоящего изобретения станут очевидными из следующего описания предпочтительного варианта осуществления, данного как неограничивающий пример со ссылкой на сопровождающие чертежи, в которых:
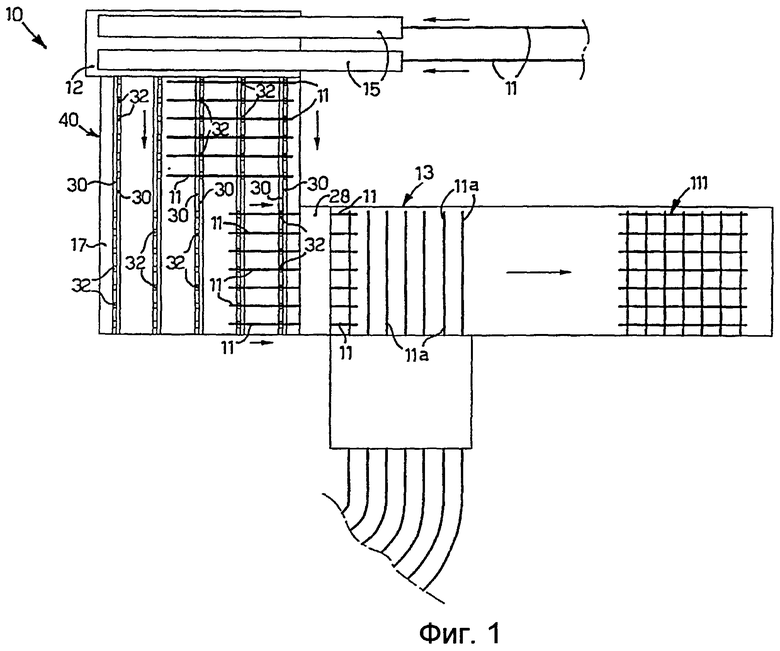
Фиг.1 - схематичный вид расположения станка-автомата для изготовления металлических арматурных сеток, с которым соединено устройство накопления и подачи согласно настоящему изобретению;
Фиг.2 изображает вид сбоку устройства накопления и подачи на Фиг.1;
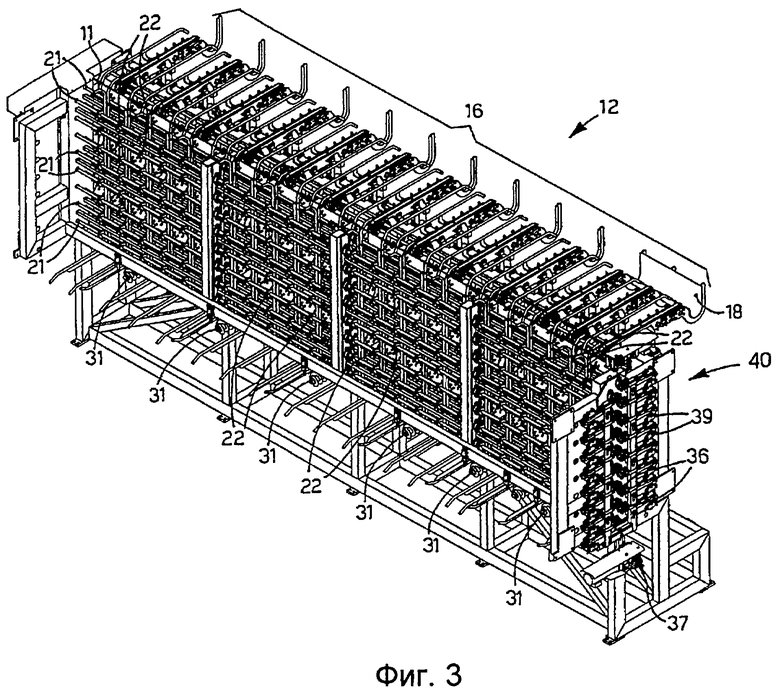
Фиг.3 - трехмерное изображение первой части устройства накопления и подачи на Фиг.1;
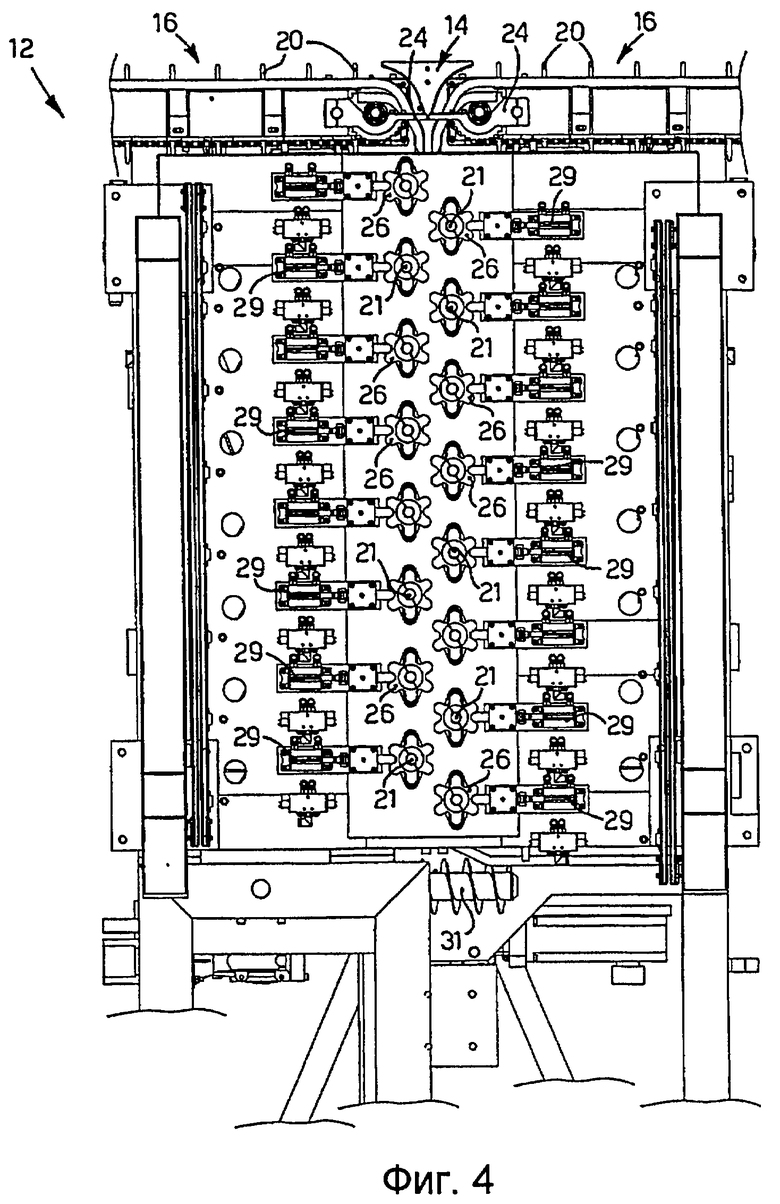
Фиг.4 - увеличенное изображение первой поверхности устройства накопления и подачи на Фиг.1;
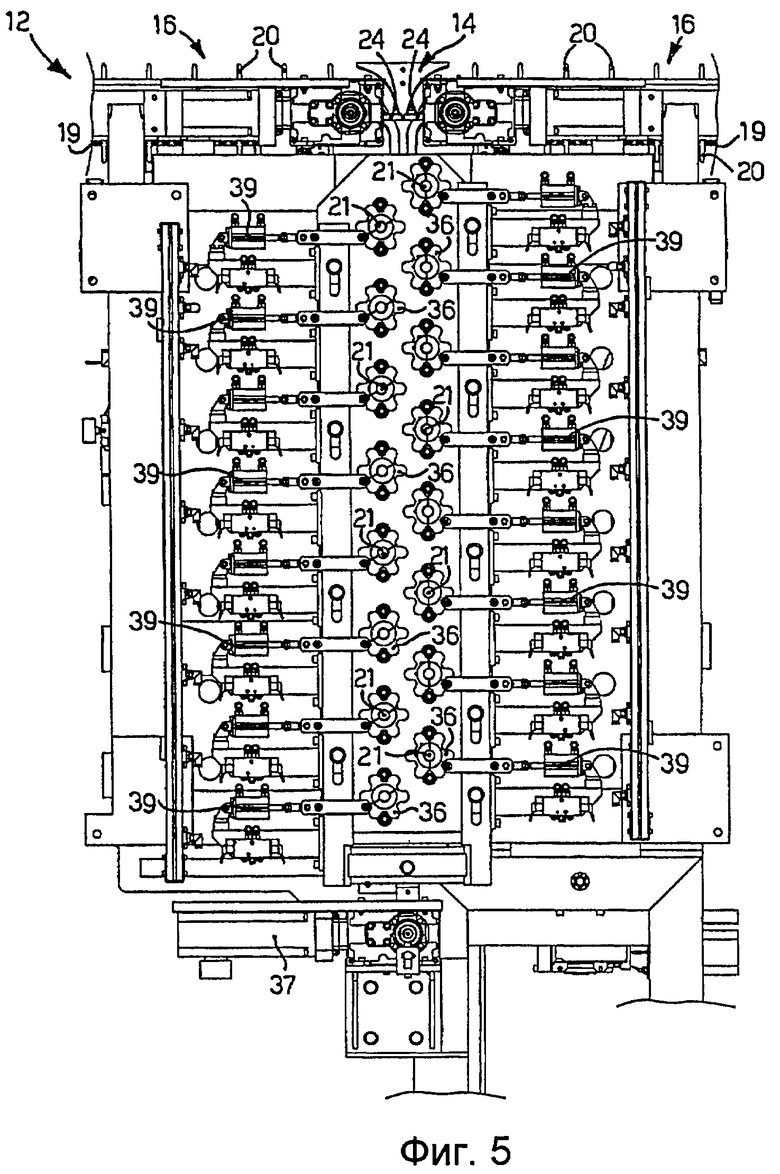
Фиг.5 - увеличенное изображение второй поверхности устройства накопления и подачи на Фиг.1;
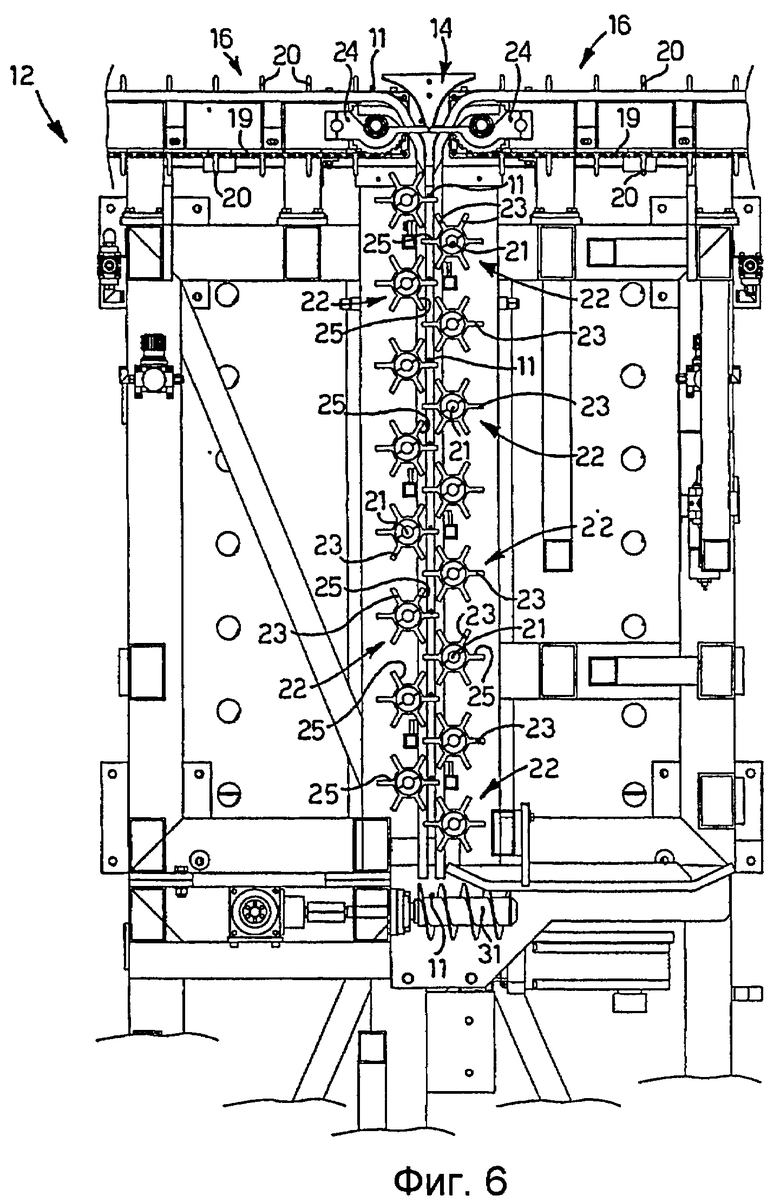
Фиг.6 - сечение от VI до VI на Фиг.2;
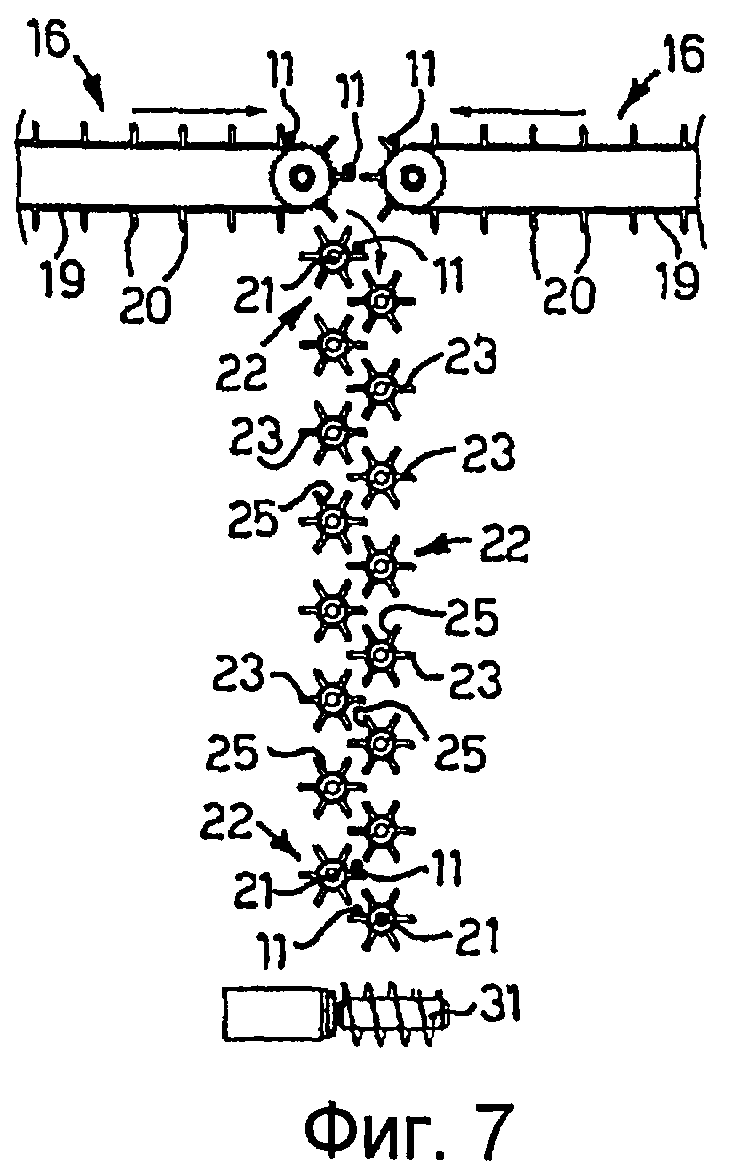
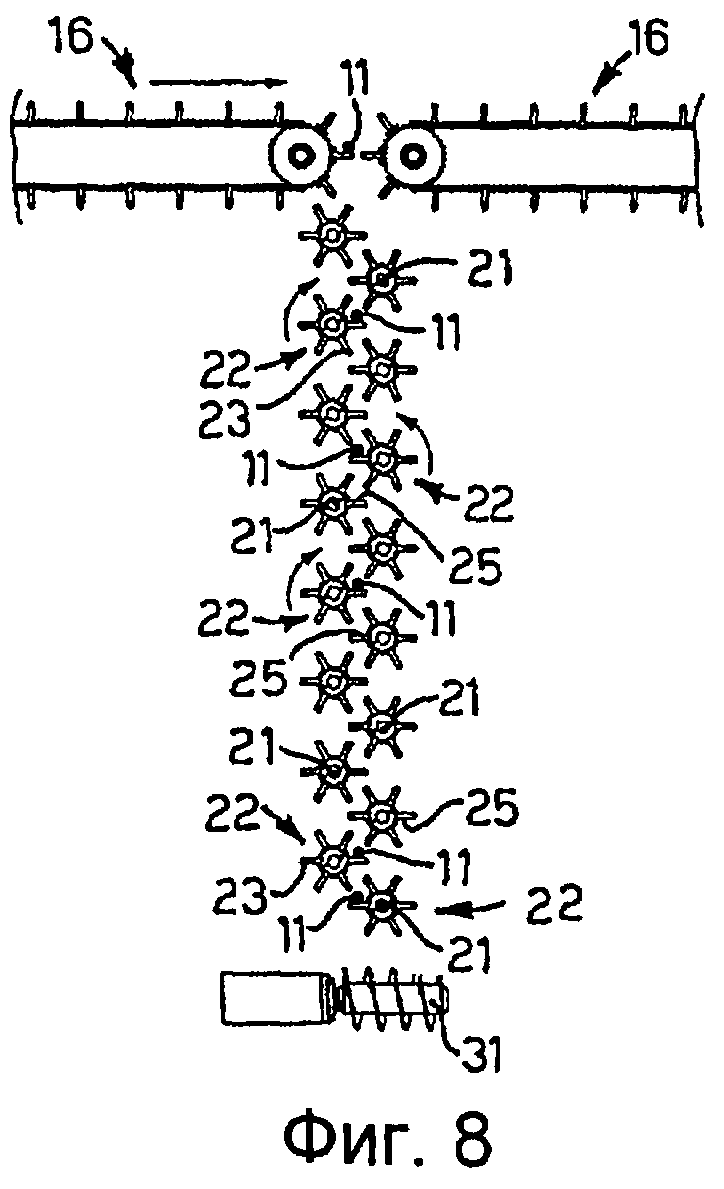
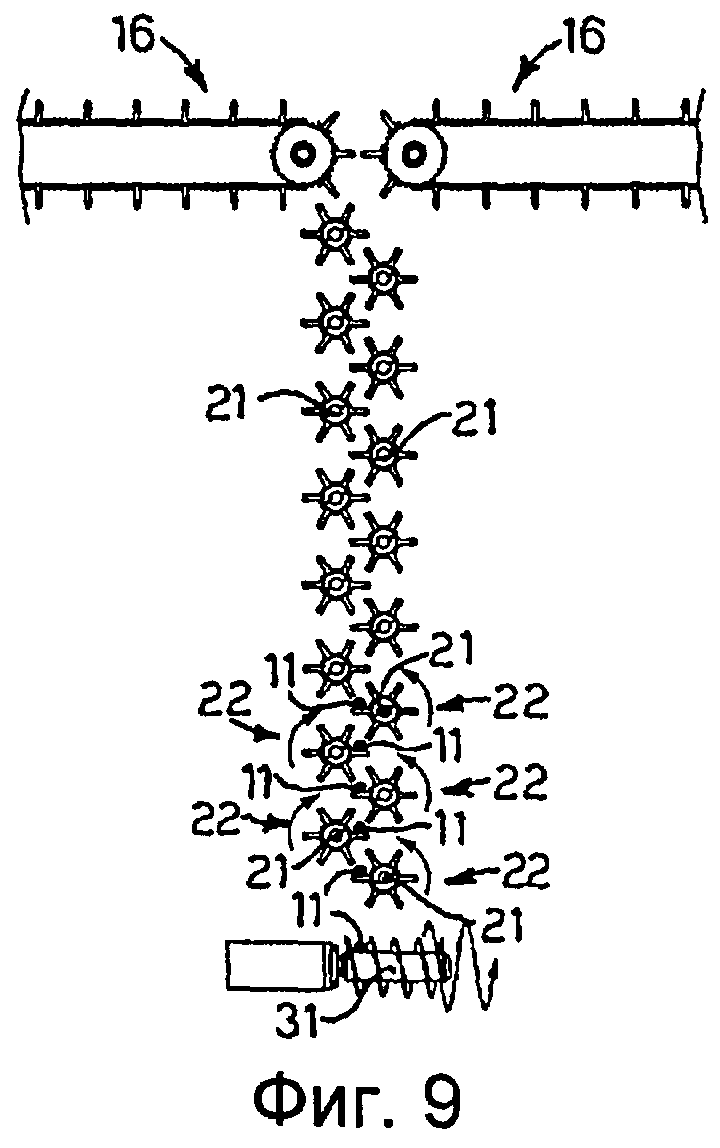
Фиг.7, 8 и 9 - схематичный вид ряда последовательных действий устройства накопления и подачи на Фиг.1.
Осуществление изобретения
Со ссылкой на приложенные чертежи, устройство 10 накопления и подачи выполнено согласно настоящему изобретению, чтобы сначала накопить и затем подать множество предварительно отрезанных металлических прутков 11 на станок-автомат 13, изображенный лишь схематично на Фиг.1, например станок для изготовления металлических арматурных сеток 111 посредством приваривания прутков 11, которые в данном случае являются продольными прутками, к соответствующим поперечным пруткам 11a, или на другой аналогичный или сопоставимый станок.
Точнее устройство 10 накопления и подачи, согласно изобретению, выполнено с возможностью приема прутков 11 непосредственно от двух отрезающих узлов 15, выполненных с возможностью отрезания прутков 11 заданной длины, и подать отрезанные прутки 11 на станок-автомат 13.
Устройство 10 содержит, сверху вниз (Фиг.2 и 3), приемный элемент 16, расположенный во взаимодействии с отрезающими узлами 15, и устройство 40 переноса, которое позволяет передавать отрезанные прутки 11 от отрезающих узлов 15 на станок-автомат, в то же самое время достигая динамического накопления и загрузочного запаса.
В этом случае устройство 40 переноса содержит стеллаж 12, имеющий, по существу, вертикальное расположение, внутри которого приемный элемент 16 вмещает каждый пруток 11, выходящий из отрезающего узла 15, и опорную поверхность 17, по существу, горизонтальную и снабженную средствами установки в заданное положение, в этом случае состоящими из двух рядов установочных цепей 30, соединенных с основанием 27.
Два отрезающих узла 15 расположены выше приемного элемента 16 стеллажа 12, и оба, по существу, известного типа, и поэтому не будут здесь подробно описаны.
Приемный элемент 16 содержит пару приемных цепей 19, расположенных противоположно и вращающихся в противоположных направлениях, которые продолжаются в направлении, по существу, поперечном к расположению прутков 11.
Каждая приемная цепь 19 расположена ниже относительно отрезающего узла 15 и снабжена приемными зубьями 20 (Фиг.4, 5 и 6) так, чтобы передать прутки 11 к центральной зоне 14 погрузки стеллажа 12, или к соответствующим боковым зонам 18, чтобы отбраковать прутки 11.
Преимущественно два отрезающих узла 15 поочередно выдают предварительно отрезанные прутки 11 на соответствующие приемные цепи 19 так, чтобы увеличить частоту подачи стеллажа 12 посредством приемного элемента 16.
Во взаимодействии с зоной 14 погрузки по длине стеллажа 12 находятся множество стабилизирующих упоров 24 наклонного типа, которые гасят возможные колебания и удары прутков 11, как только они выданы приемным элементом 16, и таким образом обеспечивают правильное расположение прутков 11 на последующих стадиях обработки.
Стеллаж 12 в этом случае содержит множество удерживающих валов 21, установленных кинематически независимо друг друга.
Точнее, удерживающие валы 21 расположены, по существу, вертикально и параллельно друг другу и расположены попеременно смещенными на двух, по существу, вертикальных параллельных плоскостях, чтобы образовать два параллельных и вертикальных ряда удерживающих валов 21.
Каждый удерживающий вал 21 содержит множество звездообразных элементов (Фиг.6), расположенных по его длине на заданном расстоянии, причем каждый из них имеет множество опорных ребер 23, которые длятся радиально и образуют между ними соответствующие вмещающие пазы 25. Опорные ребра 23 и вмещающие пазы 25 имеют такой размер и конфигурацию, чтобы, например, обеспечить опору и вмещение, по меньшей мере, одного прутка 11 по существу любого диаметра, например находящегося приблизительно между 4 мм и приблизительно 20 мм.
Каждый удерживающий вал 21 также содержит на одном конце (Фиг.4) соответствующий стопорный выступ 26, имеющий форму в соответствии с числом опорных ребер 23 и вмещающих пазов 25 звездообразных элементов 22 и выполненный с возможностью взаимодействия с соответствующим стопорным приводом 29, в данном случае пневматического типа, который выполнен с возможностью взаимодействия в поперечном радиальном направлении со стопорным выступом 26, чтобы предотвратить поворот относительно удерживающего вала 21.
На другом конце каждого удерживающего вала 21 (Фиг.5) установлен соответствующий поворотный выступ 36, выполненный, по существу, эквивалентно с соответствующим стопорным выступом 26, но ориентированный с угловым смещением на половину шага относительно последнего. Каждый поворотный выступ 36 взаимодействует с соответствующим поворотным приводом 39, в данном случае пневматическим, перемещаемым вертикально посредством соответствующего движущего элемента 37 и выполненным с возможностью вступать во взаимодействие поперек, как в радиальном направлении, так и в тангенциальном направлении, с поворотным выступом 36, чтобы осуществить поворот соответствующего удерживающего вала 21.
Ниже удерживающих валов 21 стеллаж 12 также содержит множество перемещающих винтов 31, которые ориентированы поперек удерживающих валов 21 и обеспечивают перемещение прутков 11, выданных последним удерживающим валом 21, на опорную поверхность 17.
В этом случае опорная поверхность 17 содержит стол 38 (Фиг.1 и 2), на котором обеспечены два ряда направляющих цепей 30, в данном случае расположенных, по существу, парами и ориентированных ортогонально к протяженности опорной поверхности 17, чтобы образовать два комплекта прутков 11, размещенных на желаемом расстоянии и, по существу, параллельных друг другу согласно техническим требованиям конструкции металлической сетки.
Множество соответствующих опорных профилей 32, выступающих из опорной поверхности 17, соединены с направляющими цепями 30 и осуществляют формирование и перемещение каждого комплекта прутков 11 вдоль опорной поверхности 17.
Каждый ряд направляющих цепей 30 независимо соединен с соответствующими зубчатыми шестеренками, соответственно ведущей 33 и ведомой 35, по существу, известного типа и подробно здесь не описанными. Также, по существу, известным способом, чтобы скоординировать движение двух рядов направляющих цепей 30, каждая ведущая шестеренка 33 прикреплена к соответствующему ведущему валу 34, в свою очередь, приводимому во вращение посредством его собственного приводного элемента.
Основание 27 также поддерживает, со стороны станка-автомата 13, тянущее устройство с валами 28, которое обеспечивает передачу подготовленных комплектов прутков 11 последовательно на станок-автомат 13, где они, как правило, будут приварены к поперечным пруткам 11a, чтобы образовать желаемую металлическую арматурную сетку 111.
Устройство 10 накопления и подачи, как описано выше, функционирует следующим образом.
Когда необходимо подать на станок-автомат 13 определенное количество прутков 11, чтобы образовать металлическую сетку 111, прутки 11 предварительно отрезают по размеру посредством отрезающего узла 15 и загружают через зону 14 погрузки в стеллаж 12 посредством приемных цепей 16. Прутки 11, поданные таким образом, первоначально захватывают стабилизирующими упорами 24, после чего стабилизирующие упоры 24 наклоняют, чтобы позволить пруткам 11 упасть между двумя вертикальными рядами удерживающих валов 21.
Таким образом, посредством вставки первого прутка 11 между двумя рядами валов 21 и параллельно им пруток 11 помещают во вмещающие пазы 25 звездообразных элементов 22 первого вала 21, таким образом, опираясь на соответствующие опорные ребра 23.
После такого размещения и в заданное последовательное время соответствующий стопорный привод 29 высвобождают из соответствующего стопорного выступа 26, и запускают соответствующий поворотный привод 39, приводя в действие управляемый поворот первого удерживающего вала 21 на заданный угол.
Продольный пруток 11, таким образом, помещают на опорные ребра 23 второго вала 21, находящегося под первым и размещенного на смежном ряду.
Как следствие управляемого поворота первого удерживающего вала 21 на заданный угол, когда первый пруток 11 опирается на опорные ребра 23 второго вала 21, первый вал 21 предоставляет новый свободный вмещающий паз 25 для зоны 14 загрузки так, чтобы разместить второй пруток 11 на его опорных ребрах 23.
В той же самой последовательности, как описано выше, стопорные приводы 29 первых двух удерживающих валов 21 высвобождают, и осуществляют относительный скоординированный поворот приводов 39, чтобы обеспечить управляемый поворот как первого, так и второго вала 21, таким образом, приводя к тому, что первый пруток 11 падает на опорные ребра 23 третьего вала 21, а второй пруток 11 падает на опорные ребра второго вала 21.
Эти повороты и стопорные действия выборочно повторяют в каждом случае и независимо для каждого отдельного удерживающего вала 21 до тех пор, пока опорные ребра 23 каждого вала 21 удерживают соответствующий пруток 11.
Например, как показано схематично последовательно на Фиг.7, 8 и 9, когда необходимо подать на станок-автомат 13 комплект, состоящий из шести прутков 11, и когда там первоначально присутствуют только два прутка 11 на последних двух валах 21, последние сохраняют под постоянным углом, в то время как другие валы 21 стеллажа 12 индивидуально и выборочно приводят в действие до тех пор, пока не достигают окончательного расположения этих шести прутков 11 на последних шести валах 21 стеллажа 12.
С помощью настоящего изобретения, таким образом, можно выборочно поворачивать только те удерживающие валы 21, которые фактически необходимы для того, чтобы возместить возможную нехватку или уравнять различные времена функционирования между различными механическими элементами, пока стеллаж 12 не заполнен желаемым образом.
Как только было достигнуто желаемое заполнение стеллажа 12, выполнено динамическое накопление и запас подачи, которые позволяют, по существу, непрерывно снабжать опорную поверхность 17 и, следовательно, по существу, непрерывно станок-автомат 13, независимо от скорости приемного элемента 16 и частоты отрезания отрезающих элементов 15.
Как только последний удерживающий вал 21 выдает соответствующий пруток 11, винт 31 передает вышеупомянутый пруток 11 на первый опорный профиль 32 первой направляющей цепи 30.
Преимущественно винт 31 также направляет прутки 11, по существу, известным способом.
Первую цепь 30 тогда продвигают на один шаг, в соответствии с расстоянием, которое должно быть между прутками 11, и последний удерживающий вал 21 выдает второй пруток 11, и так далее, пока не будет сформирован комплект, состоящий из желаемого количества, в данном случае из шести, прутков 11.
Первая цепь 30 передает сформированный комплект перпендикулярно оси прутков 11 к тянущему устройству с валами 28, и затем, отсюда, на станок-автомат 13.
В то же время последний удерживающий вал 21 выдает другие прутки 11 на вторую цепь 30, чтобы составить второй комплект и, следовательно, образовать другой динамический запас для подачи на станок-автомат 13.
Это решение обеспечивает большую независимость между перемещением приемного элемента 16 и перемещением подачи прутков 11 на станок 13.
Однако очевидно, что могут быть сделаны модификации и/или дополнения частей к устройству 10 накопления и подачи как описано выше, не отступая от объема настоящего изобретения.
Например, в рамках настоящего изобретения можно обеспечить вместо двух рядов расположения цепей 30 два или более ряда любого другого известного механизма переноса, такого как, например, пошаговый механизм перемещения, с приводами, вибрационный, каскадный или другие, подходящие, чтобы обеспечить формирование различных комплектов прутков 11.
В других эквивалентных решениях вместо приемных цепей 19 приемный элемент 16 может быть снабжен магнитными загрузочными устройствами или захватывающими устройствами, манипулятором, валками или другим механизмом известного типа и пригодным для этой цели.
Также находится в рамках настоящего изобретения можно обеспечить между отрезающими узлами 15 и приемным элементом 16, по меньшей мере, один запас предварительно отрезанных прутков 11.
Согласно другому варианту даже могут быть обеспечены более чем два отрезающих узла 15.
Согласно другому варианту узел 40 переноса может обеспечить два или более стеллажа 12, расположенных на одной стороне или на противоположных сторонах относительно опорной поверхности 17.
Также очевидно, что, хотя настоящее изобретение было описано со ссылкой на определенные примеры, квалифицированный специалист в данной области сможет осуществить многие другие эквивалентные варианты устройства накопления и подачи для металлических прутков, имеющие отличия по пунктам формулы изобретения и, следовательно, все находящиеся в рамках области защиты изобретения, определенной таким образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ РЕЗКИ ТРУБ И СПОСОБ РЕЗКИ ТРУБ | 2021 |
|
RU2801136C1 |
| Станок для правки и резки пруткового материала | 1976 |
|
SU763045A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| СПОСОБ ПОДАЧИ ПРУТКОВ К СТАНКУ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2007 |
|
RU2440207C2 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Устройство для автоматической загрузки прутков | 1986 |
|
SU1404182A1 |
| УСТРОЙСТВО И СПОСОБ ПОДАЧИ ПРУТКОВ | 2016 |
|
RU2730336C2 |
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| УСТАНОВКА И СПОСОБ ДЛЯ ХРАНЕНИЯ ПРУТКОВ | 2020 |
|
RU2812938C2 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении арматурных сеток. Устройство выполнено с возможностью соединения со станком-автоматом для обработки металлических прутков и содержит, по меньшей мере, приемные средства, выполненные с возможностью одновременного извлечения одного или более металлических прутков из отрезающего узла для их предварительного отрезания заданной длины, а также содержит узел переноса с последовательно расположенным, по меньшей мере, одним стеллажом, размещенным в промежуточном положении между упомянутым отрезающим узлом и станком-автоматом и снабженным множеством удерживающих элементов, кинематически независимых друг от друга и выполненных с возможностью передачи в каждом случае одного или более упомянутых металлических прутков от отрезающего узла к станку-автомату с обеспечением активного запаса для накопления металлических прутков. Упомянутые удерживающие элементы содержат множество удерживающих валов, кинематически независимых друг от друга, расположенных, по существу, параллельно друг другу и попеременно смещенных в двух, по существу, вертикальных параллельных плоскостях с образованием двух, по существу, вертикальных параллельных рядов. На каждом удерживающем валу имеется множество опорных ребер, проходящих радиально от вала и образующих между собой соответствующие пазы для размещения металлических прутков. Увеличивается производительность. 8 з.п. ф-лы, 9 ил.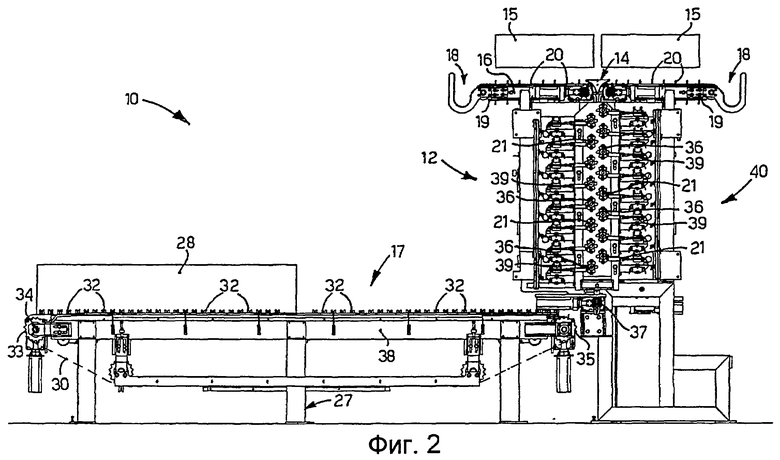
1. Устройство для накопления и подачи металлических прутков (11), выполненное с возможностью соединения со станком-автоматом (13) для обработки упомянутых металлических прутков, причем упомянутое устройство содержит, по меньшей мере, приемные средства (16), выполненные с возможностью одновременного извлечения одного или более металлических прутков (11) из отрезающего узла (15), в котором упомянутые металлические прутки (11) предварительно отрезаны желаемой длины, причем оно также содержит узел (40) переноса, содержащий последовательно расположенные, по меньшей мере, один стеллаж (12), расположенный в промежуточном положении между упомянутым отрезающим узлом (15) и станком-автоматом (13) и снабженный множеством удерживающих элементов (21, 22), кинематически независимых друг от друга и выполненных с возможностью передачи в каждом случае одного или более упомянутых металлических прутков (11) от упомянутого отрезающего узла (15) к упомянутому станку-автомату (13) с обеспечением активного запаса для накопления упомянутых металлических прутков (11), отличающееся тем, что упомянутые удерживающие элементы содержат множество удерживающих валов (21), кинематически независимых друг от друга, расположенных, по существу, параллельно друг другу и попеременно смещенных в двух, по существу, вертикальных параллельных плоскостях с образованием двух, по существу, вертикальных параллельных рядов, причем на каждом упомянутом удерживающем валу (21) имеется множество опорных ребер, проходящих радиально от вала и образующих между собой соответствующие пазы (25) для размещения упомянутых металлических прутков (11).
2. Устройство по п.1, отличающееся тем, что упомянутый узел (40) переноса дополнительно снабжен опорной поверхностью (17), расположенной далее по ходу за упомянутым стеллажом (12), и на которой расположены упомянутые металлические прутки (11) прежде, чем они будут окончательно поданы на упомянутый станок-автомат (13).
3. Устройство по п.1, отличающееся тем, что каждый из упомянутых удерживающих валов (21) на одном конце соединен со стопорным узлом (26, 29), а на втором конце с поворотным узлом (36, 39), выполненным с возможностью координированного взаимодействия для обеспечения поворота соответствующего удерживающего вала (21) с заданной частотой и на заданный угол.
4. Устройство по п.3, отличающееся тем, что упомянутый стопорный узел содержит, по меньшей мере, стопорный привод (29), установленный на упомянутом стеллаже (12) и выполненный с возможностью выборочного взаимодействия с сопряженным стопорным выступом (26), установленным на конце соответствующего удерживающего вала (21).
5. Устройство по п.3, отличающееся тем, что упомянутый поворотный узел содержит, по меньшей мере, поворотный привод (29), установленный на упомянутом стеллаже (12) и выполненный с возможностью выборочного поворота сопряженного поворотного выступа (26), установленного на конце соответствующего удерживающего вала (21).
6. Устройство по любому из пп.2-5, отличающееся тем, что упомянутая опорная поверхность (17) содержит основание (27), с которым связаны, по меньшей мере, два независимых ряда средств (30) позиционирования, расположенных, по существу, в ортогональном направлении к протяженности опорной поверхности и выполненных с возможностью образования соответствующих комплектов упомянутых металлических прутков (11), по существу, параллельных и расположенных на расстоянии друг от друга.
7. Устройство по п.6, отличающееся тем, что каждый из упомянутых рядов средств позиционирования содержит множество цепей (30).
8. Устройство по п.1, отличающееся тем, что упомянутый узел (40) переноса дополнительно снабжен множеством стабилизирующих средств (24), расположенных непосредственно по ходу перед упомянутыми удерживающими элементами (21, 22) и выполненных с возможностью гашения возможных колебаний и ударов упомянутых металлических прутков (11).
9. Устройство по любому из пп.2-5, отличающееся тем, что упомянутый узел (40) переноса дополнительно снабжен винтовым средством (31), ориентированным поперек упомянутых металлических прутков (11) и выполненным с возможностью направления упомянутых металлических прутков (11), выданных упомянутыми удерживающими элементами (21, 22), к упомянутой опорной поверхности (17).

