Область техники
Изобретение относится к области изготовления патронных гильз.
Предшествующий уровень техники
Латунные гильзы для патронов огнестрельного оружия обычно изготавливают в несколько этапов и на последовательно расположенных станках. Обычно гильзы выполняют из полосовой латунной заготовки, которой придают форму чаши и далее вытягивают в ходе нескольких этапов. Между этапами вытягивания обычно требуется несколько этапов отжига, особенно в случае изготовления сравнительно длинных гильз, таких как гильзы для винтовок. Способ изготовления из полос отличается большой долей отходов, требует энергии для отжига, он является медленным и склонным к изменчивости размеров и требует существенного пространства в помещении.
Известно холодное формование из сплошной проволоки промежуточных тонкостенных пустотелых заготовок для патронных гильз. Этот процесс уменьшает долю отходов и, при использовании для сравнительно коротких патронных гильз, может потенциально исключить необходимость в отжиге заготовки.
Относительно длинные патронные гильзы, например гильзы, длина которых больше их диаметра в 2–1/2 раза и более, могут требовать в соответствии с уровнем техники, по меньшей мере, одного, если не больше, этапов отжига до полного вытягивания гильзы. Без достаточного предварительного отжига, трубчатая стенка гильзы может разорваться в ходе операции вытягивания из-за деформационного упрочнения, образовавшегося в ходе предыдущего вытягивания или вытягиваний. Процедуры отжига увеличивают затраты на изготовление, которые включают в себя соответствующее оборудование, электроэнергию, задержку по времени и затраты на оплату труда.
Раскрытие изобретения
В изобретении предложены способ и инструменты для изготовления из проволочной заготовки заготовок относительно длинных тонкостенных патронных гильз без промежуточного этапа отжига. В изобретении используется некоторый набор последовательных инструментов в станке для холодной штамповки с целью обратного прессования трубчатой заготовки в ходе нескольких этапов. Было обнаружено, что деформационное упрочнение стенки трубчатой заготовки может быть уменьшено с использованием технологии многократного обратного прессования. В результате толщина стенки полностью вытянутой трубки может быть получена без необходимости предварительного осуществления этапа или этапов отжига заготовки.
Технология, соответствующая изобретению, уменьшает деформационное упрочнение в стенке трубчатой заготовки, которое появилось в уровне техники из практики многократного вытягивания. В изобретении пластическая деформация ограничена только секцией трубчатой стенки, сформированной в ходе одного этапа обратного прессования. Секция трубчатой стенки, для которой ранее осуществляли прессование, далее не деформируется и не происходит дополнительного деформационного упрочнения при осуществлении обратного прессования следующей секции. Таким образом, в технологии, которая соответствует изобретению, предложена заготовка продолговатой патронной гильзы, которая может быть окончательно вытянута до некоторой толщины трубчатой стенки, что до сих пор требовало отжига между обычными процессами вытягивания.
Краткое описание чертежей
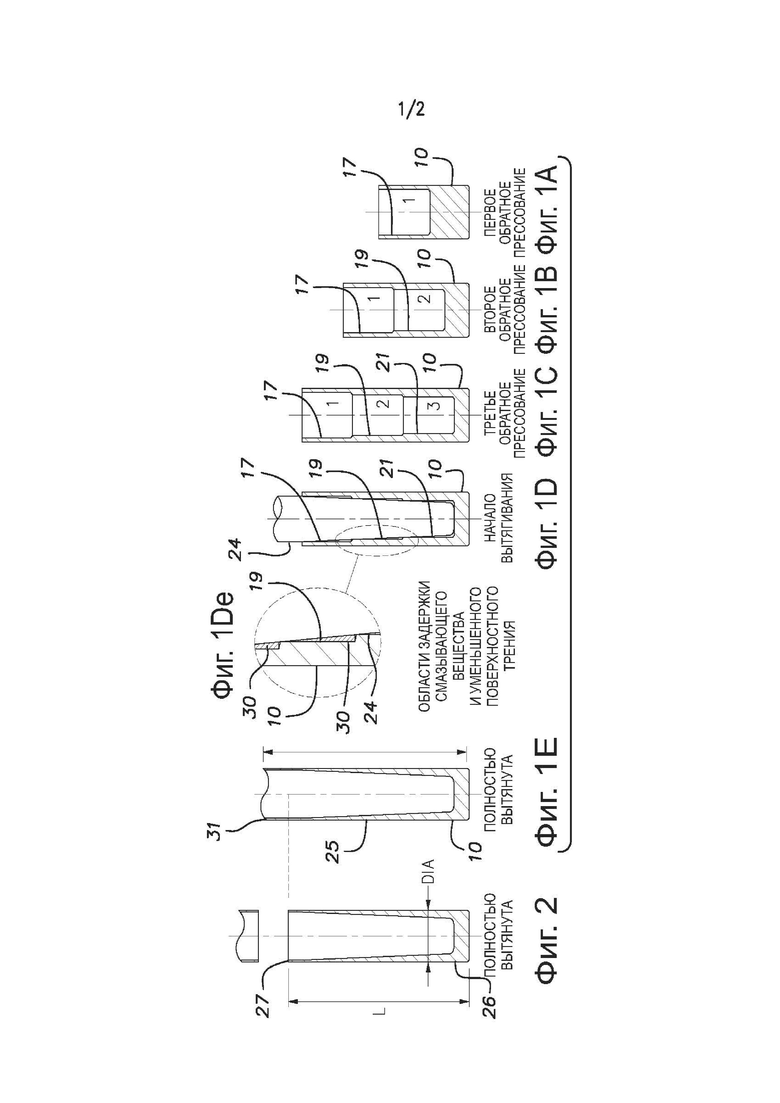
На фиг. 1A – 1E схематично поясняется процесс формирования заготовки патронной гильзы, в котором реализовано изобретение;
на фиг. 2 – полностью вытянутая заготовка патронной гильзы, которая была обрезана до необходимой длины, вид в поперечном разрезе; и
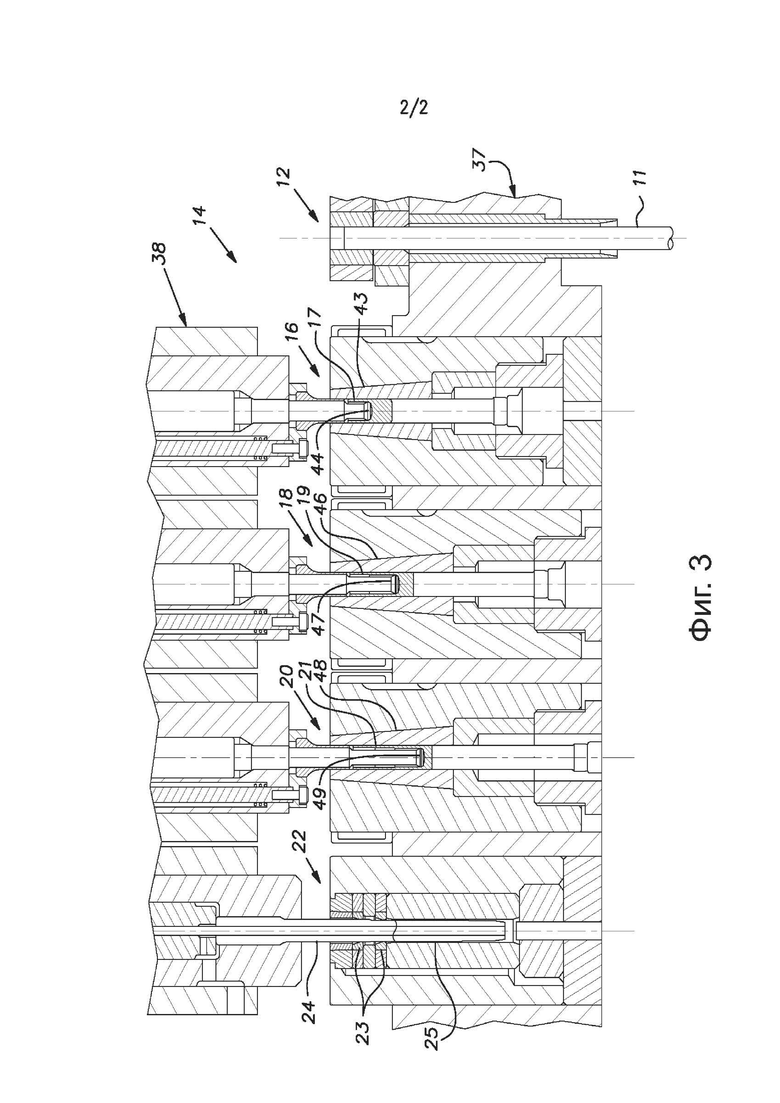
на фиг. 3 – пример инструментов, используемых в станке для последовательной холодной штамповки для осуществления процесса, показанного на фиг. 1A – 1E.
Предпочтительный вариант осуществления изобретения
Далее приведено описание, со ссылками на фиг. 1A – 1E и фиг. 3, основных этапов обработки, используемых при изготовлении заготовки 10 патронной гильзы. Начальную заготовку 10 вырезают из проволочной заготовки 11 с помощью сдвига в режущей станции 12 (фиг. 3) станка 14 для последовательной холодной штамповки. Станок 14 имеет конструкцию, которая известна в промышленности, показана, например, в патентном документе US 4 898 017 и которая более подробно описана далее. Начальная заготовка 10 имеет форму сплошного цилиндра, обычно с небольшой деформацией на концевых поверхностях, подвергшихся сдвигу. Обычно проволочная заготовка 11 является латунной, хотя могут быть использованы другие сплавы и металлы. Примером подходящей латуни является CDA 260. Заготовку 10 перемещают в рабочую станцию, показанную как первая рабочая станция 16, где осуществляют обратное прессование с целью изготовления трубчатой секции 17 (фиг. 1A), длина которой составляет примерно 1/3 от конечной длины предварительно вытянутой трубки. Далее заготовку 10 перемещают во вторую или следующую рабочую станцию 18, где осуществляют обратное прессование с целью добавления другой секции 19, длина которой составляет примерно 1/3 от конечной длины предварительно вытянутой трубки и внутренний диаметр которой меньше внутреннего диаметра первой секции 17. Затем заготовку 10 перемещают в третью или следующую рабочую станцию 20, где третий раз осуществляют обратное прессование с целью добавления другой секции 21, длина которой составляет примерно 1/3 от конечной длины предварительно вытянутой трубки и внутренний диаметр которой меньше внутреннего диаметра предыдущей секции 19. Заготовка 10 может быть перемещена в четвертую или следующую рабочую станцию 22, где она может быть окончательно вытянута с помощью двух вытяжных штампов 23 с вытяжным пуансоном или сердечником 24 до окончательной толщины стенок, которая предпочтительно составляет от 0,2 мм до примерно 0,5 мм и, более предпочтительно, которая составляет примерно 0,3 мм, если измерять тогда, когда нужная трубчатая заготовка 25 подлежит обрезанию краев с целью формирования выпускного отверстия 27 (фиг. 2).
Предпочтительно, в соответствии с изобретением, после этапов многократного обратного прессования, нужно осуществлять с заготовкой только один этап вытягивания для достижения конечной или окончательной толщины стенок и длины перед обрезанием краев в трубчатой секции 25, как показано на фиг. 1E. Заготовку 10, как описано, вытягивают до конечной не обрезанной длины и до размеров толщины трубчатой стенки до любого получения бутылочной формы (или формирования горлышка) и конусообразной формы, без необходимости в этапе или этапах отжига. В качестве примера, одна процедура отжига может потребовать нагревания латунной заготовки до 500 – 700 градусов Фаренгейта в течение 30 – 45 минут или более с целью освобождения от существующего состояния деформационного упрочнения и далее нужен подходящий период охлаждения.
Обычно патронная гильза имеет сужение внутри по диаметру, при этом толщина трубчатой стенки уменьшается от головки 26 патрона по направлению к открытому концу. Вытяжной пуансон 24, обычно, может иметь сужающийся профиль, который соответствует окончательному внутреннему профилю патронной гильзы. Некоторый аспект изобретения включает в себя такое формирование этапов секций 17, 19, 21, прошедших обратное прессование, трубчатой заготовки 25, что линии или этапы перехода от одного диаметра к следующему предпочтительно расположены близко к профилю вытяжного пуансона 24 (и, в конечном счете, сопряженному изменяющемуся внутреннему диаметру вытянутой трубчатой заготовки 25 гильзы). Эта предпочтительная конструкция показана на фиг. 1D и 1De, при этом последняя фиг. является увеличением области, указанной на фиг. 1D. Когда вытяжной инструмент или пуансон 24 первый раз устанавливают в секциях 17, 19, 21, прошедших обратное прессование, что показано на фиг. 1D, существует два благоприятных условия. Смазывающее вещество 30 задерживается в пространствах между инструментом 24 и заготовкой 10. Поверхностное трение уменьшается благодаря малым локальным областям контакта между внутренней поверхностью заготовки и инструментом 24 перед относительным перемещением вытяжных штампов 23 по трубчатой стенке и инструменту 24. Эти условия полезны для операции вытягивания в плане уменьшения сил между вытяжными штампами 23 и секцией 25 трубчатой заготовки и, таким образом, уменьшения склонности секции трубчатой заготовки к разрыву.
На фиг. 1Е показана вытянутая патронная гильза 10 с характерным неровным краем 31 на своем открытом конце. На фиг. 2 показана вытянутая заготовка 10 патронной гильзы после обрезания неровного края 31, в результате чего отношение L/D (длина/диаметр) обычно становится равным, по меньшей мере, 3. Обычно, как упоминалось, толщина стенки заготовки, которую измеряют на обрезанном конце трубчатой секции 25, будет составлять примерно 0,4 мм или меньше. Предпочтительно, чтобы длина обрезанной трубчатой секции не превосходила примерно 1/8 оставшейся длины L после обрезания.
На фиг. 3 схематично на виде в разрезе представлен станок 14 для последовательной холодной штамповки, в котором установлены упомянутые выше инструменты для реализации изобретения. Станок 14 содержит неподвижную опорную плиту или выступ матрицы, схематично обозначенный ссылочной позицией 37, и пресс-штемпель или ползун, схематично обозначенный ссылочной позицией 38. Пресс-штемпель 38 совершает возвратно-поступательные перемещения по направлению к выступу 37 матрицы и от него, и на фиг. 3 пресс-штемпель 38 показан в передней мертвой точке, наиболее близко к выступу матрицы. Проволочную заготовку 11 подают в режущую станцию 12, где осуществляют сдвиг некоторого участка заготовки с целью образования заготовки 10. Рабочие станции 16, 18, 20, 22 показаны слева от режущей станции 12. Как известно в промышленности, заготовку 10 последовательно перемещают от станции к станции с помощью механизма (не показан) перемещения во время периодов цикла, когда пресс-штемпель 38 находится вдали от выступа 37 матрицы.
В первой станции 16 для заготовки 10, расположенной в матрице 43, диаметр которой немного больше (например, на 0,02 – 0,05 мм) диаметра заготовки, осуществляют обратное прессование с помощью пуансона 44 первого диаметра с целью изготовления первой трубчатой секции 17, внутренний диаметр которой определен пуансоном. Обычно, при каждом обратном прессовании, внешний диаметр заготовки будет увеличиваться в радиальном направлении, по существу, до внутреннего диаметра соответствующей матрицы. Размеры пуансона 44 и матрицы 43 могут быть таковы, или пуансон 44 и матрица 43 могут быть выполнены так, чтобы получать толщину трубчатой стенки, которая составляет, например, примерно от 0,5 мм до примерно 1 мм в первой секции 17.
Во второй станции 18, заготовку 10 располагают в матрице 46 и осуществляют обратное прессование с помощью пуансона 47. Предпочтительно, чтобы внутренний диаметр матрицы 46 был немного больше (например, на 0,02 – 0,05 мм) внешнего диаметра заготовки 10, которую передают из предыдущей или первой станции 16. Диаметр пуансона 47 немного меньше диаметра первого пуансона 44, предпочтительно, чтобы близко соответствовать геометрии вытягивающего пуансона. Матрица 46 и пуансон 47 расположены так, чтобы осуществлять обратное прессование заготовки с целью получения трубчатой секции 19, внутренний диаметр которой немного меньше внутреннего диаметра полученной первой секции 17, что определяется пуансоном 47, и с целью получения длины, которая снова составляет примерно 1/3 от длины предварительно вытянутой трубки. В третьей станции 20, заготовку располагают в матрице 48 и осуществляют обратное прессование с помощью пуансона 49. Как и раньше, предпочтительно, чтобы внутренний диаметр матрицы 48 был немного больше (например, на 0,02 – 0,05 мм) внешнего диаметра заготовки, которую передают из предыдущей станции 18. Диаметр пуансона 49 немного меньше диаметра предыдущего пуансона 47, как описано ранее, чтобы, предпочтительно, близко соответствовать геометрии вытягивающего пуансона. Матрица 48 и пуансон 49 расположены так, чтобы осуществлять обратное прессование заготовки с целью получения третьей трубчатой секции 21, внутренний диаметр которой определяется пуансоном 49, и который немного меньше внутреннего диаметра второй трубчатой секции 19. Предпочтительно, чтобы пуансоны и матрицы в станциях 16, 18 и 20 были выполнены из твердосплавного материала.
Предпочтительно так выполнить наборы из матриц и пуансонов, чтобы внутренний диаметр трубчатых секций до вытягивания заготовки на этапах между последовательными обратными прессованиями трубчатых секций примерно совпадал или был немного больше, например, до около 0,75 мм, диаметра вытяжного пуансона в том же месте по оси относительно головки заготовки, когда вытяжной пуансон расположен у низа предварительно вытянутой заготовки. В других обстоятельствах, изобретение может быть реализовано на практике без обеспечения близкого соответствия этапов обратного прессования и контура вытяжного пуансона или инструмента. В общем, для сменяющихся наборов из пуансонов и матриц для обратного прессования, внутренний диаметр матрицы больше внутреннего диаметра матрицы предшествующего набора из пуансона и матрицы для обратного прессования, а внешний диаметр пуансона меньше внешнего диаметра пуансона предшествующего набора из пуансона и матрицы для обратного прессования.
Заготовку 10 с трубкой, выполненной с помощью нескольких обратных прессований, перемещают в станцию 22 вытягивания, где ее вытягивают, например, с помощью двух вытяжных штампов 23 и вытяжного пуансона 24, перемещаемого пресс-штемпелем 38. Полученную в результате трубку можно рассматривать как законченную или полностью вытянутую в этой станции 22.
Приведенное выше описание раскрывает этапы формирования и инструменты, которые позволяют изготовить относительно длинную трубку патронной гильзы, которая может быть окончательно или полностью вытянута без необходимости в отжиге заготовки до осуществления конечного этапа вытягивания. Трудно точно охарактеризовать продолговатую патронную гильзу с помощью отношения длины (длины после обрезания краев) к диаметру (внешний диаметр), хотя некоторый анализ обычных боеприпасов определит это отношение большим 2 – 1/2, предпочтительно, составляющим примерно от 3 до 1 или больше и, более предпочтительно, составляющим примерно от 3,2 до 1 или больше. Независимо от отношения длины к диаметру, изобретение с этапами многократного обратного прессования полезно для изготовления патронных гильз, изготовление которых иначе потребует отжига перед окончательным вытягиванием для предотвращения разрыва трубчатой секции.
Этот процесс, рассмотренный со ссылками на фиг. 1A – 1E и фиг. 3, для ясности описан меньше по сравнению с процессом, который может быть выполнен в одном станке для холодной обработки давлением или в тандеме станков для холодной обработки давлением. Станок 14 для обработки давлением может содержать дополнительные рабочие станции с соответствующим инструментом, которые используются до, после или вместе с описанными станциями, и/или может содержать дополнительные особенности обработки в показанных станциях 16, 18, 20 и 22 и инструментах, используемых в этих станциях. Головка 26 заготовки 10 показана закрытой и, в случае прокола для запального отверстия, может рассматриваться как фактически закрытая. В некоторых примерах многократное обратное прессование с целью исключения разрыва при окончательном вытягивании без предшествующего процесса отжига может быть выполнено с помощью двух обратных прессований или количества обратных прессований, которое превышает три. Ясно, что для окончательно вытянутой заготовки может быть осуществлен отжиг, что предоставит возможность придавать трубке патронной гильзы форму бутылки (с горлышком) или конусообразную форму.
Ясно, что описание является примером и могут быть предложены различные изменения путем добавления, модификации или исключения некоторых деталей без выхода за пределы идей, содержащихся в изобретении. Следовательно, изобретение не ограничено конкретными подробностями из описания, за исключением ограничений, которые соответствуют формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| ПАТРОН, КУЛАЧКОВЫЙ ЭЛЕМЕНТ К НЕМУ И СПОСОБ ИЗГОТОВЛЕНИЯ КУЛАЧКОВОГО ЭЛЕМЕНТА | 1996 |
|
RU2150356C1 |
| ИЗГОТОВЛЕНИЕ ЖЕСТЯНОЙ БАНКИ | 2011 |
|
RU2557845C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299110C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении патронных гильз. Путем отрезания части подаваемой проволоки получают начальную заготовку. Из одного конца начальной заготовки формируют трубку круглого сечения. Формирование трубки осуществляют по меньшей мере на трех этапах обратного прессования с использованием комплекта из пуансонов и матриц. В результате получают промежуточную трубчатую заготовку, которая может быть окончательно вытянута без предшествующего отжига. 3 н. и 5 з.п. ф-лы, 3 ил.
.
1. Способ изготовления заготовки продолговатой патронной гильзы, включающий в себя этапы, на которых: отрезают часть подаваемой проволоки для формирования начальной заготовки, получают промежуточную трубчатую заготовку посредством формирования трубки круглого сечения из одного конца начальной заготовки, при этом трубку формируют посредством по меньшей мере трех отдельных этапов обратного прессования.
2. Способ по п. 1, в котором получают промежуточную трубчатую заготовку, имеющую три отдельные секции с постепенно уменьшающимся внутренним диаметром на трех отдельных этапах обратного прессования, причем каждый последующий этап обратного прессования осуществляют пуансоном, диаметр которого меньше диаметра пуансона, используемого на предыдущем этапе обратного прессования.
3. Способ по п. 2, в котором указанные три этапа обратного прессования осуществляют на одном и том же станке.
4. Способ по п. 3, в котором промежуточную трубчатую заготовку, прошедшую обратное прессование, вытягивают на указанном станке.
5. Способ получения промежуточной трубчатой заготовки продолговатой патронной гильзы, включающий в себя формирование трубки круглого сечения из одного конца начальной проволочной заготовки, которое осуществляют по меньшей мере на трех отдельных этапах обратного прессования с возможностью получения промежуточной трубчатой заготовки для вытяжки без предшествующего отжига.
6. Комплект из пуансонов и матриц для получения промежуточной трубчатой заготовки продолговатой патронной гильзы на станке для последовательной холодной штамповки, содержащий по меньшей мере три набора пуансонов и матриц круглого сечения, при этом каждый набор предназначен для обратного прессования заготовки, второй набор из указанных наборов выполнен с размерами, позволяющими принимать и осуществлять обратное прессование заготовки, сформированной в первом наборе из указанных наборов, и третий набор из указанных наборов выполнен с размерами, позволяющими принимать и осуществлять обратное прессование заготовки, сформированной во втором наборе.
7. Комплект из пуансонов и матриц по п. 6, в котором наборы выполнены и расположены с возможностью совместного изготовления промежуточной трубчатой заготовки, содержащей три продолжающиеся по оси ступенчатые внутренние цилиндрические поверхности между открытым концом и фактически закрытым концом заготовки, при этом одна из указанных цилиндрических поверхностей с меньшим диаметром примыкает к фактически закрытому концу заготовки, а одна из указанных цилиндрических поверхностей большего диаметра примыкает к открытому концу заготовки.
8. Комплект по п. 7, включающий в себя вытяжной пуансон, причем наборы пуансонов и матриц выполнены и расположены так, чтобы формировать вытянутую заготовку из промежуточной заготовки со ступенчатой внутренней цилиндрической поверхностью с уступами между последовательными обратными прессованиями, которые расположены близко или контактируют с внешней частью вытяжного пуансона, когда вытяжной пуансон расположен в указанной вытянутой заготовке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ | 2010 |
|
RU2451573C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 2005 |
|
RU2313416C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| US 3706118 A1, 19.12.1972 | |||
| US 20140083319 A1, 27.03.2014. | |||

