Предлагаемое изобретение относится к поточной линии для изготовления каркасных изделий непрерывным способом, а именно, к изготовлению изделий типа технологических контейнеров каркасного типа, применяемых в авиационной промышленности.
Известен участок для изготовления сварных изделий, содержащий блоки установки, сборки и сварки изделия, устройство для загрузки деталей и выгрузки готового изделия, по меньшей мере, два манипулятора для фиксации деталей, подъемно-поворотный стол с механизмом удержания деталей (Патент Российской Федерации №2378097 от 02.06.2008, опубл. 10.01.2010 бюл. №1, МПК B23K 37/047).
Недостатком такого участка является низкое качество получаемого изделия, из-за возможности не точной установки при сборке и сварке заготовок на поворотном столе, из-за возможных сбоев в работе устройства для перемещения заготовок.
Наиболее близкой является поточная линия для изготовления металлических изделий, включающая участок предварительной обработки листового материала, после которого расположен участок резки листового материала, участок гибки, манипулятор с возможностью обеспечения перемещения материала с помощью захватного приспособления между участками и с возможностью установки материала на опорном столе, и участок сварки и сборки готового изделия (Патент Российской Федерации №2110349 от 26.06.1993, опубл. 10.05.1998, МПК B21D 5/04).
Недостатками данной поточной линии является низкая производительность поточной линии, связанная с наличием только одного участка предварительной обработки листового материала и одного участка резки, позволяющие получать только один вид заготовок.
Техническим результатом заявленного изобретения является повышение качества изделий каркасной формы, в связи с повышением точности при сварке и сборке готового изделия, благодаря применению дополнительного роботизированного шестиосевого манипулятора с аппаратом точечной сварки, а так же в связи с применением, по меньшей мере, трех подающих отдатчиков и, по меньшей мере, трех правильных устройств для трех рулонов с лентой повышается производительность линии.
Технический результат достигается тем, что в поточной линии для изготовления металлических каркасных изделий, включающей участок предварительной обработки листового материала, после которого расположен участок резки листового материала, участок гибки, манипулятор с возможностью обеспечения перемещения материала с помощью захватного приспособления между участками и с возможностью установки материала на опорном столе, и участок сварки и сборки готового изделия, в отличие от известной поточная линия содержит, по меньшей мере, три подающих отдатчика для рулонов листового материала в виде ленты, которые расположены перед участком предварительной обработки ленты, содержащем, по меньшей мере, три правильных устройства, каждое из которых установлено напротив соответствующего отдатчика, после первого правильного устройства расположен первый блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным захватным приспособлением, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, после второго правильного устройства расположен второй блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, и для обеспечения перемещения, согласно программному управлению, заготовки - полосы на участок гибки для получения заготовки L-образного типа, после третьего правильного устройства расположен третий блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, и для обеспечения перемещения, согласно программному управлению, заготовки - полосы на участок деформирования для получения профилированной заготовки, в конце первого, второго, третьего блоков расположен опорный поворотный стол для установки заготовок с каждого блока в определенной последовательности с помощью первого роботизированного шестиосевого манипулятора, который снабжен захватным приспособлением для перемещения каждого вида заготовок, и второй роботизированный шестиосевой манипулятор с аппаратом точечной сварки для осуществления сварки и сборки готового каркасного изделия.
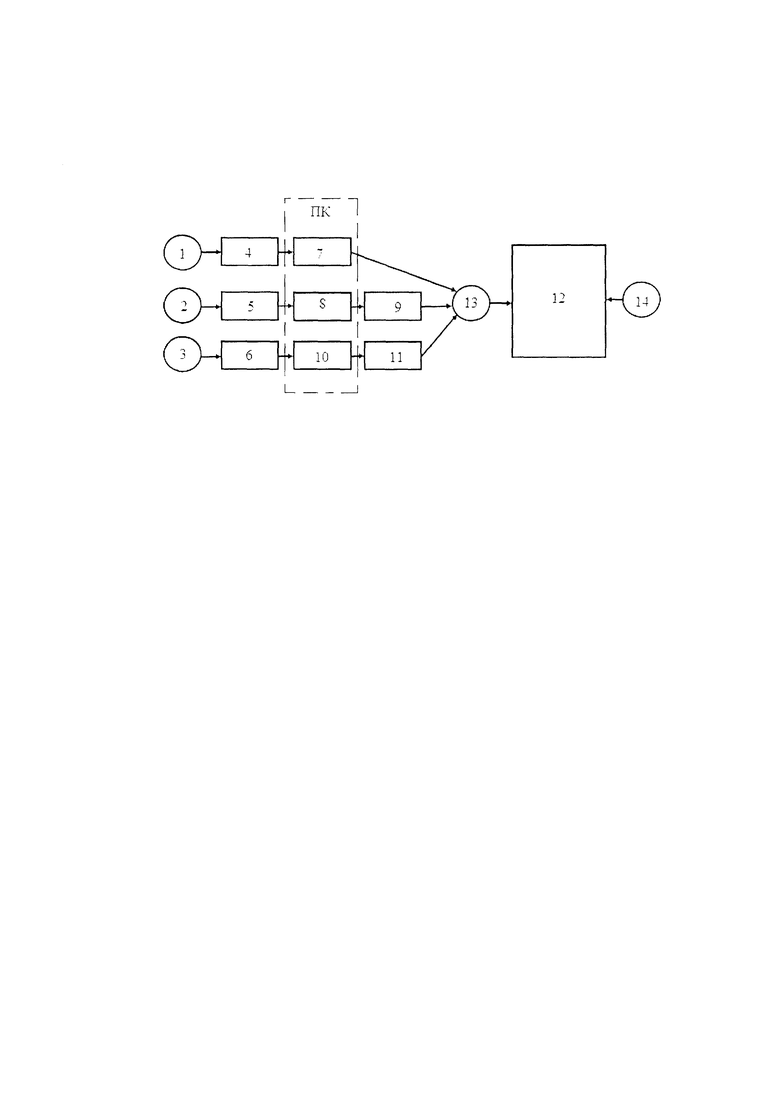
На фигуре показана принципиальная схема поточной линии для изготовления металлических каркасных изделий.
Поточная линия содержит, по меньшей мере, три подающих отдатчика 1, 2, 3 для рулонов листового материала в виде ленты.
После отдатчиков 1, 2, 3 расположен участок предварительной обработки ленты, содержащий, по меньшей мере, три правильных устройства 4, 5, 6, каждое из которых установлено напротив соответствующего отдатчика 1, 2, 3.
После первого правильного устройства 4 расположен первый блок обработки ленты. Блок содержит участок резки 7 с гидравлическими гильотинными ножницами. А так же подвижное фиксирующее устройство, снабженное захватным приспособлением, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц. При этом оптический датчик линейного перемещения осуществляет взаимодействие с программным контролером (ПК) о положении заготовки-полосы.
Подвижное фиксирующее устройство состоит из линейной оси и захватного устройства, которое закреплено на этой оси с возможностью перемещения вдоль нее.
После второго правильного устройства 5 расположен второй блок обработки ленты.
Второй блок включает участок резки 8 с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы для обеспечения перемещения, согласно программному управлению (ПК), заготовки - полосы на участок гибки 9 для получения заготовки L-образного типа (уголка, например, согласно ГОСТ 8509-93). Резка ленты на заготовки-полосы осуществляется с помощью гидравлических гильотинных ножниц. Участок гибки 9 содержит деформирующий инструмент для гибки, на котором возможно получение гнутой заготовки L-образного типа.
Подвижное фиксирующее устройство состоит из линейной оси и двух захватных устройств, которые закреплены на этой оси с возможность перемещения вдоль нее.
После третьего правильного устройства 6 расположен третий блок обработки ленты. Третий блок обработки ленты содержит участок резки 10 с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы, и для обеспечения перемещения, согласно программному управлению (ПК), заготовки - полосы на участок деформирования 11 для получения профилированной заготовки, например П-образного типа.
Участок резки 10 снабжен гидравлическими гильотинными ножницами для получения заготовки-полосы.
Участок деформирования 11 содержит управляемый с помощью программного обеспечения деформирующий инструмент, например матрица и пуансон, с возможностью получения широкой номенклатуры профилированных изделий с различной конфигурации и типоразмерами.
В конце первого, второго, третьего блоков, а именно установленный в конце участков 7, 9 и 11, расположен опорный поворотный стол 12 для установки заготовок с каждого блока в определенной последовательности с помощью первого роботизированного шестиосевого манипулятора 13.
Второй роботизированный шестиосевой манипулятор 14 с аппаратом точечной сварки для осуществления сварки и сборки готового каркасного изделия расположен после опорного поворотного стола 12.
Первый роботизированный шестиосевой манипулятор 13 содержит захватное приспособление для перемещения каждого вида заготовок.
Поточная линия работает следующим образом.
На отдатчики 1, 2, 3 устанавливают рулоны с металлической лентой.
Далее ленты проходят правильные устройства 4, 5, 6 и попадают каждая на свой отдельный блок обработки.
На первом блоке лента с помощью подвижного фиксирующего устройства и установленного на нем датчика фиксируется в требуемый размер, далее гидравлическая гильотинные ножницы рубят ленту на заготовки-полосы в размер.
На втором блоке лента с помощью подвижного фиксирующих устройств и установленного на нем датчика фиксируется в требуемый размер с помощью двух захватных устройств. Далее гидравлические гильотинные ножницы режут ленту на заготовки-полосы в размер. Заготовки-полосы поступают на участок гибки 9, на котором гибочное устройство деформирует заготовки-полосы в заготовку L -образного типа. Благодаря подвижным программируемым захватным устройствам выполняется гибка ленты различной задаваемой конфигурации.
На третьем блоке лента с помощью подвижного фиксирующего устройства и установленного на нем датчика фиксируется в требуемый размер. Далее гидравлические гильотинные ножницы режут ленту на заготовки-полосы в размер. Далее лента поступает на участок деформирования 11 заготовки-полосы с помощью настраиваемого программным способом деформирующего инструмента.
В результате с помощью настраиваемого программируемого инструмента получаются профилированные заготовки различной конфигурации и типоразмера.
Далее, с помощью первого роботизированного шестиосевого манипулятора 13 и установленного на нем захватного приспособления, заготовки с трех участков перемещаются на участок сварки и сборки.
Захватные приспособления, оснащенные управляемым магнитным основанием, выставляются на опорном поворотном столе 12, снабженного актуаторами, в требуемую конфигурацию с помощью первого шестиосевого манипулятора 13.
Далее заготовки с помощью второго шестиосевого роботизированного манипулятора 14, оснащенный аппаратом точечной сварки производит процесс сварку и сборку каркасного изделия по заданной программе.
Такая конструкция поточной линии позволяет изготовить каркасные изделия с улучшенными по сравнению с имеющимися аналогами потребительскими свойствами, повысить ресурс каркасного изделия не менее чем в 1.5 раза, так же позволяет получить экономию временных и материальных затрат с коэффициент использования материала выше не менее чем на 10% и сократить время на производство каркасной тары в 4 раза по сравнению с ручным способом организации труда.
Благодаря тому, что в поточной линии для изготовления металлических каркасных изделий, включающей участок предварительной обработки листового материала, после которого расположен участок резки листового материала, участок гибки, манипулятор с возможностью обеспечения перемещения материала с помощью захватного приспособления между участками и с возможностью установки материала на опорном столе, и участок сварки и сборки готового изделия, в отличие от известной поточная линия содержит, по меньшей мере, три подающих отдатчика для рулонов листового материала в виде ленты, которые расположены перед участком предварительной обработки ленты, содержащем, по меньшей мере, три правильных устройства, каждое из которых установлено напротив соответствующего отдатчика, после первого правильного устройства расположен первый блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным захватным приспособлением, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, после второго правильного устройства расположен второй блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, и для обеспечения перемещения, согласно программному управлению, заготовки - полосы на участок гибки для получения заготовки L-образного типа, после третьего правильного устройства расположен третий блок обработки ленты, включающий участок резки с подвижным фиксирующим устройством, снабженным двумя захватными приспособлениями, с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер для осуществления процесса резки ленты на заготовки-полосы с помощью гидравлических гильотинных ножниц, и для обеспечения перемещения, согласно программному управлению, заготовки - полосы па участок деформирования для получения профилированной заготовки, в конце первого, второго, третьего блоков расположен опорный поворотный стол для установки заготовок с каждого блока в определенной последовательности с помощью первого роботизированного шестиосевого манипулятора, который снабжен захватным приспособлением для перемещения каждого вида заготовок, и второй роботизированный шестиосевой манипулятор с аппаратом точечной сварки для осуществления сварки и сборки готового каркасного изделия, достигается повышение производительности и качества изготовления изделий каркасной формы, в связи с повышением точности при сварке и сборке готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Поточная линия для изготовления замков высоковольтных изоляторов | 1985 |
|
SU1297124A1 |
| Агрегат для резки листового проката | 1982 |
|
SU1046043A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ПРИСПОСОБЛЕНИЕ К ГИЛЬОТИННЫМ НОЖНИЦАМ ДЛЯ ОТРЕЗКИ УГОЛКОВ ОТ ЛИСТОВОГО ПРОКАТА | 2008 |
|
RU2395375C2 |
Предлагаемое изобретение относится к поточной линии для изготовления металлических каркасных изделий. Линия содержит участок предварительной обработки листового материала в виде ленты, участок гибки заготовки, опорный стол, первый манипулятор, снабженный захватным приспособлением, выполненным с возможностью установки заготовок на опорном столе, и участок сварки и сборки металлического каркасного изделия. Опорный стол выполнен поворотным, первый манипулятор выполнен роботизированным шестиосевым, поточная линия содержит по меньшей мере три подающих отдатчика для рулонов ленты, которые расположены перед участком предварительной обработки ленты, содержащим по меньшей мере три правильных устройства, каждое из которых установлено напротив соответствующего отдатчика. При этом после первого правильного устройства расположен первый блок обработки ленты, включающий участок резки ленты на заготовки-полосы, содержащий гидравлические гильотинные ножницы и подвижное фиксирующее устройство, которое снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки. После второго правильного устройства расположен второй блок обработки ленты, включающий участок резки ленты на заготовки-полосы, содержащий гидравлические гильотинные ножницы и два подвижных фиксирующих устройства, каждое из которых снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки, указанный участок гибки выполнен с возможностью получения заготовки L-образного типа и содержит захватные устройства с программным управлением для перемещения заготовки, после третьего правильного устройства расположен третий блок обработки ленты, содержащий гидравлические гильотинные ножницы и два подвижных фиксирующих устройства, каждое из которых снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки, участок деформирования для получения профилированной заготовки, содержащий захватные устройства с программным управлением для обеспечения перемещения заготовки. При этом в конце первого, второго и третьего блоков расположен указанный опорный стол для последовательной установки заготовок с каждого указанного блока обработки ленты с помощью первого роботизированного шестиосевого манипулятора, а участок сварки и сборки металлического каркасного изделия снабжен вторым роботизированным шестиосевым манипулятором с аппаратом точечной сварки. Техническим результатом является повышение качества изделий каркасной формы и повышение производительности линии. 1 ил.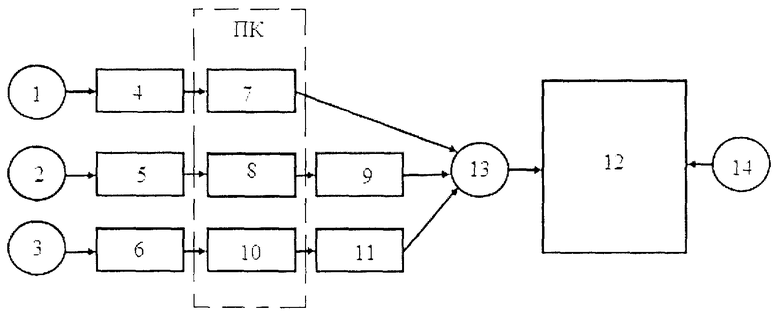
Поточная линия для изготовления металлических каркасных изделий, содержащая участок предварительной обработки листового материала в виде ленты, участок гибки заготовки, опорный стол, первый манипулятор, снабженный захватным приспособлением, выполненным с возможностью установки заготовок на опорном столе, и участок сварки и сборки металлического каркасного изделия, отличающаяся тем, что опорный стол выполнен поворотным, первый манипулятор выполнен роботизированным шестиосевым, поточная линия содержит по меньшей мере три подающих отдатчика для рулонов ленты, которые расположены перед участком предварительной обработки ленты, содержащим по меньшей мере три правильных устройства, каждое из которых установлено напротив соответствующего отдатчика, при этом после первого правильного устройства расположен первый блок обработки ленты, включающий участок резки ленты на заготовки-полосы, содержащий гидравлические гильотинные ножницы и подвижное фиксирующее устройство, которое снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки, после второго правильного устройства расположен второй блок обработки ленты, включающий участок резки ленты на заготовки-полосы, содержащий гидравлические гильотинные ножницы и два подвижных фиксирующих устройства, каждое из которых снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки, указанный участок гибки выполнен с возможностью получения заготовки L-образного типа и содержит захватные устройства с программным управлением для перемещения заготовки, после третьего правильного устройства расположен третий блок обработки ленты, содержащий гидравлические гильотинные ножницы и два подвижных фиксирующих устройства, каждое из которых снабжено захватным приспособлением с оптическим датчиком линейного перемещения для фиксации ленты в требуемый размер при осуществлении резки и участок деформирования для получения профилированной заготовки, содержащий захватные устройства с программным управлением для обеспечения перемещения заготовки, при этом в конце первого, второго и третьего блоков обработки ленты расположен указанный опорный стол для последовательной установки заготовок с каждого указанного блока обработки ленты с помощью первого роботизированного шестиосевого манипулятора, а участок сварки и сборки металлического каркасного изделия снабжен вторым роботизированным шестиосевым манипулятором с аппаратом точечной сварки.
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ, ПОВОРОТНО-ГИБОЧНЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ КОНСТРУКЦИЙ ИЗ СТАЛЬНЫХ ЛИСТОВ И МАНИПУЛЯТОР ЛИСТОВ К ГИБОЧНОМУ ПРЕССУ | 1993 |
|
RU2110349C1 |
| Поточная линия изготовления обечаек | 1992 |
|
SU1823802A3 |
| РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ | 2014 |
|
RU2587701C2 |
| Коньки | 1948 |
|
SU80365A1 |
| CN 209035186 U, 28.06.2019 | |||
| Устройство для смешения | 1990 |
|
SU1797973A1 |

