1
Изобретение относится к электротехнической и метизной промьшшен- ности.
Целью изобретения является повышение качества выпускаемой продукц и производительности оборудования.
На фиг. 1 показана поточная ли ния, общий вид; на фиг. 2 - узел I
на фиг.1; на фиг. 3 - разрез А-А на
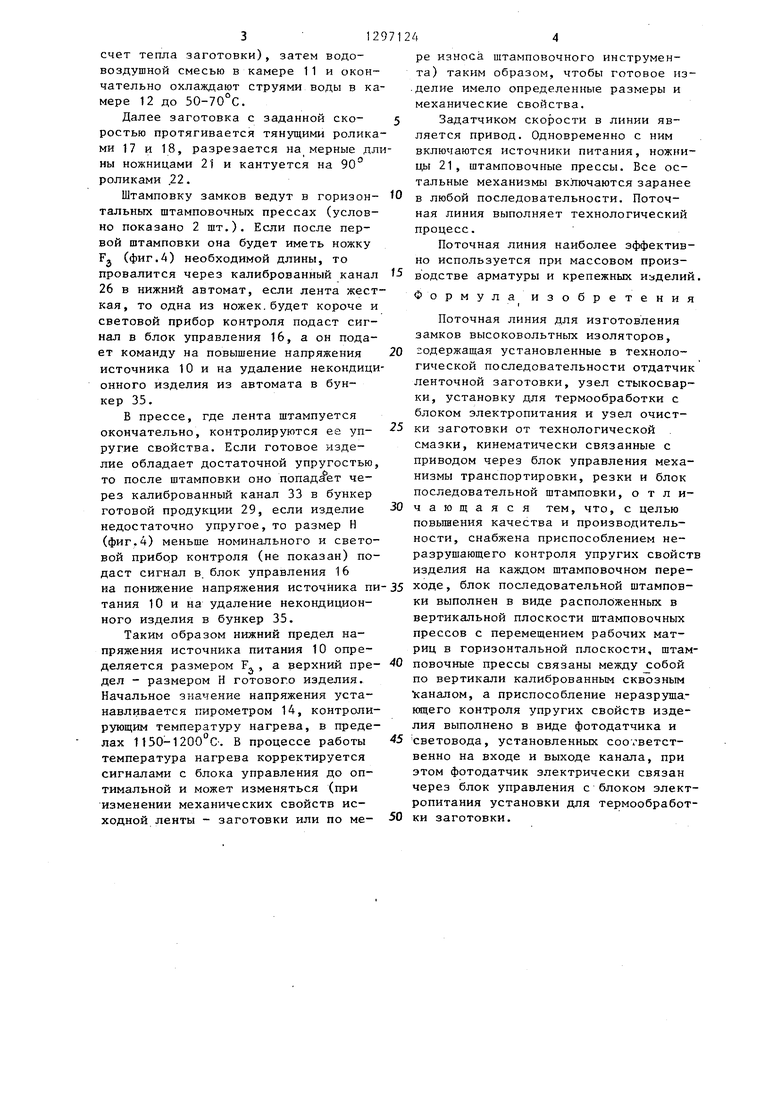
фиг. 2; на фиг.4 - примеры конкрет/ного выполнения замков типа Ml 6 и М
(форма и размеры).
Поточная линия состоит из отдатчика 1 ленточной заготовки узла стыкосварки 2, который предназначен для соединения переднего и заднего концов крупногабаритных бухт в непрерывную нить.
Электролизер 3 является первым токоподводом узла двуплечевого электроконтактного- нагрева и одновременно устройством для удаления смазок с поверхности заготовки. Электролизер 3 смонтирован над баком 4, оборудованным насосом 5 и системой 6 рециркуляции электролита. ,
Далее по ходу за электролизеро смонтирован узел водовоздушной промывки (камера) 7, соединенный с системой рециркуляции воды от насос 8, затем две пары электроконтактных роликов 9, соединенных с блоком питания постоянного тока 10.
Для охлаждения (закалки) в линии смонтированы секция водовоздушного охлаждения 11 и секция струйного охлаждения 12, при этом перед секцией 11 установлена труба-насадка 13.
Для непрерывного контроля температуры заготовки после нагрева имеется фотопирометр 14, соединенный кабелази 15 с блоком управления 16.
Далее по ходу техпроцесса в линии смонтированы тянупгие ролики 17 и 18, последние выполнены приводными через редуктор 19 от электродвигателя 20. Дл-у резки заготовки на мерные длины установлены летучие
ножницы 21. i
Для кантовки заготовки из горизонтального в вертикальное положение предусмотрены ролики 22. Для штамповки изделия из заготовки в конце линии установлен блок горизон тальных штамповочных процессов для последовательной штамповки.
Верхний пресс состоит из матриц 23 и 24, привода 25. В зоне верхне
O
5
0
5
7
0
5
0
5
0
5
1242
го пресса расположен калиброванный сквозной канал 26.
Нижний пресс состоит из матриц 27 и 28 (привод которых условно НЕ показан). Для сбора готовых изделий под нижним прессом установлен короб 29.
Для контроля передачи изделий между прессами предусмотрен фотодатчик 30, электрически связанный с блоком управления 16. Под калиброванным каналом 26 (фиг.2) смонтированы шторки 31 и световод 32. Нижний пресс также снабжен калиброванным каналом 33.
Для фиксации заготовки перед на- чалом штамповки установлен упор 34 .с приводом (условно не показан).Для сбора некондиционньк изделий после штамповки в верхнем прессе имеется короб 35.
Поточная линия работает следующим образом.
Мотки плющенной ленты массой до 1 т устанавливаются на отдатчик 1, с помощью стыкосварочной машины 2 ленту сваривают в непрерьшную нить. В бак 4 заливают электролит (5-10%- ный расмгвор углекислого натрия) при температуре 60i5°C и с помощью насоса 5 непрерывно подают в электролизер 3. В электролизере 3 ведут очистку ленты при катодной поляризации и напряжении 65-75 В.
После очистки лента попадает в камеру 7, где с ее поверхности смываются струями остатки электролита. Устройством сдува (условно не показано) с ленты удаляют остатки воды. Нагревая ленту проходящим током до температуры около , на участке LJ испаряют с. ее поверхности остатки влаги. Таким образом, на первый токоподводящий ролик лента поступает без каких-либо загрязнений на поверхности и предварительно нагретая до 120 С.
Окончательный нагрев ленты ведут между токоподводящими роликами 9 (участок Lj) с помощью источника питания 10. Источник питания 10 имеет плавную регулировку напряжения, связанную через блок управления 16 с тянущими роликами 17, 18 и прибором контроля упругих свойств.
Охлаждение ленты ведут последовательно в трех камерах: в начале в паровом коллекторе (пар образуется за
10
15
3 12971 счет тепла заготовки), затем водо- воздушной смесью в камере 11 и окончательно охлаждают струями воды в камере 12 до 50-70°С.
Далее заготовка с заданной ско- j ростью протягивается тянущими роликами 17 и 18, разрезается на мерные длины ножницами 21 и кантуется на 90° роликами 22.
Штамповку замков ведут в горизонтальных штамповочных прессах (условно показано 2 шт.). Если после первой штамповки она будет иметь ножку FJ (фиг.4) необходимой длины, то провалится через калиброванный канал 26 в нижний автомат, если лента жесткая, то одна из ножек.будет короче и световой прибор контроля подаст сигнал в блок управления 16, а он подает команду на повышение напряжения 20 источника 10 и на удаление некондиционного изделия из автомата в бункер 35.
В прессе, где лента штампуется окончательно, контролируются ее упругие свойства. Если готовое изделие обладает достаточной упругостью, то после штамповки оно попадает через калиброванный канал 33 в бункер готовой продукции 29, если изделие недостаточно упругое, то размер Н (фиг.4) меньше номинального и световой прибор контроля (не показан) подаст сигнал в. блок управления 16
24
ре износа штамповочного инструмента) таким образом, чтобы готовое из- .делие имело определенные размеры и механические свойства.
Задатчиком скорости в линии является привод. Одновременно с ним включаются источники питания, ножницы 21, штамповочные прессы. Все остальные механизмы включаются заранее в любой последовательности. Поточная линия выполняет технологический процесс.
Поточная линия наиболее эффективно используется при массовом производстве арматуры и крепежных иаделий.
Формула изоб
25
)мула изобретения
Поточная линия для изготовления замков высоковольтных изоляторов, годержашая установленные в технологической последовательности отдатчик ленточной заготовки, узел стыкосвар- ки, установку для термообработки с блоком электропитания и узел очистки заготовки от технологической смазки, кинематически связанные с приводом через блок управления механизмы транспортировки, резки и блок последовательной штамповки, о т л и- 30 чающаяся тем, что, с целью повышения качества и производительности, снабжена приспособлением неразрушающего контроля упругих свойств изделия на каждом штамповочном перена понижение напряжения источника пи-35 ходе, блок последовательной штамповтания 10 и на удаление некондиционного изделия в бункер 35.
Таким образом нижний предел напряжения источника питания 10 определяется размером F, а верхний предел - размером Н готового изделия. Начальное значение напряжения устанавливается пирометром 14, контролирующим температуру нагрева, в пределах 1150-1200°С-. В процессе работы температура нагрева корректируется сигналами с блока управления до оптимальной и может изменяться (при изменении механических свойств исходной ленты - заготовки или по ме
-
24
0
5
1
0
ре износа штамповочного инструмента) таким образом, чтобы готовое из- .делие имело определенные размеры и механические свойства.
Задатчиком скорости в линии является привод. Одновременно с ним включаются источники питания, ножницы 21, штамповочные прессы. Все остальные механизмы включаются заранее в любой последовательности. Поточная линия выполняет технологический процесс.
Поточная линия наиболее эффективно используется при массовом производстве арматуры и крепежных иаделий.
Формула изоб
5
)мула изобретения
Поточная линия для изготовления замков высоковольтных изоляторов, годержашая установленные в технологической последовательности отдатчик ленточной заготовки, узел стыкосвар- ки, установку для термообработки с блоком электропитания и узел очистки заготовки от технологической смазки, кинематически связанные с приводом через блок управления механизмы транспортировки, резки и блок последовательной штамповки, о т л и- 0 чающаяся тем, что, с целью повышения качества и производительности, снабжена приспособлением неразрушающего контроля упругих свойств изделия на каждом штамповочном переки выполнен в виде расположенных в вертикальной плоскости штамповочных прессов с перемещением рабочих матриц в горизонтальной плоскости, штам40 повочные прессы связаны между собой по вертикали калиброванным сквозным Ханалом, а приспособление неразрушающего контроля упругих свойств изделия выполнено в виде фотодатчика и
45 световода, установленных coovBeTCT- венно на входе и выходе канала, при этом фотодатчик электрически связан через блок управления с блоком электропитания установки для термообработ- 50 ки заготовки.
Фиг.г
JLA
//////7//7.
/л
Шатобка
ФигЗ
XsXsXsXXNV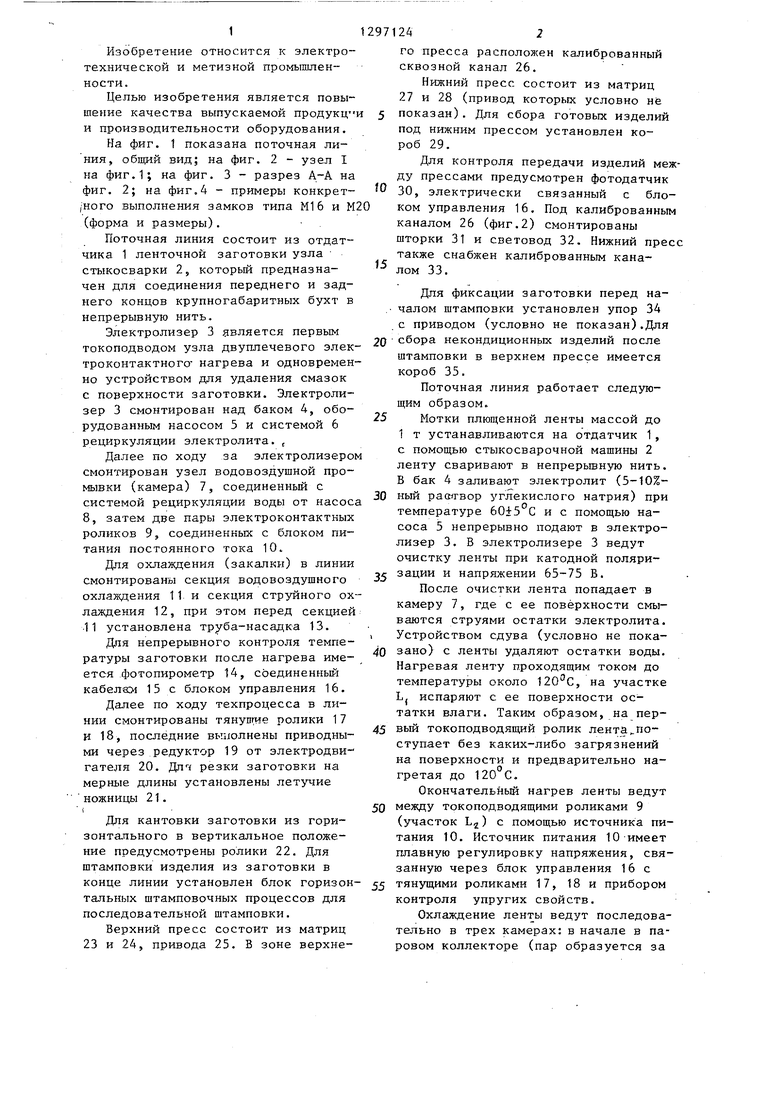
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства перфорированных изделий из рулонного материала | 1984 |
|
SU1228944A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ КАРКАСНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2737834C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133650C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Штамповочный комплекс для изготовления деталей из полосового материала | 1985 |
|
SU1286328A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| Автоматическая поточная линия для производства кольцевых изделий | 1985 |
|
SU1337237A1 |
| Устройство для удаления деталей и отходов из рабочей зоны пресса | 1987 |
|
SU1393510A1 |
Изобретение относится к электротехнике, в частности к устройствам для изготовления изоляторов. Цель изобретения - повышение качества и / ч IJ I - v-fe i li 4i-i производительности. Поточная линия содержит установленные в технологической последовательности отдатчик 1 ленточной заготовки, узел стыкосвар- ки 2, установку для термообработки блок последовательной штамповки в виде штамповочных прессов, связанных между собой калиброванным сквозным каналом. На входе и выходе канала установлены соответственно фотодатчик и световод, которые образуют приспособление неразрушающего контроля, упругих свойств изделия. Фотодатчик связан с блоком питания установки для термообработки заготовки. Такое выполнение устройства позволя-- ет повысить надежность и производительность, так как температура нагрева корректируется сигналами с блока управления до оптимальной и может изменяться таким образом, чтобы готовое изделие имело определенные размеры и механические свойства, 4 ил. Т7 Металл ZS 30 I (Л с N3 х ND к , I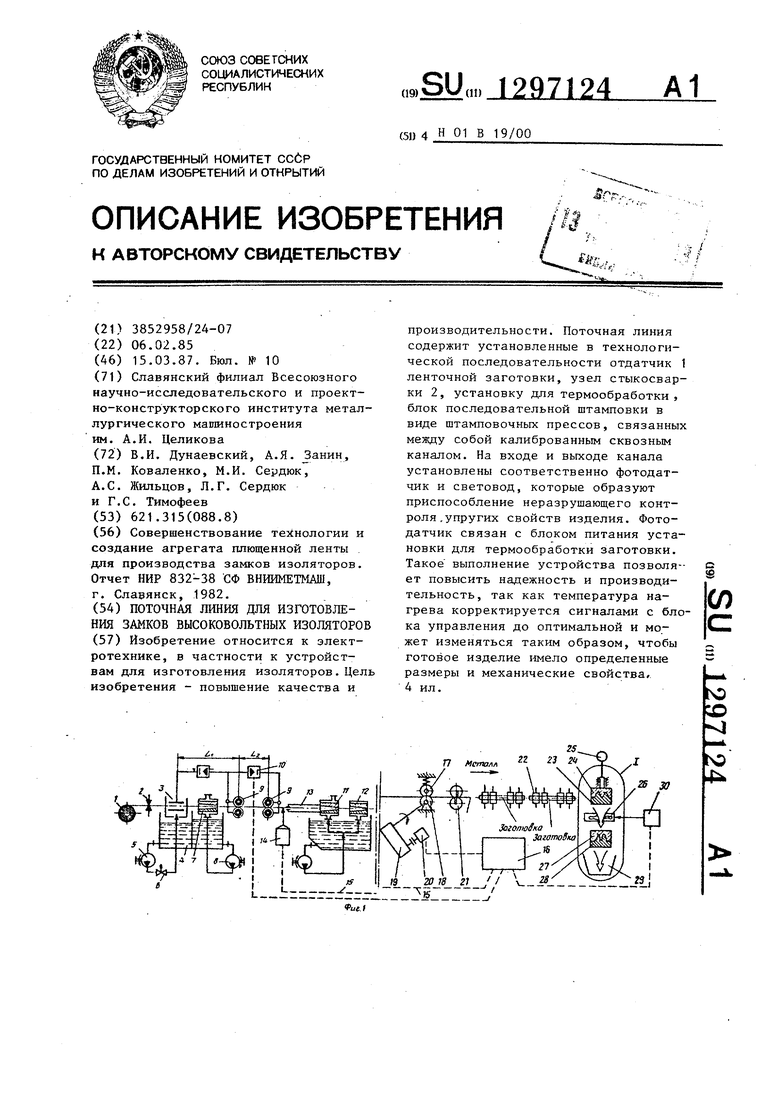
Редактор Н. Горват
Составитель В. Пуков
Техред В.Кадар Корректор А. Тяско
Заказ 786/56Тираж 699Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
| Совершенствование технологии и создание агрегата плющенной ленты для производства замков изоляторов | |||
| Шариковый подшипник | 1924 |
|
SU832A1 |
| Славянск, 1982. | |||
