Изобретение относится к области металлургии, а именно, к составу сплава на основе алюминия и порошку из него для использования при изготовлении деталей методами аддитивных технологий.
Аддитивные технологии позволяют производить детали с высокой точностью из различных материалов, включая алюминиевые сплавы. Для различных изделий двигателестроения, включая двигатели внутреннего сгорания, используются алюминиевые сплавы с повышенными характеристиками жаропрочности, что связано с необходимостью обеспечивать стабильную работу всего узла в условиях постоянных или периодических нагревов. Это приводит к необходимости разработки материалов с высокими характеристиками длительной прочности и стабильностью структуры в условиях нагревов.
Для изготовления данных элементов необходимо использование специализированных алюминиевых сплавов, которые одновременно могут печататься без образования дефектов в виде горячих трещин и работоспособные при температурах до 200-300°С.
Известен алюминиевый сплав марки AlSi10Mg, применяемый в виде порошка для печати различных изделий по технологии селективного лазерного сплавления (SLM), например, см. https://agile-manufacturing.com/files/materials/aluminum.pdf. Сплав может содержать 9-11 мас.% кремния и 0,2-0,5 мас.% магния. Наличие в составе кремния делает сплав тверже и прочнее, чем чистый алюминий. Тем не менее, высокие скорости кристаллизации и малое количество термически стабильных фаз в структуре не позволяют использовать материал при высоких температурах.
Известен алюминиевый сплав, используемый в виде порошка для аддитивных технологий, содержащий в своем составе (мас.%): кремний 8,5-11,5; магний 0,3-1,0; медь 0,3-1,2; цирконий 0,15-0,8; церий 0,1-0,8; алюминий и неизбежные примеси - остальное (патент RU 2661525, 17.07.2018, С22С 21/02). Сплав обладает повышенной прочностью в сравнении со сплавом AlSi10Mg, однако схожей термической стабильностью ввиду малого количества тугоплавких составляющих в составе. Это не позволяет использовать данный материал для длительной работы в условиях нагрева.
Известен алюминиевый сплав, применяемый для изготовления изделий методом лазерного сплавления, содержащий (мас.%): магний до 4,3, скандий до 1,4, цирконий до 0,55, марганец до 0,7 (заявка WO 2013/179017, 05.12.2013, B22F 3/105). Недостатком данного сплава являются низкие литейные свойства, что приводит к формированию дефектов в процессе селективного лазерного сплавления вследствие термических напряжений. Кроме того, сплав обладает низкими показателями длительной прочности и ползучести ввиду низкого сопротивления матрицы на основе системы алюминий-магний процессам ползучести.
Известен быстро-закристаллизованный алюминиевый сплав для изготовления поршней (патент RU 2468105, 27.11.2012, С22С 21/02). Сплав содержит следующие компоненты, мас.%: кремний 16,0-19,5; медь 3,0-5,0; магний 0,7-1,2; марганец 0,3-0,7; железо 0,9-1,5; титан 0,2-0,5; цирконий 0,15-0,4; оксид алюминия 0,01-0,3; церий 0,01-0,005; никель до 1,3. Сплав обладает высокой износостойкостью в условиях трения, низким коэффициентом линейного термического расширения и жаропрочностью. Недостатком известного сплава является его высокая хрупкость вследствие наличия высокого содержания кремния, меди и никеля, формирующих большое количество нерастворимых твердых фаз. Низкие показатели пластичности не позволяют использовать данный материал при печати ввиду появления трещин в деталях вследствие высоких термических напряжений в процессе селективного лазерного сплавления.
Наиболее близким к заявленному является изобретение по патенту ЕР 3277854 (В1) 20.02.2019, С22С 21/02, раскрывающее алюминиевый сплав, содержащий следующие компоненты (мас.%): кремний 9,0-10,5; никель 0,8-1,9; медь 1,8-3,6; магний 0,5-1,0; железо 0,9-1,4; цирконий и/или ванадий - каждого 0,05-0,3/0,2 соответственно; марганец не более 0,4; титан не более 0,15; фосфор менее 0,05; алюминий и неизбежные примеси - остальное. Данный сплав характеризуется хорошими показателями работоспособности при повышенных температурах и может применяться для изготовления элементов двигателя внутреннего сгорания. Однако недостатком сплава является низкое содержание железа и других переходных металлов, что при высоких скоростях охлаждения, характерных для аддитивных технологий, приводит к недостаточно высоким показателям прочности, а также к пониженной износостойкости в сравнении с заэвтектическими силуминами, которые применяются для элементов двигателей внутреннего сгорания, например, см. http://aluminium-guide.ru/evtekticheskij-silumin/.
Заэвтектические силумины с содержанием кремния более 17% обладают малой плотностью 2,6-2,7 г/см3 и удовлетворительной прочностью. В холодном состоянии относительное удлинение достигает 3-6%, а относительное сужение 4-9%. Прочностные характеристики силуминов сохраняют свое значение до -70°С. Для силуминов характерны хорошие технологические и потребительские свойства: высокая жидкотекучесть, малая усадка при кристаллизации; хорошая свариваемость; высокая коррозионная стойкость; термо- и износостойкость; низкий коэффициент термического линейного расширения; немагнитность, например, см. http://elar.urfu.ru/bitstream/10995/33273/1/itvmim_2012_40.pdf.
Технической задачей настоящего изобретения является разработка нового жаропрочного алюминиевого материала для его использования в виде порошка для изготовления деталей методами аддитивных технологий, обладающего повышенными характеристиками прочности при повышенной температуре и высокими показателями длительной прочности для повышения срока службы деталей.
Для реализации поставленной задачи и достижения указанных преимуществ предложен новый жаропрочный алюминиевый сплав со следующим содержанием компонентов (мас.%):
а также по крайней мере один элемент из группы, содержащей:
При этом содержание марганца, хрома и ванадия выбрано с учетом их максимальной растворимости в алюминии для обеспечения предотвращения образования избыточных первичных интерметаллидов, а суммарное содержание легирующих элементов, за исключением кремния, меди и магния, не превышало 5 мас.%.
Добавка кремния в указанном количестве обеспечивает высокие характеристики жидкотекучести и низкие показатели горячеломкости, что позволяет обеспечивать высокую технологичность сплава при печати (для исключения горячих трещин). Кроме того, за счет высоких скоростей охлаждения формируется ультрадисперсная структура кремния, что повышает прочность материала и обеспечивает удовлетворительный уровень пластичности.
Введение меди обеспечивает формирование как дополнительного твердорастворного упрочнения, так и упрочнения за счет формирования дисперсных фаз с переходными металлами, повышая их объемную долю. Кроме того, совместно с магнием медь образует фазу типа Al2CuMg, являющуюся эффективным упрочнителем, формирующимся в процессе старения после закалки, что позволяет использовать материал после различных видов термической обработки. Дополнительно магний обеспечивает повышение прочности алюминиевой матрицы за счет формирования твердого раствора.
Добавки железа и никеля способствуют формированию дополнительных эвтектических фаз, повышающих технологичность материала при печати и способствующих снижению пор и трещин. Кроме того, они формируют неподвижные термически стабильные фазы типа Al3Ni и Al5FeNi, которые могут растворять в себе медь, и существенно повышать сопротивление материала деформации при высокой температуре.
Добавка марганца также способствует образованию термически стойких фаз с железом и никелем. Содержание марганца в алюминиевом сплаве ограничено пределом его максимальной растворимости для исключения формирования избыточного количества первичных интерметаллидов. При этом установлено, что марганец благотворно влияет на морфологию железо-кремнистых фаз, не приводя к сильному снижению пластичности.
Магний и медь вводятся как для формирования как пересыщенного твердого раствора за счет их высокой растворимости в алюминии, так и для формирования дисперсоидов, образующихся в процессе термической обработки и повышающих характеристики прочности.
Добавки хрома и ванадия вводятся для формирования пересыщенного твердого раствора для последующего образования дисперсоидов с алюминием в процессе термической обработки. Максимальное содержание хрома в алюминиевом сплаве ниже предельной растворимости при температуре перитектической реакции по диаграмме состояния, что с учетом высоких скоростей охлаждения при производстве порошков и печати деталей позволяет формировать пересыщенный твердый раствор с последующим выделением фаз типа Al7Cr или Al18Cr2Mg3. Добавка ванадия также введена на уровне максимальной растворимости при температуре перитектической реакции.
При этом, во избежание образования избыточных первичных интерметаллидов, содержание элементов выбирается с учетом их максимальной растворимости в алюминиевом сплаве. Опытным путем установлено, что данное условие выполняется в границах указанных диапазонов.
Введение элементов из группы цирконий, титан, гафний обеспечивает дополнительное измельчение структуры материала после печати, что формирует повышенный уровень желательных свойств, кроме того в процессе отжига или нагрева под закалку формируются дополнительные дисперсоиды, связанные с распадом пересыщенного твердого раствора, формирующимся при быстрых скоростях охлаждения при печати.
Важно, что по сравнению с прототипом фосфор исключен из состава сплава, т.к. данный элемент является летучим и выгорает в процессе перегрева расплава, что не позволяет использовать его эффективно для модифицирования эвтектики. Кроме того, процесс 3D печати проходит с достаточно высокими скоростями охлаждения, что обеспечивает достаточное измельчение фаз на основе кремния без введения специализированных модификаторов.
Известно, что фосфор в силумины вводится в качестве модификатора для измельчения структуры первичного кремния. В случае предложенного сплава процессы кристаллизации происходят по метастабильной диаграмме состояния, при этом высокая скорость кристаллизации в процессе газовой атомизации (не менее 103 К/с), а также в процессе селективного лазерного сплавления (СЛС) (не менее 105 К/с) обеспечивает формирование ультрамелкодисперсной структуры материала, исключающего появление первичного кремния, в связи с чем дополнительное модифицирование фосфором нецелесообразно и не требуется.
В состав порошкового алюминиевого материала входит кислород в количестве 0,001-0,2 мас.%, который необходим для пассивации поверхности порошка и исключения случаев неконтролируемого горения на воздухе в процессе окисления. Указанная концентрация кислорода достаточна для образования тонкой защитной пленки оксида, которая не приводит к существенному снижению пластичности в готовом изделии. Излишнее загрязнение сплава неметаллическими (оксидными) включениями приводит к забиванию форсунки и нарушениям в технологии производства порошков. Кроме того, оксиды являются центрами газовой пористости, что приведет к формированию некачественного порошка.
Также опытным путем установлено, что содержание переходных металлов с низкой растворимостью в предложенном алюминиевом сплаве должно быть ограничено 5 мас.% для исключения формирования большого числа нерастворимых интерметаллидов, которые приводят к низким показателям пластичности и образованию трещин в процессе печати вследствие возникновения высоких внутренних напряжений и вызываемых ими деформаций.
На чертежах представлены:
Фиг. 1 - частицы порошка из предложенного сплава, полученные методом распыления расплава в потоке газа согласно примеру 1;
Фиг. 2 - процесс селективного лазерного сплавления (СЛС) порошка и образцы из предложенного сплава для испытаний по примеру 1;
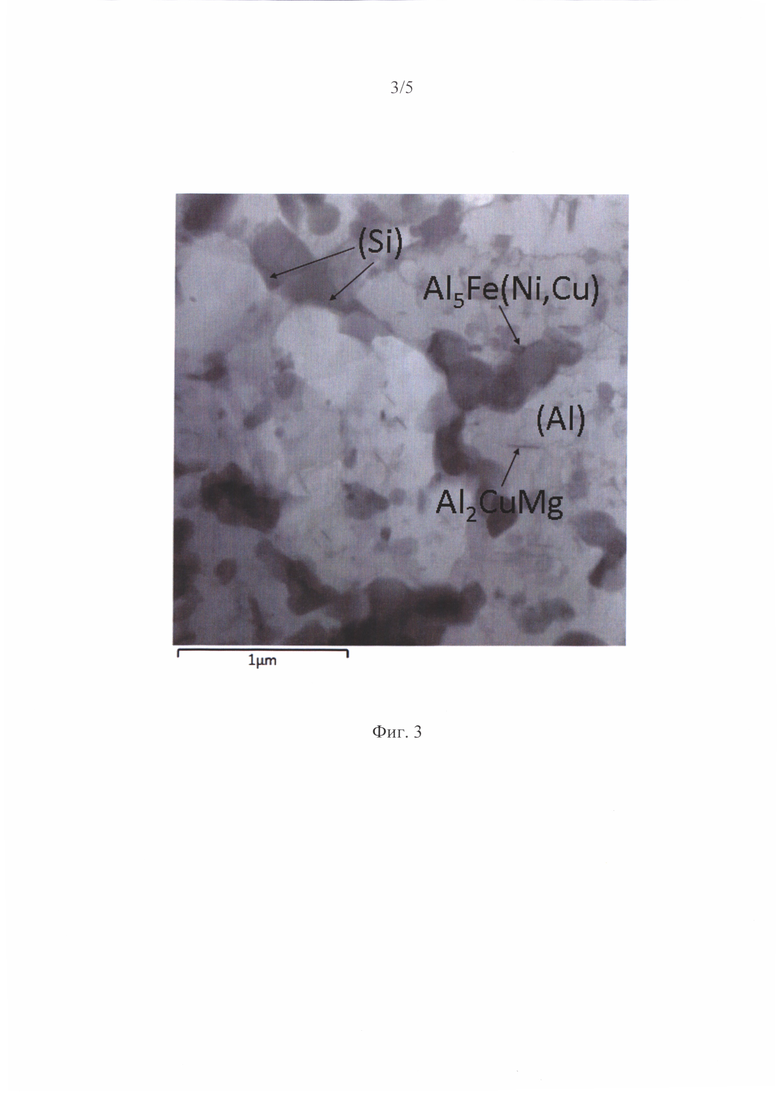
Фиг. 3 - изображение структуры материала в сканирующем электронном микроскопе (СЭМ) показывающее, что за предлагаемый материал обладает ультрамелкодисперсной структурой;
Фиг. 4 - изображения структур образцов сплавов А, В, С, D из примера 2 в оптическом микроскопе;
Фиг. 5 - внешний вид кубиков сплавов С и D с дефектами по примеру 2.
Указанные дефекты являются следствием низкой пластичности материала, что приводит к трещинам в результате релаксации термических напряжений.
Фиг. 6 - результаты исследований сплава Al-Si-Fe-Ni на длительную прочность согласно примеру 3 (график зависимости уровня нагрузки и времени до разрушения материала при температуре 250°С).
По данному графику можно судить об уровне длительной прочности напечатанных изделий.
Примеры осуществления изобретения
Пример 1
Порошки алюминиевых сплавов различных составов в соответствии с таблицей 1 получали методом газовой атомизации в среде азота. Приготовление расплава вели в печи с электрическим нагревом.
Для приготовления использовали алюминий не ниже марки А7 по ГОСТ 11069-2001, магний марки МГ90 по ГОСТ 804-93, медь марки M1 по ГОСТ 859-2001, кремний марки 4001 по ГОСТ 2169-69 и двойные лигатуры остальных элементов.
После приготовления расплава и контроля химического состава сплав перегревали до температуры 860-920°С и проводили распыление в азоте с добавкой кислорода в количестве 0,1-0,8 мас.% для управления содержанием кислорода в порошке.
Полученные порошки рассевали для выделения фракции с D50=45±5 мкм. Изображение порошка в растровом электронном микроскопе представлено на фиг. 1. Селективное лазерное сплавление порошка проводили на установке EOS М290 (https://www.cos.info/cos-m290) в среде аргона по различным параметрам для формирования сплошной структуры (без горячих трещин) с регламентированным уровнем пористости.
Пористость синтезированного материала определяли на кубиках металлографическим методом с использованием оптического микроскопа Zeiss Axio Observer на шлифах без дополнительного травления.
Дополнительно исследование структуры проводилось на фольгах, изготовленных из образцов с использованием просвечивающего электронного микроскопа JEOL 2100.
Пористость материалов по наиболее оптимальным режимам составила менее 0,35 об %.

По выбранному режиму печатали образцы для определения механических свойств при растяжении при комнатной температуре и для определения характеристик длительной прочности (фиг. 2).
Термическую обработку (отжиг) с целью снятия внутренних напряжений проводили при температуре 250°С в течение 2 часов.
Характеристики прочности при растяжении определяли в соответствии с требованиями ГОСТ 1497-84 на цилиндрических образцах, обточенных до требуемой шероховатости поверхности.
Кратковременную прочность при повышенной температуре определяли по ГОСТ 9651-84, длительную прочность по ГОСТ 10145-81.
Перед испытаниями проводили отжиг материала для стабилизации структуры. Результаты исследований приведены в таблице 2. Изображение структуры напечатанного материала, полученное с использованием просвечивающего электронного микроскопа представлено на фиг. 3.
Размер частиц кремния не превышает 3-5 мкм, что позволяет обеспечивать высокие показатели прочности и сохранить пластичность на удовлетворительном уровне.

Как видно из таблицы 2, предлагаемый сплав обладает повышенными характеристиками прочности при комнатной и повышенной температурах на 10-15% и увеличенными показателями длительной прочности. Это позволяет использовать напечатанные детали для нагруженных элементов, работающих в условиях технологических и эксплуатационных нагревов.
Пример 2
Порошки экспериментальных составов были получены по технологии, аналогичной указанной в примере 1. Химический состав сплавов приведен в таблице 3. Сплавы в основном отличаются содержанием легирующих элементов за исключением кремния, магния и меди.
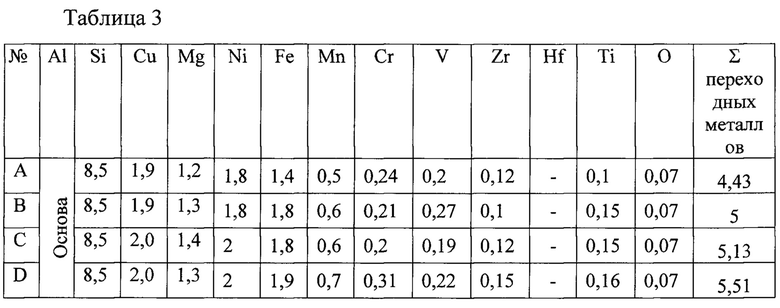
Для проведения процесса селективного лазерного сплавления использовали установку EOS М290. С целью снижения остаточных напряжений процесс проводили с подогревом платформы до температуры 200°С. Печать осуществляли по различным режимам с целью определения пористости и наличия дефектов. Пористость определяли на микрошлифах металлографическим методом без дополнительного травления.
Изображения структуры представлены на фиг. 4. Как видно из рисунков, при печати на образцах сплавов С и D происходило образование трещин, что вызвано малой пластичностью материала и высокими внутренними напряжения при быстрой кристаллизации слоев наплавленного металла.
Кроме того, на фиг. 5 представлены фотографии образцов в виде кубиков с трещинами, вызванными релаксацией внутренних напряжений в совокупности с низкой пластичностью.
Результаты замера пористости и наличия иных дефектов представлены в таблице 4.

Как видно из таблицы 4, повышенное содержание малорастворимых добавок в алюминии приводит к формированию неудовлетворительной структуры за счет снижения пластичности материала.
Пример 3
Порошок с химическим составом согласно таблице 5. Порошок получен распылением с температуры 870°С в среде азота с добавлением кислорода в количестве 0,3%. Порошок был рассеян на фракцию +15/-63 мкм.

Для проведения процесса селективного лазерного сплавления использовали принтер EOS М290. Печать проводилась с подогревом платформы до температуры 170°С. Процесс проводился в среде аргона, скорость печати составляла 750-1000 мм/с при мощности лазера в интервале 280-320 Вт. Максимальная толщина слоя составляла 50 мкм. В качестве изделий выступали цилиндры в количестве 8 шт. диаметром от 12 до 30 мм и длиной 80 мм, располагавшиеся вертикально на платформе. По окончании процесса печати проводили механическую обработку изготовленных изделий для получения геометрии образцов на растяжение в соответствии с требованиями ГОСТ 1497. Одну часть образцов испытывали без термической обработки, остальные отжигали при температуре на 200°С ниже температуры начала плавления. Результаты испытаний на растяжение приведены в таблице 6.

После этого проводили печати изделий в виде 8 цилиндров диаметром 12 мм и высотой 70 мм, после чего проводили обточку с целью получения образцов для испытаний на длительную прочность, удовлетворяющих требованиям ГОСТ 10145. Испытания проводили при температуре 250°С и различных уровнях нагрузки. В процессе испытаний регистрировали время до разрушения образца с момента нагружения.
Результаты исследований образцов на длительную прочность при 250°С представлены на графике (фиг. 6). Из результатов видно, что материал после печати обладает высоким сопротивлением разрушению при повышенной температуре. Уровень длительно прочности образцов на базе 100 часов превышает 120 МПа.
Таким образом, согласно приведенным данным и примерам предложенная задача решается, а указанный технический результат достигается за счет следующей совокупности существенных признаков, характеризующих предложенную группу изобретений:
Алюминиевый сплав, содержащий кремний, медь, магний, железо, никель, марганец, хром, ванадий, отличающийся от прототипа тем, что дополнительно содержит, по крайней мере, один элемент из группы: цирконий, гафний, титан, а также кислород (в случае порошкового материала), при следующем соотношении компонентов, мас.%:
при этом содержание марганца, хрома и ванадия выбрано с учетом их максимальной растворимости в алюминии для обеспечения предотвращения образования избыточных первичных интерметаллидов, а суммарное содержание легирующих элементов, за исключением кремния, меди и магния, не превышает 5 мас.%.
В жаропрочном алюминиевом сплаве сформирована ультрадисперсная структура кремния.
Также заявлен порошковый материал на основе описанного алюминиевого сплава для изготовлении изделий с использованием аддитивных технологий, полученный распылением расплава алюминиевого сплава в азоте с добавкой кислорода, при этом в составе порошкового материала дополнительно содержится кислород в количестве 0,001-0,2 мас.%. В свою очередь сплав не содержит кислород в качестве легирующего элемента (т.е. выше равновесной концентрации) во избежание загрязнения расплава оксидными пленами, являющимися следствием высокой реакционной способности алюминия и кислорода, что приводит к повышенной газовой пористости из-за осаждения газов на них, а также препятствуют нормальному процессу производства порошка вследствие забивания сопла форсунки.
Изделие из предложенного порошкового материала на основе алюминиевого сплава, изготовленное с использованием аддитивной технологии, в состоянии после изготовления или термической обработки содержит в структуре материала фазу на основе кремния размером не более 6 мкм и имеет предел прочности при комнатной температуре не менее 320 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2018 |
|
RU2744075C2 |
| ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2019 |
|
RU2741022C1 |
| ЖАРОПРОЧНЫЙ КОРРОЗИОННО-СТОЙКИЙ ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ ИЗ НЕГО | 2019 |
|
RU2742098C1 |
| ЖАРОПРОЧНЫЙ ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ | 2019 |
|
RU2730821C1 |
| АЛЮМИНИЕВЫЙ МАТЕРИАЛ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ИЗ ЭТОГО МАТЕРИАЛА | 2022 |
|
RU2804221C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ С ВЫСОКОЙ ТЕПЛОПРОВОДНОСТЬЮ | 2020 |
|
RU2752489C1 |
| МАТЕРИАЛ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДОВ АЛЮМИНИЯ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2023 |
|
RU2818706C1 |
| ПОРОШКОВЫЙ АЛЮМИНИЕВЫЙ МАТЕРИАЛ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДАМИ АДДИТИВНЫХ ТЕХНОЛОГИЙ | 2023 |
|
RU2805736C1 |
| ТЕРМОКОРРОЗИОННОСТОЙКИЙ АЛЮМИНИЕВЫЙ СПЛАВ | 2016 |
|
RU2636548C1 |
| Сплав на основе алюминия | 2017 |
|
RU2661525C1 |




Группа изобретений относится к металлургии и включает жаропрочный алюминиевый сплав, порошковый алюминиевый материал и изделие из него, изготовленное с использованием аддитивной технологии. Жаропрочный алюминиевый сплав содержит, мас.%: кремний 7,0-8,85, медь 1,0-3,0, магний 0,5-2,0, железо 0,5-2,0, никель 1,0-2,5, марганец 0,45-1,3, хром 0,1-0,45, ванадий 0,1-0,45, цирконий, и/или гафний, и/или титан 0,1-0,5, алюминий и неизбежные примеси – остальное. Содержание марганца, хрома и ванадия выбрано с учетом их максимальной растворимости в алюминии для обеспечения предотвращения образования избыточных первичных интерметаллидов. Суммарное содержание легирующих элементов, за исключением кремния, меди и магния, не превышает 5 мас.%. Изделие, полученное из порошкового материала на основе алюминиевого сплава с использованием аддитивных технологий, содержит в структуре фазу кремния размером не более 6 мкм и обладает пределом прочности не менее 320 МПа. Обеспечивается высокая технологичность при печати с использованием аддитивных технологий и повышение характеристик прочности. 3 н. и 2 з.п. ф-лы, 6 ил., 6 табл., 3 пр.
1. Жаропрочный алюминиевый сплав, содержащий кремний, медь, магний, железо, никель, марганец, хром, ванадий, отличающийся тем, что он дополнительно содержит по крайней мере один элемент, выбранный из группы, включающей цирконий, гафний, титан, при следующем соотношении основных компонентов, мас.%:
при этом содержание марганца, хрома и ванадия выбрано с учетом их максимальной растворимости в алюминии для обеспечения предотвращения образования избыточных первичных интерметаллидов, а суммарное содержание легирующих элементов, за исключением кремния, меди и магния, не превышает 5 мас.%.
2. Жаропрочный алюминиевый сплав по п. 1, отличающийся тем, что в нем сформирована ультрадисперсная структура кремния.
3. Порошковый материал на основе алюминиевого сплава для изготовления изделий с использованием аддитивных технологий, отличающийся тем, что он выполнен на основе жаропрочного алюминиевого сплава по п. 1 или 2.
4. Порошковый материал по п. 3, отличающийся тем, что он получен распылением расплава алюминиевого сплава в азоте с добавкой кислорода и содержит кислород в количестве 0,001-0,2 мас.%.
5. Изделие из порошкового материала на основе алюминиевого сплава, изготовленное с использованием аддитивных технологий, отличающееся тем, что оно изготовлено из порошкового материала по п. 3 или 4 и в состоянии после изготовления или термической обработки содержит в структуре материала фазу на основе кремния размером не более 6 мкм и имеет предел прочности при комнатной температуре не менее 320 МПа.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2018 |
|
RU2688314C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2017 |
|
RU2673593C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЯ ИЗ НЕГО | 2006 |
|
RU2327758C2 |
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
| US 5217546 A, 08.06.1993 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| US 6183887 B1, 06.02.2001. | |||

