Изобретение относится к машиностроению, в частности к ремонтному и единичному производствам, а также к изготовлению подшипников трения скольжения из древесно-металлических композитов.
Известен способ изготовления антифрикционных изделий (RU, патент №2185533; F16C 33/08), заключающийся в нарезании на несущей поверхности изделий канавок и фиксации к ней антифрикционной полимерной пленки путем запрессовки ее участков в канавки и заполнения оставшегося объема канавок жидкой полимерной композицией с последующим ее отверждением. Запрессовку производят путем раздачи антифрикционной полимерной пленки упругим элементом, который оставляют в канавке. Кроме того, в качестве упругого элемента используют предварительно сжатое металлическое разрезное кольцо.
Недостатками предложенного способа является ограничение величины давления прессования полимерной пленки упругими свойствами металлического разрезного кольца, а также избыточную податливость конструкции подшипника скольжения ввиду наличия упругого элемента.
Известен способ изготовления втулок подшипников скольжения и устройство для его осуществления (RU, патент №2306197, B22F 5/10), заключающийся в спекании железного порошка между матрицей и роликом-электродом, с последующей обработкой получаемой ленты магнитным полем и замыкания ее во втулку подшипника.
Недостатками предложенного способа является отсутствие возможности учета влияния состава композиции материала втулки на прирабатываемость подшипника скольжения, использование энергозатратного спекания с индуцированием для формирования целостности втулки, а также сложность соединения ленты во втулку с учетом наличия стыкового шва.
Задачей изобретения является увеличение технологичности изготовления подшипника скольжения.
Поставленная задача достигается тем, что в способе изготовления втулки подшипника скольжения в зазор между валом и корпусом подшипника под давлением подается древесно-металлический композит, с последующими циклами нагнетания давления и разгрузки до затвердевания композита; причем при заполнении зазора вал приводится во вращение с номинальной (эксплуатационной) частотой и нагружается силой, приложенной со стороны консоли вблизи торца корпуса подшипника, по величине соответствующей эксплуатационной нагрузке.
Давление прессования древесно-металлического композита и момент разгрузки лимитируются критерием PV, где Р - давление прессования, V - скорость вращения вала, характеризующим эффект схватывания между валом и втулкой.
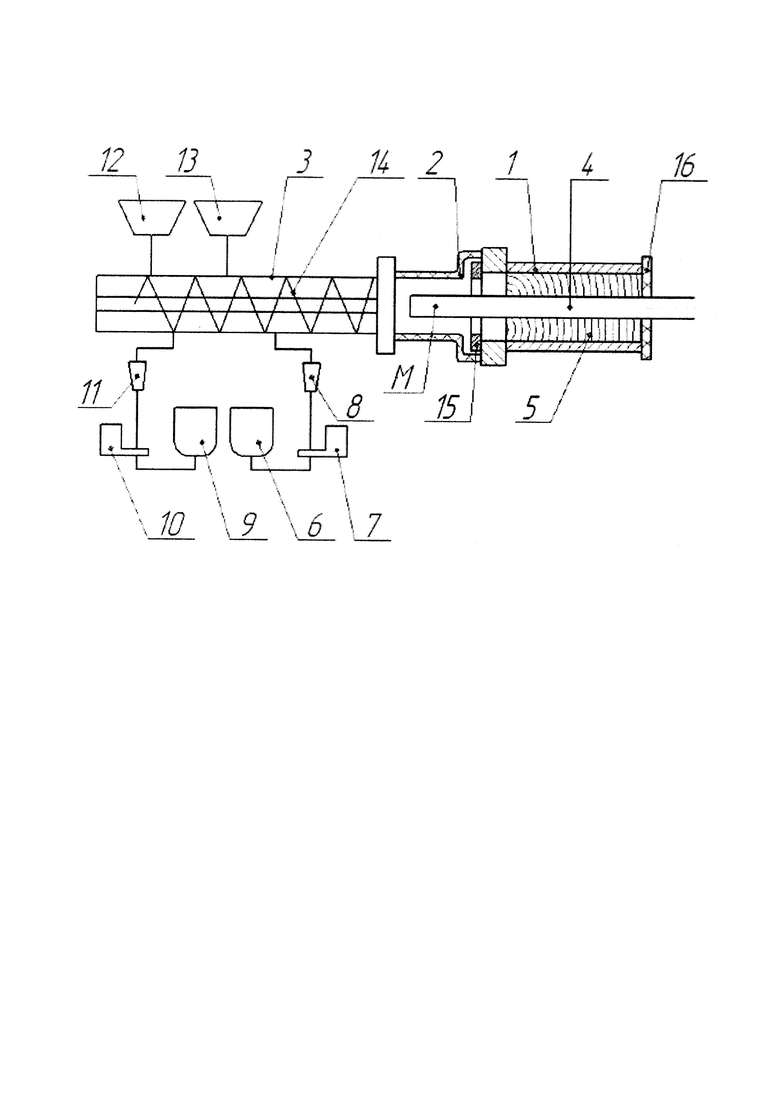
На фиг. показан стенд для изготовления втулки подшипника скольжения.
Состав композита назначается исходя из необходимости обеспечения высокой теплопроводности подшипника и обеспечения тем самым стабильных условий его работы в принятом диапазоне скоростей вращения, а также демпфирующей способности, позволяющей подшипнику работать в условиях циклического (в том числе ударного) нагружения. Результатом этого выступает повышение технологичности изготовления подшипника и уменьшение биения вала.
Отличительной особенностью аналогичных подшипников скольжения является то, что вкладыши, кольца, втулки, теплопроводящие элементы, а также элементы маслоподачи, усложняют конструкцию; кроме того, с увеличением количества составляющих элементов возрастает ее податливость и динамическая нестабильность в целом. Это приводит к возмущениям динамического характера со стороны центрируемого вала и обусловливает протекание необратимых пластических деформаций древесины. Следствием отмеченных процессов является увеличение продолжительности приработки пары трения «вал-втулка», отличающегося повышенным износом втулки.
При монтаже аналогичных подшипников на валу, как правило, не учитывается начальное состояние вала в месте посадки, в частности в отношении его геометрии и параметров состояния поверхности: шероховатости, дефектного состояния и проч. Это приводит к снижению эффективности работы подшипников и сокращает их технический ресурс.
В предложенном способе изготовления втулки подшипника скольжения втулка формируется непосредственно на центрируемой (опираемой) детали; при этом последней придается вращение с частотой, соответствующей диапазону номинальных значений, и нагружение силой по величине соответствующей эксплуатационной нагрузке.
При формировании втулки одновременно происходит ее приработка по посадочному отверстию, основанная на способности композита при трении легко пластически деформироваться и увеличивать площадь фактического контакта, что приводит к снижению местного давления и температуры на поверхности подшипника.
Таким образом, отличие предложенного способа состоит в возможности обеспечения адаптированных функциональных качеств подшипника, обеспечиваемых при ремонтных работах или в условиях единичного производства, исходя из начального технического состояния вала. Это приводит к сокращению периода приработки подшипника и повышает технологичность его изготовления.
На фиг. показан стенд для изготовления втулки подшипника скольжения.
Поставленная задача достигается тем, что к корпусу 1 подшипника подсоединяется эластичный контур давления 2 экструдера 3, где перемешивается композит. Эластичный контур позволяет валу 4, находящемуся во вращении, сохранять степень свободы и совершать колебательные перемещения, гашение которых предполагается обеспечить при формировании втулки 5 подшипника.
Экструдер 3 содержит расходную емкость отвердителя 6, откуда насосом-дозатором 7 он перекачивается через расходомер 8. Аналогично раствор связующего из расходной емкости 9 насосом дозатором 10 подается через расходомер 11. Наполнитель, в состав которого входит порошок из древесины и меди, подается в экструдер 3 из расходных емкостей 12 и 13 соответственно шнеком 14, расположенным в экструдере 3, где происходит процесс перемешивания. В процессе перемешивания получаемый композит проходит через фильеру 15. Фильера 15 выполнена с кольцевым вырезом, внутренний и внешний радиусы которого соответствуют внутреннему и внешнему радиусам формируемой втулки подшипника 5.
Перемешивание компонентов древесно-металлического композита происходит в основном за счет перемазывания связующего с частицы на частицу.
При вращении шнека 14 композит поступает в эластичный контур давления 2, а затем - в зазор между валом 4 и внутренней поверхностью корпуса 1 подшипника под давлением прессования Р.
Вал 4, приводимый во вращение в диапазоне номинальных частот, лишенный опоры, на месте которой предполагается формировать подшипник скольжения, совершает свободные колебания при отсутствии внешнего воздействия и без поступления энергии извне, исключительно за счет энергии, заданной приводом. При формировании втулки вал нагружается силой Н от массы М, по величине соответствующей эксплуатационной нагрузке, и прикладываемой со стороны консоли, вблизи торца корпуса 1.
Для предотвращения перегрева поверхности вала, в результате которого связующее в структуре композита может предварительно отверждаться и также создавать условия повышенной адгезии к металлической поверхности, часть вала по длине формируемой втулки охлаждается до температуры 12°C. Использование охлаждения приводит к тому, что температура поверхности вала становится ниже точки росы. Образуемый при этом конденсат ослабляет налипание связующего.
Заполняя зазор между валом 4 и корпусом 1, композит образует втулку 5, плотностью, определяемой давлением, развиваемым шнеком 14. Поскольку со стороны корпуса 1, противоположной направлению подачи смеси, имеется торцевое уплотнение 16, композит по мере подачи прессуется; при этом на вращающийся вал 4 в радиальном направлении передается нагрузка Н от массы М со стороны консоли вблизи торца корпуса подшипника.
Согласно закону Паскаля для гидравлических жидкостей, давление со стороны композита распределяется равномерно по внутреннему объему между валом и корпусом 1, чем, с одной стороны, обеспечивается центрирование вала 4, а с другой, - создаются условия для гашения вибрации.
В ходе прессования за счет вращения вала 4 формируется посадочный диаметр втулки подшипника и одновременно происходит ее приработка.
Развиваемое шнеком 14 давление прессования Р реализуется последующими циклами нагнетания и разгрузки до затвердевания композита; причем увеличение давления прессования и момент разгрузки лимитируются критерием PV, где Р - давление прессования, V - скорость вращения вала, характеризующимся возрастающим моментом трения Мтр, значение которого ограничивается проявлением эффекта схватывания между валом 4 и втулкой 5.
При изначально заданной частоте вращения вала, соответствующей диапазону номинальных частот при эксплуатации с учетом его диаметра, окружная скорость оказывается постоянной и определенной.
Таким образом, в процессе формирования втулки контролируемым параметром оказывается момент трения Мтр на валу, развиваемый материалами пары трения «вал-втулка», фиксирование которого осуществляется, например, по величине тока Iя в обмотке возбуждения якоря электродвигателя привода вала 4.
Повышение давления при прессовании композита прекращается с момента проявления краткотечного возрастания величины Iя относительно значения, соответствующего номинальному. Косвенными параметрами контроля могут выступать также мощность привода и температура поверхности вала в месте соединения с втулкой.
Количество циклов нагнетания давления и разгрузки должно составлять не менее пяти.
По мере завершения прессования, давление в корпусе 1 поддерживается постоянным, а привод вала 4 не отключается. Сформированная таким образом втулка подвергается высушиванию, в процессе которого происходит стабилизация ее размеров.
Окончательной операцией после сушки, при необходимости, является механическая обработка торцов подшипника.
Результаты оценки эффективности заявляемого способа изготовления втулки подшипника скольжения проводились при оценке вибрации на валу по известным методикам (ГОСТ ИСО 7919-1-2002 Вибрация. Контроль состояния машин по результатам измерений вибрации на вращающихся валах. Общие требования. ГОСТ ИСО 5348-2002 Вибрация и удар. Механическое крепление акселерометров).
Ниже приводится пример осуществления заявляемого способа.
Пример. Вал, установленный на стенд, крепился в одной из двух подшипниковой опоре и подключался к приводу (электродвигатель постоянного тока с редуктором). Привод обеспечивал вращение вала с угловой частотой от 10 до 110 рад/с. Корпус подшипника устанавливался на вал в месте расположения второй опоры, после чего подсоединялся к экструдеру через эластичный контур давления. К электродвигателю привода вала подключался амперметр. К валу подсоединялся акселерометр и термопара (условно не показаны).
После включения привода вала и экструдера происходило заполнение внутреннего объема, образованным зазором между валом 4 и корпуса подшипника 1, древесно-металлическим композитом. При этом со стороны консоли вблизи торца корпуса подшипника подвешивался груз массой 15 Н.
Давление прессования Р ограничивалось возрастанием величины Iя на якоре электродвигателя, относительно значения зафиксированного изначально (без нагрузки), с отключением привода. Одновременно проводилось фиксирование температуры на контакте «вал-втулка» с регистрацией амплитудной характеристики колебаний вала.
Процесс нагнетания нагрузки дублировался до 5 раз, после чего нагрузка удерживалась постоянной при вращении вала в течение 1 мин. Результаты этих измерений сведены в таблицу.
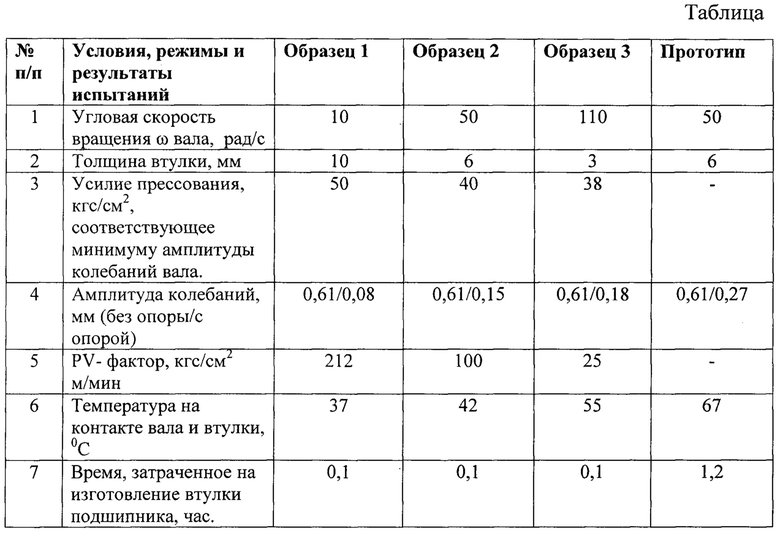
Из приведенной таблицы следует, что толщина формируемой втулки, угловая скорость вращения вала и амплитуда его колебаний имеют корреляцию, характер которой близок к линейному. Установлено, что применение предложенного способа изготовления втулки подшипника скольжения, по сравнению с прототипом, позволит существенно уменьшить вибрационные возмущения на валу, понизить температуру на контакте вала и втулки и сократить время, затрачиваемое на ее изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДРЕВЕСНО-МЕТАЛЛИЧЕСКИЙ КОМПОЗИТ ДЛЯ ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2715319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ | 2018 |
|
RU2727301C2 |
| МЕТОД ОЦЕНКИ ВЕЛИЧИНЫ ИЗНОСА ВТУЛКИ ПОДШИПНИКА СКОЛЬЖЕНИЯ, ВЫПОЛНЕННОЙ ИЗ ДРЕВЕСИНЫ | 2019 |
|
RU2738600C1 |
| Одношнековый пресс-экструдер для изготовления формованных топливных брикетов | 2021 |
|
RU2777823C1 |
| АНТИФРИКЦИОННЫЙ ДРЕВЕСНО-ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2008 |
|
RU2383570C2 |
| РЕЗИНОВЫЙ ПОДШИПНИК | 2015 |
|
RU2595233C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ | 2001 |
|
RU2226240C2 |
| МЕТАЛЛОМАТРИЧНЫЙ КОМПОЗИТ | 2012 |
|
RU2506335C1 |
| МЕТАЛЛОМАТРИЧНЫЙ КОМПОЗИТ | 2007 |
|
RU2367696C2 |
| ШЕСТЕРЕННЫЙ НАСОС-ДОЗАТОР | 2006 |
|
RU2314435C1 |
Изобретение относится к машиностроению, в частности к ремонтному и единичному производствам, а также к изготовлению подшипников трения скольжения из древесно-металлических композитов. Способ изготовления втулки подшипника скольжения заключается в том, что в зазор между валом (4) и корпусом (1) подшипника под давлением подается древесно-металлический композит с последующими циклами нагнетания давления и разгрузки до затвердевания композита. При заполнении зазора вал (4) приводится во вращение с номинальной эксплуатационной частотой и нагружается силой, приложенной со стороны консоли вблизи торца корпуса (1) подшипника, по величине соответствующей эксплуатационной нагрузке. Давление прессования древесно-металлического композита и момент разгрузки лимитируются критерием PV, где Р - давление прессования, V - скорость вращения вала (1=4), характеризующим эффект схватывания между валом и втулкой. Технический результат: увеличение теплопроводности подшипника скольжения и технологичности его изготовления. 1 ил., 1 табл.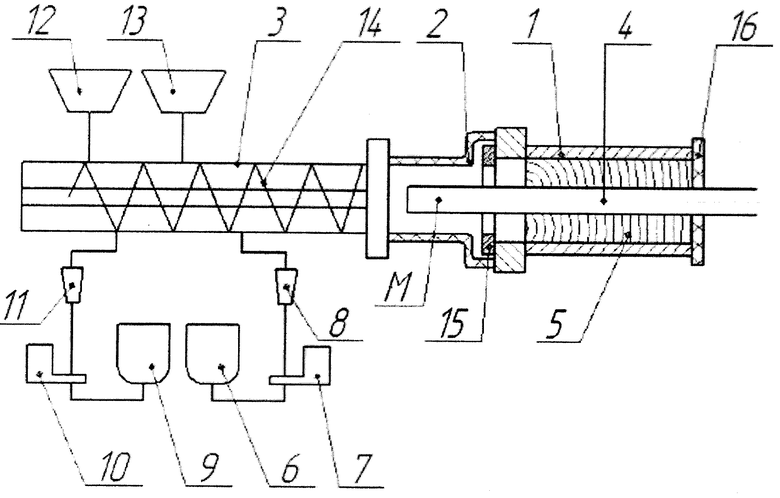
Способ изготовления втулки подшипника скольжения, отличающийся тем, что в зазор между валом и корпусом подшипника под давлением подается древесно-металлический композит с последующими циклами нагнетания давления и разгрузки до затвердевания композита, причем при заполнении зазора вал приводится во вращение с номинальной эксплуатационной частотой и нагружается силой, приложенной со стороны консоли вблизи торца корпуса подшипника, по величине соответствующей эксплуатационной нагрузке, при этом давление прессования древесно-металлического композита и момент разгрузки лимитируются критерием PV, где Р - давление прессования, V - скорость вращения вала, характеризующим эффект схватывания между валом и втулкой.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК ПОДШИПНИКОВ СКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2306197C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041805C1 |
| Подшипник скольжения | 1991 |
|
SU1788353A1 |
| Саморазгружающаяся транспортная система | 1987 |
|
SU1442445A1 |

