Область техники
Группа изобретений относится к области производства санитарно-технического оборудования, а именно к конструкции теплообменных и теплопередающих устройств, и может быть использована, в частности, в системах бытового водоснабжения с применением трубопроводов низкого давления, например, в конструкции бытовых полотенцесушителей.
Уровень техники
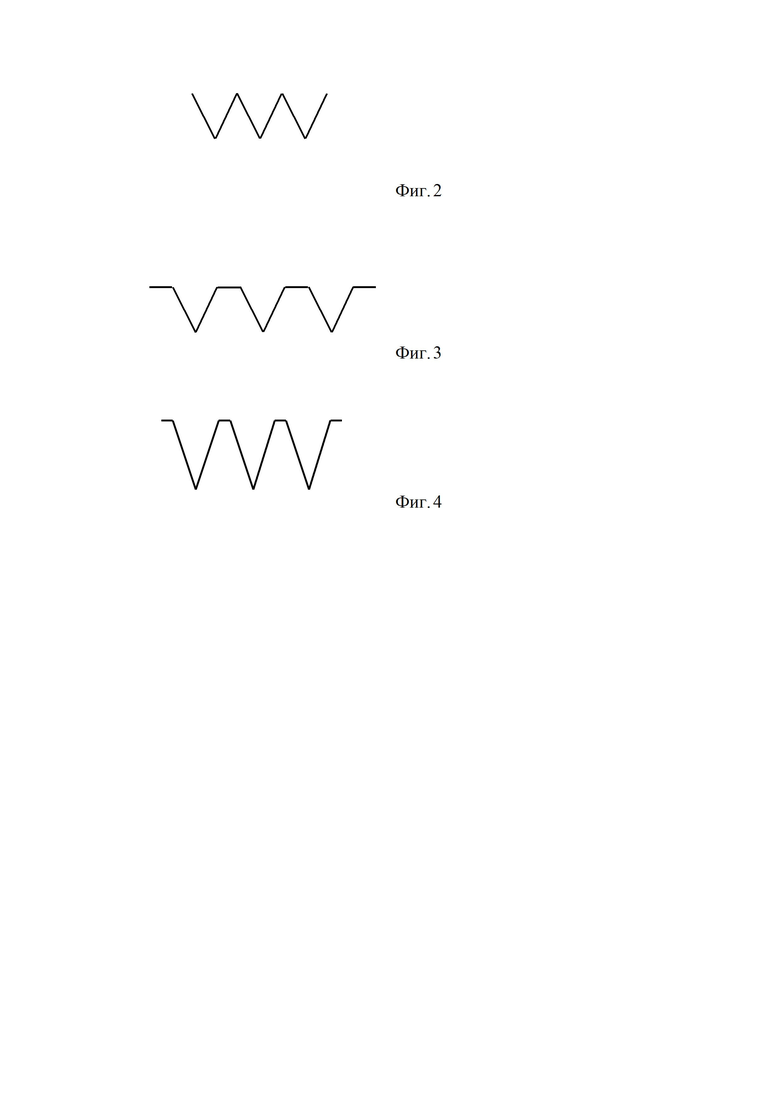
В уровне техники широко представлены способы изготовления изделий, предназначенных для размещения на них гигиенических приспособлений для осушки тела (например, полотенец) с последующим удалением излишней влаги посредством теплового воздействия, т.е. так называемые полотенцесушители. По совокупности свойств материала для изготовления полотенцесушителя применяют преимущественно трубы различного диаметра, выполненные из нержавеющей стали. Особенностью изготовления таких труб, которые изготавливаются из листового металла путем применения электросварки, является их обкатка роликами разного калибра, вследствие чего труба имеет неровности и не имеет идеально круглое сечение. При классической нарезке резьбы с применением резца и плашки необходимо использовать трубы с толщиной стенок не менее 2 мм, поскольку маленькая остаточная толщина стенки при меньшей исходной толщине приводит к снижению надежности конструкции из-за коррозии/электрокоррозии, что может привести к ее разрушению. Пример полной резьбы, нарезанной на стенки с толщиной более 2 мм, представлен на фиг. 1. Классический способ нарезки резьбы не позволяет обеспечить снижение материалоемкости изделия при сохранении приемлемого уровня его надежности.
В случае другого известного из уровня техники способа накатки (т.е. образования деформацией) резьбы посредством роликов с резьбой также не представляется возможным обеспечить представленный на фиг. 1 острый профиль в случае трубы со стенками с толщиной менее 2 мм, поскольку при накатке сложно сделать так, чтобы металл заполнял весь профиль резьбонакатного ролика, образуется неполная резьба (представлено на фиг. 2). Данное обстоятельство снижает надежность соединения, поскольку на неполной резьбе гайка держится преимущественно на кончиках оборотных элементов резьбы.
Также из уровня техники известна проблема, связанная с соприкосновением торца трубы с нарезанной резьбой и фитинга (в частности, прокладкой), в результате которого может возникнуть повреждение фитинга и, соответственно, снижение герметичности соединения. Для устранения отмеченного недостатка обычно применяется вальцовка торцевого участка трубы, т.е. деформация материала торцевого участка в радиальном направлении с последующей обрезкой части материала.
В качестве наиболее близкого аналога предлагаемой группы изобретений можно принять известное решение, согласно которому при изготовлении полотенцесушителя осуществляют накатку резьбы на трубу и последующую вальцовку (RU 2013112703 A, 27.09.2014). Однако в известном способе не показано, каким образом возможно преодоление отмеченных выше препятствий при накатке резьбы на трубах с толщиной стенок менее 2 мм, а также не показано, какими средствами возможно осуществить этапы способа (указание на использование «нестандартного оборудования» не раскрывает такие средства, а также является основанием для вывода о повышенных трудозатратах при осуществлении известного способа ввиду необходимости первоначального изготовления такого оборудования).
Предложенная группа изобретений направлена на преодоление отмеченных недостатков уровня техники и позволяет обеспечить достижение технических результатов, которые будут понятны для специалиста на основании сведений, изложенных в нижеследующих разделах описания.
Раскрытие изобретения
Далее представлены сведения, раскрывающие группу изобретений в предпочтительном варианте осуществления, не предназначенном для ограничения объема испрашиваемой правовой охраны. В рамках данной заявки предполагается, что представленные примеры осуществления сделаны в иллюстративных целях и специалисту будет понятно, что группа изобретений может быть использована также и в смежных областях уровня техники. Например, указание на применение предложенного способа для при изготовлении полотенцесушителя не означает ограничение использования изобретения данным видом продукта. С той же эффективностью предложенный способ может быть использован при изготовлении изделий (либо их комплектующих), которые предполагают использование труб с резьбовым соединением, например, при прокладке отопительной системы загородного дома, транспортировке вещества в каком-либо технологическим процессе и тому подобное.
Термины, используемые при раскрытии технического решения:
Изделие – изделие, которое изготавливается из цилиндрической трубы, с резьбовым соединением по описанному способу.
Поворотный зажим – устройство, предназначенное для закрепления обрабатываемого изделия, и имеющее возможность вращения вокруг одной оси вращения и перемещения вдоль оси вращения резьбонакатной головки. При этом ось вращения передвижного зажима перпендикулярна оси вращения резьбонакатной головки.
На подаче станка – одновременное синхронизированное поступательное движение поворотного зажима с обрабатываемым изделием в сторону резьбонакатной головки вдоль оси вращения резьбонакатной головки и вращение резьбонакатной головки, причем скорость поступательного движения поворотного зажима равна шагу резьбы за один оборот резьбонакатной головки.
На обратной подаче станка – одновременное синхронизированное поступательное движение поворотного зажима с изделием от резьбонакатной головки вдоль оси вращения резьбонакатной головки и вращение резьбонакатной головки в обратном направлении, причем скорость поступательного движения поворотного зажима равна шагу резьбы за один оборот резьбонакатной головки.
Дорн – цилиндрическая металлическая полнотелая деталь, диаметр которого меньше внутреннего диаметра изделия на величину не более 1 мм.
Патрубок изделия – элемент конструкции изделия, который имеет наружную резьбу и предназначен для разъемного резьбового соединения с ответной деталью.
Сверло-фреза – сверло, которое имеет торцевую фрезерную часть, расположенную вокруг сверла на некотором удалении от хвостовика.
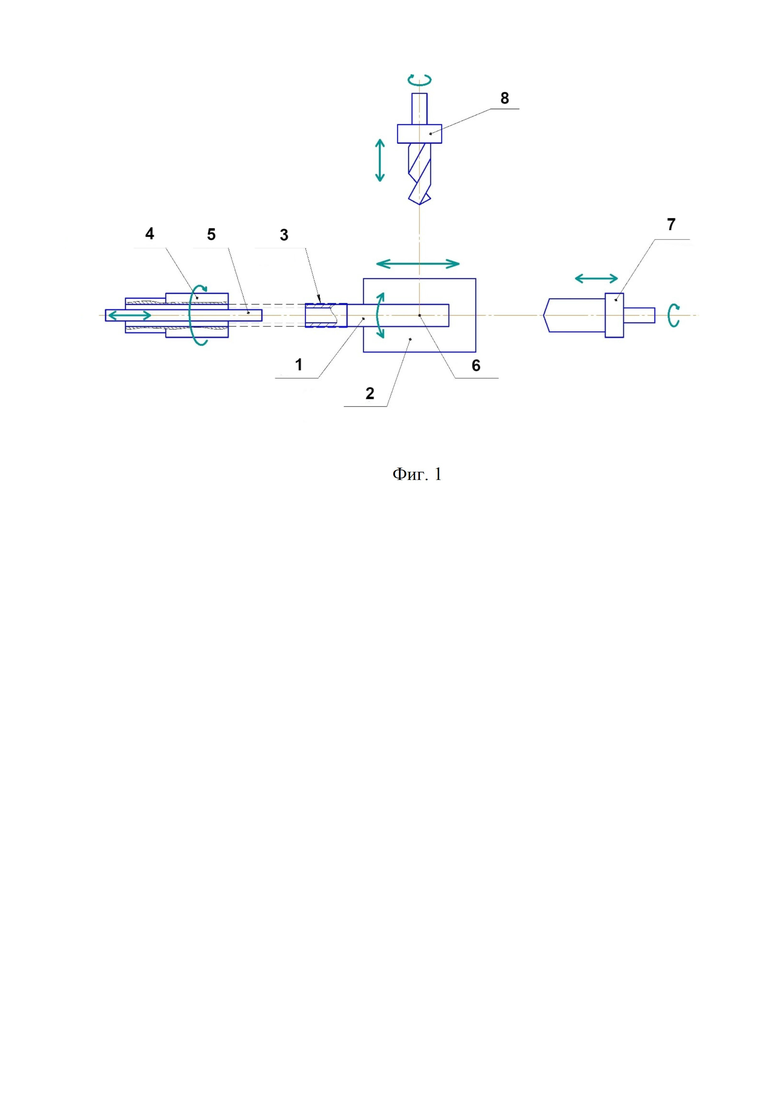
Согласно предложенному решению заявлен способ накатки резьбы, согласно которому в предпочтительном варианте его осуществления изделие 1 подают в поворотный зажим 2 в нужном положении, а именно, торец обрабатываемого патрубка 3 изделия направляют в сторону резьбонакатной головки 4. При установке изделия 1 в поворотном зажиме 2 также обеспечивают соосность обрабатываемого патрубка 3 изделия 1 и резьбонакатной головки 4. Затем изделие фиксируют в поворотном зажиме 2.
На следующем шаге через резьбонакатную головку 4 соосно с патрубком 3 изделия 1 в сторону поворотного зажима 2 выдвигают дорн 5 с вылетом от резьбонакатной головки 4. Механизм подачи дорна переводят в режим перемещения при настраиваемом сопротивлении.
Затем на подаче станка осуществляют накатку резьбы на наружной поверхности патрубка 3. Дорн 5 обжимают в патрубке 3 изделия 1 за счёт уменьшения диаметра изделия при накатке. В процессе накатки резьбы осуществляют контроль глубины захода патрубка 3 в резьбонакатную головку 4. При достижении требуемой глубины захода процесс накатки резьбы останавливают. Осуществляют обратную подачу заготовки, одновременно с обратным вращением резьбонакатной головки 4. После того, как резьбонакатную головку 4 извлекают из зацепления с заготовкой, осуществляют принудительное освобождение дорна 5 из заготовки, после чего движение заготовки продолжают до исходного положения. Поворотный зажим 2 с заготовкой поворачивают вокруг оси вращения зажима 6 на заданный угол. В конце перемещения и вращения поворотного зажима 2 патрубок 3 изделия 1 располагают соосно вальцовочному инструменту 7.
Затем запускают вращение вальцовочного инструмента 7 и его поступательное движение вдоль своей оси в сторону патрубка 3 изделия 1. В момент касания вальцовочным инструментом 7 торца патрубка 3 начинают процесс вальцовки торца. Вальцовку торца заканчивают в момент прохождения вальцовочным инструментом 7 заданного расстояния от исходного положения. Затем вальцовочный инструмент 7 отводят вдоль своей оси в исходное положение. В процессе отвода вальцовочного инструмента останавливают его вращение.
Затем поворотный зажим 2 с изделием 1 поворачивают на следующий заданный угол. После поворота патрубок 3 изделия 1 располагают соосно сверлу-фрезе 8. Начинается вращение сверла-фрезы 8 и его поступательное движение вдоль своей оси в сторону патрубка 3 изделия 1. В момент касания сверлом-фрезой 8 торца патрубка 3 начинают процесс сверления и торцевания патрубка 3. При этом происходит доведение формы отверстия входного патрубка 3 до формы окружности и получение необходимого диаметра этого отверстия, а также торцевание патрубка 3 после вальцовки. Сверление и торцевание заканчивают в момент прохождения сверлом-фрезой 8 заданного расстояния от исходного положения. Затем сверло-фреза 8 отводится вдоль своей оси в исходное положение. В процессе отвода сверла-фрезы 8 останавливают его вращение.
Затем поворотный зажим 2 с изделием 1 поворачивают в положение, при котором патрубок 3 изделия 1 становится соосным резьбонакатной головке 4. После этого на подаче станка осуществляют доводку резьбы на наружной поверхности патрубка 3. При этом осуществляют контроль глубины захода патрубка 3 в резьбонакатную головку 4. При достижении требуемой глубины захода доводку резьбы останавливают. После этого на обратной подаче станка осуществляют вывод патрубка 3 изделия 1 из резьбонакатной головки 4 и возвращают поворотный зажим 2 в исходное положение.
Если у изделия имеется еще один или несколько патрубков, то осуществляют переустановку изделия и повторяют вышеописанные операции для каждого патрубка. После завершения операций со всеми патрубками изделие снимают с поворотного зажима.
Соответственно, в качестве другого объекта группы изобретений предлагается изделие, которое может быть изготовлено при помощи указанного выше способа. В качестве такого изделия в предпочтительном варианте осуществления может быть рассмотрен полотенцесушитель. Следует отметить, что в рамках данной заявки под изделием понимается также составная часть, т.е. деталь изделия, преимущественно представляющая собой трубу, которая может быть использована при конструировании как отдельно взятого изделия, так и являться составной частью более сложной системы, в частности, системы отопления здания.
Краткое описание чертежей
Фиг.1 – схема технологии накатки резьбы;
Фиг.2 – острый профиль резьбы, получаемый на трубах толщиной более 2 мм методом нарезки (аналог);
Фиг.3 – профиль неполной резьбы, получаемой на трубах толщиной до 2мм методом накатки (аналог);
Фиг.4 – профиль полной резьбы, получаемой на трубах толщиной до 2мм методом накатки в соответствии с заявленным способом;
Фиг.5 – участок готового изделия с резьбой, выполненной заявленным способом, вид сбоку;
Фиг.6 – участок готового изделия с резьбой, выполненной заявленным способом, вид 3/4 слева.
В следующем разделе описания приведены сведения о варианте осуществления заявленной группы изобретений, показывающие, каким средствами и методами она может быть осуществлена, а также показывающие, какие технические эффекты должны проявляться при ее осуществлении.
Осуществление изобретения
Для осуществления предложенного способа возможно применение широко представленных в уровне техники токарно-винторезных станков, что обеспечивает простоту и доступность использования. Сущность способа заключается в порядке осуществления операций, а также в применении специализированной оснастки, указанной выше. В качестве объектов воздействия способа далее рассматриваются трубы металлические с толщиной стенок 2 мм и менее.
При осуществлении первоначальной нарезки резьбы предлагается использовать цилиндрическую металлическую деталь, в рамках заявки так называемый «дорн» простое по конструкции устройство, которое вставляется в изделие в момент накатки резьбы. Применение такой детали не позволяет трубе радиально деформироваться в момент накатки резьбы, причем в обычном способе накатки, когда накатывается резьба, труба подвержена сужению, что приводит к невозможности накатки резьбы посредством давления извне. Таким образом, применение дорна в момент первичной накатки резьбы обеспечивает возможность проникания металла изделия в тонкие углубления резьбонакатной головки. Этим обеспечивается возможность формирования на тонкостенных трубах резьбы с увеличенным профилем, приближенной к профилю полной резьбы (фиг.4), что увеличивает надежность соединения. В предпочтительном варианте дорн выполнен из высокопрочных закаленных сортов стали и имеет резьбу на внешней поверхности для возможности его внедрения и извлечения из трубы.
Применение раскрытого выше способа для изготовления полотенцесушителей позволяет снизить материалоемкость изделий, а также повысить прочность конструкции, герметичность и общую надежность конструкции.
Необходимо отметить, достижение указанных технических результатов обеспечивается при выполнении этапов способа именно в раскрытой выше последовательности, то есть таким образом, как это охарактеризовано признаками формулы изобретения.
Поскольку предложенный способ применим на этапе изготовления изделий, соответственно, в объем предложенного решения включены также и изделия, которые могут быть изготовлены посредством применения способа. В предпочтительном варианте в качестве таких изделий рассматриваются полотенцесушители, конструкция которых предполагает наличие резьбового соединения. Однако специалисту будет понятно, что предложенный способ может быть применен при изготовлении и других видов изделий, а также систем, в которых предполагается использование элементов в виде труб и их резьбового соединения, преимущественно, для переноса теплоносителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для закатки труб | 1987 |
|
SU1423221A1 |
| СТАНОК ДЛЯ НАРЕЗКИ РЕЗЬБЫ НА ВТУЛКАХ И СПОСОБ НАРЕЗКИ РЕЗЬБЫ | 2011 |
|
RU2528283C2 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 2004 |
|
RU2254381C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РЕЗЬБОВОГО ПРОФИЛЯ | 2003 |
|
RU2244616C1 |
| Резьбонакатной инструмент | 1977 |
|
SU716693A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1973 |
|
SU394145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
| СТАНОК ДЛЯ НАКАТКИ РЕЗЬБЫ НА ТРУБАХ | 1971 |
|
SU289861A1 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |


Изобретение относится к способу накатки резьбы и изделию, изготовленному с применением этапов способа накатки резьбы. Технический результат заключается в снижении материалоемкости изделий, повышении прочности конструкции и надежности конструкции. 2 н. и 1 з.п. ф-лы, 6 ил.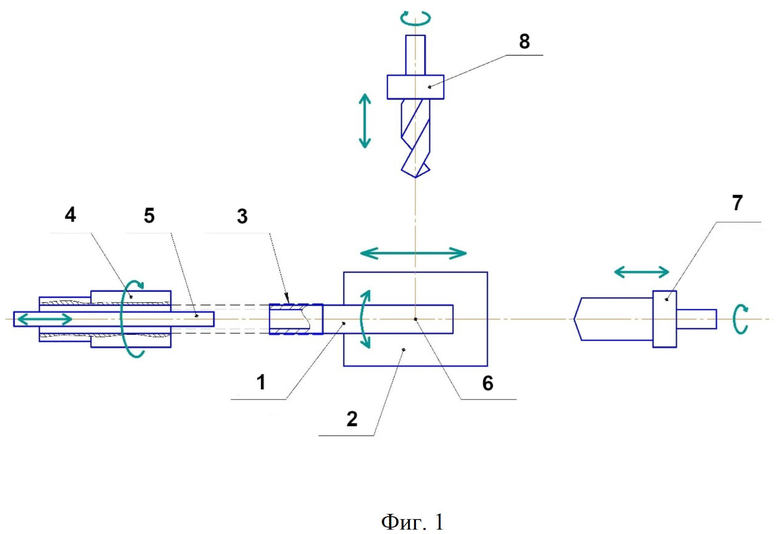
1. Способ накатки резьбы, согласно которому изделие
- подают в поворотный зажим, а торец обрабатываемого патрубка изделия направляют в сторону резьбонакатной головки, обеспечивая соосность патрубка и резьбонакатной головки, изделие фиксируют в поворотном зажиме,
- через резьбонакатную головку соосно с патрубком в сторону поворотного зажима выдвигают дорн с вылетом от резьбонакатной головки, а механизм подачи дорна переводят в режим перемещения при настраиваемом сопротивлении, причем дорн при обжатии изделием перемещают в осевом направлении,
- одновременным синхронизированным поступательным движением поворотного зажима с изделием от резьбонакатной головки вдоль оси вращения резьбонакатной головки и вращением резьбонакатной головки в обратном направлении, причем скорость поступательного движения поворотного зажима равна шагу резьбы за один оборот резьбонакатной головки, осуществляют накатку резьбы на наружной поверхности патрубка таким образом, что дорн обжимают в патрубке за счёт уменьшения диаметра изделия при накатке,
- осуществляют контроль глубины захода патрубка в резьбонакатную головку, и по достижении требуемой глубины захода процесс накатки резьбы останавливают,
- осуществляют обратную подачу изделия одновременно с обратным вращением резьбонакатной головки,
- после того как резьбонакатную головку извлекают из зацепления с изделием, осуществляют принудительное освобождение дорна из изделия, после чего движение изделия продолжают до исходного положения,
- поворотный зажим с изделием поворачивают вокруг оси вращения зажима на заданный угол таким образом, что в конце перемещения и вращения поворотного зажима патрубок изделия располагают соосно вальцовочному инструменту,
- затем запускают вращение вальцовочного инструмента, обеспечивая его поступательное движение вдоль своей оси в сторону патрубка изделия, и в момент касания вальцовочным инструментом торца патрубка начинают процесс вальцовки торца,
- вальцовку торца заканчивают в момент прохождения вальцовочным инструментом заданного расстояния от исходного положения, после чего вальцовочный инструмент отводят вдоль своей оси в исходное положение, останавливают его вращение,
- поворотный зажим с изделием поворачивают на следующий заданный угол, патрубок изделия располагают соосно сверлу-фрезе, и запускают вращение сверла-фрезы и его поступательное движение вдоль своей оси в сторону патрубка изделия,
- в момент касания сверлом-фрезой торца патрубка начинают процесс сверления и торцевания патрубка с доведением формы отверстия входного патрубка до формы окружности и получение необходимого диаметра этого отверстия, а также торцевание патрубка после вальцовки,
- сверление и торцевание заканчивают в момент прохождения сверлом-фрезой заданного расстояния от исходного положения, и затем сверло-фреза отводится вдоль своей оси в исходное положение с единовременной остановкой вращения,
- поворотный зажим с изделием поворачивают в положение, при котором патрубок изделия становится соосным резьбонакатной головке, после чего одновременным синхронизированным поступательным движением поворотного зажима с изделием от резьбонакатной головки вдоль оси вращения резьбонакатной головки и вращением резьбонакатной головки в обратном направлении, причем скорость поступательного движения поворотного зажима равна шагу резьбы за один оборот резьбонакатной головки, осуществляют доводку резьбы на наружной поверхности патрубка, осуществляя контроль глубины захода патрубка в резьбонакатную головку,
- при достижении требуемой глубины захода доводку резьбы останавливают, после чего на обратной подаче станка осуществляют вывод патрубка изделия из резьбонакатной головки с возвращением поворотного зажима в исходное положение.
2. Изделие на основе цилиндрической трубы с резьбовым соединением, отличающееся тем, что резьба резьбового соединения выполнена способом по п.1.
3. Изделие на основе цилиндрической трубы с резьбовым соединением по п. 2, отличающееся тем, что представляет собой полотенцесушитель.
| RU 2013112703 A, 27.09.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТЕНЦЕСУШИТЕЛЯ | 2005 |
|
RU2283903C1 |
| ПОЛОТЕНЦЕСУШИТЕЛЬ ВОДЯНОЙ | 1999 |
|
RU2170540C1 |
| СПОСОБ ПОТОКОВОЙ ПЕРЕДАЧИ ДАННЫХ МЕЖДУ СЕРВЕРОМ И КЛИЕНТОМ | 2003 |
|
RU2331920C2 |

