Изобретение относится к области гальванотехники, в частности к осаждению коррозионностойких покрытий хром-молибден-алмаз с высокими фрикционными свойствами для использования в узлах трения.
При электроосаждении покрытий сплавом хром-молибден на постоянном токе соотношение компонентов по толщине сплавов сильно разнятся и зависят от режима электролиза, а именно: от катодной плотности тока, что обуславливает непостоянство физико-механических характеристик покрытий, в частности, микротвердости. Известен способ электроосаждения в стационарных условиях на постоянном токе покрытий сплавами хром-молибден из сульфатных электролитов, содержащих сульфаты хрома, молибдата натрия, серной кислоты, органических добавок алкиноксихинолина, кристаллического фиолетового [1, 2]. Электролиз проводят в интервале катодных плотностей тока от 15 до 100 А/дм2. Недостатками являются непостоянство состава сплава от плотности постоянного катодного тока. С увеличением плотности тока в указанном интервале содержание хрома снижается от 20-30 до 5-7%, т.е. в 4-4,5 раза. Так же изменяется содержание молибдена от 8-10% до 3-5%.
Наиболее близким к заявленному изобретению является способ осаждения в стационарных условиях на постоянном токе сплавом хром-молибден из сульфатного электролита с кристаллическим фиолетовым: электролиз ведут при катодных плотностях тока от 20 до 60 А/дм2 [2]. Недостатком является значительная зависимость состава покрытий сплавов от плотности тока, высоких температур электролитов. При увеличении катодной плотности тока концентрация молибдена в сплаве снижается с 6 до 1%, что способствует увеличению внутренних напряжений, росту микротрещин, снижению коррозионной стойкости и фрикционных свойств покрытий. Причиной такого сильного изменения физико-химических свойств сплава хром-молибден от катодной плотности тока на постоянном режиме осаждения являются сильные концентрационные изменения ионов Mo(VI) из-за сверх поляризации.
Задача изобретения состоит как в стабилизации состава покрытия по содержанию компонентов, так и в увеличении микротвердости за счет введения ультрадисперсных частиц алмаза.
Техническим результатом является стабилизация состава сплава и получение коррозионно-стойких покрытий хром-молибден-алмаз с содержанием молибдена 2,3-6,2 мас.% и алмаза 0,15-1,86 мас.% с высокими фрикционными свойствами.
Технический результат достигается тем, что способ электроосаждения покрытия хром-молибден-алмаз основан на пропускании тока через сульфатный электролит, содержащий частицы алмаза, при этом электроосаждение проводят с использованием импульсного тока плотностью 10-100 А/дм2 с частотой 0,30-0,35 Гц и скважностью не более 1,35 из сульфатного электролита содержащего, г/л:
при рН 0,7-0,8 и температуре электролита 20-40°С.
Пример. Электролиз проводили с применением импульсного тока, который подавался в электролизер через выпрямитель, управляемый электронным ключом на полупроводниковых триодах. Несимметричный мультивибратор использовался как времязадающий каскад, сигнал с которого поступал на усилитель, собранный по схеме эмиттерного повторителя. Усиленный потокосигнал управляется исполнительным органом с использованием релейной схемы. Частота следования импульсов изменялась от 0,05 до 0,5 Гц и скважностью от 1 до 1,35. Выбранное соотношение частоты и скважности повышает концентрацию ионов молибдена в при поверхностном электродном слое, снижает поляризацию при выделении молибдена и наночастиц алмаза в сплав, что приводит к контролируемому (регулированному) обогащению покрытия молибденом и алмазом при совместном осаждении с хромом.
Начальное соотношение частоты следования импульсов и скважности было следующим 1,01 и 0,032 Гц. В этих условиях с увеличением плотности тока от 10 до 50 А/дм2, содержание молибдена в катодном осадке снижается от 5-6 до 1,2-1,5%, т.е. изменение соотношения компонентов в покрытии практически не отличается от стационарных условий осаждения на постоянном токе.
При повышении скважности до 1,35 и при частоте следования 0,25 Гц наблюдается значительная разность по содержанию компонентов по составу, в этих интервалах осаждения концентрация молибдена уменьшается до 0,85-0,55%, а алмаза до 0,12%, ухудшается качество покрытий по поверхности и краям катода появляются подгары.
С увеличением частоты и при скважности 1,35 в интервале плотностей тока от 10 до 100 А/дм2 соотношение компонентов в покрытии выравнивается. Так при частоте 0,30-0,35 Гц плотности тока 10 и 50 А/дм2 и 50-100 А/дм2 осаждается покрытие с одинаковым и независящем от плотности тока содержанием молибдена и алмаза. Для первого интервала плотности тока концентрация молибдена составляет 2-3%, алмаза 0,15-0,73%, для второго 5-6% и 0,75-1,87% соответственно.
Увеличение частоты свыше 0,35 Гц и скважности свыше 1,35 снижает выход по току на 17-20% из-за явления обусловленного пассивацией катода.
Электроосаждение покрытия хром-молибден-алмаз проводили из сульфатного электролита (г/л): CrO3 120-150, H2SO4 1.2 - 1.5, Na2MoO4 20-40, кристаллический фиолетовый 0,8-1,0, наночастицы алмаза 3 г (дисперсность 40-100 ангстрем), рН 0,7-0,8, t=20-40°С. Электроосаждение покрытий проводили на подложке из стали 10, меди, никеля толщиной 5-10 микрон.
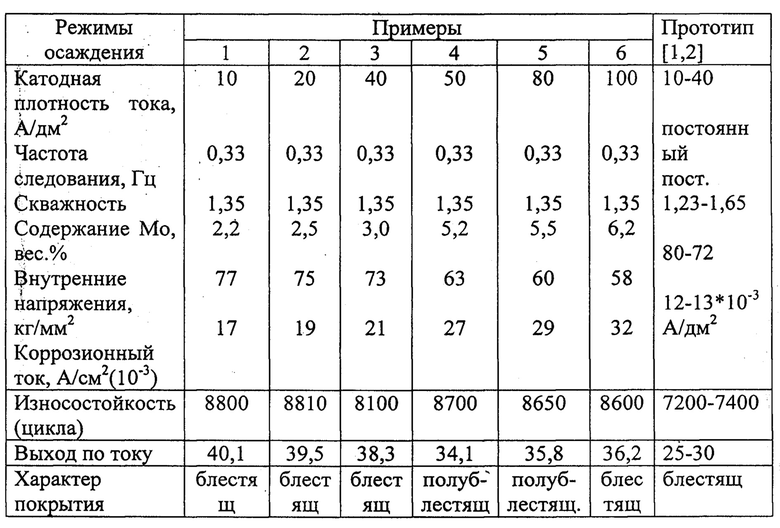
Свойства полученных покрытий отображены в таблице 1, прочность сцепления определяли методом нанесения сетки царапин по ГОСТ 16875-71, внутренние напряжения методом гибкого катода, коррозионные испытания проводили в 3% растворе NaCl, величина коррозионного тока определялась электрохимическим методом. На всех режимах осаждения на импульсном токе осаждается зеркальное блестящее покрытие хром-молибден-алмаз с хорошей адгезией к стальной, медной и никелевой основе.
Как видно из таблицы 1, применение предлагаемого способа осаждения Cr-Мо-алмаз позволяет увеличить выход по току в 1,45-1,6 раза, повысить износостойкость в 1,2 раза, снизить температуру электролита, стабилизировать содержание молибдена в покрытии в интервале плотности тока 10-50 А/дм2 на уровне 2,2-3,0 мас.%, в области 60-100 А/дм2 на уровне 5,5-6,2 мас.%, а алмаза - 0,15-1,87 мас.%.
Источники информации
1. Озеров В.М. Электролит для получения покрытий хром-молибден. А.С. №1592405.
2. Стекольников Ю.А. Электролит хромирования (варианты). / Воржев В.Ф., Стекольникова Н.М. // Патент на изобретение RU 2392356 10.01.2008.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит для осаждения хромового покрытия, легированного молибденом | 2022 |
|
RU2778529C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОХИМИЧЕСКОГО ХРОМ-АЛМАЗНОГО ПОКРЫТИЯ | 2015 |
|
RU2585608C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ ХРОМ-КОБАЛЬТ | 1998 |
|
RU2130091C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 2011 |
|
RU2457288C1 |
| ЭЛЕКТРОЛИТ ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ ЦИНК-ФТОРОПЛАСТ | 2011 |
|
RU2464363C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ХРОМ-АЛМАЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2096535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ КОБАЛЬТ-КАРБИД ВОЛЬФРАМА С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОГО РЕЖИМА ЭЛЕКТРОЛИЗА | 2023 |
|
RU2818200C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2476628C2 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2274684C2 |
Изобретение относится к области гальванотехники, в частности к осаждению коррозионностойких покрытий хром-молибден-алмаз с высокими фрикционными свойствами для использования в узлах трения. Способ электроосаждения покрытия хром-молибден-алмаз основан на пропускании тока через сульфатный электролит, содержащий частицы алмаза. Электроосаждение проводят с использованием импульсного тока плотностью 10-100 А/дм2 с частотой 0,30-0,35 Гц и скважностью не более 1,35 из сульфатного электролита содержащего, г/л: CrO3 120-150; H2SO4 1,2-1,5; Na2MoO4 20-40; кристаллический фиолетовый 0,8-1,0; ультрадисперсные алмазы дисперсностью 40-100 ангстрем 3,0, при рН 0,7-0,8 и температуре электролита 20-40°С. Техническим результатом является стабилизация состава покрытия и получение коррозионно-стойких покрытий хром-молибден-алмаз с содержанием молибдена 2,3-6,2 мас.% и алмаза 0,15-1,86 мас.% с высокими фрикционными свойствами, которые хорошо зарекомендовали себя при восстановлении штоков гидроцилиндров в размер и работе в масляных средах. 1 табл.
Способ электроосаждения покрытия хром-молибден-алмаз, основанный на пропускании тока через сульфатный электролит, содержащий частицы алмаза, отличающийся тем, что электроосаждение проводят с использованием импульсного тока плотностью 10-100 А/дм2 с частотой 0,30-0,35 Гц и скважностью не более 1,35 из сульфатного электролита, содержащего, г/л:
при рН 0,7-0,8 и температуре электролита 20-40°С.
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2392356C2 |
| Электролит для нанесения покрытий на основе хрома | 1978 |
|
SU711181A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ХРОМ-АЛМАЗНЫХ ПОКРЫТИЙ | 1995 |
|
RU2096535C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ НА ОСНОВЕ ХРОМА | 1992 |
|
RU2031982C1 |
| Способ получения дифенилсульфида | 1932 |
|
SU29168A1 |

