Изобретение относится к приспособлениям для резки металлов и может быть использовано при изготовлении заготовок из трудно поддающихся резке материалов, преимущественно высоколегированных сталей с содержанием хрома и никеля, чугуна, сплавов цветных металлов и может быть использовано при изготовлении оборудования в атомном энергетическом машиностроении.
Известно устройство для флюсовой резки металла, снабженное трубкой для подачи флюса в зону резки металла (патент RU №48845 U1, МПК В23К 7/00, приоритет от 27.06.2005 г., опубл. 10.11.2005 г.)
Однако, расположение трубки для подачи флюса в трубке режущего кислорода, расположенной внутри резака, приводит к необходимости подачи флюса в зону резки через головку резака. При резке металла количество подачи флюса не контролируется, что приводит к увеличению его расхода и нестабильной работе резака, в следствии чего происходит быстрый износ трубки за счет истирания стенок трубки, уменьшается количество поступающего флюса в зону резки, процесс резки металла прекращается. Изменение количества подачи флюса приводит к снижению точности размеров заготовки и чистоты выполняемого реза.
Наиболее близким техническим решением, выбранным в качестве прототипа, является насадка для подачи флюса в зону резки, описанная в патенте RU №25294 U1, МПК В23К 7/08, приоритет от 07.06.2002 г., опубл. 27.09.2002 г., содержащая трубопровод для подачи флюса в зону резки, расположенный с внешней стороны резака и соединенный с втулкой (наружное сопло), внутри которой расположена насадка (внутреннее сопло) с выполненными на ее поверхности пазами.
Существенным недостатком известной оснастки является то, что подача флюса осуществляется с одной стороны втулки (наружного сопла), в результате чего не обеспечивается равномерное распределение флюса в полости между втулкой и пазами внутренней насадки, что влияет на точность размеров заготовки и чистоту выполняемого реза. При резке металла количество подачи флюса не контролируется, что приводит к увеличению его расхода и нестабильной работе резака. Также наличие соединительных муфт, установленных в местах изгиба трубопровода, затрудняет подачу флюса к втулке с насадкой из-за скопления в этих местах остаточного флюса и разъеданию стенок трубопровода, что приводит к нестабильной работе резака.
Техническим результатом изобретения является снижение расхода флюса при резке металла с сохранением чистоты выполняемого реза и точности размеров заготовки при подаче флюса с внешней стороны резака.
Технический результат достигается тем, что флюсовая насадка к резаку с внешней подачей воздушно - флюсовой смеси в зону резки, содержащая соосно установленные одна в другую втулку и насадку в виде наружного и внутреннего сопел, наружное сопло соединено трубопроводом для подачи флюса в зону резки через выполненное в нем отверстие, при этом трубопровод прикреплен с внешней стороны резака, внутреннее сопло снабжено выполненными на его поверхности пазами, согласно изобретению, на наружном сопле выполнено диаметрально упомянутому дополнительное отверстие, и соединено отдельным трубопроводом, при этом оба трубопровода соединены с тройником с возможностью равномерного распределения воздушно-флюсовой смеси на два потока, пазы выполнены на торцевой поверхности внутреннего сопла равномерно в количестве восьми штук под углом 45° к оси внутреннего сопла с возможностью фокусирования воздушно-флюсовой смеси в центр поступающего от резака режущего кислорода, шириной и глубиной по одному миллиметру каждый.
Выполнение на наружном сопле дополнительного отверстия, диаметрально имеющемуся и соединение каждого отверстия отдельным трубопроводом с тройником, позволяет обеспечить равномерное распределение на два потока воздушно-флюсовой смеси в полость между соплами насадки с внешней стороны резака, в результате чего обеспечивается стабильная подача воздушно-флюсовой смеси через все пазы внутреннего сопла. Тем самым достигается стабильное горение флюса в зоне резки, что способствует достижению чистоты выполняемого реза и точности размеров заготовки.
Использование воздуха в качестве флюсонесущего газа снижает расход флюса при резке металла в 1,5-2,0 раза. При этом чистота выполняемого реза и точность размеров заготовки сохраняется.
Выполнение пазов равномерно на торцевой поверхности внутреннего сопла в количестве восьми штук под углом 45° к оси внутреннего сопла, шириной и глубиной по одному миллиметру каждый, обеспечивает возможность фокусирования воздушно-флюсовой смеси в центр поступающего от резака режущего кислорода, что способствует уменьшению расхода флюса, при этом чистота выполняемого реза и точность размеров заготовки сохраняется.
Выполнение пазов более восьми штук или менее восьми штук, шириной и глубиной, отличной от одного миллиметра, а также изменение направления фокусирования под другим углом, приводит к увеличению или уменьшению расхода флюса соответственно, в результате чего сохранение чистоты выполняемого реза и точности размеров заготовки не обеспечивается. При изменении угла свыше или менее 45° происходит рассеивание воздушно-флюсовой смеси, смесь не попадает в зону резки металла, в результате чего не происходит полное сгорание смеси. Остатки не сгоревшей смеси будут забивать пазы внутреннего сопла и мундштука, что может привести к получению обратного удара. Изобретение поясняется чертежами, где:
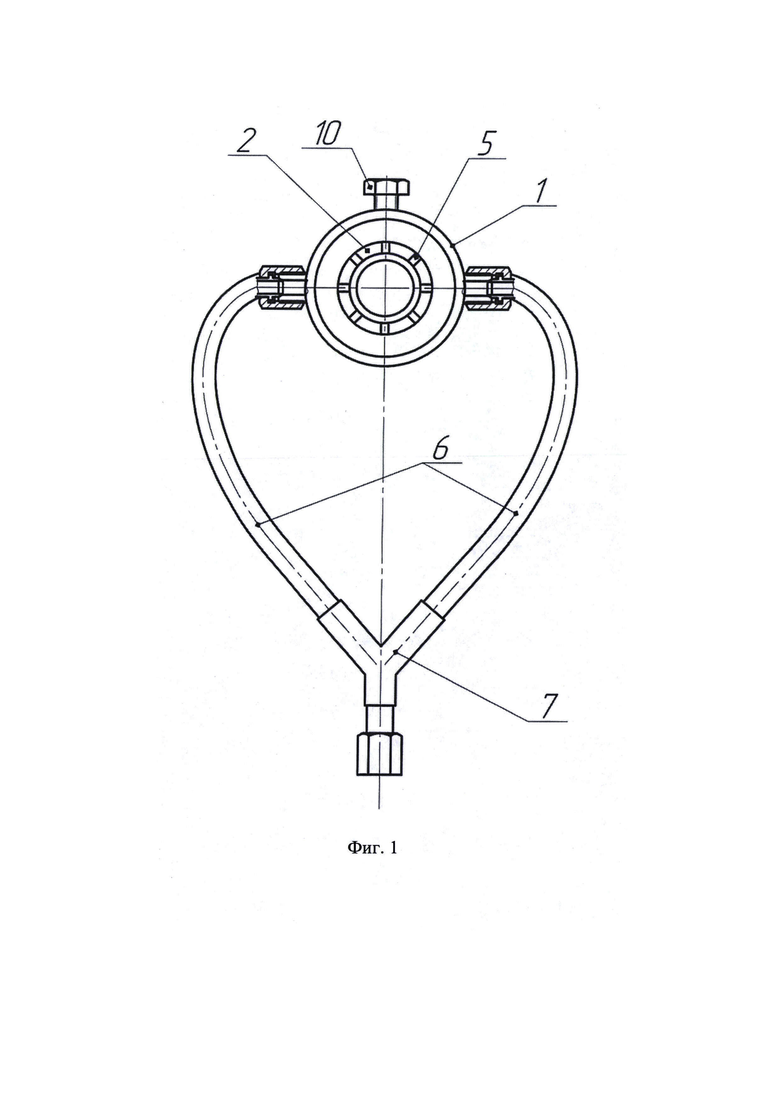
на фиг. 1 - показана флюсовая насадка с установленными соосно одно в другое соплами и подводящими к ним с двух сторон трубопроводами, соединенными с общим тройником, общий вид;
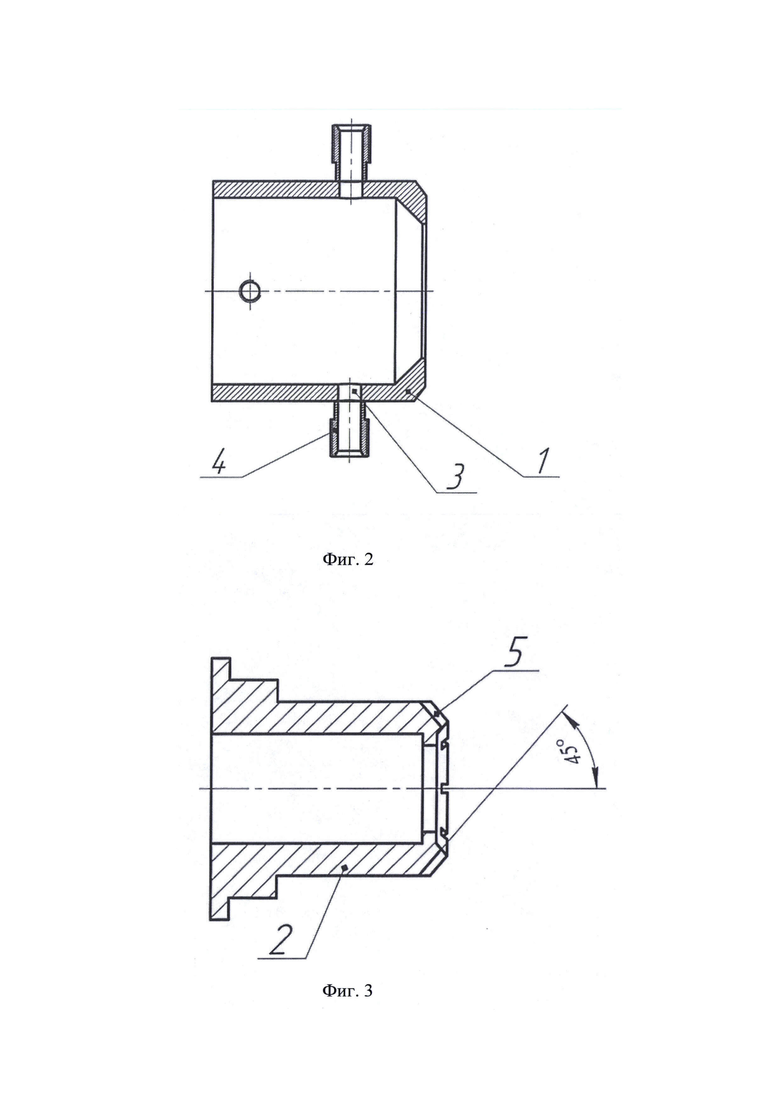
на фиг. 2 - показано отдельно наружное сопло с диаметрально выполненными на его боковой поверхности отверстиями с установленными в них штуцерами для подвода воздушно-флюсовой смеси;
на фиг. 3 - показано отдельно внутреннее сопло с выполненными пазами на его торцевой поверхности под углом 45° к оси сопла, глубина и ширина пазов составляет один миллиметр;
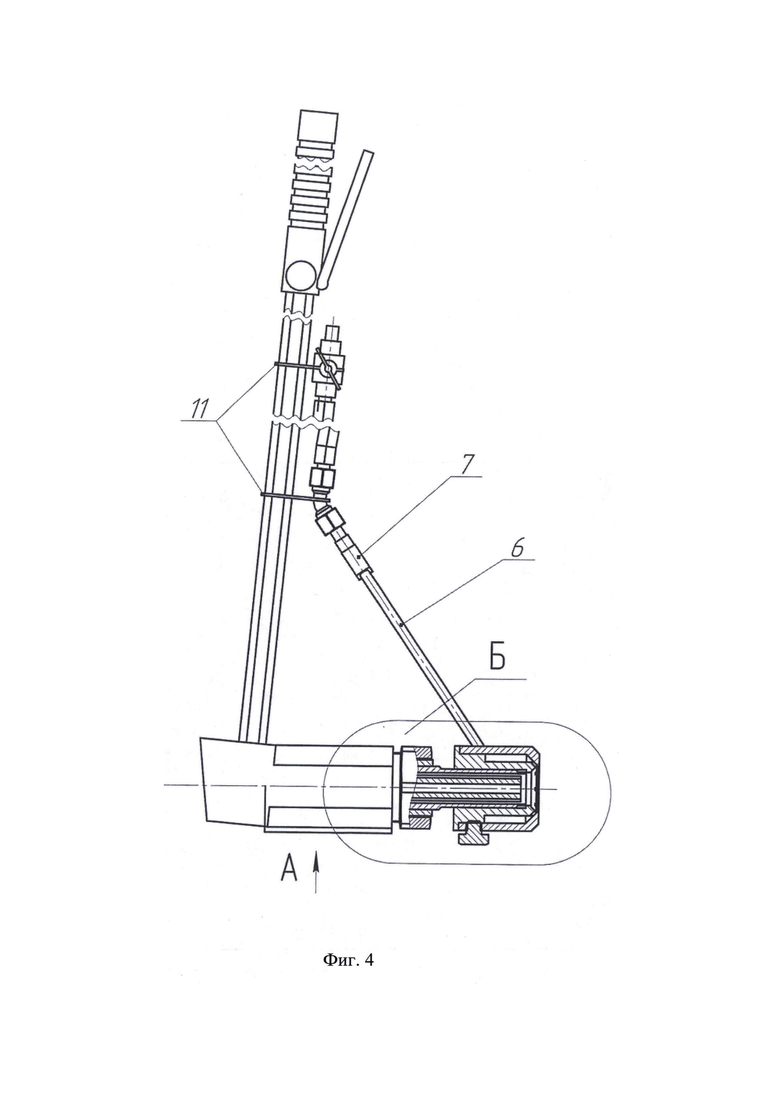
на фиг. 4 - показано крепление флюсовой насадки с внешней стороны резака хомутами для подачи воздушно-флюсовой смеси в зону резки;
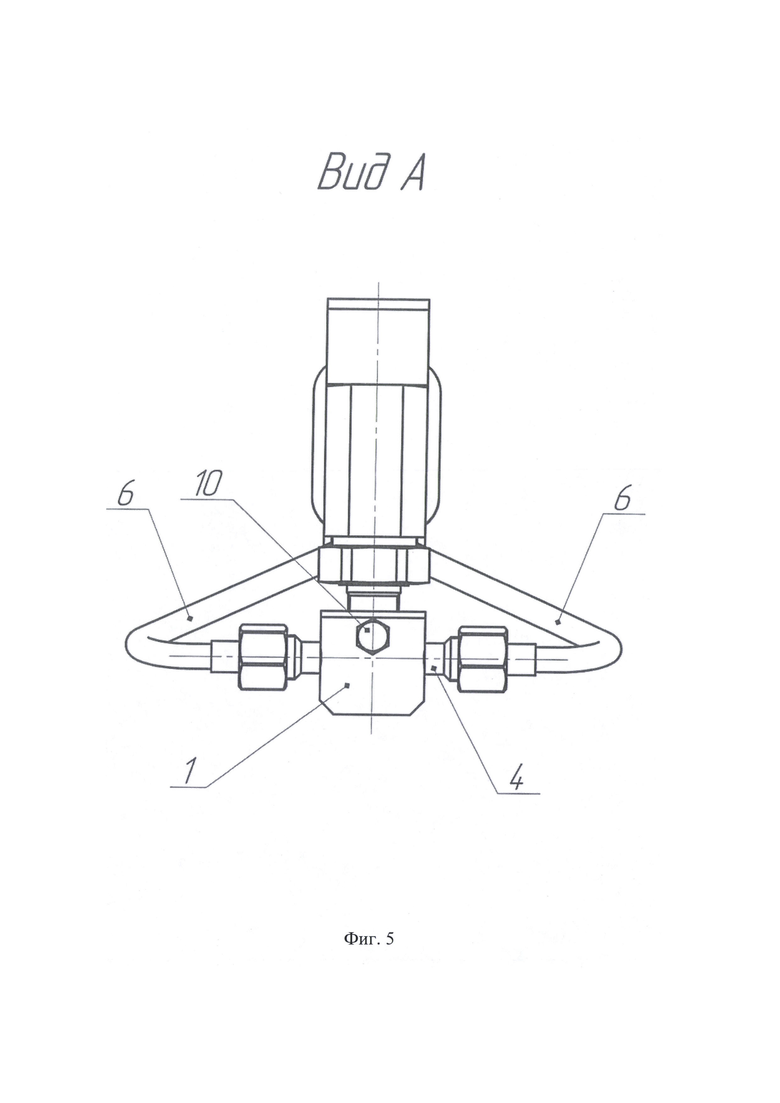
на фиг. 5 - вид А на фиг. 4, показано подведение трубопроводов с двух сторон к соплам и соединение их в диаметрально выполненных отверстиях наружного сопла посредством штуцеров;
на фиг. 6 - вид Б на фиг. 4, показано соосное расположение наружного и внутреннего сопел, установленных одно в другое с размещением в них мундштука резака;
фиг. 7 - разрез В-В на фиг. 6, показана подача воздушно-флюсовой смеси с двух сторон по трубопроводам, поступлении ее в полость между двумя соплами для подачи в центр режущего кислорода под углом 45° через равномерно выполненные пазы на торцевой поверхности внутреннего сопла;
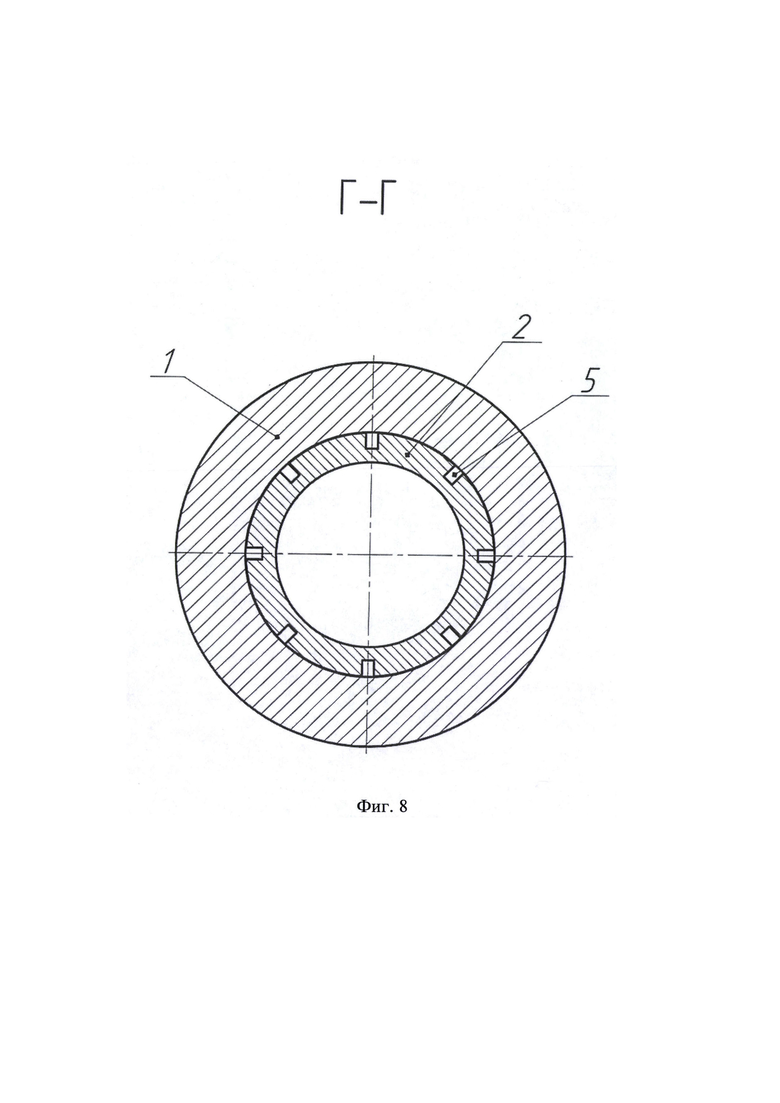
фиг. 8 - сечение Г-Г на фиг. 7, показано равномерное расположение пазов на торцевой поверхности внутреннего сопла, установленного в наружном сопле.
При описании флюсовой насадки позициями на чертежах обозначены:
1 - наружное сопло;
2 - внутреннее сопло;
3 - отверстия на боковой поверхности наружного сопла;
4 - штуцера, закрепленные в отверстиях наружного сопла;
5 - пазы на торцевой поверхности внутреннего сопла;
6 - трубопроводы;
7 - тройник;
8 - мундштук резака;
9 - гильза резака;
10 - болт для фиксации наружного и внутреннего сопел между собой;
11 - хомуты для крепления флюсовой насадки к резаку.
Флюсовая насадка к резаку с внешней подачей воздушно флюсовой смеси в зону резки содержит два сопла: наружное сопло 1 и внутреннее сопло 2. Внутреннее сопло 2 соосно установлено внутри наружного сопла 1 (фиг. 1, 6-8). На боковой поверхности наружного сопла 1 диаметрально выполнены два отверстия 3, в каждом из которых закреплен штуцер 4 (фиг. 2). На торцевой поверхности внутреннего сопла 2 равномерно выполнены пазы 5 в количестве восьми штук (фиг. 3, 8). Пазы 5 выполнены наклонно под углом 45° к оси внутреннего сопла 2, что дает возможность фокусировать воздушно-флюсовую смесь в центр поступающего от резака режущего кислорода. Ширина и глубина каждого паза 5 составляет по одному миллиметру. К каждому штуцеру 4 подведен отдельный трубопровод 6 (фиг. 1, 5, 7). Трубопроводы 6 соединены с общим тройником 7. Тройник 7 подключен к источнику подачи воздушно-флюсовой смеси (не показан) и служит для равномерного распределения смеси на два потока и подачу ее через штуцера 4 в полость между наружным соплом 1 и внутренним соплом 2. Сопла 1 и 2 установлены на мундштуке 8 с гильзой 9 резака (фиг. 6, 7). Распределение воздушно-флюсовой смеси происходит с двух сторон по трубопроводам 6 в полость между двумя соплами 1 и 2. Затем смесь поступает через пазы 5 на торцевой поверхности внутреннего сопла 2 под углом 45° в центр режущего кислорода (фиг. 5, 7, 8). Наружное 1 и внутреннее 2 сопла между собой зафиксированы болтом 10 (фиг. 1, 5, 6). Флюсовая насадка устанавливается на мундштук 8 и крепится с внешней стороны резака хомутами 11 (фиг. 4). Флюсовая насадка может быть применена для всех типоразмеров резака.
Флюсовая насадка к резаку с внешней подачей воздушно флюсовой смеси в зону резки работает следующим образом:
Флюсовую насадку устанавливают на мундштук 8 и закрепляют хомутами 11 с внешней стороны резака. Затем устанавливаем давление воздушно-флюсовой смеси по манометру на источнике (не показан), равное 0,5 атм. Это давление обеспечивает оптимальный вариант при резке металла, позволяет вести резку металла, а также экономию расхода флюса.
При повышении давления более 0,5 атм. происходит большой расход флюса. Часть флюса не сгорает и скапливается в зоне резки, тем самым затруднен процесс резки. В последствии чего ухудшается качество реза и размеры заготовки.
При давлении ниже 0,5 атм. работоспрособность резака равно нулю. После установки давления открывают вентиль на источнике. От источника воздушно-флюсовая смесь подается в тройник 7, далее распределяется по двум трубопроводам 6, и поступает с двух сторон через штуцера 4, установленные в отверстиях 3 в полость между наружным соплом 1 и внутренним соплом 2. Затем смесь поступает через пазы 5 на торцевой поверхности внутреннего сопла 2 и засасывается струей режущего кислорода, поступающего в гильзу 9 резака, и вместе с ним фокусируется в зоне резки металла.
Использование предлагаемой флюсовой насадки при подаче флюса с внешней стороны резака обеспечивает снижение расхода флюса при резке металла за счет образования воздушно-флюсовой смеси, при этом точность размеров заготовки и чистота выполняемого реза сохраняется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резак для кислородно-флюсовой резки | 1976 |
|
SU603806A1 |
| Кислородно-флюсовый резак для удаления поверхностных дефектов | 1984 |
|
SU1180199A1 |
| Способ кислородно-флюсовой зачистки металла | 1979 |
|
SU856704A1 |
| УСТАНОВКА ДЛЯ КИСЛОРОДНО-ФЛЮСОВОЙи | 1965 |
|
SU174513A1 |
| Устройство для резки и разметки листового материала | 1980 |
|
SU939172A1 |
| УСТАНОВКА ДЛЯ КИСЛОРОДНОЙ ФЛЮСО-РЕЗАКОВОЙ И ФЛЮСО-КОПЬЕВОЙ РЕЗКИ МЕТАЛЛОВ, ЖЕЛЕЗОБЕТОНА И ДРУГИХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ, В ТОМ ЧИСЛЕ ВЫСОКОЛЕГИРОВАННОГО СКРАПА | 1995 |
|
RU2066604C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| Способ кислородно-флюсовой зачистки металла и устройство для его осуществления | 1977 |
|
SU904931A1 |
| Флюсовой аппарат | 1990 |
|
SU1743758A1 |
| Способ кислородно-флюсовой резки | 1977 |
|
SU632515A1 |


Изобретение относится к приспособлениям для резки металлов и может быть использовано для резки заготовок из трудно поддающихся резке материалов, преимущественно высоколегированных сталей с содержанием хрома и никеля, чугуна, сплавов цветных металлов. Наружное (1) и внутреннее (2) сопла флюсовой насадки соосно установлены одно в другое. На боковой поверхности наружного сопла (1) диаметрально выполнены два отверстия (3), в каждом из которых закреплен штуцер (4). Каждый штуцер (4) соединен через трубопровод (6) с тройником (6). На торцевой поверхности внутреннего сопла (2) равномерно по окружности выполнены пазы (5) в количестве восьми штук шириной и глубиной один миллиметр. Пазы (5) выполнены под углом наклона 45° к оси внутреннего сопла (2) с возможностью фокусирования воздушно-флюсовой смеси при резке в центр поступающего от резака режущего кислорода. Обеспечивается возможность сохранения точности размеров заготовки и чистоты выполняемого реза при снижении расхода флюса. 8 ил.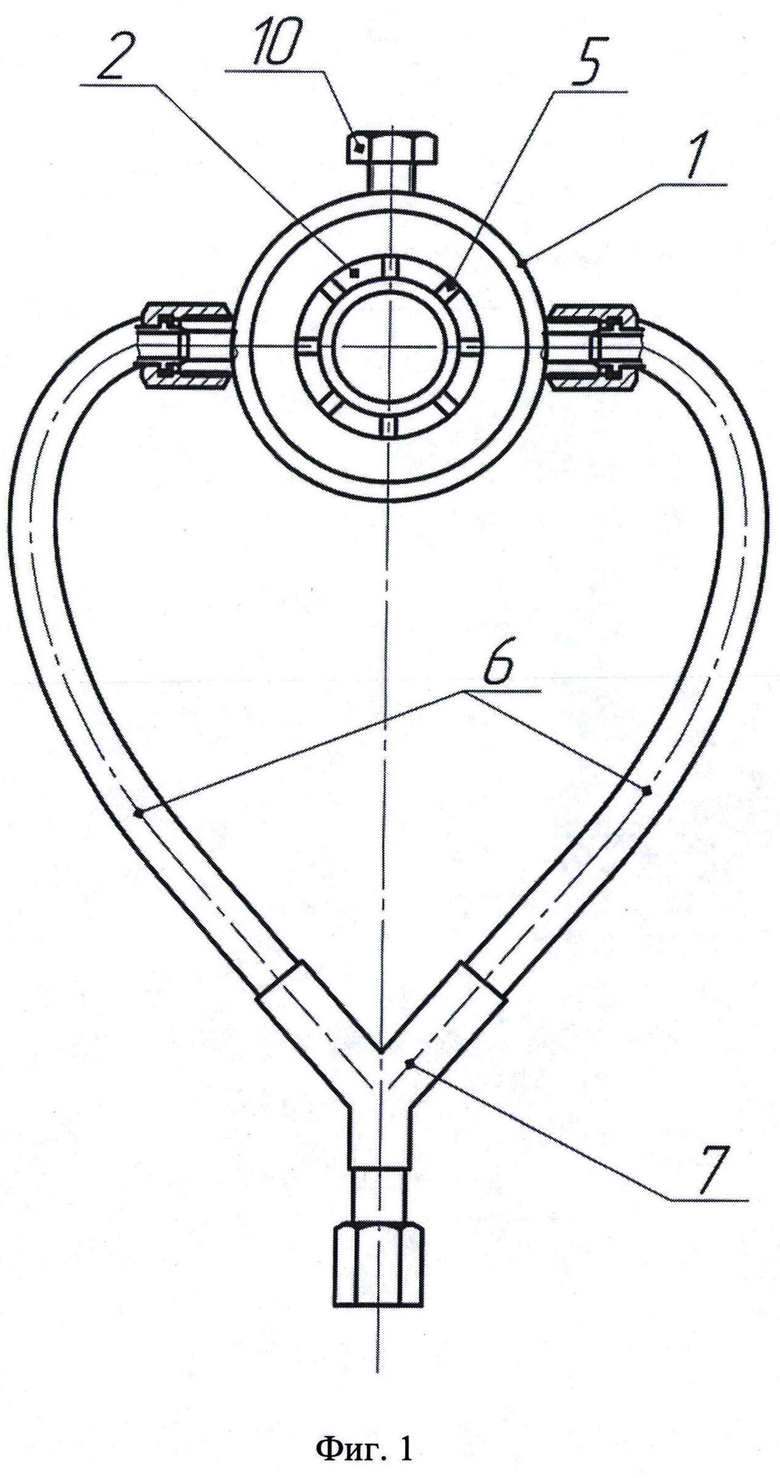
Флюсовая насада к резаку с внешней подачей воздушно-флюсовой смеси в зону резки, содержащая соосно установленные одна в другую втулку и насадку в виде наружного и внутреннего сопел, причем наружное сопло соединено трубопроводом для подачи флюса в зону резки через выполненное в нем отверстие с возможностью прикрепления трубопровода с внешней стороны резака, а внутреннее сопло снабжено выполненными на его поверхности пазами, отличающаяся тем, что на наружном сопле выполнено диаметрально упомянутому дополнительное отверстие и соединено отдельным трубопроводом, при этом оба трубопровода соединены с тройником с возможностью равномерного распределения воздушно-флюсовой смеси на два потока, упомянутые пазы выполнены на торцевой поверхности внутреннего сопла равномерно в количестве восьми штук под углом 45° к оси внутреннего сопла с возможностью фокусирования воздушно-флюсовой смеси в центр поступающего от резака режущего кислорода, шириной и глубиной по одному миллиметру каждый.
| Прибор для отмеривания сыпучих веществ | 1930 |
|
SU25294A1 |
| Способ кислородно-флюсовой зачистки металла и устройство для его осуществления | 1977 |
|
SU904931A1 |
| RU 2009118793 А, 27.11.2010 | |||
| Устройство для резки и разметки листового материала | 1980 |
|
SU939172A1 |
| US 4351676 A, 28.09.1982. | |||

