Изобретение относится к машиностроению и может быть использовано при обработке точных конических отверстий в трубах, валах и подобных деталях. Известно устройство для хонингования конического отверстия, содерж щее несущую оправку и цилиндрический корпус, на котором установлены подвижные в продольном направлении плавающие колодки для абразивных брусков Однако данное устройство не обес печивает высокую точность обработк вследствие недостаточно жесткого крепления колодок, несущих абразивные бруски. Известно также устройство для хонингования конического отверстия, содержащее центральную коническую )оправку, установленной на оправке подвижный в осевом направлении цилиндрический корпус, в окнах которо го расположены подвижные в радиальном направлении колодки с абразивными брусками, и соединенный с цилиндрическим корпусом шток, располо женный коаксиально с конической оправкой и имеющий элементы соединени с внешним приводом С23. Недостатком известного устройства является также то,что оно не обеспе чивает высокую точность обработки из-за консольного крепления централ ной конической оправки. Цель изобретения - повышение точности обработки. Эта цель достигается тем, что устройство для хонингования коничес кого отверстия, содержащее централь ную коническую оправку, установленный на оправке подвижный в осевом направлении цилиндрический корпус, в окнах которого расположены подвижные в радиальном направлении колодки с абразивными брусками, и сое диненный с цилиндрическим корпусом шток , расположенный коаксиально с к нической оправкой, снабжено закрепл ньв«| на концах центральной конической оправки центрир5ш)щими втулками зажимными элементами, клиньями, установленнь 1и между центральной кони ческой оправкой и колодками, подвиж ной нажимной втулкой, расположенной внутри цилиндрического корпуса и находящейся в контакте с клиньями, и толкателем соединенным с нажимной в тулкой и расположенным внутри штока коаксиально с конической оправкой. На фиг. 1 и 2 изображено устройство, продольный разрез; на фиг. 3 то же, поперечный разрез. Устройство для хонингования конического отверстий содержит установленную неподвижно по оси устройства центральную коническзпо оправку 1, имеющую конусность, равную требуемой конусности обрабатываемого отверстия, на которой с Возможностью осевого перемещения расположен цилиндрический корпус 2 с подвижными колодками 3, которые посредством пластин 4 контактирз т с клиньями 5. Клинья 5 внутренними повёрхност5гми опираются на центральную коническую оправку 1, а тыльными торцами соединены с нажимной втулкой 6. Нажимная втулка, в свою очередь, через пружину 7 и кольцо 8 соединена с толкателем 9, установленным коаксиально конической оправке 1. На обоих концах центральной конической оправки t закреплены центрирующие втулки 10 и И с зажимньми элементами в виде винтов 12 и стержней 13. С цилиндрическим корпусе 2 соединен шток 14, расположенный коаксиально конической оправке f. На внешней Поверхности корпуса 2 могут быть установлены полиуретановые направляющие 15. На колодках 3 закреплены абразивные или алмазные бруски 16. Устройство работает следующим образцом. Изделие в виде, например, длинномерной трубы 17 устанавливается на станке в кулачковсж патроне и неподвижном люнете (не показаны). Коническая оправка 1 вводится внутрь труб| г 17 и цилиндричечкого корпуса 2. Центрирующие втулки 10 и 11 надеваются на обрабатываемую трубу 17 и закрепляются посредс-гаом винтов 12 и стержней 13. Цилиндрический корпус 2 получает перемещение посредством штока 14. В начальной стадии обработки до исправления исходных погрешностей трубы разжим брусков 16 ведется через пружину 7, при этом обеспечивается зазор ЧГСфиг. t). На стадии окончательного формирования поверхности повышают удельное давление брусков и устраняется айзор «Г, Подача брусков выполняется через толкатель 9, коль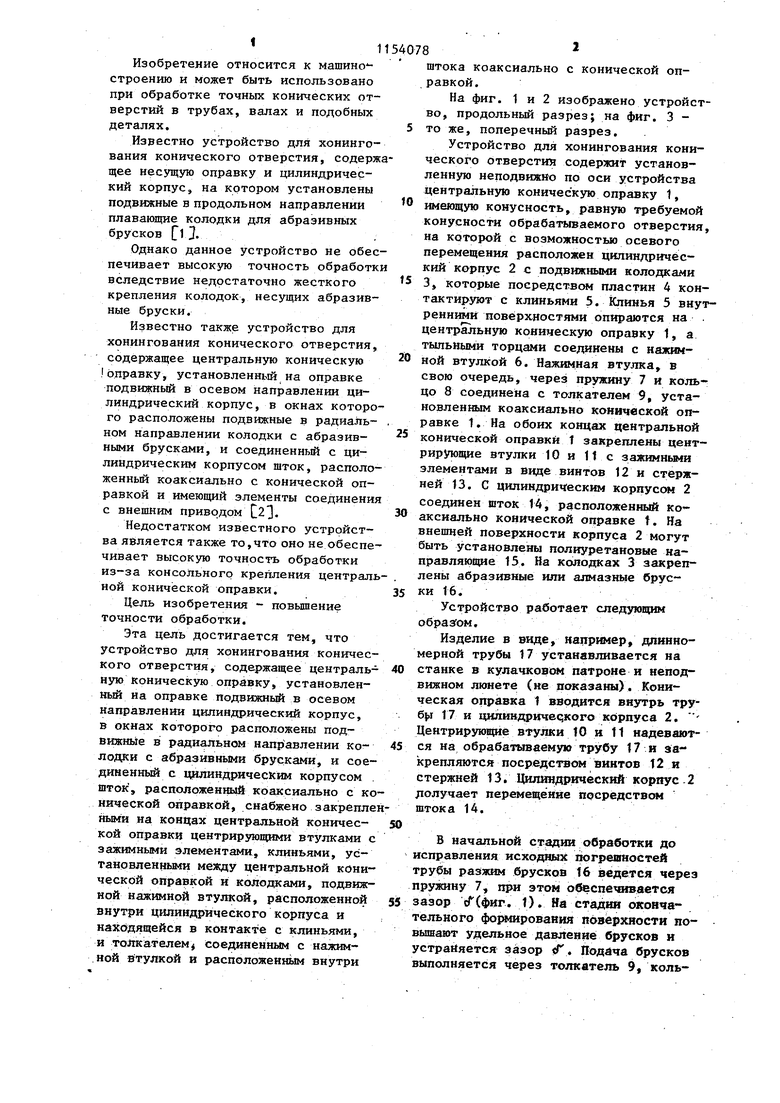

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1949 |
|
SU85356A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2007 |
|
RU2354529C1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ КОНИЧЕСКОГО ОТВЕРСТИЯ, содержащее центральную коническую оправку, установленный на оправке подвижный в осевом направлении цилиндрический корпус, в окнах которого расположены подвижные в радиальном направлении колодки с абразивными брусками, и соединенный с цилиндрическим корпусом шток, расположенный коаксиально с конической оправкой, отличающееся тем, что, с целью повьшения точности обработки, оно снабжено закрепленньми на концах центральной конической оправки центрирующими втулками с зажимными элементами, клиньями, установленными между центральной конической оправкой и колодками, подвижной нажимной втулкой, расположенной внутри цилиндрического корпуса и находящейся в контакте с клиньями, и толкателем, (Л соединенным с нажимной втулкой и расположенным внутри штока коаксиально с конической оправкой. СП о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Хонинговальная головка | 1979 |
|
SU856768A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бабаев С.Г | |||
| и др | |||
| Алмазное хонингование глубоких и точных отверстий | |||
| М., Мапшностроение, 1978, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
