ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству для уплотнения пластиковых профилированных элементов, в частности ПВХ.
УРОВЕНЬ ТЕХНИКИ
В уровне техники, пластиковые профилированные элементы, такие как ПВХ или подобные, в основном используются в качестве рам, уплотняемых друг с другом путем плавления соответствующих рабочих поверхностей, с целью создания окружающей структуры, которая может быть установлена на дверях, окнах или их стенных каркасах.
В частности, плавление осуществляется путем нагрева частей, которые должны быть соединены, посредством подходящих термоуплотняющих пластин и последующего прижатия нагретых частей друг к другу для облегчения их слияния.
В целом, нагретые части представляют собой верхние концевые части профилированных элементов, подходящим образом обрезанные под углом 45° для образования, например, прямоугольной части соответствующей рамы.
Данный способ реализуется с помощью устройств для уплотнения, оборудованных соответствующими удерживающими средствами для профилированных элементов, которые выполнены с возможностью осуществления возвратно-поступательного сближения для того приведения в контакт нагретых концевых частей, подлежащих уплотнению.
Другие устройства дополнительно оснащены системами для окончательной обработки, выполненными с возможностью удаления уплотнительных рубцов или швов, которые образуются во время слияния двух профилированных элементов.
В действительности, на линии соединения двух профилированных элементов (поверхностей, обрезанных под углом 45°), часть избыточного расплавленного материала выступает и образует шов, выступающий из видимой поверхности профилированных элементов, который имеет неприятный внешний вид, а также несоответствия, которые могут негативно повлиять на правильную установку самих профилированных элементов.
По этой причине, с целью придания привлекательного внешнего вида готовой раме и получения рамы без структурных несоответствий, профилированные элементы сразу после уплотнения подвергаются процессу удаления уплотнительного шва.
Однако известные устройства для уплотнения, вкратце описанные выше, обладают существенными недостатками, которые в основном связаны с образованием вышеупомянутых уплотнительных швов.
В действительности, следует учитывать то, что область уплотнения пластиковых профилированных элементов не является полностью однородной и, следовательно, для того, чтобы сделать профилированные элементы однородными, плавлению подвергают большое количество материала с последующим образованием крупного шва и, вследствие этого, избыточного количества отходов, которые должны быть удалены.
Кроме того, операции окончательной обработки, которые предназначены для удаления шва и очистки области уплотнения, в значительной степени влияют на общее время обработки рамы.
В действительности, следует понимать, что для каждой операции уплотнения рамы далее должны быть обработаны профилированные элементы.
Кроме того, в случае радиальных профилированных элементов, удаление указанного шва имеет высокую степень сложности.
К этому следует добавить то, что оборудование, которое используют для вышеупомянутых операций окончательной обработки, является громоздким, сложным и особенно дорогостоящим.
Это влечет за собой необходимость в неизбежных дополнительных затратах и трате рабочего времени, к чему также добавляется наличие дополнительного громоздкого оборудования и инструментов.
В патентном документе WO 2013/132406 A1 описаны способ и устройство, которые позволяют преодолеть вышеупомянутые недостатки.
В действительности, система, показанная в WO 2013/132406 A1, оснащена двумя подвижными удерживающими частями, на которые устанавливаются профилированные элементы, и обеспечивает их уплотнение без образования какого-либо уплотнительного шва благодаря предшествующей операции фрезерования областей для уплотнения, выполняемой для получения на профилированных элементах отсека для сдерживания уплотнительного шва, а также применению ограничивающих прижимных устройств, которые перемещаются ближе к нагретым профилированным элементам во время уплотнения и предотвращают утечку расплавленного материала из отсека для сдерживания.
В патентном документе WO 2014/122572 A1 показан усовершенствованный тип прижимных элементов.
Способы и устройства, показанные в документах WO 2013/132406 A1 и WO 2014/122572 A1, также подвержены дальнейшей модернизации, направленной на получение окружающих структур для дверей и окон еще более лучшего качества.
Подобная модернизация направлена на обеспечение того, чтобы сразу после того, как верхние концевые части профилированных элементов были взаимно перемещены друг к другу посредством перемещения удерживающих средств, профилированные элементы были бы помещены между удерживающими средствами в фиксирующей конфигурации для предотвращения относительного вращения самих профилированных элементов вокруг осей относительного продольного растяжения или перемещения относительно исходного положения в фиксирующей конфигурации.
Таким образом, следует, что окружающая структура полученной рамы является настолько соответствующей, насколько это возможно, и не имеет структурных неровностей, в частности, видимых невооруженным глазом.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Основной задачей настоящего изобретения является обеспечение устройства для уплотнения пластиковых профилированных элементов, которое позволяет упростить и сделать легче операции уплотнения профилирующих элементов, тем самым поддерживая профилированные элементы в фиксированном положении во время уплотнения соответствующих рабочих поверхностей, для получения окружающих структур для рам высокого стандарта внешнего вида и без структурных неровностей, обусловленных внезапными перемещениями профилированных элементов во время операций возвратно-поступательного перемещения вблизи рабочих поверхностей.
В частности, одной целью настоящего изобретения является обеспечение устройства для уплотнения пластиковых профилированных элементов, которое позволяет уплотнить любой тип профилированного элемента независимо от конкретных форм или различных типов рам, доступных на рынке.
Другой целью настоящего изобретения является обеспечение устройства для уплотнения пластиковых профилированных элементов, которое позволило бы преодолеть указанные недостатки уровня техники в рамках простого, рационального, легкого, эффективного в использовании и недорогого решения.
Указанные выше цели достигаются представленным устройством для уплотнения пластиковых профилированных элементов, характеризующимся признаками, указанными в пункте 1 формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества настоящего изобретения станут лучше понятны из описания предпочтительного, но не исключающего, варианта реализации устройства для уплотнения пластиковых профилированных элементов, изображенного в качестве иллюстративного, но не ограничивающего, примера на сопроводительных чертежах, на которых:
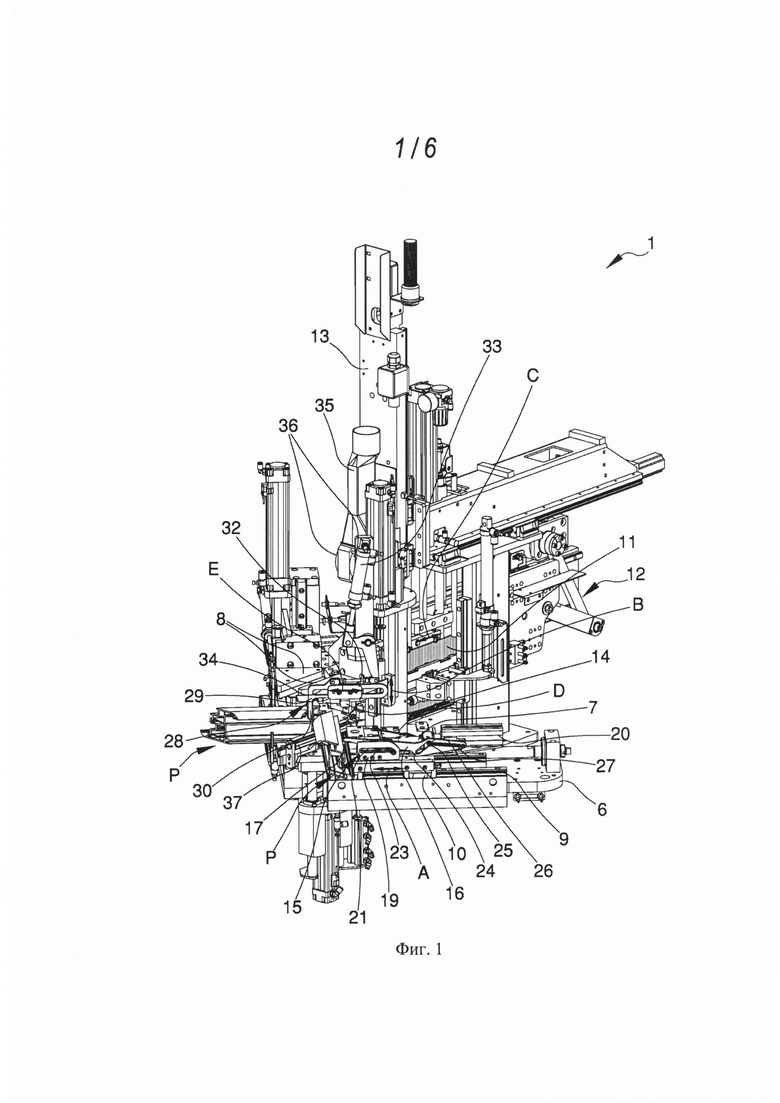
Фиг. 1 представляет собой аксонометрический вид устройства, в соответствии с настоящим изобретением;
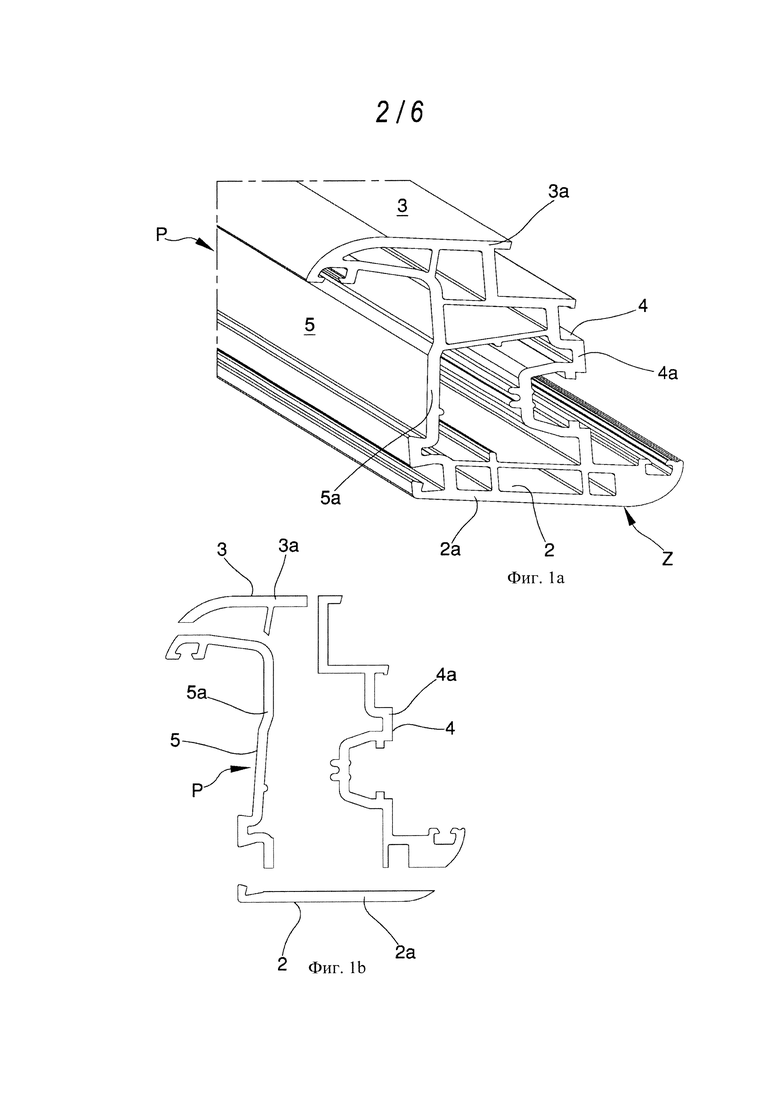
Фиг. 1а представляет собой увеличенный аксонометрический подробный вид профилированных элементов, подлежащих уплотнению устройством, в соответствии с настоящим изобретением;
Фиг. 1b представляет собой схематический вид в разрезе профилированных элементов, подлежащих уплотнению устройством, в соответствии с настоящим изобретением;
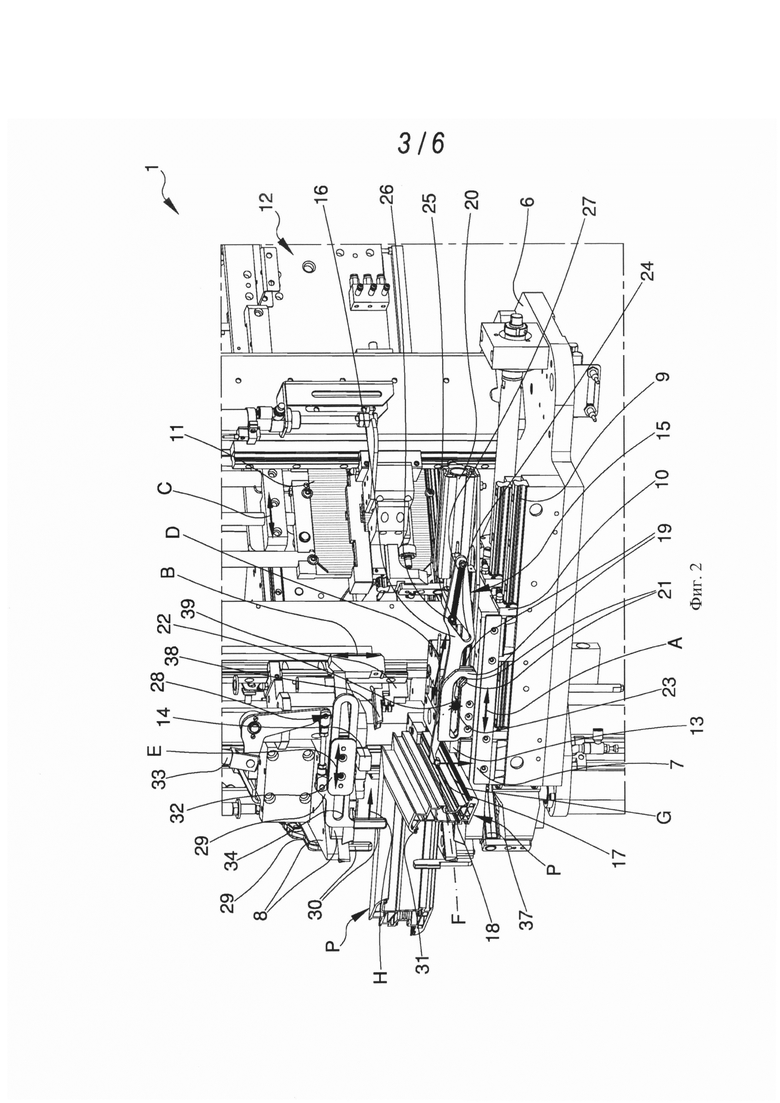
Фиг. 2 представляет собой увеличенный аксонометрический подробный вид устройства, в соответствии с настоящим изобретением;
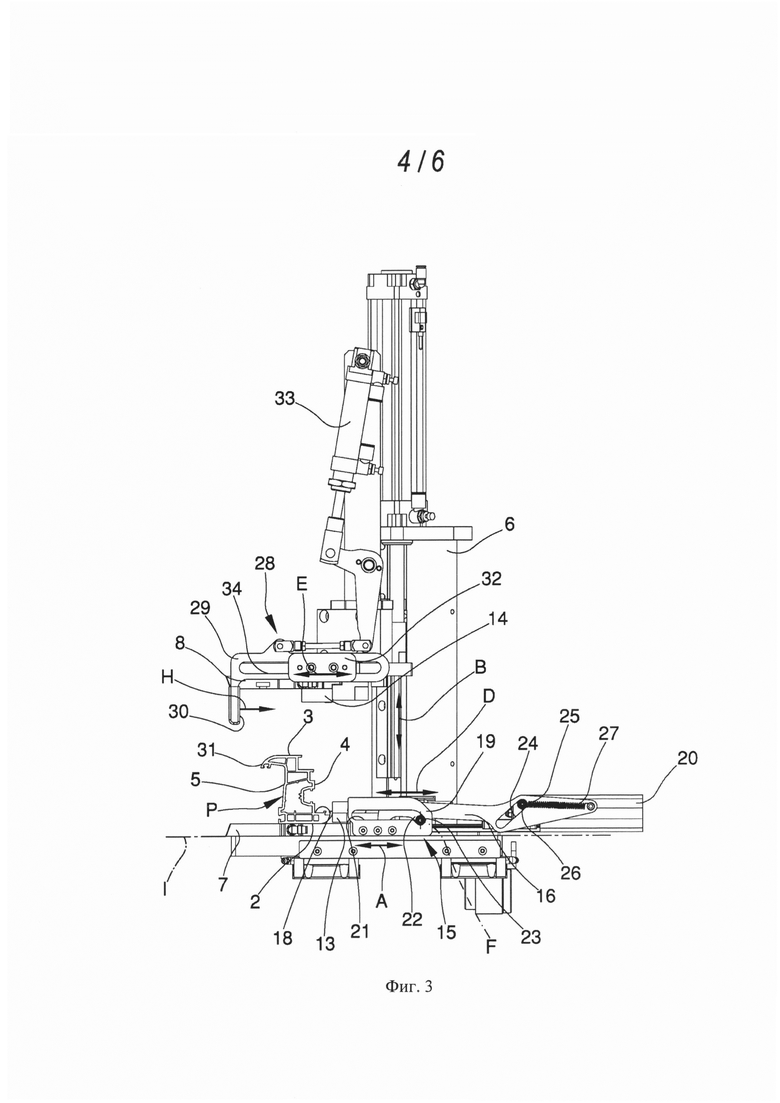
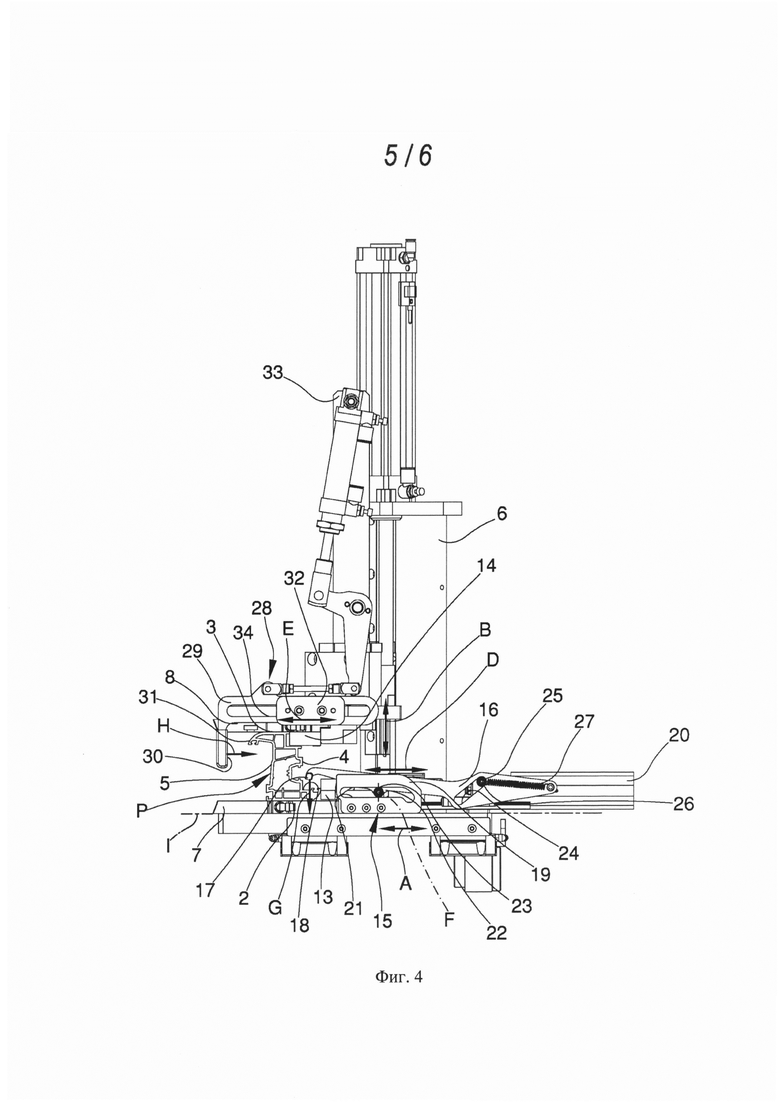
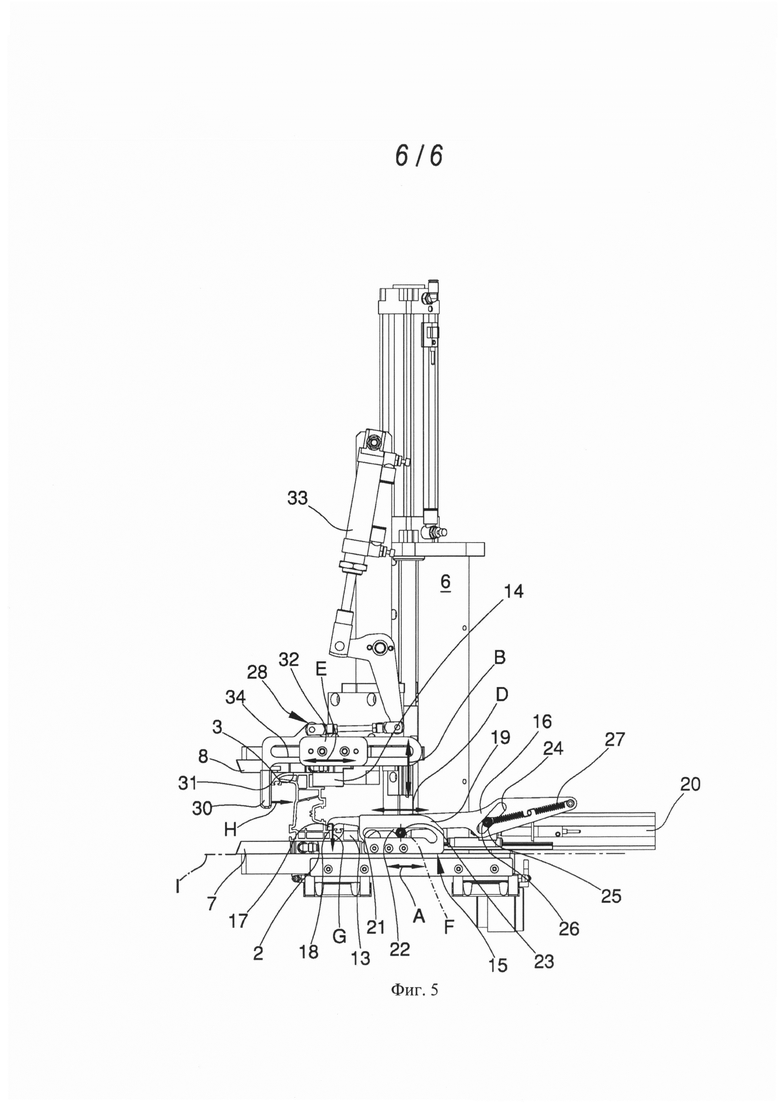
На Фиг. 3-5 изображено движение средств фиксации профилированных элементов, обеспечиваемых устройством, в соответствии с настоящим изобретением, последовательно на видах сбоку.
ВАРИАНТЫ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Ссылаясь конкретно на данные фигуры, устройство для уплотнения пластиковых профилированных элементов Р в целом обозначено ссылочной позицией 1.
Пластиковыми материалами, из которых изготовлены профилированные элементы Р, является, например, ПВХ, но из перечня пластиковых материалов не следует исключать термоуплотняющий материал, отличный от ПВХ.
В пределах настоящего раскрытия под выражением «пластиковые профилированные элементы» подразумеваются все профилированные элементы, выполненные по меньшей мере частично из пластика.
Иными словами, пластиковые профилированные элементы могут представлять собой тип профилированных элементов, выполненных полностью из пластика, или могут представлять собой тип профилированных элементов, имеющих части, изготовленные из пластика, и части, изготовленные из других материалов, включающих, например, металл, дерево или подобное.
В частности, профилированные элементы, изготовленные по меньшей мере частично из пластика и снабженные частями из материала, отличного от пластика, могут содержать выступающие части, связанные или определенные в отдельном корпусе, с самими профильными элементами, элементами для покрытия наружной поверхности профилированных элементов или сердцевины, например, для арматуры, размещенной в полости, определенной внутри профилированных элементов.
Профилированные элементы Р предназначены для сборки вместе с целью изготовления окружающих конструкций для дверей или окон, однако устройство 1 также может быть использовано для сборки профилированных элементов их стенных каркасов.
Каждый профилированный элемент Р имеет первую основную сторону 2, вторую основную сторону 3, первую боковую сторону 4 и вторую боковую сторону 5, которые в настоящем описании следует понимать следующим образом:
- первая основная сторона 2 и вторая основная сторона 3 представляют собой стороны профилированных элементов Р, которые при сборке окружающей структуры лежат по существу на плоскости двери/окна. На практике, они представляют собой «видимые» стороны двери/окна;
- первая боковая сторона 4 представляет собой сторону профилированных элементов Р, которая при сборке окружающей структуры лежит по существу на внешнем периметре плоскости двери/окна. На практике, они представляют собой стороны периметра двери/окна, которые соединяются с соответствующим стенным каркасом;
- вторая боковая сторона 5 представляет собой сторону профилированных элементов Р, которая при сборке окружающей структуры лежит по существу на внутреннем периметре плоскости двери/окна. На практике, они представляют собой стороны периметра двери/окна, которые соединяются с внутренней панелью, изготовленной из стекла или другого материала, самой/самого двери/окна.
Для обеспечения возможности соединения путем уплотнения, профилированные элементы Р имеют соответствующие области Z для уплотнения, подходящим образом обрезанные под углом 45°, для обеспечения соединения между двумя профилированными элементами Р под прямым углом.
Области Z для уплотнения имеют первую основную кромку 2a, вторую основную кромку 3a, первую боковую кромку 4a и вторую боковую кромку 5a, которые соответствуют соединительным краям областей Z для уплотнения с первой основной стороной 2, второй основной стороной 3, первой боковой стороной 4 и второй боковой стороной 5 соответственно.
В оставшейся части настоящего описания будет показано одно устройство 1, предназначенное для уплотнения концевых частей двух соответствующих профилированных элементов.
Тем не менее, легко понять, что устройство 1 может быть частью более крупной системы, содержащей ряд устройств 1, каждое из которых эксплуатируется на соответствующей концевой части профилированного элемента P.
Например, с целью создания прямоугольной окружающей структуры, пригодной для использования в качестве рамы, предусмотрено четыре устройства 1, каждое из которых предназначено для уплотнения профилированных элементов Р под прямыми углами вышеупомянутой окружающей структуры.
Устройство 1 содержит базовый каркас 6, который содержит пару удерживающих средств , выполненных с возможностью удержания профилированных элементов Р соответственно, с соответствующими областями Z для уплотнения, обращенными друг к другу.
Каждая пара удерживающих средств содержит первый опорный элемент 7, выполненный с возможностью перемещения вдоль первого направления А скольжения, и второй опорный элемент 8, установленный на первом опорном элементе 7 и выполненный с возможностью перемещения относительно него вдоль второго направления В скольжения, которое по существу поперечно первому направлению А скольжения.
Каждая из основных сторон 2, 3 выполнена с возможностью вхождения в контакт с соответствующим опорным элементом 7, 8.
В частности, первый опорный элемент 7 выполнен с возможностью приема и поддержания профилированного элемента Р и, более подробно, первой основной стороны 2, тогда как второй опорный элемент 8 расположен над первым опорным элементом 7 и опирается на вторую основную сторону 3.
Второй опорный элемент 8 перемещается подходящим образом вертикально вдоль второго направления В скольжения с целью смещения в сторону первого опорного элемента 7 и, таким образом, удерживая профилированный элемент Р, расположенный горизонтально.
Таким образом, каждый профилированный элемент Р размещается между первым опорным элементом 7 и вторым опорным элементом 8, при этом его соответствующая верхняя концевая часть выступает вперед.
Верхние концевые части профилированных элементов P представляют собой области Z для уплотнения, и по этой причине они расположены друг напротив друга.
Устройство 1 содержит средства скольжения удерживающих средств , которые размещены между базовым каркасом 6 и самими удерживающими средствами, и выполнены с возможностью перемещения профилированных элементов Р между положением возвратно-поступательного отодвигания, в котором области Z для уплотнения двух профилированных элементов P обращены друг к другу и отделены друг от друга, и положения взаимного сближения, в котором нагретые области Z для уплотнения соединены вместе.
В частности, для каждого из удерживающих средств, средства скольжения имеют направляющую 9 скольжения, проходящую горизонтально ортогонально к продольному растяжению профилированного элемента P.
На направляющей 9 скольжения установлена каретка 10, которая зафиксирована вместе с первым опорным элементом 7 и соединена с системой перемещения, не описанной подробно, выполненной с возможностью перемещения обеих кареток 10 удерживающих средств в направлении возвратно-поступательного сближения/ отодвигания.
Устройство 1 снабжено термоуплотняющим элементом 11 с нагревательной пластиной, установленном на базовом каркасе 6 и имеющим две взаимно противоположные поверхности, на которых могут быть размещены входящие в контакт области Z для уплотнения, подлежащие нагреву.
Термоуплотняющий элемент 11 с нагревательной пластиной расположен по существу на вертикальной плоскости, наклоненной на 45° относительно направляющих 9 скольжения параллельно областям Z для уплотнения.
Термоуплотняющий элемент 11 с нагревательной пластиной состоит, например, из электрического нагревательного элемента, имеющего по существу форму пластины.
Устройство 1 содержит по меньшей мере узел 12 смещения, выполненный с возможностью смещения термоуплотняющего элемента 11 с нагревательной пластиной вдоль направления С смещения между активным состоянием, в котором термоуплотняющий элемент 11 с нагревательной пластиной находится между профилированными элементами P, и неактивным состоянием, в котором термоуплотняющий элемент 11 с нагревательной пластиной находится на расстоянии от профилированных элементов P.
В частности, следует отметить, что когда профилированные элементы Р расположены с помощью средств скольжения в положении возвратно-поступательного отодвигания, они определяют переходную область для термоуплотняющего элемента 11 с нагревательной пластиной.
Таким образом, после того, как области Z для уплотнения были нагреты, профилированные элементы P перемещаются ближе друг к другу и прижимаются соответствующими верхними концевыми частями друг к другу.
В предпочтительном варианте реализации, показанном на фигурах, устройство 1 содержит:
- средства размещения, связанные с опорными элементами 7, 8 и выполненные с возможностью приема и поддержания по меньшей мере части по меньшей мере одной из боковых сторон 4, 5; и
- средства фиксации, подвижно связанные с удерживающими средствами , и выполненные с возможностью удержания профилированных элементов Р в фиксирующей конфигурации, в которой по меньшей мере одна из основных сторон 2, 3 удерживается в контакте по меньшей мере с одним из опорных элементов 7, 8, а по меньшей мере одна из боковых сторон 4, 5 находится в контакте со средствами размещения.
В целях удобства, средства фиксации выполнены с возможностью предотвращения вращения профилированных элементов Р вокруг продольной оси самих профилированных элементов.
Средства размещения содержат первый упорный элемент 13, связанный с первым опорным элементом 7, и второй упорный элемент 14, связанным со вторым опорным элементом 8.
Предпочтительно, упорные элементы 13, 14 представляют собой типы корпусов с такой формой, что каждый из них принимает и поддерживает по меньшей мере одну соответствующую часть по меньшей мере одной из боковых сторон 4, 5.
Более конкретно, одна из поверхностей первого упорного элемента 13 опирается на первый опорный элемент 7, тогда как одна из поверхностей второго упорного элемента 14 связана со вторым опорным элементом 8 таким образом, что второй упорный элемент 14 свисает со второго опорного элемента и обращен к первому опорному элементу 7.
Упорные элементы 13, 14 имеют по существу прямоугольную форму параллелепипеда и, как можно увидеть на чертежах, одна из поверхностей упорных элементов 13, 14 обращена к первой боковой стороне профилированного элемента Р и ориентирована по существу вертикально относительно поверхности первого и второго опорных элементов 7, 8.
Специфический рельеф упорных элементов 13, 14 приводит к тому, что одна из поверхностей каждого из упорных элементов 13, 14 выполнена с возможностью полноконтактного приема соответствующей части первой боковой стороны 4.
Более подробно, профилированные элементы P расположены в эталонной конфигурации, в которой часть первой основной стороны 2 расположена на первом опорном элементе 7, а часть первой боковой стороны 4, примыкающей к первой основной стороне 2, находится в контакте с первым упорным элементом 13.
В такой эталонной конфигурации второй опорный элемент 8 вертикально приближен к первому опорному элементу 7, а часть второй основной стороны 3 контактирует со вторым опорным элементом 8, и в то же время другая часть первой боковой стороны 4, примыкающей ко второй основной стороне 3, находится в контакте со вторым упорным элементом 14.
Упорные элементы 13, 14 выбираются таких размеров, чтобы удерживать профилированные элементы Р в желаемом исходном положении в соответствии с конкретной формой и размерами самих профилированных элементов.
Однако не следует исключать альтернативные варианты реализации, в которых профилированные элементы Р имеют такую форму, что первый упорный элемент 13 и второй упорный элемент 14 выполнены с возможностью приема и поддержания в конфигурации взаимного сближения двух частей второй боковой стороны 5, примыкающих к первой основной стороне 2 и ко второй основной стороне 3 соответственно.
Средства фиксации содержат по меньшей мере первый узел 15 фиксации, связанный с первым опорным элементом 7 и содержащий:
- первый кинематический элемент 16, имеющий первую концевую часть 17, выполненную с возможностью вхождения в контакт с первой контактной областью 18 боковой стороны 4, 5 профилированного элемента Р;
- первую направляющую 19 перемещения, фиксированную вместе с первым опорным элементом 7 и выполненную с возможностью направления первого кинематического элемента 16 вдоль первого направления D перемещения;
- первый элемент 20 привода, соединенный с первым кинематическим элементом 16 и выполненный с возможностью перемещения самого первого кинематического элемента.
В предпочтительном варианте реализации, показанном на фигурах, первый кинематический элемент 16 представляет собой рычажный элемент, имеющий по существу вытянутую форму и снабженный крайней частью, связанной с первым элементом 20 привода.
В частности, первый элемент 20 привода представляет собой по существу пневматическую деталь, снабженную цилиндром и поршнем, скользящим внутри цилиндра вдоль продольной оси самого цилиндра.
Перемещение первого элемента 20 привода выполняется посредством соответствующих связанных с ним автоматических средств управления, не описанных подробно, благодаря которым первый кинематический элемент 16 выполнен с возможностью поддержания профилированного элемента Р в фиксирующей конфигурации.
Предпочтительно, первая направляющая 19 перемещения содержит пару зеркально расположенных корпусов, расстояние между которыми больше, чем толщина первого кинематического элемента 16, и которые связаны с первым опорным элементом 7.
Первый кинематический элемент 16 расположен между парой зеркально расположенных корпусов первой направляющей 19 перемещения.
Предпочтительно, каждое из зеркально расположенных корпусов первой направляющей 19 перемещения имеет первые пазы 21, идентичные и выровненные друг относительно друга, соответствующей формы, так что первое направление D перемещения является по существу криволинейной траекторией, вдоль которой может перемещаться первый кинематический элемент 16.
Первый кинематический элемент 16 содержит крепежную часть 22, снабженную парой вращающихся элементов 23, которые установлены на противоположных сторонах на крепежной части 22, причем последняя имеет зазор, с возможностью вращения относительно относительной оси F вращения внутри первых пазов 21, так что первый кинематический элемент 16 перемещается вдоль первого направления D перемещения, определенного формой самих первых пазов.
Более подробно, крепежная часть 22 является по существу точкой опоры, вокруг которой первый кинематический элемент 16 имеет степень свободы вращения относительно оси F вращения во время движения вдоль первого паза 21 после операции первого элемента 20 привода.
Предпочтительно, первый кинематический элемент 16 снабжен крепежным гнездом 24, внутри которого с зазором установлен крепежный элемент 25, снабженный вспомогательным вращающимся элементом 26, связанным с концевой частью поршня первого элемента 20 привода.
Более подробно, крепежное гнездо 24 по существу представляет собой отверстие, определенное в корпусе первого кинематического элемента 16, имеющего удлиненный рельеф и ориентированное по существу на 45° относительно продольной оси первого кинематического элемента 16.
Движение цилиндра первого элемента 20 привода вдоль продольной оси первого элемента 20 привода приводит к тому, что этот крепежный элемент 25 перемещается внутри крепежного гнезда 24.
Крепежный элемент 25 связан с первым кинематическим элементом 16 посредством упругого средства 27 возврата по типу пружины или тому подобного, расположенного между крепежным элементом 25 и частью первого кинематического элемента 16, противоположной первой концевой части 17.
В зависимости от перемещения поршня первого элемента 20 привода вдоль продольной оси собственно первого элемента привода, крепежный элемент 25 скользит вдоль крепежного гнезда 24, а первый кинематический элемент 16 скользит вдоль первого направления D движения посредством вращающегося элемента 23.
В частности, первый узел 15 фиксации имеет возможность перехода между:
- первой удерживающей конфигурацией, в которой первая концевая часть 17 выполнена с возможностью приложения усилия вдоль первого направления G давления к первой контактной области 18 для удержания по меньшей мере одной из сторон 2, 3, 4, 5 по существу в упоре по меньшей мере с одним из первого опорного элемента 7 и первого упорного элемента 13; и
- первой отпущенной конфигурацией, в которой первая концевая часть 17 удалена от первой контактной области 18.
Первый опорный элемент 7 лежит по существу на горизонтальной базовой плоскости I, а первое направление G давления по существу поперечно базовой плоскости I.
В предпочтительном варианте реализации, показанном на фигурах, первое направление G давления является по существу ортогональным и вертикальным относительно базовой плоскости I.
Более подробно, в первой удерживающей конфигурации первая концевая часть 17 прикладывает усилие вдоль первого направления G давления к первой контактной области 18 таким образом, чтобы поддерживать часть первой боковой стороны 4 в упоре с первым упорным элементом 13 и часть первой основной стороны 2 в упоре с первым опорным элементом 7.
С другой стороны, в первой отпущенной конфигурации первая концевая часть 17 свободна и удалена от первой контактной области 18 и, более конкретно, расположена между парой зеркально расположенных корпусов первой направляющей 19 перемещения.
Переход от первой отпущенной конфигурации к первой удерживающей конфигурации и наоборот обеспечивает промежуточную конфигурацию, в которой крепежный элемент 25 расположен по существу в срединном положении относительно продольного удлинения крепежного гнезда 24.
В этой промежуточной конфигурации первый кинематический элемент 16 перемещается вдоль первой направляющей 19 перемещения, приближаясь к профилированному элементу Р, а вращение крепежной части 22 вокруг оси F вращения приводит к тому, что первая концевая часть 17 смещается вверх относительно исходного положения, принятого в отпущенной конфигурации.
Движение первой концевой части 17 вверх во время относительного приближения к профилированному элементу Р приводит к тому, что сама первая концевая часть может быть расположена в первой контактной области 18.
Первый кинематический элемент 16 содержит поверхность обнаружения, которая в захватывающей конфигурации расположена в контакте с первым упорным элементом 13 и приводит к тому, что первая концевая часть 17 может быть размещена в первой контактной области 18.
Как только первая концевая часть 17 расположена в контакте с первой контактной областью 18, автоматическое средство управления прерывает движение поршня первого элемента 20 привода вдоль относительной продольной оси при приближении к профилированному элементу Р, а упругие средства 27 возврата выполнены с возможностью приложения усилия тяги с целью удержания части первой боковой стороны 4 в плотном контакте с первым упорным элементом 13.
Таким же образом, при переходе от первой удерживающей конфигурации к первой отпущенной конфигурации первое автоматическое средство управления выполнено с возможностью перемещения первого элемента 20 привода с целью выталкивания первой концевой части в направлении к профилированному элементу P и его смещения вверх от первой контактной области 18, прежде чем она будет перемещена от первой боковой стороны 4, принимая сначала промежуточную конфигурацию, а затем первую отпущенную конфигурацию.
В целях удобства, средства фиксации содержат второй узел 28 фиксации, связанный со вторым опорным элементом 8 и содержащий:
- второй кинематический элемент 29, имеющий вторую концевую часть 30, выполненную с возможностью вхождения в контакт со второй контактной областью 31 другой из боковых сторон 4, 5;
- вторую направляющую 32 перемещения, фиксированную вместе со вторым опорным элементом 8 и выполненную с возможностью направления второго кинематического элемента 29 вдоль второго направления Е перемещения;
- второй элемент 33 привода, соединенный со вторым кинематическим элементом 29 и выполненный с возможностью перемещения второго кинематического элемента.
В предпочтительном варианте реализации, показанном на фигурах, второй кинематический элемент 29 представляет собой по существу удлиненный корпус, который проходит вдоль второго направления Е движения и в котором концевая часть 30 имеет по существу ортогональную ориентацию относительно второго направления Е движения.
Второе направление Е движения является по существу прямым и горизонтальным.
Вторая направляющая 32 перемещения содержит направляющий корпус, связанный со вторым опорным элементом 8, и пару вращающихся роликовых элементов для скольжения второго кинематического элемента 29.
Второй кинематический элемент 29 снабжен относительным вторым пазом 34, который имеет продольное удлинение во втором направлении Е движения.
Данный второй паз 34 выполнен во второй направляющей 32 движения, а роликовые элементы обеспечивают второму кинематическому элементу 29 возможность перемещения вдоль второго направления Е движения.
Таким же образом, как и первый элемент 20 привода, второй элемент 33 привода представляет собой по существу пневматический элемент, снабженный цилиндром, связанным с базовым каркасом 6, и поршнем, который выполнен с возможностью перемещения относительно цилиндра и, в свою очередь, связан с механическим рычагом, не описанным подробно, между поршнем и вторым кинематическим элементом 29.
В частности, второй узел 28 фиксации выполнен с возможностью перехода между:
- второй удерживающей конфигурацией, в которой вторая концевая часть 30 выполнена с возможностью приложения усилия вдоль первого направления Н давления ко второй контактной области 31, для удержания по меньшей мере одной из сторон 2, 3, 4, 5 по существу в упоре по меньшей мере с одним из второго опорного элемента 8 и второго упорного элемента 14; и
- второй отпущенной конфигурацией, в которой вторая концевая часть 30 удалена от второй контактной области 31.
Более подробно, второе направление Н давления по существу параллельно второму направлению E движения.
Во второй удерживающей конфигурации часть первой боковой стороны 4, примыкающая ко второй главной стороне 3, расположена в контакте со вторым упорным элементом 14.
Переход от второй отпущенной конфигурации ко второй удерживающей конфигурации приводит к тому, что вторая концевая часть 30 расположена в контакте со второй контактной областью 31 и на нее воздействует усилие вдоль второго H направления давления, которое ориентировано в направлении ко второму упорному элементу 14.
Как только первый и второй узлы 15, 28 фиксации функционируют в первой и во второй фиксирующей конфигурации соответственно, профилированный элемент Р удерживается в фиксирующей конфигурации и фиксируется таким образом, что предотвращается относительное вращение вокруг его собственной продольной оси.
Устройство 1 также снабжено средствами удаления, установленными на базовом каркасе 6, предназначенными для обработки областей Z для уплотнения перед их нагреванием.
Обработка, выполняемая средствами удаления, является такой, чтобы выполнить:
- по меньшей мере одну основную канавку на первых основных кромках 2а и/или на вторых основных кромках 3а областей Z для уплотнения; и
- по меньшей мере одну боковую канавку на первых боковых кромках 4а.
Средства удаления, помимо выполнения основной и боковой канавок, также может полезно выравнивать части областей Z для уплотнения, которые не заняты самими канавками.
На практике, средства удаления могут быть выполнены с возможностью прохождения по существу через большинство областей Z для уплотнения при различных рабочих глубинах:
- по кромкам областей Z для уплотнения, рабочая глубина средства удаления больше и является такой, чтобы выполнить основные и боковые канавки;
- по оставшимся частям областей Z для уплотнения, вместо этого, рабочая глубина средства удаления меньше и является такой, что удаляет только лишь малый слой пластикового материала, чего достаточно для разглаживания и выравнивания областей Z для уплотнения.
Иными словами, средства удаления, помимо формирования канавок, выполнены с возможностью выравнивания стенок и исправления любых ошибок при резке профилированных элементов P.
Средства удаления состоят, например, из средств удаления путем фрезерования; однако не следует исключать альтернативные варианты реализации, в которых предусмотрены средства удаления другого типа и предусмотрены, например, один или более раскаленных насадок, которые удаляют пластиковый материал путем плавления, или один или более ультразвуковых насадок.
Средства удаления путем фрезерования содержат удерживающую раму 35, расположенную над удерживающими средствами , и по меньшей мере рабочий инструмент 36 (резак), выполненный с возможностью размещения по существу обращенным к профилированным элементам Р, для обработки областей Z для уплотнения.
Рабочий инструмент 36 выполнен с возможностью перемещения между состоянием покоя, в котором он не расположен между профилированными элементами Р, и рабочим состоянием, в котором он расположен между профилированными элементами P.
Более подробно, средства удаления путем фрезерования предпочтительно содержат пару рабочих инструментов 36, каждый из которых имеет головку, действующую на периферийной кромке соответствующей области Z, подлежащей уплотнению.
Как показано на фигуре 1, рабочие инструменты 36 расположены друг напротив друга и установлены на противоположных сторонах удерживающей рамы 35 с целью обработки обоих профилированных элементов P одновременно.
Удерживающая рама 35 выполнена с возможностью горизонтального и вертикального перемещения посредством системы управляемых осей, которая позволяет рабочим инструментам 36 не только переходить из исходного состояния в рабочее состояние, но также переходит вдоль областей Z для уплотнения и выполнять необходимые операции.
Устройство 1 также имеет прижимные средства, которые установлены на базовом корпусе 6 и выполнены с возможностью упора в области Z для уплотнения по меньшей мере на одной из первой основного кромки 2а и второй основной кромки 3а для сдерживания основного уплотнительного шва.
В частности, при условии уплотнения областей Z для уплотнения, т.е. в случае, когда профилированные элементы P находятся в контакте и прижаты друг к другу, цель прижимных средств заключается в том, чтобы сдержать расплавленный материал профилированных элементов P, который выходит из первых основных сторон 2 и/или вторых основных сторон 3.
Учитывая, что средства удаления выполняют основные канавки на первых основных кромках 2а и/или на вторых основных кромках 3а, то прижимные средства определяют, работая совместно с основными канавками, отсек для сдерживания основного уплотнительного шва.
Когда прижимные средства располагаются на областях Z для уплотнения, фактически, основной уплотнительный шов, который образуется при приближении к первым основным сторонам 2 и/или ко вторым основным сторонам 3, остается захваченным в основном отсеке для сдерживания, который является по существу закрытым и ограниченным основными канавками, и прижимным средством.
В целях практичности, прижимное средство содержит по меньшей мере одно ограничивающее прижимное устройство, которое может упираться в основные канавки с целью отклонения основного уплотнительного шва в направлении к боковым стенкам основного отсека для сдерживания.
Сдерживающее прижимное устройство 37 отсека перемещается поперек первого направления А скольжения с целью упора в области Z для уплотнения во время соединения профилированных элементов P.
Сдерживающее прижимное устройство 37 выполнено с возможностью вертикального перемещения благодаря подходящим средствам перемещения, например, механическому приводу.
Устройство 1 также содержит боковые ограничивающие средства, которые установлены на базовом каркасе 6 и выполнены с возможностью упора в области Z для уплотнения на первых боковых кромках 4a для сдерживания бокового уплотнительного шва.
Более подробно, боковые сдерживающие средства содержат по меньшей мере V-образный элемент 38, выполненный в отдельном монолитном корпусе и имеющий две стороны с V-образным расположением, которые выполнены с возможностью упора по меньшей мере в часть соответствующей первой боковой стороны 4 профилированных элементов P.
Таким образом, V-образный элемент 38 совместно с боковыми канавками определяет боковой отсек для сдерживания бокового уплотнительного шва.
Когда V-образный элемент упирается в области Z для уплотнения, в действительности, боковой уплотнительный шов, который формируется при приближении первых боковых сторон 4, остается захваченным в основном отсеке для сдерживания, который является по существу закрытым и ограниченным боковыми канавками, и V-образным элементом 38.
При разделении V-образного элемента 38 на горизонтальной плоскости соответствующие стороны с V-образным расположением образуют, если точно, угол 90°, для идеального упора в первые боковые стороны 4, которые также расположены под углом 90°.
В конкретном варианте реализации, показанном на фигурах, боковые сдерживающие средства содержат множество V-образных элементов 38, расположенных один над другим, с целью упора в соответствующие части первых боковых кромок 4а.
Предпочтительно, первые боковые кромки 4а имеют очень «неправильную» форму, т.е. не плоскую и состоящую из чередования различных выступов и выемок, которые во время плавления пластика могут подвергаться совершенно другим явлениям деформации; использование множества V-образных элементов 38 позволяет более легко адаптировать боковые сдерживающие средства к различным выступам и углублениям профилированных элементов P.
Однако не следует исключать альтернативные варианты реализации настоящего изобретения, в которых V-образный элемент 38 является единственным и, таким образом, охватывающим по существу все удлинения первых боковых кромок 4а.
Легко понять, что устройство 1 может быть оснащено различными наборами боковых сдерживающих средств , которые отличаются друг от друга количеством и формой V-образных элементов 38, чтобы иметь возможность функционировать со всеми профилированными элементами P, представленными на рынке.
В зависимости от типа профилированного элемента Р, подлежащего уплотнению, в действительности, достаточно разместить на устройстве 1 боковые сдерживающие средства , имеющие V-образный элемент или V-образные элементы 38, имеющие форму в соответствии с первыми боковыми кромками 4а.
Боковые сдерживающие средства содержат по меньшей мере опорный корпус 39, который поддерживает V-образные элементы 38 и который установлен на основном каркасе 6 подвижным образом для упора V-образных элементов 38 в боковые стороны профилированных элементов P.
Предпочтительно, устройство 1 содержит узел перемещения, не описанный подробно, выполненный с возможностью перемещения боковых сдерживающих средств на первых боковых кромках 4а.
На практике, когда профилированные элементы Р перемещаются ближе друг к другу, чтобы расплавить области Z для уплотнения, термоуплотняющий элемент 11 с нагревательной пластиной выполнен с возможностью перемещения вперед, толкая опорный корпус 39 до тех пор, пока V-образные элементы 38 не упрутся в профилированные элементы P.
В целях практичности, V-образные элементы 38 установлены на опорном корпусе 39 посредством помещения между ними эластичного опорного средства, предназначенного для получения гибкого соединения между V-образными элементами 38 и опорным корпусом 39.
Наличие эластичного опорного средства позволяет, во время уплотнения, адаптировать положение V-образных элементов 38 к явлениям деформации расплавленного материала, гарантируя, что стороны V-образных элементов 38 всегда сохраняют контакт с первыми боковыми сторонами 4 и что боковой уплотнительный шов S не выходит из бокового отсека для сдерживания.
При реализации на практике было обнаружено, что описанное изобретение достигает поставленных целей, и, в частности, отмечен тот факт, что устройство для уплотнения пластиковых профильных элементов, выполненное данным образом, позволяет и обеспечивает, благодаря практичным, простым и быстрым операциям, правильное размещение и фиксацию профильных элементов, расположенных с их участками для уплотнения в возвратно-поступательном сближении для относительного уплотнения, без поворачивания или отодвигания профилированных элементов из исходного положения, в котором они должны остаться для правильного уплотнения.
Иными словами, за счет размещения как основных сторон с упором в соответствующие опорные элементы, так и боковых сторон в контакте с упорными элементами и концевыми частями кинематических элементов, профилированные элементы фиксируются в фиксированном положении, а также предотвращается их вращение вокруг их собственной продольной оси.
Изобретение относится к устройству для уплотнения пластиковых профилированных элементов. Техническим результатом является повышение качества сварного соединения пластиковых профилированных элементов. Устройство содержит базовый каркас (6) и удерживающие средства профилированного элемента (Р) из пластика, имеющего первую основную сторону (2), вторую основную сторону (3), первую боковую сторону (4), вторую боковую сторону (5) и соответствующие области (Z) для уплотнения. При этом удерживающие средства связаны с базовым каркасом (6) и содержат первый опорный элемент (7), выполненный с возможностью перемещения вдоль первого направления (А) скольжения, и второй опорный элемент (8), установленный на первом опорном элементе (7) и выполненный с возможностью перемещения относительно него вдоль второго направления (В) скольжения поперек относительно первого направления (А) скольжения. При этом основные стороны (2, 3) выполнены с возможностью вхождения в контакт с опорными элементами (7, 8) соответственно. На базовом каркасе (6) установлен термоуплотняющий элемент (11) с нагревательной пластиной, имеющий две взаимно противоположные поверхности, на которых могут быть размещены входящие в контакт области (Z) для уплотнения, подлежащие нагреву. Между базовым каркасом (6) и удерживающими средствами, размещены средства скольжения удерживающих средств, предназначенные для смещения профилированных элементов (Р) между положением возвратно-поступательного отодвигания и положением взаимного сближения, в котором нагретые области (Z) для уплотнения соединены вместе. Причем с опорными элементами (7, 8) связаны средства размещения, предназначенные для приема и поддержания части одной из указанных боковых сторон (4, 5). С удерживающими средствами подвижно связаны средства фиксации, выполненные с возможностью удержания профилированных элементов (Р) в фиксирующей конфигурации, в которой одна из основных сторон (2, 3) удерживается в контакте с одним из опорных элементов (7, 8) и одна из указанных боковых сторон (4, 5) находится в контакте со средствами размещения. При этом в фиксирующей конфигурации средства фиксации выполнены с возможностью предотвращения вращения профилированных элементов (Р) вокруг продольной оси самих профилированных элементов. 10 з.п. ф-лы, 7 ил.
1. Устройство (1) для уплотнения пластиковых профилированных элементов, содержащее:
- по меньшей мере базовый каркас (6);
- удерживающие средства по меньшей мере из одного профилированного элемента (Р) из пластикового материала, имеющего первую основную сторону (2), вторую основную сторону (3), первую боковую сторону (4), вторую боковую сторону (5) и соответствующие области (Z) для уплотнения, при этом указанные удерживающие средства связаны с указанным базовым каркасом (6) и содержат по меньшей мере первый опорный элемент (7), выполненный с возможностью перемещения вдоль первого направления (А) скольжения, и по меньшей мере второй опорный элемент (8), установленный на указанном первом опорном элементе (7) и выполненный с возможностью перемещения относительно него вдоль второго направления (В) скольжения по существу поперек относительно первого направления (А) скольжения, при этом указанные основные стороны (2, 3) выполнены с возможностью вхождения в контакт с указанными опорными элементами (7, 8) соответственно;
- по меньшей мере термоуплотняющий элемент (11) с нагревательной пластиной, установленный на указанном базовом каркасе (6) и имеющий две взаимно противоположные поверхности, на которых могут быть размещены входящие в контакт области (Z) для уплотнения, подлежащие нагреву;
- средства скольжения указанных удерживающих средств, которые размещены между указанным базовым каркасом (6) и указанными удерживающими средствами и предназначены для смещения указанных профилированных элементов (Р) между положением возвратно-поступательного отодвигания и положением взаимного сближения, в котором указанные нагретые области (Z) для уплотнения соединены вместе;
отличающееся тем, что оно содержит:
- средства размещения, связанные с указанными опорными элементами (7, 8) и предназначенные для приема и поддержания по меньшей мере части по меньшей мере одной из указанных боковых сторон (4, 5);
- средства фиксации, подвижно связанные с указанными удерживающими средствами и выполненные с возможностью удержания указанных профилированных элементов (Р) в фиксирующей конфигурации, в которой по меньшей мере одна из указанных основных сторон (2, 3) удерживается в контакте по меньшей мере с одним из указанных опорных элементов (7, 8) и по меньшей мере одна из указанных боковых сторон (4, 5) находится в контакте со средствами размещения, при этом в указанной фиксирующей конфигурации указанные средства фиксации выполнены с возможностью предотвращения вращения указанных профилированных элементов (Р) вокруг продольной оси самих профилированных элементов.
2. Устройство (1) по п. 1, отличающееся тем, что указанные средства размещения содержат по меньшей мере первый упорный элемент (13), связанный с указанным первым опорным элементом (7), и по меньшей мере второй упорный элемент (14), связанный с указанным вторым опорным элементом (8), при этом каждый из указанных упорных элементов (13, 14) выполнен с возможностью приема и поддержания по меньшей мере соответствующей части по меньшей мере одной из указанных боковых сторон (4, 5).
3. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанные средства фиксации содержат по меньшей мере первый узел (15) фиксации, связанный с указанным первым опорным элементом (7) и содержащий:
- по меньшей мере первый кинематический элемент (16), имеющий по меньшей мере первую концевую часть (17), выполненную с возможностью вхождения в контакт по меньшей мере с первой контактной областью (18) по меньшей мере боковой стороны (4, 5) указанного профилированного элемента (Р);
- по меньшей мере первую направляющую (19) перемещения, фиксированную вместе с указанным первым опорным элементом (7) и выполненную с возможностью направления указанного первого кинематического элемента (16) вдоль первого направления (D) перемещения;
- по меньшей мере первый элемент (20) привода, соединенный с указанным первым кинематическим элементом (16) и выполненный с возможностью перемещения указанного первого кинематического элемента.
4. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанный первый узел (15) фиксации выполнен с возможностью перехода между:
- первой удерживающей конфигурацией, в которой указанная первая концевая часть (17) выполнена с возможностью приложения усилия вдоль первого направления (G) давления к указанной первой контактной области (18) для удержания по меньшей мере одной из указанных сторон (2, 3, 4, 5) по существу в упоре по меньшей мере с одним из указанных первого опорного элемента (7) и первого упорного элемента (13);
- первой отпущенной конфигурацией, в которой указанная первая концевая часть (17) удалена от указанной первой контактной области (18).
5. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанный первый опорный элемент (7) лежит по существу на горизонтальной базовой плоскости (I), а указанное первое направление (G) давления по существу является поперечным указанной базовой плоскости (I).
6. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанные средства фиксации содержат по меньшей мере второй узел (28) фиксации, связанный с указанным вторым опорным элементом (8) и содержащий:
- по меньшей мере второй кинематический элемент (29), имеющий вторую концевую часть (30), выполненную с возможностью вхождения в контакт по меньшей мере со второй контактной областью (31) другой из указанных боковых сторон (4, 5);
- по меньшей мере вторую направляющую (32) перемещения, фиксированную вместе с указанным вторым опорным элементом (8) и выполненную с возможностью направления указанного второго кинематического элемента (29) вдоль второго направления (Е) перемещения;
- по меньшей мере второй элемент (33) привода, соединенный с указанным вторым кинематическим элементом (29) и выполненный с возможностью перемещения указанного второго кинематического элемента (29).
7. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанный второй узел (28) фиксации выполнен с возможностью перехода между:
- второй удерживающей конфигурацией, в которой указанная вторая концевая часть (30) выполнена с возможностью приложения усилия вдоль первого направления (Н) давления к указанной второй контактной области (31) для удержания по меньшей мере одной из указанных сторон (2, 3, 4, 5) по существу в упоре по меньшей мере с одним из указанных второго опорного элемента (8) и второго упорного элемента (14);
- второй отпущенной конфигурацией, в которой указанная вторая концевая часть (30) удалена от указанной второй контактной области (31).
8. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что указанное второе направление (Н) давления по существу параллельно указанному второму направлению (E) движения.
9. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что оно содержит по меньшей мере узел (12) смещения, который выполнен с возможностью смещения указанного термоуплотняющего элемента (11) с нагревательной пластиной вдоль направления перемещения (С) между активным состоянием, в котором указанный термоуплотняющий элемент (11) с нагревательной пластиной находится между указанными профилированными элементами (P), и неактивным состоянием, в котором указанный термоуплотняющий элемент (11) с нагревательной пластиной удален от указанных профилированных элементов (P).
10. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что оно содержит средства удаления, установленные на указанном базовом каркасе (6) и выполненные с возможностью обработки указанных областей (Z) для уплотнения для удаления материала, при этом указанные средства удаления выполнены с возможностью выполнения по меньшей мере главной канавки на указанных областях (Z) для уплотнения.
11. Устройство (1) по одному или более предыдущим пунктам, отличающееся тем, что оно содержит прижимные средства, установленные на указанном базовом каркасе (6) и выполненные с возможностью упора в указанные области (Z) для уплотнения для сдерживания основного уплотнительного шва, при этом указанные прижимные средства определяют, совместно с указанными основными канавками, отсек для сдерживания указанного основного уплотнительного шва.
| Тахометрический расходомер | 1990 |
|
SU1837163A1 |
| WO 2014122572 A1, 14.08.2014 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ СВАРИВАНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ | 2011 |
|
RU2573476C2 |
| ПАНЕЛЬНЫЙ ЭЛЕМЕНТ С РАМОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2324800C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СВАРКИ РАЗРЕЗАННЫХ НА СКОС РАМНЫХ ПРОФИЛЕЙ ИЗ ПЛАСТМАССЫ С ВЛОЖЕННЫМИ УПЛОТНЕНИЯМИ | 1997 |
|
RU2183160C2 |

