Настоящее изобретение относится к устройству для термической обработки сыпучего материала, содержащему подвижную колосниковую цепь, выполненную с возможностью движения по замкнутой кривой в направлении движения и содержащую бесконечную колосниковую решетку с подвижными обжиговыми тележками, каждая из которых содержит раму, имеющую поперечные балки и торцевые элементы, и колосники, расположенные на перекладинах, и по меньшей мере две воздушные камеры, расположенные таким образом, что газ протекает сквозь решетку, образованную колосниками, из указанных по меньшей мере двух воздушных камер или в эти камеры. Настоящее изобретение также относится к способу термической обработки сыпучего материала в указанном устройстве.
В машинах для сжигания или спекания окатышей сыпучий материал, подлежащий обработке, такой как, например, железная руда, оксиды железа, марганцевая или цинковая руда, загружается на обжиговые тележки. Эти обжиговые тележки состоят из рамы, снабженной роликами и содержащей торцевые элементы и поперечные балки, а также колосники, расположенные между поперечными балками. Множество таких обжиговых тележек образует бесконечную цепь обжиговых тележек, которая также называется подвижной колосниковой решеткой.
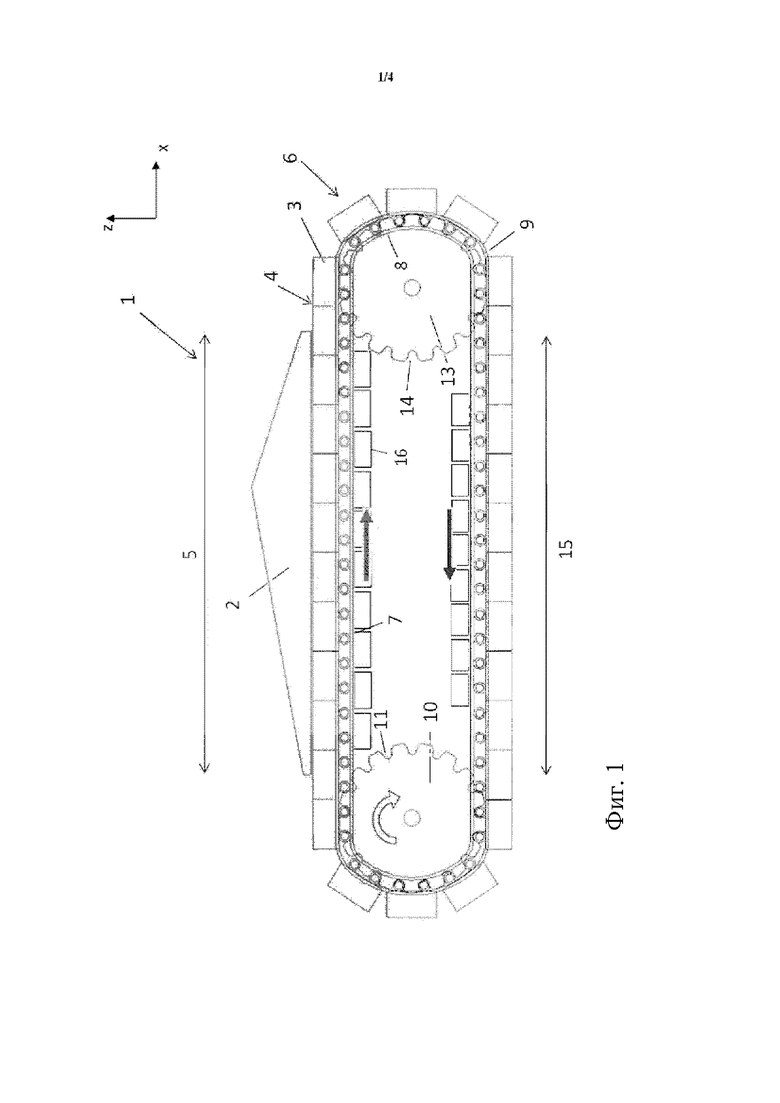
На Фиг. 1, в частности, изображена машина 1 для обжига окатышей железной, марганцевой или цинковой руды, в которой применяется указанное изобретение. В узле загрузки перед вытяжным кожухом 2 сыпучий материал загружается на обжиговые тележки 3, образующие бесконечную цепь обжиговых тележек, которая далее называется подвижной колосниковой решеткой 4. Под вытяжным кожухом 2 сыпучий материал, транспортируемый на тележках 3, проходит через ряд станций термической обработки. Подробнее эти станции включают:
1. Зону загрузки,
2. Первую зону сушки,
3. Вторую зону сушки,
4. Зону подогрева,
5. Зону обжига,
6. Зону рекуперации,
7. Зону охлаждения и
8. Зону выгрузки.
В этих зонах обжиговые тележки загружаются материалом, сыпучий материал высушивается, предварительно нагревается, обжигается, а затем снова охлаждается. Привод подвижной колосниковой решетки 4 осуществляется через подъемные или приводные звездочки 10, выполненные в виде зубчатого колеса и взаимодействующие с зазорами (выемками 11) между зубьями на роликах 7 обжиговых тележек 3.
После прохождения через кожух 2 тележки 3 решетки 4 прибывают к разгрузочной станции, которая связана с опускной или разгрузочной звездочкой 13 конвейера 6 непрерывного действия. Как и в случае приводной звездочки 10 на разгрузочной звездочке 13 зазоры 14 между зубьями разгрузочной звездочки находятся в зацеплении с роликами 7 тележек 3. Обжиговые тележки 3 наклоняются так, что их груз выпадает под действием силы тяжести. Поскольку обжиговые тележки 3 направляются внешней рельсовой направляющей 9, сами они не падают, а возвращаются обратно к приводной звездочке 10 в перевернутом положении по нижнему пути 15 конвейера непрерывного действия 6. Под кожухом 2 расположены воздушные камеры 16, которые выпускают регулируемый поток газа. В области верхнего пути 5 обжиговые тележки 3 движутся вдоль расположенного выше кожуха 2 и расположенных ниже воздушных камер 16 между кожухом и камерами, не сталкиваясь с деталями кожуха 2 или воздушных камер 16.
До выгрузки на разгрузочной станции и дальнейшей обработки, не описанной подробно в настоящем документе, во время нормальной работы подвижная колосниковая решетка 4 непрерывно движется по замкнутой кривой на непрерывном конвейере 6 и транспортирует сыпучий материал, подлежащий обработке, через станции обработки под кожухом 2.
В указанном процессе серьезной проблемой для оператора гранулирования является энергоэффективность, поскольку указанный процесс может потреблять до 250 Мкал/т, что может составлять одну треть переменных затрат. Несмотря на правильную организацию газового потока и КПД вентилятора, печь должна быть герметизирована, чтобы энергопотребление и производительность были ближе к расчетным по спеканию и тепловому балансу.
Как упомянуто выше, в двух зонах сушки, зоне подогрева, зоне обжига, зоне рекуперации и зоне охлаждения сыпучий материал, расположенный на обжиговых тележках, подвергается термической обработке путем пропускания горячего или холодного газа либо из воздушной камеры через слой сыпучего материала на обжиговой тележке в кожух или из кожуха через слой сыпучего материала на обжиговой тележке в воздушную камеру. Следовательно, воздушная камера, кожух и движущиеся обжиговые тележки в указанной секции должны быть эффективно уплотнены.
С одной стороны, упомянутое уплотнение имеет место между воздушными камерами из-за изменений величин давления между ними. Такие изменения величин давления вызваны изменением между отсутствием потока в одной воздушной камере и имеющимся потоком в смежной воздушной камере или между двумя воздушными камерами с разно-ориентированными потоками. Поскольку такие изменения направления потока вызваны различным давлением в соответствующих воздушных камерах, и эти воздушные камеры расположены непосредственно рядом друг с другом, важно герметически закрыть проход между смежными воздушными камерами во избежание непреднамеренного потока газа непосредственно из воздушной камеры с более высоким давлением в воздушную камеру с более низким давлением.
С другой стороны, секция воздушных камер, кожуха(-ов) и движущихся обжиговых тележек должна быть изолирована от окружающей среды. В реальном процессе обжиговые тележки перемещаются через уплотнительные полосы воздушной камеры, расположенной в направлении движения. Эти уплотнительные полосы смазываются смазкой для минимизации прямого контакта и износа. Обе уплотнительные полосы изготовлены из особого (износостойкого) сплава и смазываются смазкой для минимизации прямого контакта с обжиговыми тележками и износа.
Однако, часто происходят утечки вследствие деформаций, вызванных высокими перепадами температур в обжиговой машине, а также вследствие нормального износа из-за трения и наличия пыли. Кроме того, эти уплотнительные полосы являются расходными материалами, и для их замены требуется большой объем технического обслуживания, особенно в связи с тем, что для этого вся обжиговая машина должна быть отключена.
Таким образом, целью изобретения является улучшение герметизации в течение длительного времени и предотвращение остановок установки в связи с работами по техническому обслуживанию.
Эта цель достигается с помощью устройства, обладающего признаками по п. 1 формулы изобретения.
Устройство в соответствии с указанным изобретением содержит подвижную цепь колосниковой решетки, выполненную с возможностью движения по замкнутой кривой в направлении движения и состоящую из бесконечной подвижной решетки с подвижными звеньями. Кроме того, она содержит обжиговые тележки, каждая из которых содержит раму с роликами и колосниками, установленными на перекладинах. Кроме того, устройство содержит по меньшей мере две воздушные камеры, которые расположены одна за другой в направлении движения и которые также расположены таким образом, что газ может течь сквозь обжиговые тележки из по меньшей мере одной из воздушных камер или по меньшей мере в одну из воздушных камер.
В соответствии с указанным изобретением, на обжиговых тележках установлена по меньшей мере одна уплотнительная пластина (предпочтительно, с обеих сторон обжиговой тележки), причем каждая пластина установлена параллельно направлению движения и вровень с обжиговой тележкой. По меньшей мере в одной секции подвижной колосниковой решетки параллельно направлению движения расположены по меньшей мере две уплотнительные вставки (по одной на каждой стороне обжиговой печи/машины), которые предназначены для заполнения жидкой средой. Уплотнительная вставка расположена таким образом, что во время работы уплотнительная пластина погружена в жидкость.
Вместо традиционной направляющей в указанном изобретении используется уплотнительная пластина, расположенная в том же положении, что и уплотнительная полоса на обжиговой тележке. Таким образом, указанное изобретение облегчает эффективную герметизацию.
Кроме того, указанное изобретение обладает преимуществом, заключающимся в использовании минимального количества смазки, так как позволяет избегать контакта между металлическими частями, что приводит к снижению стоимости обслуживания. Более того, по всей площади обжиговой печи и в течение всего срока службы может быть обеспечена полная герметизация, так что потребление тепловой энергии поддерживается в соответствии с первоначальной конструкцией и тепловым балансом, а также значительно снижает возможные потери энергии. Дополнительно, тем самым предотвращается внеплановая остановка объекта из-за протечек.
В предпочтительном варианте выполнения уплотнительная вставка выполнена в виде U-образного профиля. Таким образом, можно использовать стандартные блоки.
Предпочтительно использование недорогих жидкостей (таких как вода и т.д.), поскольку они легкодоступны, дешевы и не горючи.
В стандартных обжиговых печах предпочтительно длина этой уплотнительной пластины (перпендикулярно относительно направления движения) составляет максимально от 800 до 900 мм, что соответствует доступному месту в фактической опорной корзине направляющей, замененной уплотнительной вставкой. Как правило, давление в воздушной камере достигает максимального значения в диапазоне от +/- 75 до 80 мбар, что означает, что для воды, используемой в качестве жидкости, указанный столб жидкости всегда ниже 800 мм. Предпочтительная толщина вставки составляет 50-60 мм для компенсации перекоса тележки.
В более общем случае, высота уплотнительной вставки превышает сумму уровня воды и величины А, причем величина А определяется как  где Δρ определяется как разность давления в воздушной камере и давления окружающей среды (в Па), ρ - это плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2). Так гарантируется, что жидкость не переливается через край.
где Δρ определяется как разность давления в воздушной камере и давления окружающей среды (в Па), ρ - это плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2). Так гарантируется, что жидкость не переливается через край.
Также предпочтительно, чтобы уплотнительная вставка была выполнена так, чтобы уровень воды в условиях окружающей среды имели высоту, превышающую разницу уровня воды за вычетом величины А, причем величина А определяется как  где Δρ определяется как разность между давлением в воздушной камере и давлением окружающей среды (в Па), ρ - это плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2). Тем самым предотвращается высыхание уплотнительной вставки.
где Δρ определяется как разность между давлением в воздушной камере и давлением окружающей среды (в Па), ρ - это плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2). Тем самым предотвращается высыхание уплотнительной вставки.
Предпочтительно каждая уплотнительная пластина имеет такую же длину, что и обжиговая тележка (в направлении движения), на которой она установлена. Таким образом, количество зазоров и, следовательно, потенциальных утечек, сводится к минимуму.
В другом варианте возможна установка по меньшей мере двух уплотнительных пластин последовательно, без какого-либо зазора, в результате чего общая плотная компоновка равняется длине обжиговой тележки (в направлении движения). Таким образом, выполнение действий с каждой уплотнительной пластиной упрощается благодаря уменьшению ее веса и размера.
В другом предпочтительном варианте осуществления изобретения, указанные уплотнительные пластины прикреплены болтами к рамам обжиговых тележек, предпочтительно в месте расположения направляющих. Поэтому они легко снимаются. Однако возможны и другие варианты крепления. Независимо от вида крепления, обслуживание намного проще, так как одиночные обжиговые тележки могут быть сняты, а уплотнительные пластины могут быть заменены. Благодаря болтам эта замена может быть произведена легко и очень быстро.
Также предпочтительно, чтобы указанная по меньшей мере одна уплотнительная вставка проходила по меньшей мере над двумя воздушными камерами, чтобы герметизировать как можно большее расстояние. Еще более предпочтительно, чтобы одна уплотнительная вставка проходила над всеми воздушными камерами. В таком случае, нужна только одна зона загрузки и одна зона выгрузки, в то время как вся область печи герметизирована вдоль направления движения.
Для герметизации обжиговой машины с обеих сторон две уплотнительные вставки расположены напротив и параллельно друг другу.
Предпочтительно, уплотнительные пластины погружаются в жидкость в уплотнительной вставке в зоне загрузки и выходят из нее в зоне выгрузки, при этом в зоне загрузки и в зоне выгрузки имеются уплотнительные листы, которые могут быть прижаты к уплотнительным пластинам. Таким образом, уплотнительные листы действуют как барьеры для жидкости в зоне загрузки и выгрузки. Таким образом, уплотнительная жидкость удерживается, и предотвращается выливание жидкости из уплотнительной вставки, или, другими словами, листы прижимаются к основной пластине, и множество листов способно обеспечить меньшую утечку жидкости или ее отсутствие.
В предпочтительном варианте осуществления идеи, описанной выше, уплотнительные листы прижимаются к уплотнительным пластинам с помощью пружин.
Кроме того, уплотнительные листы предпочтительно выполнены из мягкого материала по краю, а основная часть изготовлена из высококачественной стали. Уплотнительные листы установлены таким образом, что прижимаются к уплотнительной пластине пружинами с минимальной нагрузкой 10 кПа во избежание утечки жидкости.
В предпочтительном варианте осуществления указанного изобретения устройство содержит насос, нагнетательный трубопровод, ведущий по меньшей мере к одной уплотнительной вставке, и выпускной трубопровод для выпуска жидкости из указанной по меньшей мере одной уплотнительной вставки. Таким образом, жидкость может быть переработана и охлаждена, или, что еще лучше, исключается испарение жидкости. Более того, имеется возможность залить свежую жидкость. Это предусмотрено для использования буферной системы.
Указанное изобретение также включает способ термической обработки сыпучего материала, обладающий признаками по п. 15 формулы изобретения.
В этом способе подвижная цепь колосниковой решетки движется по замкнутой кривой в направлении движения, причем подвижная цепь колосниковой решетки содержит множество обжиговых тележек, каждая из которых содержит два торцевых элемента с роликами и колосниками, расположенными по меньшей мере на двух поперечных балках, и по меньшей мере две воздушных камеры, которые расположены одна за другой так, что по меньшей мере в одной воздушной камере газ течет вниз или вверх сквозь обжиговые тележки.
Разность давления между воздушной камерой и окружающей средой герметизируется с помощью уплотнительных пластин, погружаемых в жидкость, залитую по меньшей мере в одну уплотнительную вставку. Уплотнительные пластины установлены на каждой обжиговой тележке подвижной колосниковой решетки параллельно направлению движения и вровень с обжиговой тележкой. Указанный по меньшей мере один комплект уплотнительной вставки имеется по меньшей мере в одной секции подвижной колосниковой решетки параллельно направлению движения.
Дополнительные признаки, преимущества и возможные способы применения указанного изобретения следуют из дальнейшего описания чертежей. Здесь все описанные и/или изображенные признаки указанного изобретения образуют сами по себе или в произвольной комбинации предмет указанного изобретения, независимо от их краткого описания в формуле изобретения или их обратных ссылок.
На чертежах:
Фиг. 1 изображает конструкцию подвижной колосниковой решетки;
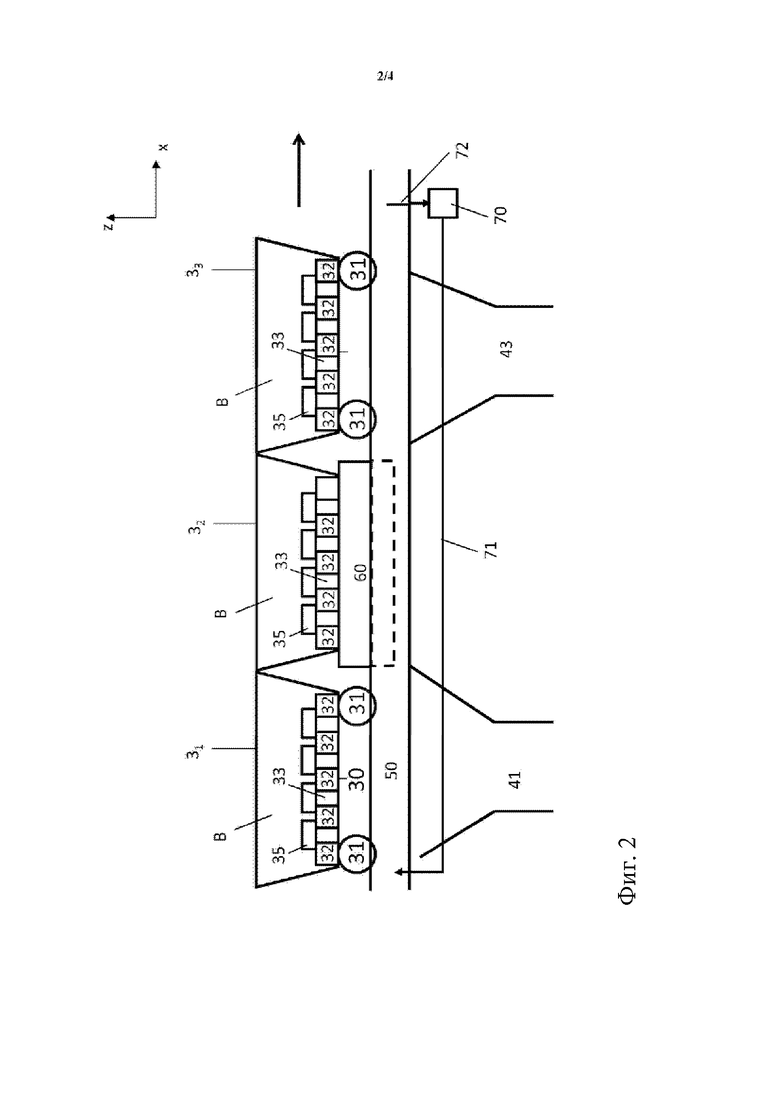
Фиг. 2 изображает конструкцию обжиговых тележек в виде секции подвижной цепи колосниковой решетки в области двух воздушных камер согласно указанному изобретению;
Фиг. 3 изображает конструкцию уплотнительной пластины и уплотнительной вставки согласно указанному изобретению;
Фиг. 4 изображает конструкцию зоны загрузки или выгрузки уплотнительной вставки согласно указанному изобретению.
Фиг. 1, подробно объясненная выше, показывает принцип расположения подвижной колосниковой решетки, что также является основой указанного изобретения.
На Фиг. 2 показана секция подвижной цепи 1 колосниковой решетки, которая в качестве примера изображена с двумя смежными воздушными камерами 41 и 43 и тремя обжиговыми тележками 31, 32 и 33. Каждая из трех тележек 31, 32 и 33 содержат раму 30, которая содержит два торцевых элемента 33, проходящих по их наибольшей длине в направлении оси х, и предпочтительно пять поперечных балок 32, расположенных под прямым углом к торцевым элементам и закрепленных на торцевых элементах 33, и проходящих по их наибольшей ширине в направлении оси у. На этих поперечных балках 32, в свою очередь, расположены колосники 35, которые собирают наполнитель В обжиговой тележки.
Три обжиговые тележки 31, 32 и 33 проходят через воздушную камеру 41 и воздушную камеру 43. Над камерами 41 и 43 установлена уплотнительная вставка 50, которая заполнена жидкостью.
В то же время каждая из обжиговых тележек 31, 32 и 33 содержит уплотнительную пластину 60, которая показана только для обжиговой тележки 32. Уплотнительные пластины 60 установлены вровень, например, на раме тележек 31, 32 и 33, предпочтительно на уплотняющих траковых лентах, и каждая из них проходит по всей длине тележек 31, 32 и 33 в направлении оси х. Как показано, пластины 60 погружены в уплотнительную вставку 50.
При помощи насоса 70 и нагнетательного трубопровода 71 жидкость можно повторно заливать в уплотнительную вставку 50, а также ее можно отвести через выпускной трубопровод 72. Таким образом, жидкость может рециркулировать во избежание перегрева. Также возможно повторно заливать жидкость и/или использовать буферную систему (не показана).
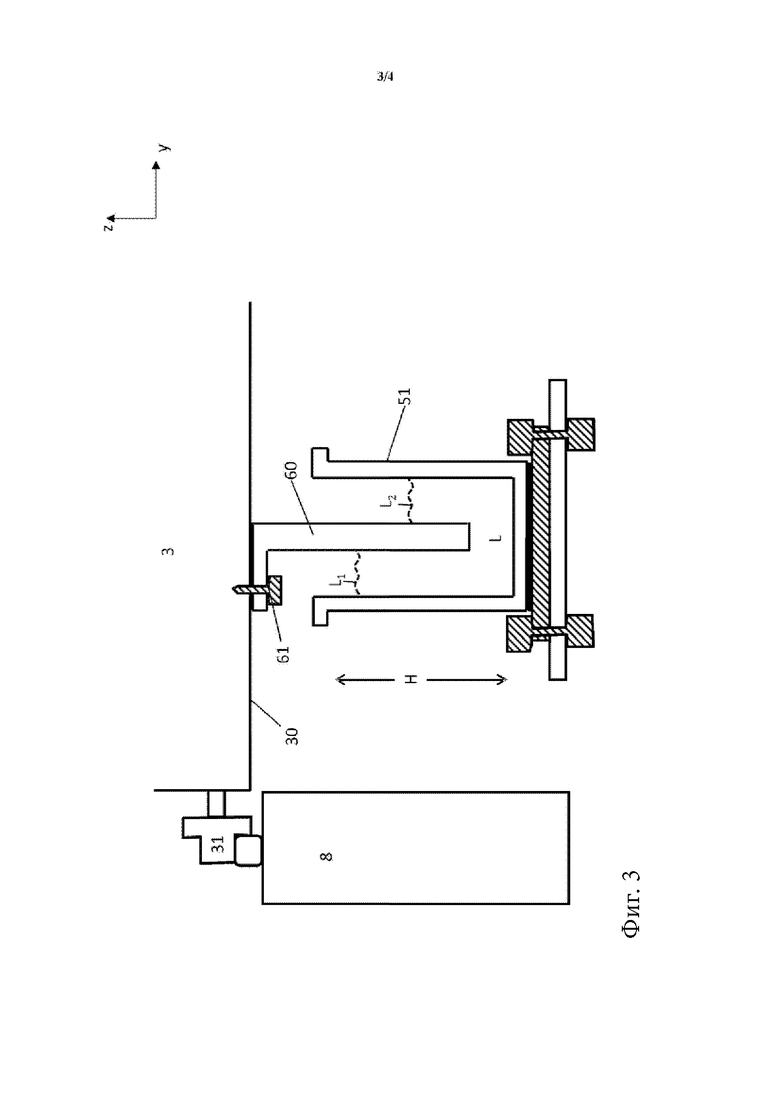
На Фиг. 3 более подробно изображена уплотнительная вставка 50. Уплотнительная пластина 60 установлена на раме 30 тележки 3 (обозначена только на фиг. 3), в результате чего пластина 60 образует L-образный профиль. Ее более короткая сторона закреплена винтом 61 на раме 30 тележки 32.
Уплотнительная вставка 50 высотой Н заполнена жидкостью L на двух уровнях L1 и L2. Уровень L1 расположен близко к окружающей среде, в то время как уровень L2 образуется внутри обжиговой печи, предпочтительно герметизированной в направлении движения двумя уплотнительными вставками 60 и перпендикулярно направлению движения с помощью уплотнительных полос, также установленных на обжиговых тележках 3.
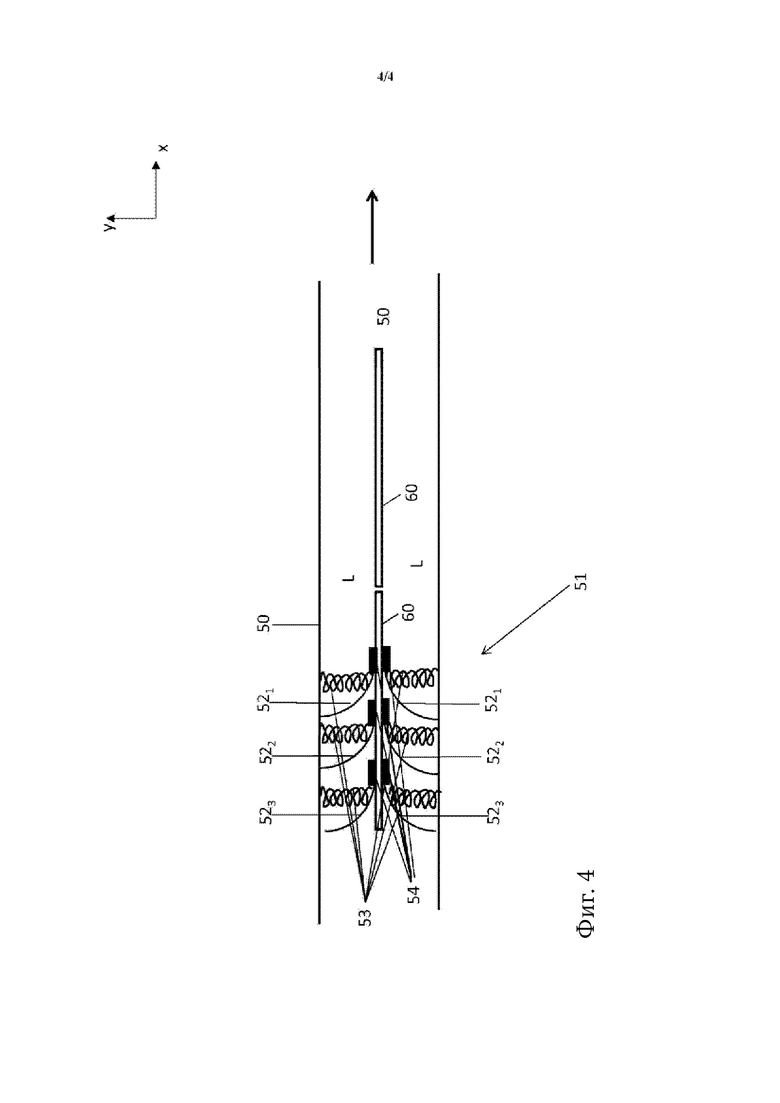
На Фиг. 4 показана зона 51 загрузки или выгрузки уплотнительной вставки 50 в перспективе х-у. Ее конструкция образована несколькими уплотнительными листами 521, 522 и 523. Предпочтительно эти листы 521, 522 и 523 расположены симметрично друг другу. Также предпочтительно, чтобы уплотнительные листы 521, 522 и 523 имели полимерные фиксаторы 54 на стороне, которая может быть прижата к уплотнительной пластине 60.
Уплотнительные листы 521, 522 и 523 выполнены из мягкого материала или гибкой стали и прижаты к уплотнительной полосе, предпочтительно с помощью пружин 53. Таким образом, они удерживают уплотнительную жидкость L и предотвращают ее выливание из вставки 50, поскольку, будучи прижаты к уплотнительной пластине 60, они выступают в качестве барьеров для жидкости на выходе и на входе по протяженности установки.
СПИСОК ссылочных позиций
1 обжиговая машина
2 кожух
3 обжиговая тележка
4 подвижная колосниковая решетка, цепь обжиговых тележек
5 верхний путь
6 конвейер непрерывного действия
7 ходовые ролики обжиговой тележки
8 внутренняя рельсовая направляющая
9 внешняя рельсовая направляющая
10 подъемная или приводная звездочка
11 зазор между зубьями
13 опускающая или разгрузочная звездочка
14 зазор между зубьями
15 нижний путь
30 рама обжиговой тележки
31 ролик
32 перекладина
33 торцевой элемент
34 боковина
35 колосник
41 первая воздушная камера
43 вторая воздушная камера
50 уплотнительная вставка
51 зона выхода или входа у уплотнительной вставки
521, 522, 523 уплотнительные листы
53 пружина
54 полимерный фиксатор
60 уплотнительная пластина
61 винт
70 насос
71 нагнетательный трубопровод
72 выпускной трубопровод
Н высота уплотнительной вставки
L жидкость
L1, L2 уровень жидкости
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки железорудных окатышей | 1989 |
|
SU1629334A1 |
| Разгрузочное устройство агломерационных и обжиговых машин конвейерного типа | 1980 |
|
SU962740A1 |
| АГЛОМЕРАЦИОННАЯ МАШИНА | 1987 |
|
RU2040754C1 |
| Способ агломерации руд и концентратов под давлением и устройство для его осуществления | 1979 |
|
SU885307A1 |
| СПОСОБ ЗАЩИТЫ КОЛОСНИКОВОГО ПОЛЯ С ПОМОЩЬЮ ПОСТЕЛИ ИЗ БРИКЕТОВ И ЕГО ПРИМЕНЕНИЕ В КОНВЕЙЕРНОЙ ОБЖИГОВОЙ ИЛИ АГЛОМЕРАЦИОННОЙ МАШИНЕ | 2023 |
|
RU2824512C1 |
| Тележка обжиговых и спекательных машин | 1981 |
|
SU985678A1 |
| Колосниковая тележка конвейерной обжиговой или агломерационной машины | 1985 |
|
SU1303800A1 |
| Тележка конвейерной обжиговой машины | 1982 |
|
SU1046592A1 |
| Колосниковая решетка | 1987 |
|
SU1504474A1 |
| СПОСОБ КОНТРОЛЯ ГАЗОПРОНИЦАЕМОСТИ И ИЗМЕРЕНИЯ РАСХОДА ГАЗА ЧЕРЕЗ СЛОЙ ПРИ ТЕРМООБРАБОТКЕ НА КОНВЕЙЕРНОЙ МАШИНЕ | 2023 |
|
RU2837907C2 |
Изобретение относится к устройству и способу термической обработки сыпучего материала. Устройство содержит подвижную цепь колосниковой решетки, выполненную с возможностью движения по замкнутой кривой в направлении движения и содержащую бесконечную подвижную колосниковую решетку (1) с подвижными звеньями. Подвижная цепь имеет обжиговые тележки (3), состоящие из рамы (30) с торцевыми элементами (33), на которых закреплены несущие ролики (31), и колосников (35), расположенных на перекладинах (32). Воздушные камеры (41, 43) расположены таким образом, что по меньшей мере из одной воздушной камеры (41, 43) газ протекает через обжиговые тележки (3) и их колосники (35) из воздушных камер или в воздушные камеры (41, 43). На каждой обжиговой тележке (3) установлена по меньшей мере одна уплотнительная пластина (60) параллельно направлению движения и вровень с обжиговой тележкой (3), причем по меньшей мере одна уплотнительная вставка (50) расположена по меньшей мере в одной секции подвижной колосниковой решетки (1) параллельно направлению движения. В уплотнительную вставку (50) залита жидкая среда, а уплотнительная вставка (50) расположена так, что уплотнительная пластина (60) погружена в жидкость (L). Уплотнительная пластина (60) погружается в жидкость в уплотнительной вставке (50) в зоне (51) входа и выходит из нее в зоне (51) выхода, причем зоны (51) входа и выхода имеют уплотнительные листы (521, 522, 523), выполненные с возможностью прижатия к уплотнительной пластине (60) пружинами (53). Изобретение обеспечивает улучшение герметизации в течение длительного времени. 2 н. и 11 з.п. ф-лы, 4 ил.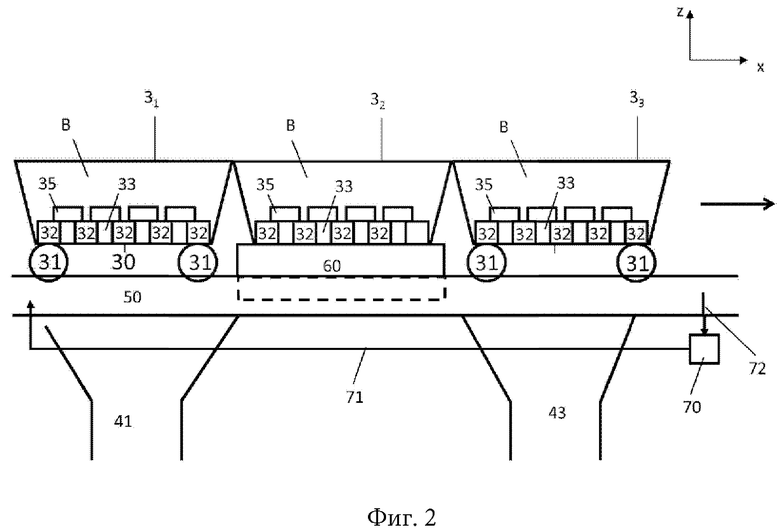
1. Устройство для термической обработки сыпучего материала, содержащее подвижную цепь колосниковой решетки, выполненную с возможностью движения по замкнутой кривой в направлении движения и содержащую бесконечную подвижную колосниковую решетку (1), имеющую подвижные звенья, обжиговые тележки (3), каждая из которых содержит раму (30) с торцевыми элементами (33), на которых закреплены несущие ролики (31), и колосники (35), расположенные на перекладинах (32), а также воздушные камеры (41, 43), которые расположены так, что по меньшей мере из одной воздушной камеры (41, 43) газ протекает через обжиговые тележки (3) и их колосники (35) из воздушных камер или в воздушные камеры (41, 43), причем на каждой обжиговой тележке (3) подвижной колосниковой решетки (1) установлена по меньшей мере одна уплотнительная пластина (60) параллельно направлению перемещения и вровень с обжиговой тележкой (3), при этом в по меньшей мере одной секции подвижной колосниковой решетки (1) расположена по меньшей мере одна уплотнительная вставка (50) параллельно направлению движения, и в указанную по меньшей мере одну уплотнительную вставку (50) может быть залита жидкая среда, при этом указанная уплотнительная вставка (50) расположена так, что указанная уплотняющая пластина (60) погружена в указанную жидкость (L) во время работы, отличающееся тем, что уплотнительная пластина (60) погружается в жидкость в уплотнительной вставке (50) в зоне (51) входа и выходит из нее в зоне (51) выхода, причем зоны (51) входа и выхода имеют уплотнительные листы (521, 522, 523), которые выполнены с возможностью прижатия к уплотнительной пластине (60) пружинами (53).
2. Устройство по п. 1, отличающееся тем, что уплотнительная вставка (50) имеет U-образный профиль.
3. Устройство по п. 1 или 2, отличающееся тем, что жидкость (L) представляет собой воду или комбинации двух или трех различных жидкостей.
4. Устройство по п. 3, отличающееся тем, что уплотнительная вставка (50) имеет высоту (Н), которая превышает сумму уровня жидкости (L1, L2) и величины А, причем величина А определяется как  где Δρ определяется как разность между давлением в воздушной камере (41, 43) и давлением окружающей среды (в Па), ρ - плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2).
где Δρ определяется как разность между давлением в воздушной камере (41, 43) и давлением окружающей среды (в Па), ρ - плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2).
5. Устройство по п. 3 или 4, отличающееся тем, что уплотнительная вставка (50) выполнена так, что уровень жидкости в условиях окружающей среды имеет высоту (Н), которая превышает разницу уровня жидкости (L1, L2) минус величина А, причем величина А определяется как  где Δρ определяется как разность между давлением в воздушной камере (41, 43) и давлением окружающей среды (в Па), ρ - плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2).
где Δρ определяется как разность между давлением в воздушной камере (41, 43) и давлением окружающей среды (в Па), ρ - плотность жидкости (кг/м3), a g - гравитационная постоянная (м/с2).
6. Устройство по любому из пп.1-5, отличающееся тем, что уплотнительная пластина (60) проходит по всей длине обжиговой тележки (3) от одного торцевого элемента (33) до другого торцевого элемента (33).
7. Устройство по любому из пп.1-6, отличающееся тем, что уплотнительная пластина (60) привинчена к рамам (30) обжиговых тележек (3).
8. Устройство по любому из пп.1-7, отличающееся тем, что уплотнительная вставка (50) проходит по меньшей мере над двумя воздушными камерами (41, 43).
9. Устройство по любому из пп. 1-7, отличающееся тем, что уплотнительная вставка (50) проходит над всеми воздушными камерами (41, 43).
10. Устройство по любому из пп.1-9, отличающееся тем, что две уплотнительные вставки (50) расположены напротив и параллельно друг другу.
11. Устройство по п. 1, отличающееся тем, что уплотнительные листы (521, 522, 523) выполнены из гибкой стали.
12. Устройство по одному из пп.1-11, отличающееся тем, что для циркуляции жидкости оно содержит насос (70), нагнетательный трубопровод (71), ведущий к указанной по меньшей мере одной уплотнительной вставке (50), и выпускной трубопровод (72), идущий от указанной по меньшей мере одной уплотнительной вставки (50).
13. Способ термической обработки сыпучего материала, включающий перемещение подвижной цепи колосниковой решетки по замкнутой кривой в направлении движения, причем указанная цепь содержит бесконечную подвижную колосниковую решетку, имеющую подвижные звенья, обжиговые тележки, каждая из которых содержит раму с роликами и колосники, расположенные на перекладинах, и воздушные камеры, которые расположены таким образом, что газ протекает через обжиговые тележки и их колосниковые решетки из воздушных камер или в воздушные камеры, причем по меньшей мере одну уплотнительную пластину, которая установлена на обжиговой тележке подвижной колосниковой решетки параллельно направлению движения и вровень с обжиговой тележкой, погружают в жидкость, которой заполнена по меньшей мере одна уплотнительная вставка, причем указанная уплотнительная вставка расположена по меньшей мере в одной секции подвижной колосниковой решетки параллельно направлению движения, отличающийся тем, что уплотнительную пластину (60) погружают в жидкость в уплотнительной вставке (50) в зоне (51) входа и выводят из нее в зоне (51) выхода, причем зоны (51) входа и выхода имеют уплотнительные листы (521, 522, 523), которые выполнены с возможностью прижатия к уплотнительной пластине (60) пружинами (53).
| US 3907260 A1, 23.09.1975 | |||
| DE 202016008145 U1, 11.05.2017 | |||
| НАПРАВЛЕННАЯ АНТЕННА ДЛЯ ФОРМИРОВАНИЯ И ПРИЕМА ЭЛЕКТРОМАГНИТНОГО ПОЛЯ ЛИНЕЙНОЙ ПОЛЯРИЗАЦИИ С ВЫСОКОЙ КРОССПОЛЯРИЗАЦИОННОЙ РАЗВЯЗКОЙ В ДВУХ ШИРОКИХ ДИАПАЗОНАХ РАДИОЧАСТОТ | 2024 |
|
RU2825550C1 |
| Тепловой выключатель | 1931 |
|
SU25987A1 |
| 0 |
|
SU126440A1 | |
| Способ повышения устойчивости работы отрицательных пластин свинцово-кислотного аккумулятора | 1960 |
|
SU139691A1 |

