Изобретение относится к области сварки, а именно конструкции устройства, осуществляющего автоматическую сварку изделий из титановых сплавов в камере с контролируемой атмосферой.
Известно устройство для изготовления боковых стен грузовых вагонов, состоящих из обшивки и стоек, содержащее сборочный стенд, включающий в себя горизонтальную раму с закрепленными на ней фиксирующими элементами, и порталы для выполнения сварки в продольном и поперечном направлениях относительно упомянутой рамы с размещенными на них аппаратами для автоматической дуговой точечной сварки, при этом порталы выполнены с возможностью перемещения по направляющим вдоль упомянутой рамы, отличающееся тем, что портал для выполнения сварки в поперечном направлении относительно упомянутой рамы снабжен передвижной тележкой с пневматическими цилиндрами для ее перемещения и с двумя площадками, закрепленными на ее противоположных сторонах, причем на одной из площадок установлены узел прижима обшивки к стойкам, сварочные головки и механизм подачи сварочной проволоки, выполненный с возможностью регулировки скорости ее подачи, а на второй площадке установлены инверторные выпрямители для дуговой сварки, при этом указанный портал выполнен с возможностью перемещения посредством электродвигателя, муфты и редуктора с двухсторонним выходным валом, связанным с ходовыми катками портала, и с возможностью его фиксации относительно упомянутой рамы посредством взаимодействия клиновых механизмов, размещенных с обеих сторон портала, с фиксирующими элементами в виде плит, смонтированных по бокам упомянутой рамы, а клиновые механизмы расположены в сварных корпусах, оснащенных конечными выключателями фиксации портала и конечными выключателями фиксации верхнего и нижнего положения клинового механизма (патент РФ на изобретение №2575112 МПК В23К 101/24, В23К 9/00, B61D 17/08 «Способ изготовления боковых стен грузовых вагонов и устройство его осуществления», прототип).
Недостатком этого устройства является снижение функциональных возможностей устройства из-за осуществления сварки только в продольном и поперечном направлении.
Недостатком устройства является невозможность сварки изделий в замкнутом пространстве камеры.
Технический результат предполагаемого изобретения достигается расширением функциональных возможностей устройства для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой, позволяющего помимо сварки в замкнутом пространстве камеры в продольном и поперечном направлении, производить сварку вдоль, вертикальной оси и с угловым перемещением вокруг горизонтальной оси, смонтированной в оси приводной и поддерживающих опор.
Указанный технический результат достигается тем, что устройство для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой, выполненное в виде модуля, содержащего призматическое основание, и портал-мост, включающий в себя портал и мост, отличающееся тем, что портал образован двумя линейными направляющими продольного перемещения, расположенными на вертикальных стойках параллельно друг другу и симметрично относительно центральной оси стоек, и снабжен каретками портала, выполненными с возможностью продольного перемещения посредством двух шаговых двигателей, связанных с двумя шарико-винтовыми парами кареток портала, а мост выполнен в виде линейной направляющей поперечного перемещения вдоль и поперек основания, закреплен на каретках портала и снабжен кареткой моста, выполненной с возможностью поперечного перемещения посредством шагового двигателя, соединенного с линейной направляющей с помощью ременной передачи, причем линейная направляющая вертикального перемещения закреплена на каретке моста с помощью кронштейна перпендикулярно ей с возможностью вертикального перемещения посредством шагового двигателя с тормозом, соединенного с линейной направляющей вертикального перемещения ременной передачей, а на линейной направляющей вертикального перемещения установлен ползун, на котором установлен аппарат для автоматической дуговой сварки в продольном и поперечном направлении относительно основания, при этом левая вертикальная стойка содержит приводную опору с возможностью углового перемещения обрабатываемого изделия посредством двигателя и муфты, а правая вертикальная стойка снабжена поддерживающей опорой, причем приводная и поддерживающая опоры установлены соосно.
На технический результат работают все включенные в формулу признаки. Модуль имеет возможность одновременного перемещения по трем линейным координатам и одной угловой. Модуль содержит призматическое основание и портал-мост, включающий в себя портал и мост. Портал выполнен с возможностью продольного перемещения вдоль основания. Мост выполнен с возможностью перемещения вдоль и поперек основания. Линейная направляющая вертикального перемещения закреплена на каретке моста, имеет возможность, вертикального перемещения, снабжена ползуном с аппаратом для дуговой автоматической сварки в продольном и поперечном направлении. Модуль имеет портально-мостовую компоновку, в центре которого установлено обрабатываемое изделие.
Портал образован двумя линейными направляющими продольного перемещения, расположенными на вертикальных стойках параллельно друг другу и симметрично относительно центральной оси этих стоек. Портал снабжен каретками с возможностью продольного перемещения посредством двух шаговых двигателей, связанных с двумя шарико-винтовыми парами кареток портала.
Мост выполнен в виде линейной направляющей поперечного перемещения вдоль и поперек основания. Мост закреплен на каретках портала, снабжен кареткой моста, выполненной с возможностью поперечного перемещения посредством шагового двигателя, соединенного с линейной направляющей с помощью ременной передачи.
Линейная направляющая вертикального перемещения закреплена на каретке моста с помощью кронштейна перпендикулярно ей с возможностью вертикального перемещения посредством шагового двигателя с тормозом, соединенного с линейной направляющей вертикального перемещения ременной передачей.
На линейной направляющей вертикального перемещения установлен ползун, на котором установлен аппарат для автоматической дуговой сварки в продольной и поперечном направлении относительно основания.
Левая вертикальная стойка содержит приводную опору с возможностью углового перемещения обрабатываемого изделия посредством двигателя и муфты. Правая вертикальная стойка снабжена поддерживающей опорой. Приводная и поддерживающая опоры установлены соосно.
Совокупность признаков изобретения, каждый из которых необходим, а все вместе достаточны для достижения цели, создают техническое решение, расширяющее технологические возможности устройства, осуществляющего автоматическую сварку изделий из титановых сплавов в замкнутом пространстве камеры с контролируемой атмосферой, позволяющего помимо сварки в продольном и поперечном направлении, производить сварку вдоль вертикальной оси и с угловым перемещением вокруг горизонтальной оси, смонтированной в оси приводной и поддерживающих опор.
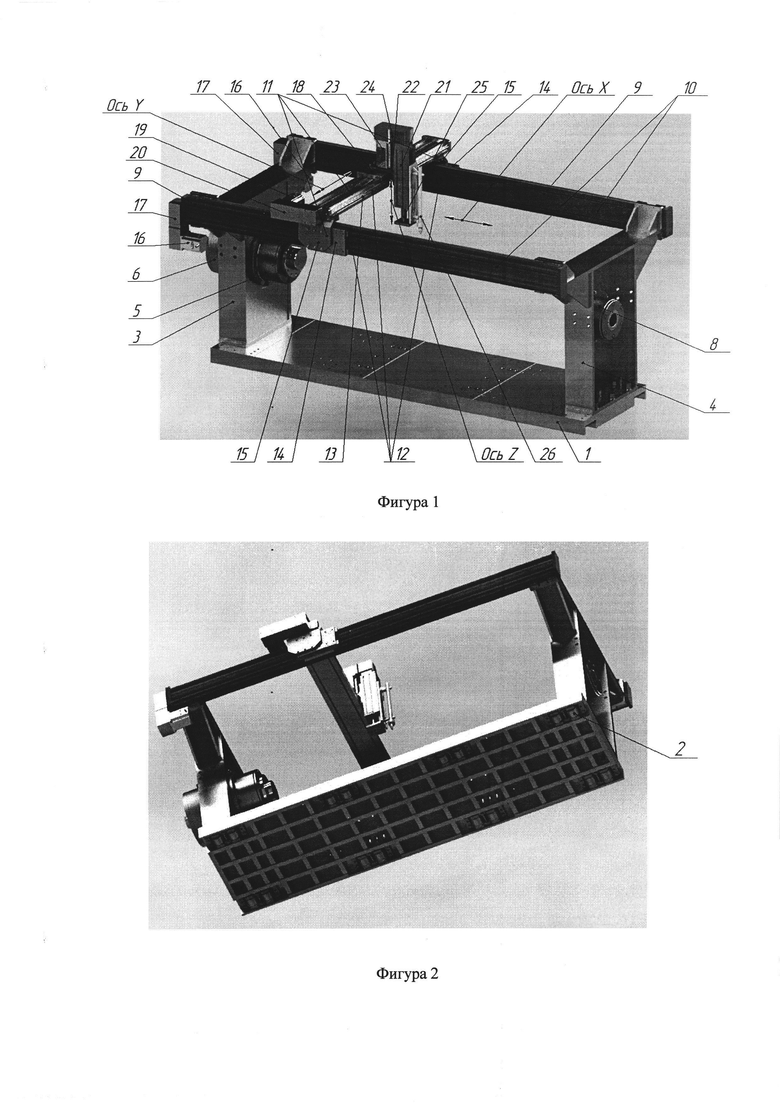
На фиг. 1 общий вид устройства; на фиг. 2 вид снизу устройства; на фиг. 3 приводная опора с муфтой и двигателем в разрезе; на фиг. 4 поддерживающая опора в разрезе.
Устройство для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой представляет собой модуль.
Модуль состоит из призматического основания 1 (фиг. 1), которое оснащено в нижней плоскости колесными парами 2 (фиг. 2) в количестве 8 шт. На противоположных сторонах основания установлены левая вертикальная стойка 3 (фиг. 1) и правая вертикальная стойка 4 (фиг. 1), и закреплены симметрично относительно центральной оси симметрии основания 1, в одной горизонтальной базовой плоскости основания 1.
В центре левой вертикальной стойки 3 установлена приводная опора 5 (фиг. 1), конструктивное исполнение (фиг. 3). Двигатель углового перемещения 6 (фиг. 1) установлен соосно с приводной опорой 5 и соединен с муфтой 7 (фиг. 3). В центре правой вертикальной стойки 4 установлена поддерживающая опора 8 (фиг. 1), конструктивные особенности (фиг. 4). Приводная опора 5 и поддерживающая опора 8 установлены соосно относительно друг друга, ось опор параллельна базовой плоскости основания 1.
Замыкают левую вертикальную стойку 3 и правую вертикальную стойку 4 две линейные направляющие продольного перемещения 9 (фиг. 1), образующие портал 10 (фиг. 1). Линейные направляющие продольного перемещения 9 установлены параллельно друг другу и симметрично относительно центральной оси стоек 3,4.
Портал 10 и мост 11 (фиг. 1) составляют портал-мост 12 (фиг. 1).
Линейная направляющая поперечного перемещения 13, (фиг. 1) входит в состав моста 11. Линейная направляющая поперечного перемещения 13 установлена и закреплена на каретках 14 (фиг. 1) линейных направляющих продольного перемещения 9 с помощью двух кронштейнов 15 (фиг. 1), обеспечивающих установку линейной направляющей поперечного перемещения 13 перпендикулярно направляющим продольного перемещения 9 и параллельно базовой плоскости основания 1.
Продольное перемещение моста 11 (ось X) обеспечено синхронным перемещением кареток 14 двух линейных направляющих продольного перемещения 9. Источником движения кареток 14 являются два шаговых двигателя 16 (фиг. 1), соединенных с линейными направляющими продольного перемещения 9 с помощью ременных передач 17 (фиг. 1), передающих крутящий момент шарико-винтовым парам, находящимся внутри линейных направляющих продольного перемещения 9, которые в свою очередь перемещают каретки 14, замкнутые мостом 11 портала 10.
Поперечное перемещение каретки 18 (фиг. 1) моста 11 (ось Y) обеспечено еще одним шаговым двигателем 19 (фиг. 1), соединенным с линейной направляющей с помощью ременной передачи 20 (фиг. 1), передающей крутящий момент шарико-винтовой паре, находящейся внутри линейной направляющей поперечного перемещения 13, гайка которой в свою очередь перемещает каретку 18.
Линейная направляющая вертикального перемещения 21 (фиг. 1) закреплена на каретке 18 линейной направляющей поперечного перемещения 13 с помощью кронштейна 22 (фиг. 1) перпендикулярно поперечной направляющей 13 и базовой плоскости основания 1.
Вертикальное перемещение (ось Z) обеспечено шаговым двигателем 23 (фиг.1) с тормозом, соединенным с линейной направляющей вертикального перемещения 21 с помощью ременной передачи 24 (фиг. 1), передающей крутящий момент шарико-винтовой паре, находящейся внутри линейной направляющей вертикального перемещения 21 (фиг. 1), гайка которой в свою очередь перемещает ползун 25 (фиг. 1) линейной направляющей вертикального перемещения 21, оснащенный аппаратом для автоматической дуговой сварки 26 (фиг. 1). Конструкция модуля позволяет использовать аппараты для автоматической дуговой сварки различного типа, в том числе лазерного. Шаговый двигатель 23 с тормозом устраняет перемещение ползуна 25 с аппаратом для автоматической дуговой сварки 26 по линейной направляющей 21, вследствие действия сил тяжести в момент времени, когда устройство отключено от источника питания.
Угловое перемещение обрабатываемого изделия осуществлено вокруг горизонтальной оси, смонтированной в оси приводной опоры 5 и поддерживающей опоры 8, параллельно базовой плоскости основания 1.
Устройство работает следующим образом. Внутри модуля (фиг. 1) с помощью приводной опоры 5 и поддерживающей опоры 8 устанавливают обрабатываемое изделие (не показано). Обрабатываемое изделие может быть в форме различного геометрического тела, а также сложной пространственной формы. Ползун линейной направляющей вертикального перемещения 25 оснащается аппаратом для автоматической дуговой сварки 26. Модуль совместно с обрабатываемым изделием посредством колесных пар 2 и рельсового пути (не показано) загружается в камеру (не показана) с контролируемой атмосферой, где и производится автоматическая сварка изделия. Автоматическая сварка производится с помощью системы управления (не показана) координатными перемещениями и сварочным процессом.
Аппарат для автоматической дуговой сварки 26 перемещается по трем координатам одновременно, а обрабатываемое изделие (не показано) перемещается по четвертой угловой координате, что позволяет выполнять сварку различных изделий с высокой точностью и высоким качеством.
Примером практического использования устройства автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой модуля портально-мостового четырехкоординатного, служит его реализация в производственных условиях АО «ПО «Стрела», входящего в ОАО «Корпорация «Тактическое ракетное вооружение», при сварке деталей и сборочных единиц изделия из титановых сплавов ВТ6, ВТ20 и ОТ4.
Благодаря тому, что портал образован двумя линейными направляющими продольного перемещения, расположенными на вертикальных стойках параллельно друг другу и симметрично относительно центральной оси стоек, и снабжен каретками портала, выполненными с возможностью продольного перемещения посредством двух шаговых двигателей, связанных с двумя шарико-винтовыми парами кареток портала, а мост выполнен в виде линейной направляющей поперечного перемещения вдоль и поперек основания, закреплен на каретках портала и снабжен кареткой моста, выполненной с возможностью поперечного перемещения посредством шагового двигателя, соединенного с линейной направляющей с помощью ременной передачи, причем линейная направляющая вертикального перемещения закреплена на каретке моста с помощью кронштейна перпендикулярно ей с возможностью вертикального перемещения посредством шагового двигателя с тормозом, соединенного с линейной направляющей вертикального перемещения ременной передачей, а на линейной направляющей вертикального перемещения установлен ползун, на котором установлен аппарат для автоматической дуговой сварки в продольном и поперечном направлении относительно основания, при этом левая вертикальная стойка содержит приводную опору с возможностью углового перемещения обрабатываемого изделия посредством двигателя и муфты, а правая вертикальная стойка снабжена поддерживающей опорой, причем приводная и поддерживающая опоры установлены соосно, достигается расширение функциональных возможностей устройства для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой, позволяющих, помимо сварки в замкнутом пространстве камеры в продольном и поперечном направлении, производить сварку вдоль вертикальной оси и с угловым перемещением вокруг горизонтальной оси, смонтированной в оси приводной и поддерживающих опор.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ УСИЛИТЕЛЯ К ПЛОСКОМУ ЛИСТУ | 2024 |
|
RU2834726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЗАГОТОВКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2674358C1 |
| Поточная линия для изготовлениябАлОК C ОТВЕРСТияМи B CTEHKE | 1979 |
|
SU793737A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Пищевой 3D-принтер | 2023 |
|
RU2827097C1 |
| 3D-ПРИНТЕР | 2017 |
|
RU2649738C1 |

Изобретение относится к области сварки, а именно конструкции устройства, осуществляющего автоматическую сварку изделий из титановых сплавов в камере с контролируемой атмосферой. Устройство для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой выполнено в виде модуля, содержащего призматическое основание и портал-мост. Портал образован двумя линейными направляющими продольного перемещения и снабжен каретками портала. Мост закреплен на каретках портала и снабжен кареткой моста, выполненной с возможностью поперечного перемещения. При этом линейная направляющая вертикального перемещения закреплена посредством шагового двигателя, соединенного с линейной направляющей вертикального перемещения. На ней установлен ползун, с аппаратом для автоматической дуговой сварки. Техническим результатом изобретения является расширение функциональных возможностей устройства для автоматической сварки, позволяющего помимо сварки в замкнутом пространстве камеры в продольном и поперечном направлении производить сварку вдоль вертикальной оси и с угловым перемещением вокруг горизонтальной оси, смонтированной в оси приводной и поддерживающих опор. 4 ил.
Устройство для автоматической сварки изделий из титановых сплавов в камере с контролируемой атмосферой, выполненное в виде модуля, содержащего призматическое основание и портал-мост, включающий в себя портал и мост, отличающееся тем, что портал образован двумя линейными направляющими продольного перемещения, расположенными на вертикальных стойках параллельно друг другу и симметрично относительно центральной оси стоек, и снабжен каретками портала, выполненными с возможностью продольного перемещения посредством двух шаговых двигателей, связанных с двумя шарико-винтовыми парами кареток портала, а мост выполнен в виде линейной направляющей поперечного перемещения с возможностью перемещения поперек основания, закреплен на каретках портала и снабжен кареткой моста, выполненной с возможностью поперечного перемещения посредством шагового двигателя, соединенного с линейной направляющей с помощью ременной передачи, причем на каретке моста закреплена с помощью кронштейна линейная направляющая вертикального перемещения перпендикулярно каретке с возможностью вертикального перемещения посредством шагового двигателя с тормозом, соединенного с линейной направляющей вертикального перемещения ременной передачей, а на линейной направляющей вертикального перемещения установлен ползун, на котором установлен аппарат для автоматической дуговой сварки в продольном и поперечном направлении относительно основания, при этом левая вертикальная стойка содержит приводную опору с возможностью углового перемещения обрабатываемого изделия посредством двигателя и муфты, а правая вертикальная стойка снабжена поддерживающей опорой, причем приводная и поддерживающая опоры установлены соосно.
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Устройство для непрерывного автоматического подсчета количества волн по заданным высотам | 1953 |
|
SU103506A1 |
| Устройство для изготовления гнутых стеклянных трубчатых изделий | 1958 |
|
SU119664A1 |
| СПОСОБ СБОРКИ ПОД СВАРКУ КУЗОВА ВАГОНА | 1994 |
|
RU2113961C1 |
| US 5397047 A1, 14.03.1995 | |||
| CN 105945410 B, 19.02.2019 | |||
| CN 208853909 U, 14.05.2019. | |||

