Область техники
Настоящее изобретение относится к стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способу ее изготовления, а более конкретно, к стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способу ее изготовления, в котором, поскольку стальную проволоку нагревают при заданной температуре или выше в течение короткого периода времени, можно стимулировать деформационное старение стальной проволоки для улучшения характеристики прямолинейности после старения.
Уровень техники
В общем, стальную проволоку применяют в различных областях промышленности и применяют для автомобильных шин, промышленных ленточных конвейеров и т.п. Стальная проволока, используемая для различных целей, как описано выше, должна иметь различные качественные характеристики. В частности, когда стальную проволоку используют в качестве материалов для армирования шин, необходима прямолинейность стальной проволоки.
Стальную проволоку, используемую в различных областях промышленности, используют не сразу после ее изготовления, а через несколько месяцев после наматывания ее на катушки с заданным внутренним диаметрам и хранения. Однако, когда стальную проволоку используют после наматывания на катушки и хранения, как указано выше, прямолинейность стальной проволоки не сохраняется.
Когда прямолинейность стальной проволоки не сохраняется, ее может быть невозможно использовать в областях промышленности, в которых необходима прямолинейность. В частности, если прямолинейность плохая, когда стальную проволоку используют в качестве материалов для армирования шин, это может повлиять на технологичность при изготовлении шин и может вызывать явления скручивания и поднятия кончика, и таким образом, производители шин могут испытывать трудности в процессах прокатки и резания. Кроме того, когда прямолинейность стальной проволоки не сохраняется, могут быть трудности при использовании стальной проволоки в различных областях, в которых требуется прямолинейность стальной проволоки.
Прямолинейность стальной проволоки изменяется по следующим причинам. Для стальной проволоки в качестве материала используют углеродистую сталь, и в углеродистой стали присутствуют внедренные атомы С и N твердого раствора, которые со временем перемещаются и закрепляются на ближайших дислокациях. Поэтому, когда получают стальную проволоку и наматывают на катушки с заданным внутренним диаметром, их прямолинейность изменяется из-за диффузии и закрепления атомов С и N, и следовательно, ухудшается.
Известные стальные проволоки могут не обеспечивать отличной прямолинейности из-за недостатков, указанных выше. Другими словами, хотя известные стальные проволоки имеют отличные характеристики прямолинейности сразу после изготовления, после наматывания их на катушки с заданным внутренним диаметром и прохождения длительного периода времени, их характеристики прямолинейности изменяются из-за деформационного старения под напряжением в упругом сечении, и таким образом, они не удовлетворяют качественным характеристикам прямолинейности.
Описание воплощений
Предложена стальная проволока, обладающая превосходной характеристикой прямолинейности, и способ ее изготовления, при котором посредством нагревания стальной проволоки при заданной температуре или выше в течение короткого периода времени стимулируют деформационное старение стальной проволоки для улучшения характеристики прямолинейности после старения.
В соответствии с одним аспектом настоящего изобретения, стальная проволока, обладающая превосходной характеристикой прямолинейности, может представлять собой проволоку, прошедшую операцию волочения, операцию нагревания в состоянии, при котором приложено натяжение, и операцию охлаждения, где при намотке проволоки на намоточную деталь, имеющую диаметр, который больше диаметра проволоки, на заданный период времени и последующем измерении прямолинейности проволоки длиной 400 мм, прямолинейность проволоки меньше или равна 30 мм.
Температура нагревания при операции нагревания может составлять от приблизительно 80°C до приблизительно 220°C.
Температура нагревания и время нагревания при операции нагревания проволоки могут удовлетворять приведенному ниже уравнению А, и температура нагревания при операции нагревания может быть больше или равна 80°C, при этом уравнение А представляет собой: Т+15,67 ln(t) ≥ 300, где Т представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагревания в с.
Время нагревания при операции нагревания может составлять от приблизительно 0,02 с до приблизительно 10 с, а натяжение, приложенное к проволоке при операции нагревания, может составлять от приблизительно 1% до приблизительно 50% от сопротивления резанию.
В соответствии с другим аспектом настоящего изобретения, способ получения стальной проволоки, обладающей превосходной характеристикой прямолинейности, может включать операцию подготовки проволоки, которую проволакивают; операцию нагревания проволоки в состоянии, при котором приложено натяжение; операцию охлаждения проволоки и операцию измерения прямолинейности, при которой проволоку наматывают на намоточную деталь, имеющую диаметр, превышающий диаметр проволоки, на заданный период времени, а затем измеряют прямолинейность проволоки, причем при измерении прямолинейности проволоки длиной 400 мм при операции измерения прямолинейность меньше или равна 30 мм.
Проволока может включать множество проволок, при этом способ дополнительно включает стадию скручивания и свивания множества проволок друг с другом.
Температура нагревания при операции нагревания может составлять от приблизительно 80°C до приблизительно 220°C.
Температура нагревания и время нагревания при операции нагревания могут удовлетворять приведенному ниже уравнению А, и температура нагревания при операции нагревания может быть больше или равна 80°C, при этом уравнение А представляет собой: Т+15,67 ln(t) ≥ 300, где Т представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагревания в с.
Время нагревания при операции нагревания может составлять от 0,02 с до 10 с, а натяжение, приложенное к проволоке при операции нагревании, может составлять от 1% до 50% от сопротивления резанию.
Настоящее изобретение относится к стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способу ее изготовления, в котором, поскольку стальную проволоку нагревают при заданной температуре или выше в течение короткого периода времени, можно стимулировать деформационное старение стальной проволоки для улучшения характеристики прямолинейности после старения.
Также, поскольку стальную проволоку нагревают при заданной температуре или выше в течение короткого периода времени, микроструктура стальной проволоки может существенно не изменяться. Таким образом, деформационное старение стальной проволоки можно стимулировать без ухудшения физических свойств стальной проволоки и с улучшением характеристики прямолинейности после старения.
Краткое описание чертежей
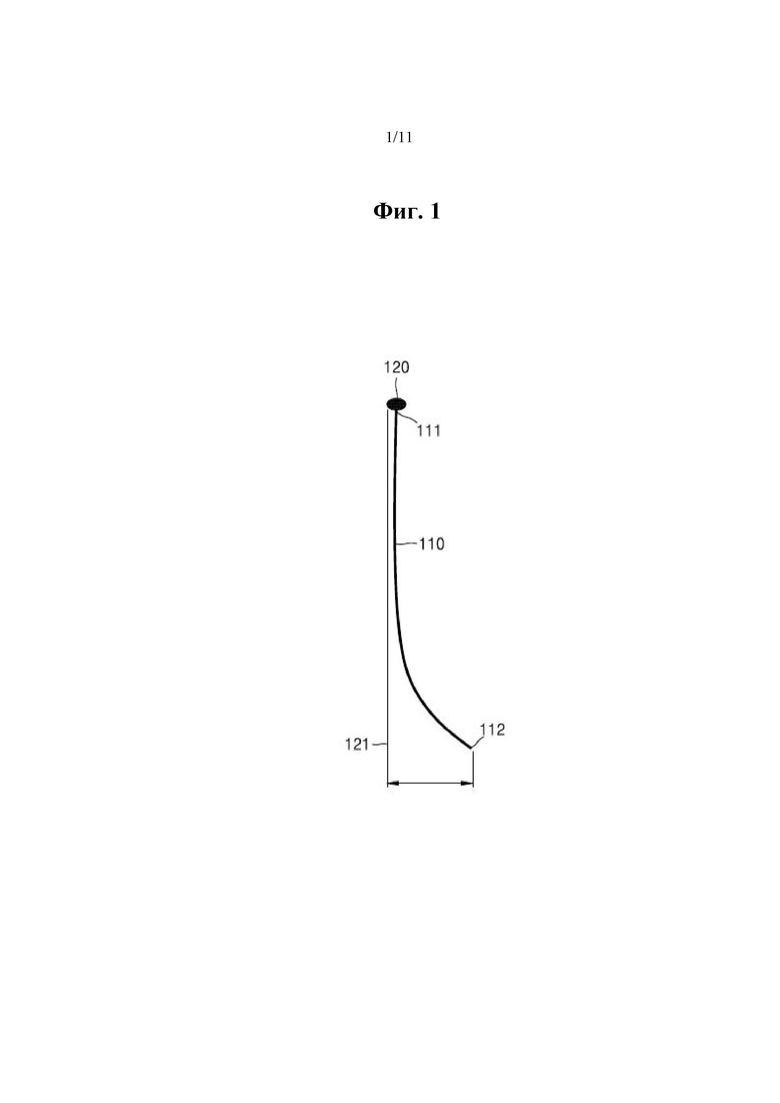
На фиг. 1 представлен вид, демонстрирующий измерение прямолинейности стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением;
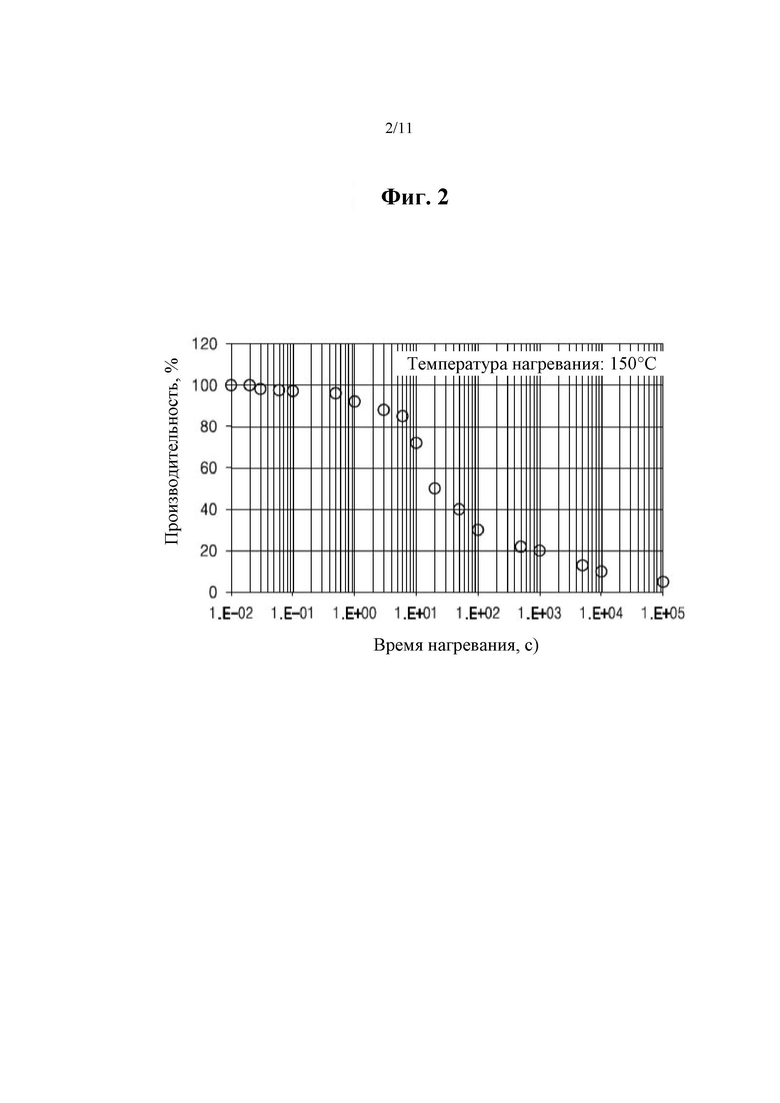
на фиг. 2 представлен график зависимости производительности от времени нагревания стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением;
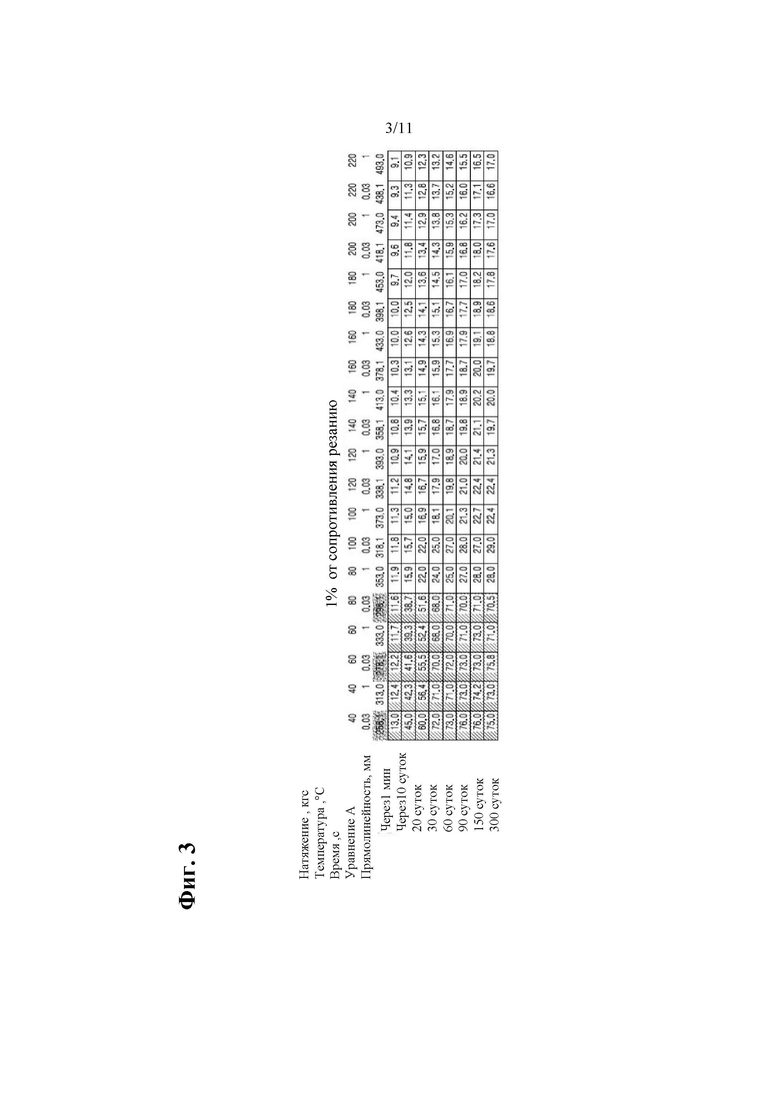
на фиг. 3 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки путем приложения натяжения 1% от сопротивления резанию и нагревания проволоки с изменением времени нагревания и температуры нагревания проволоки, в соответствии с воплощением;
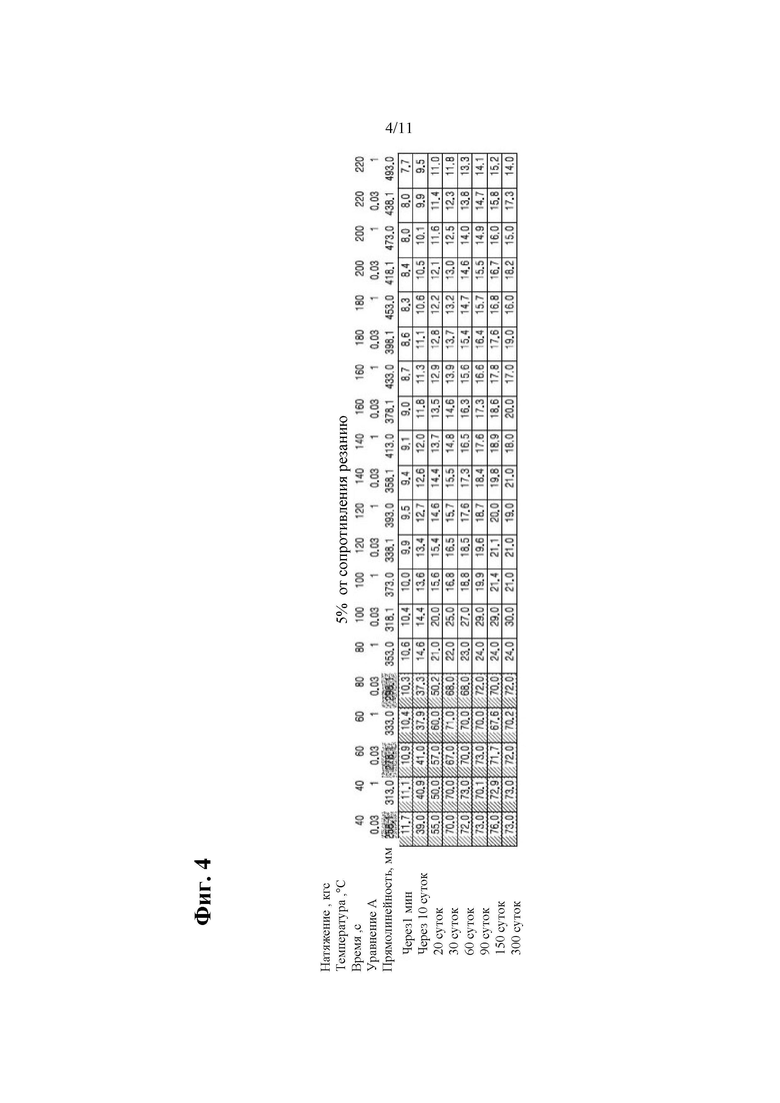
на фиг. 4 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки путем приложения натяжения 5% от сопротивления резанию и нагревания проволоки с изменением времени нагревания и температуры нагревания проволоки, в соответствии с воплощением;
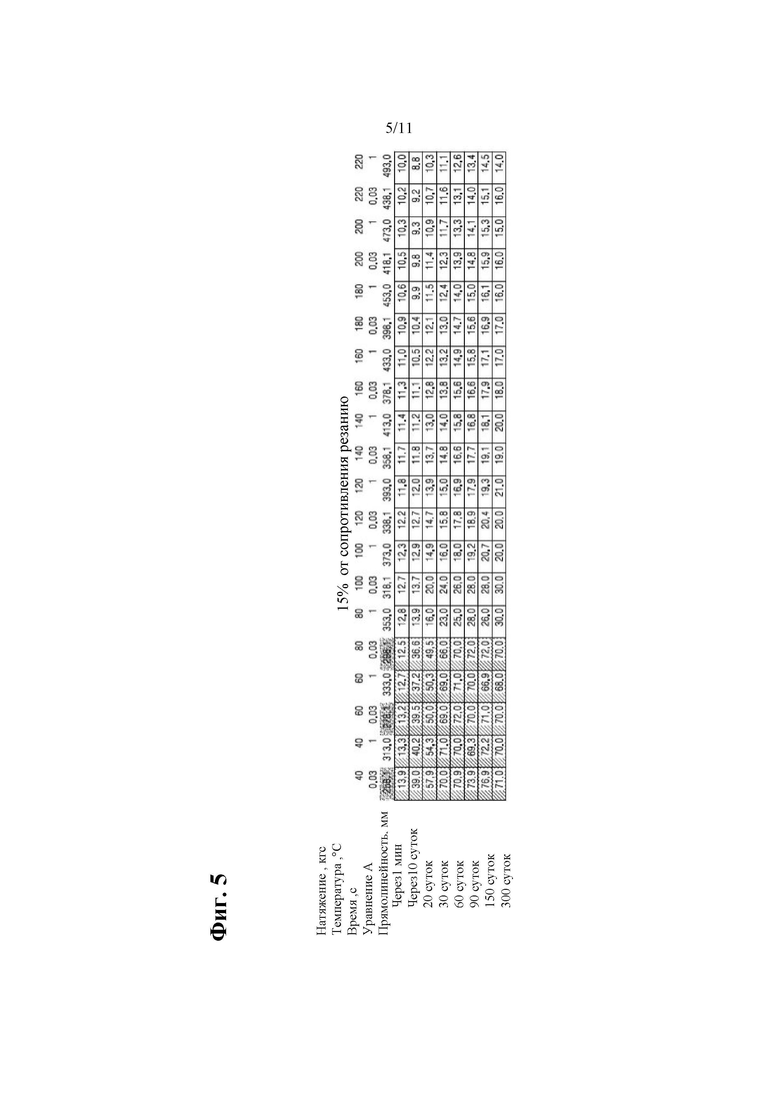
на фиг. 5 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки путем приложения натяжения 15% от сопротивления резанию и нагревания проволоки с изменением времени нагревания и температуры нагревания проволоки, в соответствии с воплощением;
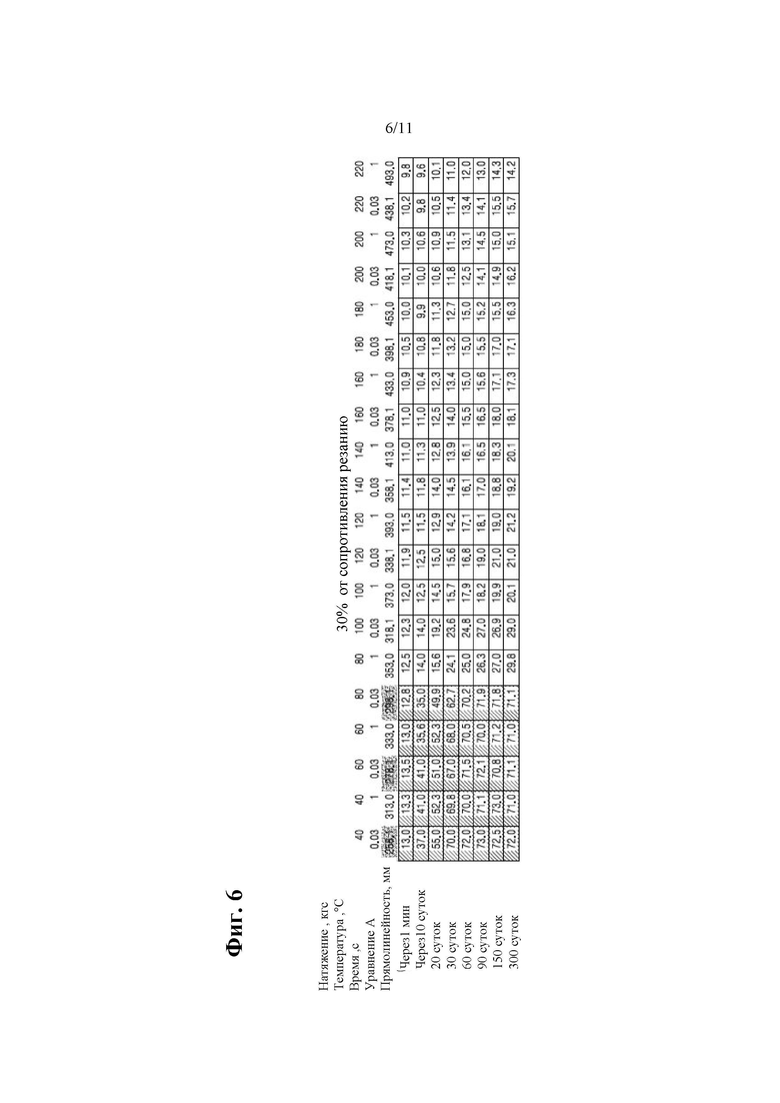
на фиг. 6 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки путем приложения натяжения 30% от сопротивления резанию и нагревании проволоки с изменением времени нагревания и температуры нагревания проволоки, в соответствии с воплощением;
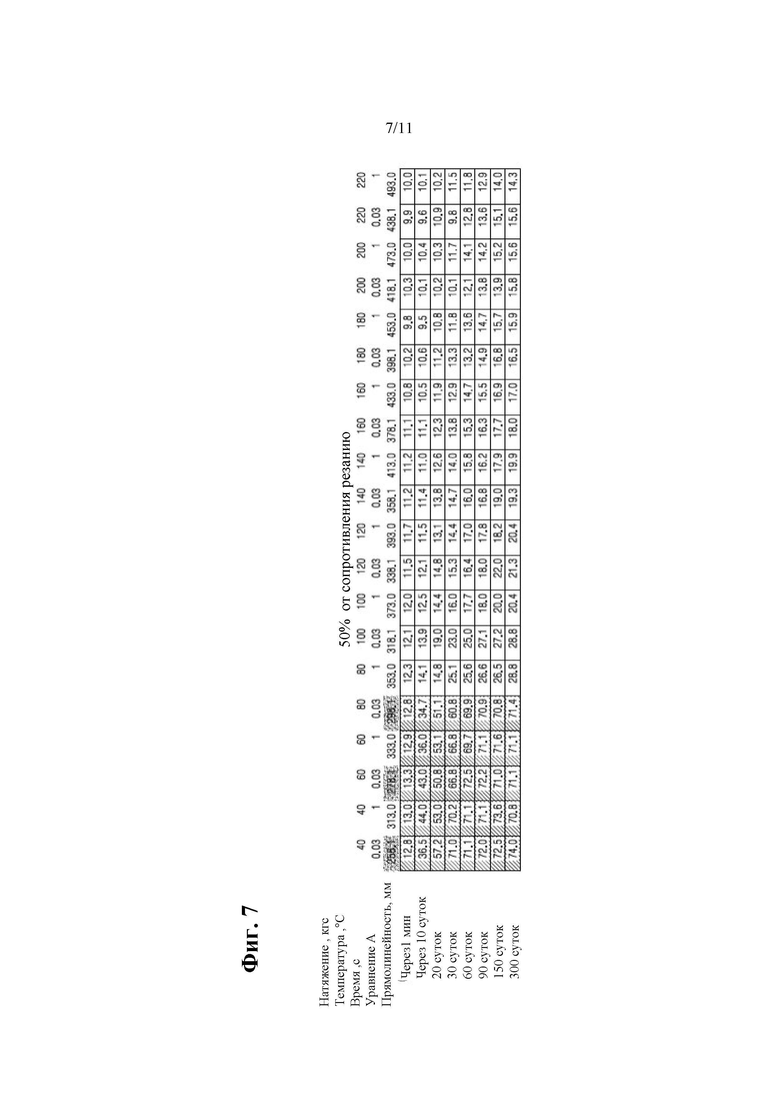
на фиг. 7 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки путем приложения натяжения 50% от сопротивления резанию и нагревания проволоки с изменением времени нагревания и температуры нагревания проволоки, в соответствии с воплощением;
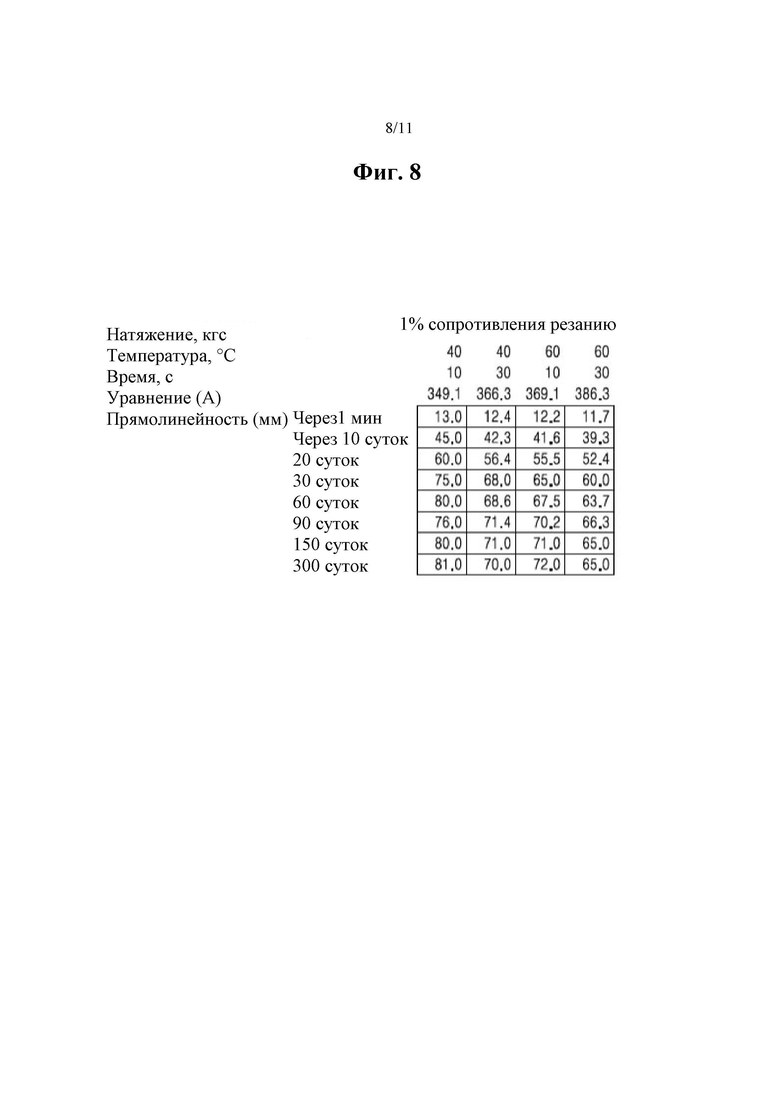
на фиг. 8 представлена таблица, иллюстрирующая прямолинейность при изготовлении стальной проволоки посредством приложения натяжения 1% от сопротивления резанию и нагревания проволоки с увеличением времени нагревания проволоки, в соответствии с воплощением;
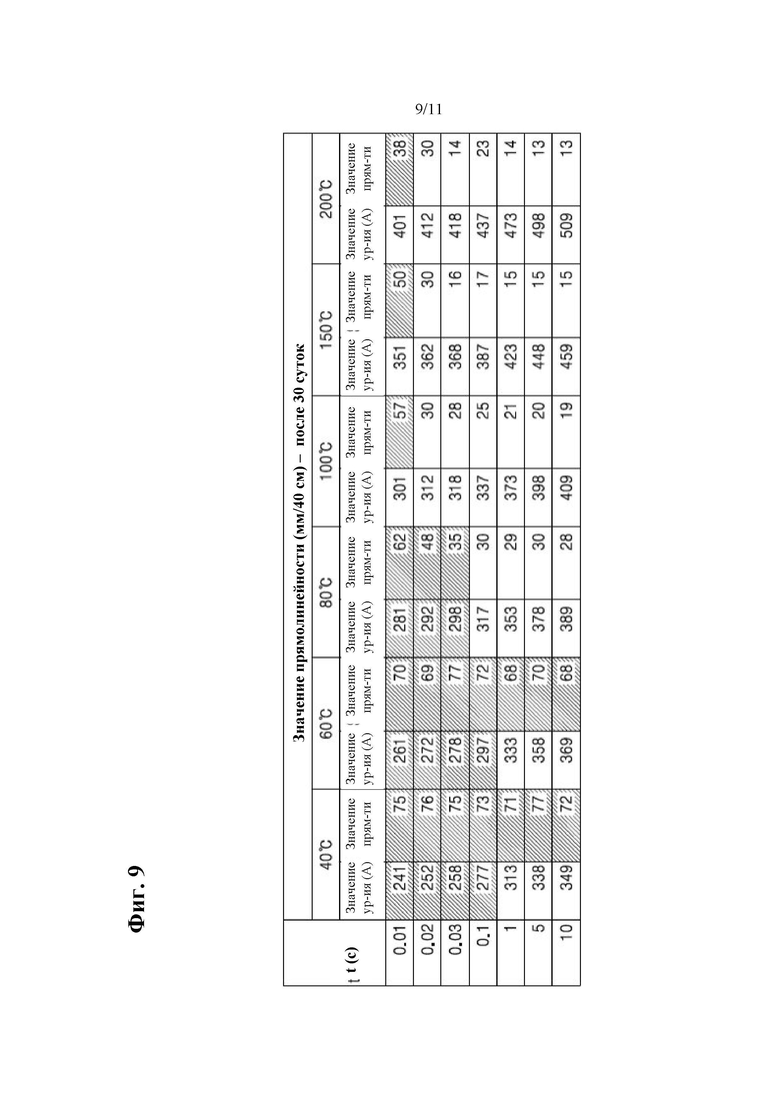
на фиг. 9 представлена таблица, показывающая значения уравнения А в зависимости от температуры нагревания и времени нагревания и значения прямолинейности через 30 суток, в соответствии с воплощением;
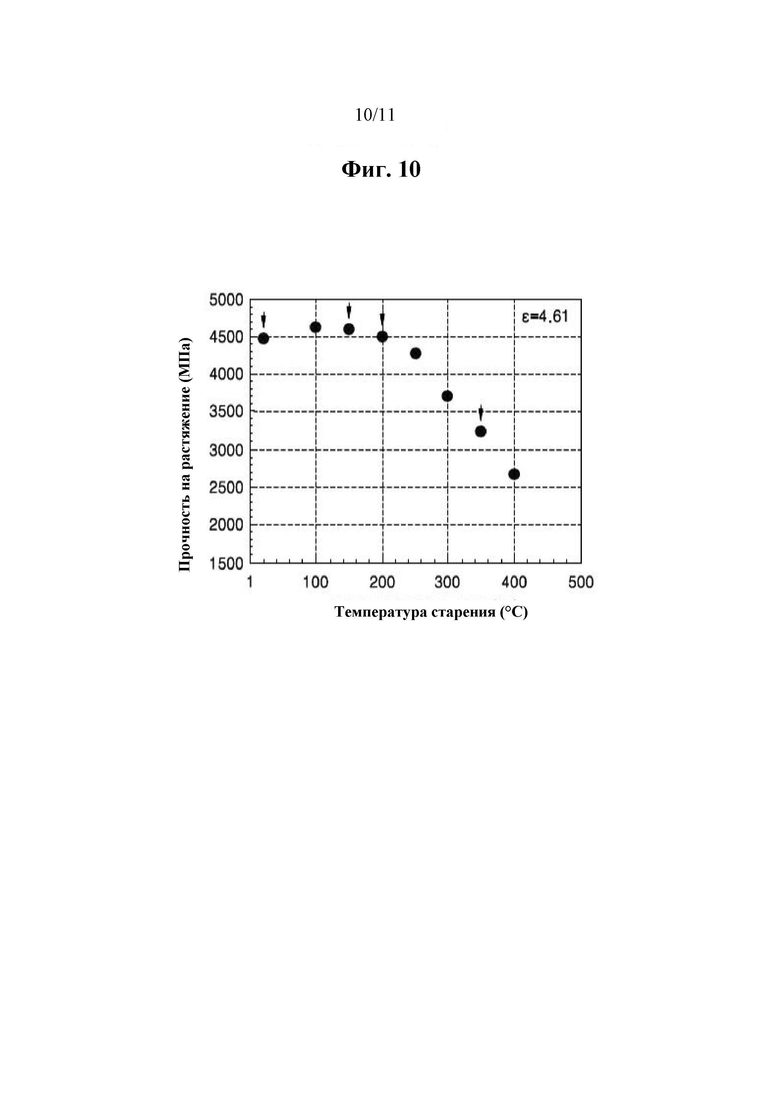
на фиг. 10 представлен график зависимости, иллюстрирующий изменение прочности проволоки на растяжение в зависимости от температуры нагревания, и
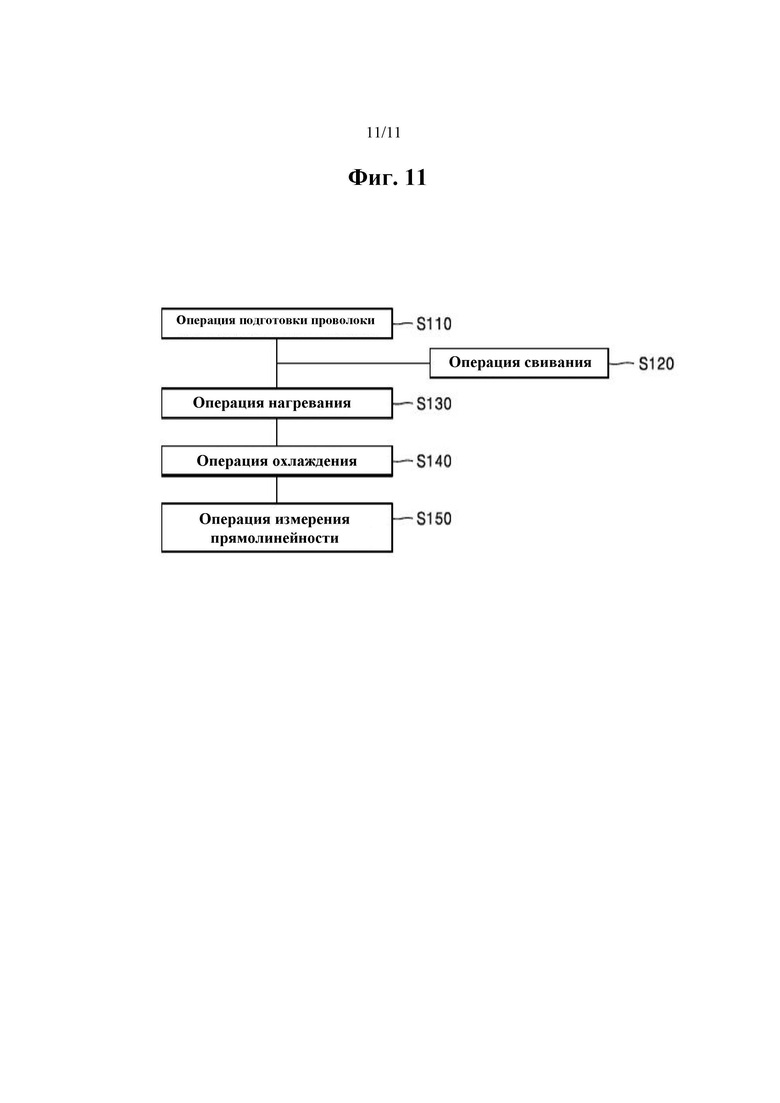
на фиг. 11 представлена блок-схема, иллюстрирующая способ изготовления стальной проволоки, обладающей отличной характеристикой прямолинейности, в соответствии с воплощением.
Осуществление изобретения
Настоящее изобретение относится к стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способу ее изготовления, в котором стальную проволоку нагревают при заданной температуре или выше в течение короткого периода времени, что способствует деформационному старению стальной проволоки, чтобы улучшить характеристику прямолинейности после старения. Далее подробно описаны примеры воплощений со ссылкой на прилагаемые чертежи.
Как показано на фиг. 1, стальная проволока, обладающая превосходной характеристикой прямолинейности, в соответствии с воплощением включает проволоку 110, которая после осуществления операции волочения, подвергнута операции нагревания в состоянии, в котором приложено натяжение, и подвергнута операции охлаждения. Хотя проволока 110 была намотана на намоточную деталь на заданный период времени или более длительный период времени, ее прямолинейность меньше или равна 30 мм.
Как показано на фиг. 1, прямолинейность в соответствии с воплощением можно измерить следующим образом. Проволоку 110 наматывают на намоточную деталь, диаметр которой больше диаметра проволоки 110, на заданный период времени. После этого конец 111 намотанной проволоки 110 закрепляют в точке 120, и проволоку 110 вертикально опускают. Здесь проволоку 110 опускают на длину 400 мм. Другими словами, расстояние между концом 111 проволоки 110 и другим концом 112 проволоки 110 составляет 400 мм.
Прямолинейность проволоки 110 можно определить по расстоянию между первой осью 121, образующей вертикальную линию от точки 120, и другим концом 112 проволоки 110. Более подробно, когда расстояние между первой осью 121 и другим концом 112 проволоки 110 является малым, стальная проволока имеет превосходную прямолинейность, а когда расстояние между первой осью 121 и другим концом 112 проволоки 110 является большим, стальная проволока имеет плохую прямолинейность.
Поскольку стальную проволоку в соответствии с воплощением нагревают при заданной температуре или выше в течение короткого периода времени, чтобы способствовать деформационному старению стальной проволоки, при измерении прямолинейности после намотки проволоки 110 на намоточную деталь на заданный период времени, прямолинейность проволоки 110 можно сохранить меньшей или равной 30 мм. (Здесь заданный период времени, на который проволока 110 намотана на намоточную деталь, может составлять от шести месяцев до одного года, но не ограничен этим периодом.)
Проволока 110 в соответствии с воплощением может быть выполнена из углеродистой стали, и проволока 110 может быть выполнена из углеродистой стали от приблизительно 0,5 масс. % до приблизительно 1,1 масс. %.
После осуществления операции волочения проволоку 110 можно нагревать в состоянии, в котором приложено натяжение, и осуществление операции волочения может указывать на то, что проволока 110 может быть подвергнута процессу, включающему процесс волочения. В частности, для обеспечения высокой прочности и обрабатываемости проволоки 110 может быть выполнена патентованная обработка. Путем выполнения патентованной обработки проволоки 110 достигают микроструктуры перлита, который представляет собой агломерат цементита на основе углерода и феррита, образованного из Fe.
Может быть обеспечено множество проволок 110, которые подвергают процессу волочения, и могут выполнять операцию скручивания и свивания множества проволок 110 друг с другом. Однако операция свивания может быть опущена при необходимости, и таким образом, когда проволоку 110 используют в качестве единственной стальной проволоки, операция свивания может быть опущена.
Процесс волочения представляет собой процесс, при котором происходит большая деформация в материале, и перлитная структура высокоуглеродистой стали деформируется, что способствует разложению цементита в пластинчатом слое. При разложении цементита посредством деформации, возникающей в процессе волочения, доли внедренных атомов С и N твердого раствора в ферритовой матрице увеличиваются.
В настоящем изобретении деформационное старение происходит по мере того, как внедренный атом твердого раствора, такой как С или N, закрепляется на дислокации с течением времени, и его факторы могут включать не только атомную плотность твердого раствора, но и время, температуру, плотность дислокаций и т.п. Кроме того, посредством процесса волочения внутри материала возникает высокая плотность дислокаций, что сопровождается высокой пластической деформацией, и явление старения еще больше усиливается.
Другими словами, когда полностью вытянутую стальную проволоку наматывают на катушку с заданным внутренним диаметром, цементит со временем разлагается, что приводит к деформационному старению, сопровождающемуся изменением прямолинейности, и таким образом, можно не достичь целевой прямолинейности.
Для предотвращения этого проволоку 110 в соответствии с воплощением подвергают операции нагревания, при которой ее нагревают в состоянии, в котором приложено натяжение, и затем подвергают операции охлаждения, тем самым искусственно стимулируя и завершая диффузию атомов твердого раствора. Поскольку диффузию атомов твердого раствора искусственно стимулируют и завершают, как описано выше, даже после того, как проволоку 110 наматывают на намоточную деталь с заданным внутренним диаметром, явление старения в проволоке 110 не происходит.
Как описано выше, стальная проволока в соответствии с воплощением имеет улучшенную прямолинейность, благодаря тому, что способствуют деформационному старению проволоки 110, но деформационное старение можно стимулировать так, чтобы не влиять на другие физические свойства проволоки 110.
Для этого время нагревания при операции нагревания проволоки 110 в соответствии с воплощением может составлять от приблизительно 0,02 с до приблизительно 10 с и может также составлять от приблизительно 0,02 с до приблизительно 5 с.
Когда проволоку 110 нагревают слишком долго при операции нагревания проволоки 110, деформационное старение проволоки 110 можно усилить, но производительность изготовления стальной проволоки может уменьшаться.
Как показано на фиг. 2, по мере увеличения времени нагревания при операции нагревания проволоки 110, производительность изготовления стальной проволоки снижается, и производительность быстро снижается при времени нагревания больше или равном 10 с. Другими словами, когда время нагревания увеличивается при операции нагревания проволоки 110, поскольку темп производства замедляется, производительность может снижаться, и следовательно, производственные затраты могут увеличиваться.
Кроме того, когда проволоку 110 не нагревают в течение достаточного времени при операции нагревания проволоки 110, деформационное старение не стимулируется. В частности, при времени нагревания 0,01 с, т.е. менее 0,02 с, при операции нагревания проволоки 110, поскольку время нагревания слишком мало, атомы углерода, образующиеся при разложении цементита на границе раздела цементита и феррита, не имеют достаточной движущей силы для перемещения в ферритовую область, и таким образом, ускорения, когда углерод закрепляется на дислокации, не происходит. Таким образом, время нагревания при операции нагревания проволоки 110 может составлять от приблизительно 0,02 с до приблизительно 10 с, и также может составлять от приблизительно 0,02 с до приблизительно 5 с.
В то же время, температура нагревания и время нагревания при операции нагревании проволоки 110 в соответствии с воплощением могут удовлетворять представленному ниже уравнению А, и температура нагревания при операции нагревания проволоки 110 может быть больше или равна 80°C. Уравнение А: Т+15,67 ln(t)≥300, где Т представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагрева в с.
Как показано на фиг. 3-7, когда температура нагревания и время нагревания при операции нагревания проволоки 110 не удовлетворяют уравнению А, деформационное старение проволоки 110 происходит в недостаточной степени, и следовательно, прямолинейность проволоки 110 не улучшается.
На фиг. 3 проиллюстрировано нагревание проволоки 110 при приложении к ней натяжения, равного 1% от сопротивления резанию, на фиг. 4 проиллюстрировано нагревание проволоки 110 при приложении к ней натяжения, составляющего 5% от сопротивления резанию, на фиг. 5 проиллюстрировано нагревание проволоки 110 при приложении к ней натяжения, составляющего 15% от сопротивления резанию, на фиг. 6 проиллюстрировано нагревание проволоки 110 при приложении к ней натяжения, составляющего 30% от сопротивления резанию, на фиг. 7 проиллюстрировано нагревание проволоки 110 при приложении к ней натяжения, составляющего 50% от сопротивления резанию. Численные значения на фиг. 3-7 представляют собой значения прямолинейности проволоки 110, измеренные с помощью способа измерения прямолинейности, описанного выше.
В настоящем изобретении температура нагревания проволоки 110 может быть больше или равна 80°C. Когда температура нагревания проволоки 110 составляет менее 80°C, даже если температура нагревания и время нагревания при операции нагревания проволоки 110 удовлетворяют уравнению А, деформационное старение проволоки 110 может не стимулироваться.
Более конкретно, воплощения 60°C - 1 с и 40°C - 1 с, представленные на фиг. 3, 60°C - 1 с и 40°C - 1 с, представленные на фиг. 4, 60°C - 1 с и 40°C - 1 с, представленные на фиг. 5, 60°C - 1 с и 40°C - 1 с, представленные на фиг. 6, а также 60°C - 1 с и 40°C - 1 с, представленные на фиг. 7, удовлетворяют уравнению А, но так как температура нагревания составляет менее 80°C, то деформационное старение не стимулируется, и таким образом, прямолинейность ухудшается.
На фиг. 8 показано, что температура нагревания проволоки 110 составляет менее 80°C, и время нагревания увеличивается (больше или равно 10 секундам). Как видно из фиг. 8, хотя время нагревания становится больше при температуре нагревания менее 80°C, деформационное старение проволоки 110 не стимулируется. Как описано выше, когда температура нагревания проволоки 110 составляет менее 80°C, хотя время нагревания проволоки 110 увеличивается, деформационное старение не стимулируется.
Деформационное старение происходит по мере того, как внедренный атом твердого раствора, такой как С или N, закрепляется на дислокации с течением времени, и его факторы могут включать не только атомную плотность твердого раствора, а также время, температуру, плотность дислокаций и т.п. Другими словами, заданная температура необходима для закрепления внедренных атомов твердого раствора, таких как С или N, на дислокациях с течением времени, и когда температура нагревания проволоки 110 составляет менее 80°C, внедренные атомы твердого раствора, такие как С или N не закрепляются на дислокациях с течением времени, и таким образом, деформационное старение не стимулируется.
Следовательно, даже если температура нагревания и время нагревания при операции нагревания проволоки 110 удовлетворяют уравнению А, когда температура нагревания при операции нагревания составляет менее 80°C, деформационное старение не стимулируется.
Также, даже если температура нагревания при операции нагревания проволоки 110 составляет более 80°C, когда температура нагревания и время нагревания при операции нагревания проволоки 110 не удовлетворяют уравнению А, деформационное старение не стимулируется. Более подробно, как показано на фиг. 9, в случаях 80°C - 0,01 с, 0,02 с и 0,03 с, так как температура нагревания при операции нагревания больше или равна 80°C, но не соблюдается условие уравнения А, деформационное старение не ускоряется, и следовательно, прямолинейность не улучшается.
Также, даже если температура нагревания при операции нагревания проволоки 110 больше или равна 80°C, когда время нагревания при операции нагревания проволоки 110 составляет менее 0,02 с, деформационное старение не стимулируется. Более подробно, как показано на фиг. 9, в случаях 100°C - 0,01 с, 150°C - 0,01 с и 200°C - 0,01 с, поскольку температура нагревания при операции нагревания больше или равна 80°C и удовлетворяет уравнению А, но времени нагревания недостаточно, деформационное старение не ускоряется.
Это связано с тем, что время нагревания при операции нагревания проволоки 110 слишком мало. Хотя температура нагревания при операции нагревания проволоки 110 больше или равна 80°C, когда время нагревания при операции нагревания проволоки 110 слишком мало, внедренный атом твердого раствора, такой как С или N, не закрепляется на дислокации с течением времени, и таким образом, деформационное старение не ускоряется.
Таким образом, температура нагревания и время нагревания при операции нагревания проволоки 110 могут удовлетворять уравнению А, и температура нагревания при операции нагревания проволоки 110 может быть больше или равна 80°C. Другими словами, хотя температура нагревания больше или равна 80°C, когда время нагревания слишком мало, деформационное старение не стимулируется, и таким образом, время нагревания при операции нагревания проволоки 110 может быть больше или равно 0,02 с.
В соответствии с воплощением, натяжение, приложенное к проволоке 110 при операции нагревания проволоки 110, может составлять от приблизительно 1% до приблизительно 50% от сопротивления резанию. Натяжение, приложенное к проволоке 110 при операции нагревания проволоки 110, влияет на температуру нагревания и время нагревания.
Как описано выше, операция нагревания способствует деформационному старению благодаря диффузии внедренных атомов твердого раствора, и когда натяжение, приложенное к проволоке 110, повышается, улучшается прямолинейность проволоки 110, и при тех же условиях нагревания проявляется более сильный эффект улучшения прямолинейности. Поэтому натяжение, приложенное к проволоке 110 при операции нагревания проволоки 110, может составлять более 1% от сопротивления резанию.
Однако, когда натяжение, приложенное к проволоке 110 при операции нагревания проволоки 110, слишком велико, физические свойства проволоки 110 могут ухудшаться из-за натяжения. Поэтому натяжение, приложенное к проволоке 110 при операции нагревания проволоки 110, может составлять менее 50% от сопротивления резанию. (В данном документе сопротивление резанию является одним из физических свойств проволоки и относится к прочности в момент времени, когда проволоку разрезают при приложении натяжения с обоих концов проволоки в осевом направлении.)
Однако натяжение, приложенное к проволоке 110, не ограничено от приблизительно 1% до приблизительно 50% от сопротивления резанию, и при необходимости может быть приложено подходящее натяжение.
Температура нагревания при операции нагревания проволоки 110 в соответствии с воплощением может составлять от приблизительно 80°C до приблизительно 220°C. Причина, по которой температура нагревания может быть больше или равна 80°C, описана выше, и поэтому здесь пояснения пропускают. Как показано на фиг. 10, когда температура меньше или равна 220°C при операции нагревания проволоки 110, прочность на растяжение можно увеличить без существенного изменения микроструктуры.
Однако, когда температура нагревания становится гораздо выше 220°C, аспект физических свойств проволоки 110 становится достаточно неприемлемым для наблюдения изменений микроструктуры, и прочность на растяжение постепенно уменьшается. Другими словами, когда температура нагревания составляет более 220°C, деформационное старение может стимулироваться, но прочность на растяжение проволоки 110 может уменьшаться. Таким образом, температура нагревания при операции нагревания проволоки 110 может составлять от приблизительно 80°C до приблизительно 220°C.
Стальную проволоку, обладающую превосходной характеристикой прямолинейности в соответствии с описанным выше воплощением, можно изготовить приведенным ниже способом. Все свойства стальной проволоки, обладающей превосходной характеристикой прямолинейности, описанные выше, могут быть применены к способу изготовления стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением, которое описано далее.
Как показано на фиг. 11, способ в соответствии с воплощением включает операцию S110 подготовки проволоки, операцию S130 нагревания, операцию S140 охлаждения и операцию S150 измерения прямолинейности.
Операция S110 подготовки проволоки представляет собой операцию подготовки тянутой проволоки. Когда операция S110 подготовки проволоки включает операцию волочения проволоки 110, в нее могут быть включены различные типы процессов.
Способ изготовления стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением, может дополнительно включать операцию S120 свивания. Операция S120 свивания представляет собой операцию, при которой предоставляют множество проволок 110 и скручивают и свивают множество проволок 110 друг с другом. Операция S120 свивания может быть включена при изготовлении стальной проволоки, представляющей собой многожильную проволоку, но может быть опущена при изготовлении одножильной стальной проволоки.
Операция S130 нагревания представляет собой операцию нагревания тянутой проволоки 110, в состоянии, при котором приложено натяжение. При операции S130 нагревания температура нагревания может составлять от приблизительно 80°C до приблизительно 220°C.
Также, температура нагревания и время нагревания при операции S130 нагревания могут удовлетворять уравнению А: Т+15,67 ln(t)≥300 (где Т представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагревания в с), и температура нагревания при операции S130 нагревания может быть больше или равна 80°C.
Также, время нагревания при операции S130 нагревания может составлять от приблизительно 0,02 с до приблизительно 10 с, и натяжение, приложенное к проволоке 110 при операции S130 нагревания, может составлять от приблизительно 1% до приблизительно 50% от сопротивления резанию. Однако натяжение, приложенное к проволоке 110, не ограничено значениями от приблизительно 1% до приблизительно 50% от сопротивления резанию, и поэтому при необходимости можно прикладывать подходящее натяжение.
Пределы численных значений температуры нагревания, времени нагревания и натяжения при операции S130 нагревания являются такими же, как описано выше для стальной проволоки, имеющей превосходную характеристику прямолинейности, в соответствии с воплощением, и поэтому здесь их подробное описание опущено.
Операция S140 охлаждения представляет собой операцию охлаждения проволоки 110, которая подвергнута операции S130 нагревания. Поскольку проволоку 110, которая подвергнута операции S130 нагревания, подвергают воздействию среды, подходящей для диффузии С и N в проволоке 110, если намотка проведена при недостаточном охлаждении, деформационное старение может быть неполностью подавлено. Поэтому проволоку 110, которая подвергнута операции S130 нагревания, можно охлаждать посредством операции S140 охлаждения.
Температура охлаждения при операции S140 охлаждения может быть меньше или равна 50°C, и когда температура охлаждения при операции S140 охлаждения низкая, эффект может усиливаться, и таким образом, охлаждение можно выполнять при температуре охлаждения меньшей или равной 50°C. Более подробно, операцию S140 охлаждения можно выполнять при комнатной температуре. Однако температура охлаждения при операции S140 охлаждения этим не ограничена и может быть изменена по мере необходимости. Операцию S140 охлаждения можно выполнять различными способами, и можно использовать такие способы, как воздушное охлаждение, охлаждение восстановительным и инертным газом, водяное охлаждение и т.п.
Операция S150 измерения прямолинейности представляет собой операцию, при которой проволоку 110 наматывают вокруг намоточной детали, имеющей диаметр, который больше диаметра проволоки 110, на заданный период времени, а затем измеряют прямолинейности проволоки 110.
Как показано на фиг. 1, прямолинейность может быть измерена при операции S150 измерения прямолинейности следующим образом. Проволоку 110 наматывают на намоточную деталь, диаметр которой больше диаметра проволоки 110, на заданный период времени. После этого конец 111 проволоки 110, которая намотана, фиксируют в точке 120, и проволоку 110 вертикально опускают. Здесь проволоку 110 опускают на длину 400 мм. Другими словами, расстояние между концом 111 проволоки ПО и другим концом 112 проволоки 110 составляет 400 мм.
Прямолинейность проволоки 110, измеренная при операции S150 измерения прямолинейности, может представлять собой расстояние между первой осью 121, образующей вертикальную линию от точки 120, и другим концом 112 проволоки 110. Более подробно, когда расстояние между первой осью 121 и другим концом 112 проволоки 110 является малым, стальная проволока имеет превосходную прямолинейность, а когда расстояние между первой осью 121 и другим концом 112 проволоки 110 является большим, стальная проволока имеет плохую прямолинейность.
В способе изготовления стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением, при намотке проволоки 110 на намоточную деталь на заданный период времени, как в указанном выше способе, и последующем измерении прямолинейности проволоки 110 длиной 400 мм при операции S150 измерения прямолинейности, может быть получена стальная проволока, представляющая собой проволоку 110, имеющую прямолинейность меньшую или равную 30 мм.
Стальная проволока, обладающая превосходной характеристикой прямолинейности, и способ ее изготовления в соответствии с описанными выше воплощениями обладают следующими преимуществами.
В стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способе ее изготовления в соответствии с воплощениями, поскольку стальную проволоку нагревают при заданной температуре в течение короткого периода времени, можно стимулировать деформационное старение стальной проволоки для улучшения характеристики прямолинейности после старения.
Также, в стальной проволоке, обладающей превосходной характеристикой прямолинейности, и способе ее изготовления в соответствии с воплощениями, поскольку стальную проволоку нагревают при заданной температуре в течение более короткого периода времени, микроструктура стальной проволоки может существенно не изменяться, и таким образом, деформационное старение можно стимулировать без ухудшения физических свойств стальной проволоки для улучшения характеристики прямолинейности после старения.
Более конкретно, в стальной проволоке, обладающей превосходной характеристикой прямолинейности и способе ее изготовления в соответствии с воплощениями, поскольку проволоку нагревают в течение короткого периода времени (от приблизительно 0,02 с до приблизительно 10 с или от приблизительно 0,02 с до приблизительно 5 с), прямолинейность проволоки может быть улучшена без изменения физических свойств проволоки.
В настоящем изобретении, для содействия деформационному старению проволоки при нагревании проволоки в течение короткого периода времени, температура нагревания и время нагревания при операции нагревания проволоки могут удовлетворять уравнению А: Т+15,67 In (t)≥300 (где Т представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагревания в с), и температура нагревания при операции нагревания может быть больше или равна 80°C.
Как показано на фиг. 3-9, когда условия, описанные выше, не выполняются, деформационное старение стимулируется в недостаточной степени. Однако в случае стальной проволоки, обладающей превосходной характеристикой прямолинейности, в соответствии с воплощением, проволоку можно нагревать, удовлетворяя вышеуказанным условиям, и таким образом, прямолинейность проволоки можно улучшить без изменения физических свойств проволоки.
Для стальной проволоки, обладающей превосходной характеристикой прямолинейности, и способа ее изготовления в соответствии с воплощениями, уравнение А: Т+15,67 In (t)≥300 (где Т представляет собой температуры нагревания, выраженную в значениях абсолютной температуры в K, a t представляет собой время нагревания в с) можно модифицировать следующим образом. Приведенное выше уравнение А можно модифицировать таким образом: 420≥Т+15,67 In (t)≥300, и уравнение А может иметь верхний предел 420.
По мере повышения значений температуры нагревания и времени нагревания и увеличения значения уравнения А, деформационное старение может стимулироваться. Однако, когда верхний предел уравнения А превышает 420, экономические и эксплуатационные аспекты могут быть неэффективными. Кроме того, когда значения температуры нагревания и времени нагревания возрастают с превышением верхнего предела 420 в уравнении А, риск влияния на физические свойства проволоки может возрастать, и таким образом, уравнение А выше может быть выражено как 420≥Т+15,67 ln(t)≥300.
Хотя изобретение конкретно показано и описано со ссылками на приведенные в качестве примера воплощения, настоящее изобретение не ограничено этими воплощениями, и могут быть внесены различные изменения, по форме и в деталях, без отступления от сущности и объема защиты настоящего изобретения. Поэтому объем защиты настоящего изобретения определен в прилагаемой формулы изобретения.
Предложены стальная проволока, для которой необходима прямолинейность, и способ изготовления стальной проволоки, где стальная проволока представляет собой проволоку, подвергнутую операции волочения, операции нагревания в состоянии, при котором приложено натяжение, и операции охлаждения, где при намотке проволоки на намоточную деталь, имеющую диаметр, который больше диаметра проволоки, на заданный период времени и последующем измерении прямолинейности проволоки длиной 400 мм прямолинейность проволоки меньше или равна 30 мм, и способ включает операцию подготовки проволоки, операцию нагревания, операцию охлаждения и операцию измерения прямолинейности. Технический результат заключается в том, что стимулируют деформационное старение стальной проволоки для улучшения характеристики прямолинейности после старения. 2 н. и 3 з.п. ф-лы, 11 ил.
1. Стальная проволока, для которой необходима прямолинейность, представляющая собой проволоку, подвергнутую операции волочения, операции нагревания в состоянии, при котором приложено натяжение, и операции охлаждения, где при намотке проволоки на намоточную деталь, имеющую диаметр, который больше диаметра проволоки, на период времени и последующем измерении прямолинейности проволоки длиной 400 мм прямолинейность проволоки меньше или равна 30 мм, где температура нагревания при операции нагревания составляет от 80°C до 220°C, температура нагревания и время нагревания при операции нагревания проволоки удовлетворяют приведенному ниже уравнению А, и температура нагревания при операции нагревания больше или равна 80°C, где уравнение A представляет собой: T + 15,67 ln (t) ≥ 300, где T представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, а t представляет собой время нагрева в с, где время нагрева при операции нагревания составляет от 0,02 с до 10 с.
2. Стальная проволока по п.1, где натяжение, прикладываемое к проволоке при операции нагревания, составляет от 1% до 50% от сопротивления резанию.
3. Способ изготовления стальной проволоки, для которой необходима прямолинейность, включающий: операцию подготовки проволоки, которую подвергают волочению; операцию нагревания проволоки в состоянии, при котором прикладывают натяжение; операцию охлаждения проволоки и операцию измерения прямолинейности проволоки, при которой проволоку наматывают на намоточную деталь, имеющую диаметр, который больше диаметра проволоки, на период времени, и затем измеряют прямолинейность проволоки, причем
при измерении прямолинейности проволоки длиной 400 мм на стадии измерения прямолинейности, прямолинейность проволоки меньше или равна 30 мм,
где температура нагревания при операции нагревания составляет от 80°C до 220°C,
температура нагревания и время нагревания при операции нагревания проволоки удовлетворяют приведенному ниже уравнению А, и температура нагревания при операции нагревания больше или равна 80°C,
где уравнение A представляет собой: T + 15,67 ln (t) ≥ 300, где T представляет собой температуру нагревания, выраженную в значениях абсолютной температуры в K, а t представляет собой время нагревания в с,
где время нагревания при операции нагревания составляет от 0,02 с до 10 с.
4. Способ по п.3, в котором проволока включает множество проволок и способ дополнительно включает стадию свивания и скручивания множества проволок друг с другом.
5. Способ по п.3, в котором натяжение, приложенное к проволоке при операции нагревания, составляет от 1% до 50% от сопротивления резанию.
| US 3196052 A1, 20.07.1965 | |||
| ПРЕДОХРАНИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ ОТ КРАЖИ ИЛИ УТЕРИ БУМАЖНИКА | 1925 |
|
SU3875A1 |
| ПРОВОЛОКА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ПОДКРЕПЛЕНИЯ ПРОТЕКТОРА ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1995 |
|
RU2153421C2 |
| Способ изготовления длинномерных стальных изделий | 1980 |
|
SU937523A1 |
| CN 102492814 A, 13.06.2012 | |||
| Способ вскрытия рабочего зазора магнитной головки | 1982 |
|
SU1105936A1 |

