ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к заготовке для проволоки и стальной проволоке, имеющим превосходные магнитные характеристики, и к способу их изготовления, и, более конкретно, к заготовке для проволоки и стальной проволоке, имеющим превосходные магнитные характеристики, и к способу их изготовления, причем заготовку для проволоки и стальную проволоку можно использовать в трансформаторах, транспортных средствах, электрических или электронных изделиях или подобных изделиях, для которых требуются низкие степени магнитных потерь и высокая магнитная проницаемость.
УРОВЕНЬ ТЕХНИКИ
Текстурированную (с ориентированной зеренной структурой) или нетекстурированную электротехническую сталь используют в качестве материала для стальных сердечников большинства трансформаторов среднего и большого размеров. В частности, поскольку в технологиях, имеющих более высокую эффективность по сравнению с существующими технологиями, требуется проведение исследований и разработок с целью миниатюризации и уменьшения массы машин, абсолютно необходимыми являются исследования и разработки в поисках способов изготовления высококачественной текстурированной электротехнической стали.
В частности, поскольку текстурированная электротехническая сталь должна легко намагничиваться и иметь высокие магнитные характеристики в направлении своей прокатки, должна быть искусственно создана текстурированная структура, образующаяся при введении избытка кремния (Si) в сталь с ультранизким содержанием углерода. Однако такая текстурированная электротехническая сталь может проявлять характеристики высококачественной текстурированной электротехнической стали, когда кремниевый (Si) компонент содержится в количестве, составляющем не менее чем 6,5%, таким образом, чтобы улучшать ее магнитные свойства.
Кроме того, недостаток текстурированной электротехнической стали заключается в том, что ее необходимо подвергать термической обработке при высокой температуре в атмосфере азота, чтобы искусственно образовывалась текстурированная структура, известная как структура Госса. Это объясняется тем, что необходимо регулировать кристаллическую ориентацию <100>, которая имеет максимальное значение магнитной индукции.
В то же время, хотя недавно предложен способ, пригодный для улучшения магнитных свойств электротехнической стали посредством регулирования текстурированной структуры или поверхностного покрытия, электротехническая сталь, используемая для трансформаторов, требует прецизионной обработки, подавляющей разрывы, деформации или сгибы листовой электротехнической стали, которые могут возникать во время укладки полос электротехнической стали. В том случае, где стальной сердечник является сравнительно небольшим, трудно обрабатывать полосу электротехнической стали, происходит увеличение части сердечника, искаженной при обработке стали относительно общего объема сердечника, и, таким образом, магнитные свойства могут значительно ухудшаться.
Для устранения вышеупомянутых ограничений разработан способ, в котором изготавливают стальную проволоку для электронных изделий или электротехническую стальную проволоку, а также изготавливают заготовку проволоки для небольшого мотора, устанавливаемого в небольшом трансформаторе или транспортном средстве. Когда электротехническую сталь производят в форме заготовки для проволоки, не требуется строгий технологический контроль для прокатки и подавления поверхностных дефектов, и можно устранить зуб текучести на кривой растяжения вследствие укладки штабелем полос электротехнической стали.
Публикация японской нерассмотренной патентной заявки № 2001-115241 описывает примерный способ. Вышеупомянутый способ предназначен для изготовления материала электротехнической стали, имеющего превосходную пригодность для волочения, особенно пригодность для холодного волочения в прокатанном состоянии, а также описана многокомпонентная система, содержащая Si в количестве, составляющем от 0,1 до 8%, и C+N+O+S в суммарном количестве, составляющем не более чем 0,015%. Однако поскольку для данного способа требуется ультранизкое содержание углерода, необходим дополнительный процесс дегазации Ruhrstahl-Heraues (RH), и поскольку раскисление композитного материала требуется осуществлять при относительно продолжительном времени вакуумной дегазации, неизбежно увеличение производственных расходов. Кроме того, поскольку для улучшения магнитных свойств необходимо введение хрома (Cr), чтобы его содержание составляло от 0,1 до 15%, также неизбежными являются расходы вследствие введения легирующих элементов.
Один из способов устранения технологических недостатков вышеупомянутой патентной заявки описывает публикация японской нерассмотренной патентной заявки № 2000-045051. В этой патентной заявке предложена содержащая кремний стальная проволока с малым ухудшением в отношении потерь в сердечнике и превосходной пригодностью к обработке, в которой содержание углерода (C), азота (N), кислорода (O) и серы (S) контролируется и составляет C+S+O+N менее 0,015%, регулируется средний размер зерен и диаметр заготовки для проволоки после волочения, и в качестве легирующих элементов дополнительно вводят не более чем 2% Ni, не более чем 2% Al и не более чем 2% Cu. Однако содержащая кремний стальная проволока, описанная в данной патентной заявке, имеет недостатки, такие как увеличение расходов на ее изготовление вследствие увеличения содержания дополнительных легирующих элементов, отсутствие предложений по улучшению магнитных свойств такими способами, как горячая прокатка, и отсутствие четких предложений по увеличению доли текстурированной структуры.
В то же время, публикация японской нерассмотренной патентной заявки № 2001-131718 описывает стальную проволоку, в которой общее содержание C, S, O и N не превышает 0,025 мас.%, и диаметр проволоки после волочения составляет от 0,01 до 1,0 мм. Однако в данной патентной заявке также требуется обязательное введение относительно дорогостоящих легирующих элементов, например, Cr, Ni, Cu и подобных элементов, и она имеет недостатки, такие как отсутствие предложений конкретной структуры в отношении магнитных свойств, а также отсутствие предложений в отношении значений магнитных параметров.
В частности, все вышеупомянутые патентные документы имеют общий недостаток, заключающийся в том, что магнитные параметры содержащей кремний стальной проволоки имеют значения, близкие к соответствующим значениям нетекстурированной электротехнической стали, и требуется осуществлять последующую отжиговую обработку для улучшения магнитных свойств.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
В одном аспекте настоящего изобретения предложены заготовка для проволоки и стальная проволока, имеющие превосходные магнитные характеристики, за счет регулирования легирующих компонентов для активации структуры Госса посредством типичного процесса прокатки в калибрах с использованием обычной низкоуглеродистой стали вместо стали с ультранизким содержанием углерода, а также способ их изготовления.
Техническое решение
Согласно указанному аспекту настоящего изобретения, предложена заготовка для проволоки, имеющая превосходные магнитные характеристики и содержащая (по массе) от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, причем остальное составляет Fe и другие неизбежные примеси.
Заготовка для проволоки может иметь структуру Госса, занимающую не менее, чем 2% площади, и плотность магнитного потока при насыщении, составляющую не менее чем 180 эме (эме - электромагнитная единица).
Согласно еще одному аспекту настоящего изобретения, предложена стальная проволока, имеющая превосходные магнитные характеристики и содержащая (по массе) от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, причем остальную массу составляют Fe и другие неизбежные примеси.
Стальная проволока может иметь структуру Госса, занимающую не менее чем 7% площади, и плотность магнитного потока при насыщении, составляющую не менее чем 250 эме.
Согласно аспекту настоящего изобретения, предложен способ изготовления заготовка для проволоки, имеющий превосходные магнитные характеристики, и данный способ включает нагревание стали, содержащей (по массе) от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, причем остальную массу составляют Fe и другие неизбежные примеси, при температуре от 1000 до 1100°C, и прокатку нагретой стали в калибрах.
Прокатку в калибрах можно осуществлять при температуре от 900 до 1000°C и степени уменьшения площади поперечного сечения от 50 до 80%. После прокатки в калибрах прокатанную в калибрах сталь можно охлаждать при скорости 0,1°C/с.
Настоящее изобретение предлагает способ изготовления стальной проволоки, имеющей превосходные магнитные характеристики, который включает волочение заготовки для проволоки, полученной вышеупомянутым способом изготовления.
Волочение можно осуществлять при степени уменьшения площади поперечного сечения от 10 до 80%.
Эффекты
Согласно настоящему изобретению, заготовку для проволоки и стальную проволоку, имеющую текстурированную структуру, можно производить, осуществляя только типичный способ изготовления без использования относительно дорогостоящих легирующих элементов и дополнительного производственного оборудования.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет схематическое изображение, иллюстрирующее изменение структуры при прокатке заготовки для проволоки посредством моделирования прокатки в калибрах.
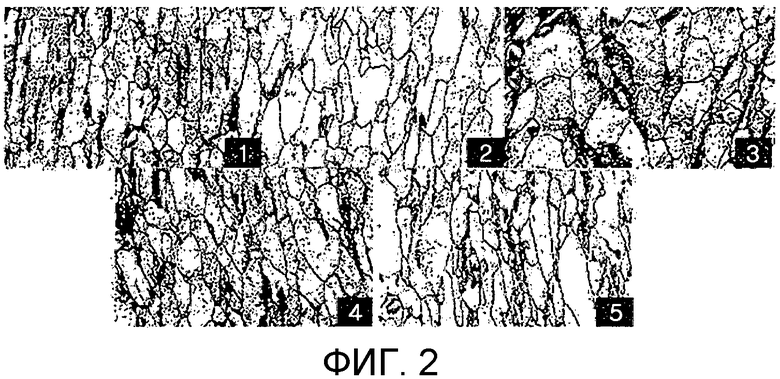
Фиг.2 представляет полученные методом EBSD микрофотографии структуры материалов 1-5 согласно варианту осуществления настоящего изобретения.
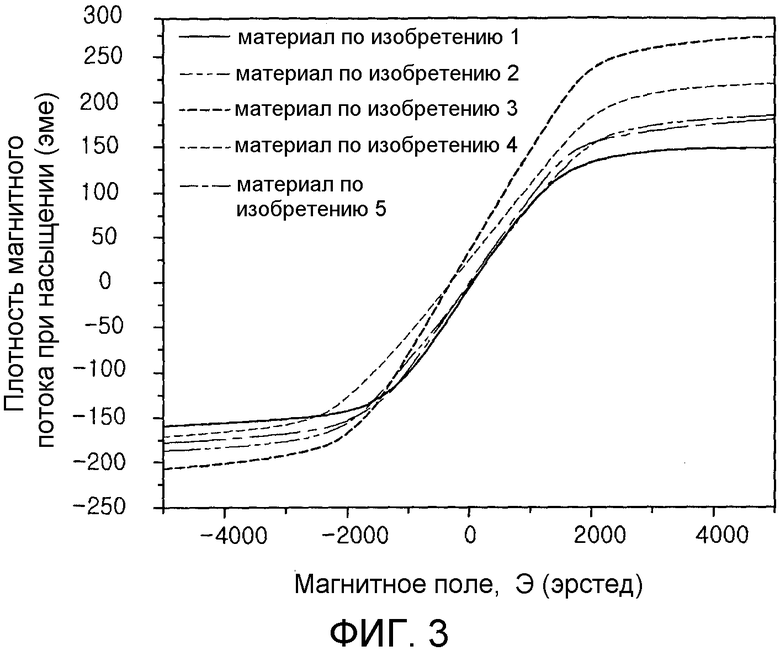
Фиг.3 представляет график, иллюстрирующий измеренные значения электромагнитных параметров материалов 1-5 согласно варианту осуществления настоящего изобретения.
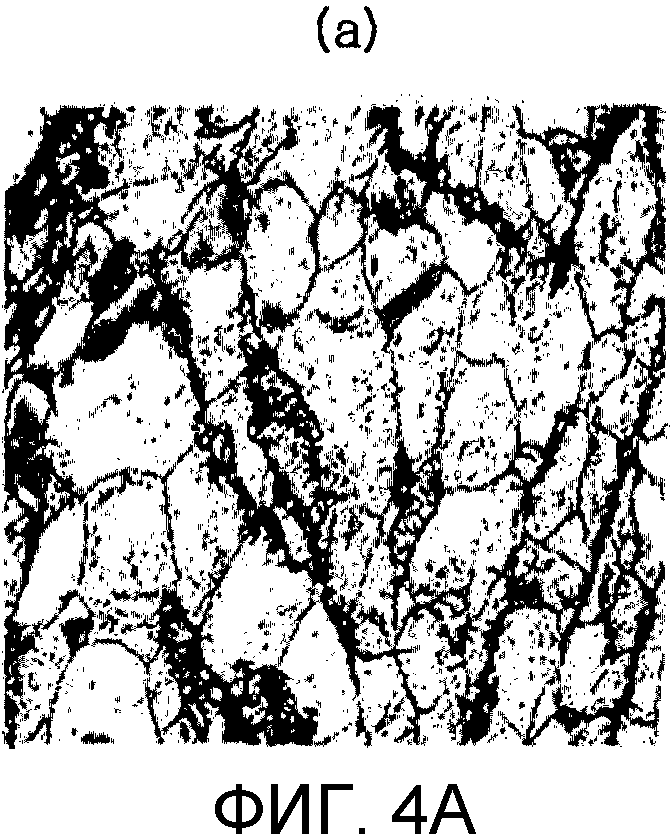
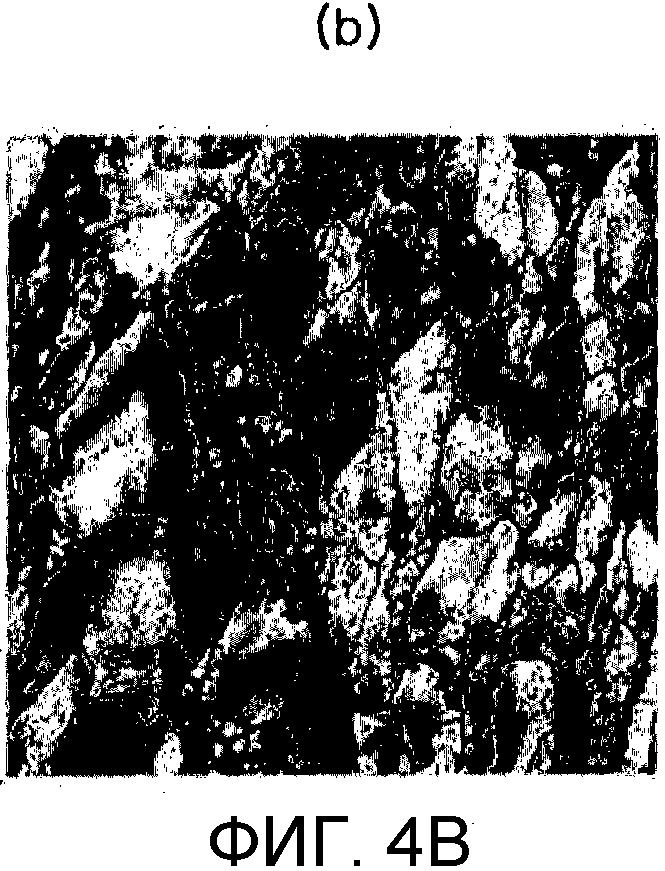
Фиг.4 представляет (a) полученную методом EBSD (дифракция обратно рассеянных электронов) микрофотографию структуры и (b) полученную сканированием EBSD микрофотографию структуры материала 3 согласно варианту осуществления настоящего изобретения.
Вариант осуществления
Авторы настоящего изобретения выполнили исследование для получения превосходных магнитных характеристик у обычной низкоуглеродистой стальной заготовки для проволоки и обнаружили, что можно изготавливать заготовку для проволоки и стальную проволоку, имеющие высокие магнитные характеристики, только посредством горячей прокатки путем регулирования составляющих компонентов. В данном случае горячая прокатка означает прокатку в калибрах.
Фиг.1 представляет схематическое изображение, иллюстрирующее изменение структуры при прокатке заготовки для проволоки посредством моделирования прокатки в калибрах.
Как видно на фиг.1, авторы настоящего изобретения выполнили настоящее изобретение на основании того, что структуру Госса, имеющую влияние на магнитные свойства, можно в большом количестве создавать путем прокатки заготовки для проволоки в одном направлении, используя характеристики прокатки в калибрах, чтобы вызывать деформацию в структуре заготовки для проволоки.
Далее настоящее изобретение будет описано подробно.
Углерод (C): от 0,03 мас.% до 0,05 мас.%
Углерод существует в твердом растворе в заготовке для проволоки, вызывая искажение решетки и старение и в то же время уменьшая пластичность. Когда углерод вводят в количестве, составляющем менее чем 0,03 мас.%, однородная структура Госса не может образовываться в заготовке для проволоки, и когда содержание C превышает 0,05 мас.%, магнитные свойства могут ослабляться. Соответственно, содержание C предпочтительно ограничено интервалом от 0,03 до 0,05 мас.%.
Кремний (Si): от 3,0 до 5,0 мас.%
Кремний представляет собой компонент, который своим действием увеличивает электрическое сопротивление заготовки для проволоки и, таким образом, усиливает магнитные свойства. Однако когда кремний вводят в количестве, составляющем менее чем 3 мас.%, магнитные свойства ослабляются вследствие недостатка введенного количества, а когда содержание Si превышает 5 мас.%, быстро возрастает механическое упрочнение, которое делает невозможным прокатку заготовки для проволоки. Соответственно, содержание Si предпочтительно ограничено интервалом от 3,0 до 5,0 мас.%.
Марганец (Mn): от 0,1 мас.% до 2,0 мас.%
Марганец представляет собой полезный компонент для увеличения электрического сопротивление заготовки для проволоки и улучшения характеристик в части магнитных потерь. Однако когда Mn вводят в количестве, составляющем менее чем 0,1 мас.%, он не может компенсировать уменьшение прочности во время прокатка, и когда содержание Mn превышает 2,0 мас.%, может возникать проблема при горячей прокатке вследствие увеличения эффекта механического упрочнения, как в случае Si. Соответственно, содержание Mn предпочтительно ограничено интервалом от 0,1 мас.% до 2,0 мас.%.
Алюминий (Al): от 0,02 мас.% до 0,08 мас.%
Поскольку алюминий представляет собой элемент, который эффективно регулирует содержание азота в стали и, таким образом, усиливает магнитные свойства, оказывается предпочтительным ограничение количества Al в соответствии с регулированием содержания азота. Когда алюминий вводят в количестве, составляющем менее чем 0,02 мас.%, он не способен эффективно регулировать содержание азота, а когда Al вводят в количестве, превышающем 0,08 мас.%, Al может осаждаться в атомарном состоянии, ухудшая магнитные свойства. Соответственно, содержание Al предпочтительно ограничено интервалом от 0,02 мас.% до 0,08 мас.%.
Азот (N): от 0,0015 мас.% до 0,003 мас.%
Азот подавляет образование структуры Госса посредством искажения решетки вследствие внедрения в кристаллическую решетку и образования нитридов с легирующими элементами, а также служит фактором, вызывающим уменьшение старения и пластичность. Поскольку сокращение содержания азота до уровня, составляющего менее чем 0,0015 мас.%, представляет собой очень частое явление в процессе изготовления стали, это не может осуществляться в фактическом процессе. Когда азот вводят в количестве, составляющем более чем 0,003 мас.%, N может свободно мигрировать в стали, вызывая увеличение количества Al, а также повышая вероятность образования крупнозернистого AlN. Соответственно, содержание N предпочтительно ограничено интервалом от 0,0015 мас.% до 0,003 мас.%.
Путем вышеуказанного ограничения содержания компонентов можно придавать заготовке для проволоки превосходные магнитные характеристики, то есть зависящие от направления свойства.
В случае типичной листовой электротехнической стали структура Госса создается в количестве, занимающем менее чем 2% площади, в то время как заготовка для проволоки согласно настоящему изобретению включает структуру Госса, занимающую не менее чем 2% площади. Таким образом, поскольку большее количество структуры Госса образуется в заготовке для проволоки согласно настоящему изобретению по сравнению с обычной листовой электротехнической сталью или заготовкой для проволоки, имеющей магнитные характеристики, заготовка для проволоки согласно настоящему изобретению имеет превосходные магнитные характеристики, то есть зависящие от направления свойства. Более конкретно, окружающие структуры изменяются в направлении структуры Госса в зависимости от созданной структуры Госса во время отжига, в результате чего улучшаются магнитные характеристики. Таким образом, структура Госса может выступать в качестве эффективного зависящего от направления активатора, который обеспечивает движение магнитного момента и позволяет окружающим структурам становиться лучше намагничиваемыми во время отжига, и, в частности, поскольку структура Госса способна проявлять магнитные свойства в направлении, перпендикулярном к направлению прокатки, а также в направлении прокатки, она представляет собой основную структуру для стали, которая может проявлять магнитные свойства. Однако, когда структура Госса образуется в количестве, составляющем менее чем 2%, заготовка для проволоки может не приобретать зависящие от направления свойства, таким образом, что заготовка для проволоки обладает не зависящими от текстуры магнитными характеристиками. То есть лучше создавать структуру Госса в максимальном возможно количестве, но верхний предел структуры Госса составляет 10% вследствие технологических ограничений.
Кроме того, заготовка для проволоки имеет плотность магнитного потока при насыщении, составляющую не менее чем 180 эме. Когда плотность магнитного потока при насыщении составляет менее чем 180 эме, оказывается затруднительным придание заготовке для проволоки зависящих от направления свойств, таким образом, что заготовка для проволоки может иметь не зависящие от направления магнитные характеристики. Аналогично структуре Госса, преимуществом для магнитных характеристик является максимально возможная плотность магнитного потока при насыщении, но ее верхний ее предел составляет 280 эме вследствие технологических ограничений.
Настоящее изобретение предлагает стальную проволоку с использованием заготовки для проволоки, а также вышеупомянутую заготовку для проволоки, причем заготовку для проволоки подвергают волочению, чтобы придавать стальной проволоке превосходные магнитные характеристики. В то же время, стальная проволока может включать структуру Госса, занимающую не менее чем 7% площади, и плотность магнитного потока при насыщении, составляющую не менее чем 250 эме. Однако в случае стальной проволоки верхние пределы структуры Госса и плотности магнитного потока при насыщении составляют, соответственно 14% площади и 300 эме вследствие технологических ограничений.
Когда заготовка для проволоки согласно настоящему изобретению соответствует интервалам содержания компонентов, эта заготовка для проволоки обладает превосходными магнитными характеристиками несмотря на то что она изготовлена в типичных условиях прокатки в калибрах. Таким образом, условия прокатки в калибрах и другие условия изготовления не ограничены определенным образом.
Примерный способ изготовления заготовки для проволоки для более предпочтительного осуществления настоящего изобретения заключается в следующем.
Сначала сталь, соответствующую интервалам содержания компонентов согласно настоящему изобретению, нагревают при температуре от 1000 до 1100°C. В том случае, если температура нагревания составляет менее чем 1000°C при обработке заготовки для проволоки, когда сталь извлекают из нагревательной печи и затем подвергают черновой прокатке, могут образовываться поверхностные дефекты вследствие увеличения отбельных напряжений, и когда температура нагревания превышает 1100°C, качество изделия может ухудшаться вследствие ограничения нагревательной печи и увеличения поверхностной окалины.
После этого повторно нагретую сталь подвергают прокатке в калибрах. Прокатка в калибрах представляет собой важный процесс в прокатке заготовки для проволоки и обеспечивает образование деформации в структуре прокатываемой заготовки для проволоки в одном направлении таким образом, что можно активировать создание текстурированной структуры, вносящей вклад в магнитные характеристики, то есть структуры Госса. Таким образом, прокатка в калибрах в горячем состоянии способна придавать превосходные магнитные характеристики заготовке для проволоки.
Прокатку в калибрах предпочтительно осуществляют при температуре от 900 до 1000°C. Однако, когда прокатку в калибрах осуществляют при температуре, составляющей менее чем 900°C, поверхностные дефекты могут образовываться в заготовке для проволоки вследствие технологической нагрузки, и может возникать растрескивание валков для прокатки заготовки для проволоки. Когда температура прокатки в калибрах превышает 1000°C, невозможно эффективное создание деформации вследствие увеличения пластичности во время прокатки.
При прокатке в калибрах степень уменьшения площади поперечного сечения составляет предпочтительно от 50 до 80%. Когда степень уменьшения площади поперечного сечения составляет менее чем 50%, структура Госса образуется в недостаточной степени вследствие недостаточной деформации, таким образом, что может оказаться невозможным распределение структуры для получения магнитной заготовки для проволоки. Когда степень уменьшения площади поперечного сечения превышает 80%, увеличивается сила перекристаллизации вследствие значительного расширения структуры заготовки для проволоки, таким образом, что может преобразовываться сама структура Госса.
Кроме того, после прокатки в калибрах процесс охлаждения предпочтительно осуществляют при скорости охлаждения, составляющей не более чем 0,1°C/с. Когда скорость охлаждения превышает 0,1°C/с, в материале образуется низкотемпературная структура, и, таким образом, увеличивается вероятность преобразования в ферритную структуру.
После вышеупомянутого процесса изготовления заготовки для проволоки можно далее осуществлять процесс волочения, чтобы в результате изготавливать стальную проволоку, улучшая тем самым магнитные характеристики заготовки для проволоки. Степень уменьшения площади поперечного сечения в процессе волочения составляет предпочтительно от 10 до 80%. Однако, когда степень уменьшения площади поперечного сечения составляет менее чем 10%, степень волочения может оказываться недостаточной, и, таким образом, структура Госса не развивается. Предпочтительным является максимально возможное увеличение степени волочения. Однако когда степень уменьшения площади поперечного сечения превышает 80%, заготовка для проволоки может ломаться во время волочения вследствие ограничений при волочении. Соответственно, степень уменьшения площади поперечного сечения предпочтительно ограничена интервалом от 10 до 80%. Предпочтительнее степень уменьшения площади поперечного сечения находится в интервале от 50 до 80%. Наиболее предпочтительно степень уменьшения площади поперечного сечения находится в интервале от 70 до 80%, при этом структура Госса занимает 11,5% площади или более.
Далее настоящее изобретение будет описано подробно со ссылкой на примеры. Однако следующие примеры описаны лишь для более конкретного разъяснения настоящего изобретения и не предназначены для ограничения объема настоящего изобретения.
Пример 1
Стали, составы которых представлены ниже в таблице 1, нагревали в условиях, представленных в таблице 2, и затем подвергали прокатке в калибрах. В заготовках для проволоки, изготовленных в данных условиях производства, измеряли долю структуры Госса и плотность магнитного потока при насыщении, которые представлены ниже в таблице 2.
Фиг.2 представляет полученные методом EBSD микрофотографии структур изобретенных материалов 1-5, где красные части показывают структуры Госса. Как видно на фиг.2 и табл. 2, заготовки для проволоки изобретенных материалов 1-5, которые удовлетворяют условиям состава стали согласно настоящему изобретению, имеют долю структуры Госса, составляющую от 2,0% до 6,7%. Типичная текстурированная листовая электротехническая сталь после горячей прокатки имеет структуру Госса, доля которой составляет менее чем 2%, в то время как материалы 1-5 по изобретению проявляют увеличение структуры Госса, например, материал 4, имеющий наиболее неудовлетворительные характеристики, имеет структуру Госса, составляющую 2%. Их этих результатов можно видеть, что заготовка для проволоки согласно настоящему изобретению обладает более высокими магнитными характеристиками, чем существующая текстурированная листовая сталь.
Кроме того, можно видеть, что материалы 1-5 по изобретению проявляют превосходные магнитные характеристики, поскольку они имеют плотность магнитного потока при насыщении, составляющую от 181 эме до 255 эме, что превышает 180 эме. Фиг.3 представляет график, иллюстрирующий результаты измерения плотности магнитного потока при насыщении, полученные методом измерения колеблющегося образца (VSM).
Можно подтвердить, что материал 3 по изобретению имеет наиболее высокую плотность магнитного потока при насыщении среди всех остальных материалов. Причина заключается в том, что материал 3 по изобретению имеет оптимальное содержание углерода и кремния, чтобы подавлять образование твердого раствора или явление старения за счет углерода в кристаллической решетке, и образование AlN за счет введения Al подавляет выделение азота, что способствует максимальной устойчивости решетки, в результате чего активируется структура Госса.
Фиг.4 представляет полученную методом EBSD микрофотографию структуры (слева) и полученную сканированием EBSD микрофотографию структуры (справа) материала 3 по изобретению. На полученной методом EBSD микрофотографии структуры в левой части фиг.4 черная часть показывает границу зерен, и красная часть показывает структуру Госса. На фиг.3 можно видеть, что изобретенный материал 3 обладает превосходными магнитными характеристиками, имея структуру Госса, которая составляет 6,7%, Кроме того, на полученную сканированием EBSD микрофотографии красным цветом показана часть, которую можно преобразовывать в структуру Госса посредством последующего дополнительного процесса.
Однако подтверждено, что сравнительные материалы 1-4, которые не удовлетворяют условиям состава согласно настоящему изобретению, имеют существенно меньшие значения плотности магнитного потока при насыщении по сравнению с материалами по изобретению. Кроме того, можно видеть, что сравнительные материалы 5-8, которые удовлетворяют условиям состава согласно настоящему изобретению, но не удовлетворяют условиям изготовления, имеют низкие доли структуры Госса и низкие значения плотности магнитного потока при насыщении, и, таким образом, обладают неудовлетворительными магнитными характеристиками.
Пример 2
Вышеупомянутые сравнительные материалы и изобретенные материалы подвергали процессу волочения в условиях, представленных ниже в таблице 3, после чего измеряли доли структуры Госса значения плотности магнитного потока при насыщении, и результаты этих измерений также представлены ниже в таблице 3.
Из таблицы 3 можно видеть, что стальные проволоки, изготовленные с использованием процесса волочения, имеют долю структуры Госса, увеличенную выше заданного уровня, по сравнению с заготовками для проволоки. В частности, показано, что материалы 1-5 по изобретению, удовлетворяющие условиям настоящего изобретения, имеют долю структуры Госса, составляющую не менее чем 9,9% площади, и плотность магнитного потока при насыщении, составляющую не менее чем 271 эме. Из этих результатов можно видеть, что стальные проволоки согласно настоящему изобретению обладают превосходными магнитными характеристиками.
Однако поскольку сравнительные материалы 1-4 не удовлетворяют условиям состава стали согласно настоящему изобретению, в их случае увеличение доли структуры Госса оказалось относительно небольшим, и поскольку сравнительные материалы 5-8 удовлетворяют условиям состава стали согласно настоящему изобретению, в их случае доля структуры Госса оказалась значительно повышенной.
Изобретение относится к получению стальной проволоки, имеющей повышенные магнитные характеристики, для применения в трансформаторах, транспортных средствах, электрических или электронных изделиях. Заготовка и изготовленная из нее проволока содержат, в мас.%: от 0,03 до 0,05 C, от 3,0 до 5,0 Si, от 0,1 до 2,0 Mn, от 0,02 до 0,08 Al, от 0,0015 до 0,0030 N, составляет Fe и неизбежные примеси остальное. Согласно настоящему изобретению, заготовку для проволоки и стальную проволоку, имеющие зависящие от направления свойства, можно изготавливать обычным производственным способом без использования дорогостоящих легирующих элементов и без необходимости дополнительного производственного оборудования. Изготавливаемая проволока имеет высокие магнитные характеристики, а именно низкую степень магнитных потерь и высокую магнитную проницаемость. 4 н. и 8 з.п. ф-лы, 4 ил., 3 табл., 2 пр.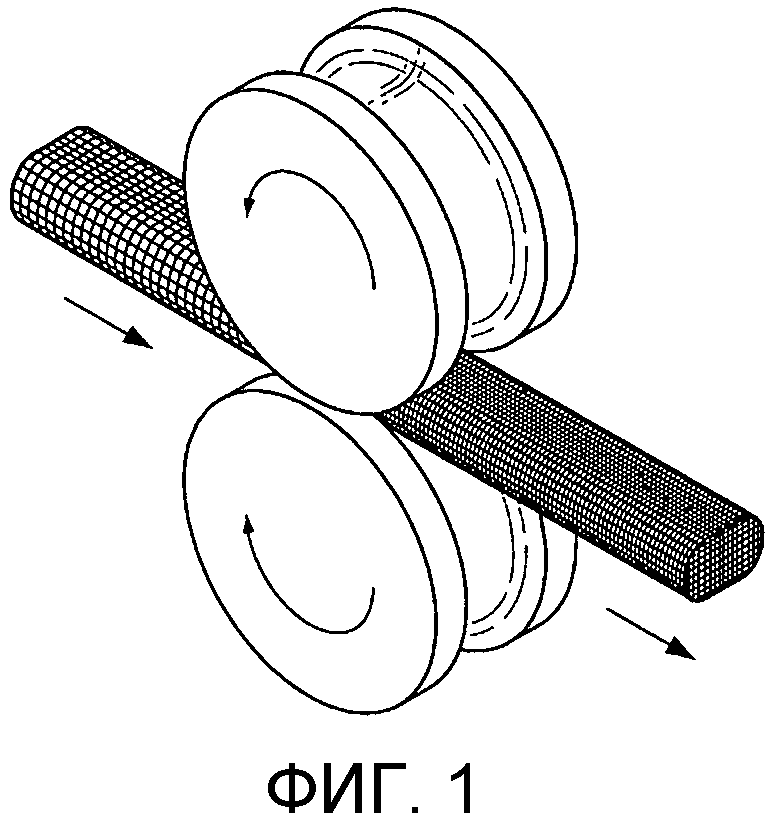
1. Заготовка для стальной проволоки, имеющая повышенные магнитные характеристики, состав стали которой содержит, мас.%: от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, Fe и неизбежные примеси - остальное.
2. Заготовка по п.1, содержащая структуру Госса, занимающую не менее чем 2% площади.
3. Заготовка по п.1, в которой плотность магнитного потока при насыщении составляет не менее чем 180 эме.
4. Стальная проволока, имеющая повышенные магнитные характеристики, состав стали которой содержит, мас.%: от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, Fe и неизбежные примеси - остальное.
5. Проволока по п.4, содержащая структуру Госса, занимающую не менее, чем 7% площади.
6. Проволока по п.4, в которой плотность магнитного потока при насыщении составляет не менее чем 250 эме.
7. Способ изготовления заготовки для стальной проволоки, имеющей повышенные магнитные характеристики, включающий:
нагрев стали, состав которой содержит, мас.%: от 0,03 до 0,05% C, от 3,0 до 5,0% Si, от 0,1 до 2,0% Mn, от 0,02 до 0,08% Al, от 0,0015 до 0,0030% N, Fe и неизбежные примеси остальное, при температуре от 1000 до 1100°C и
прокатку нагретой стали в калибрах.
8. Способ по п.7, в котором прокатку в калибрах осуществляют при температуре от 900 до 1000°C.
9. Способ по п.7, в котором прокатку в калибрах осуществляют при степени уменьшения площади поперечного сечения от 50 до 80%.
10. Способ по п.7, который дополнительно включает охлаждение после прокатки в калибрах прокатанной стали со скоростью 0,1°C/с или менее.
11. Способ изготовления стальной проволоки, имеющей повышенные магнитные характеристики, включающий волочение заготовки для стальной проволоки, изготовленной способом по любому из пп.7-10.
12. Способ по п.11, в котором волочение осуществляют при степени уменьшения площади поперечного сечения от 10 до 80%.
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СТАЛЬ КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ И СПОСОБ ЕЕ ОБРАБОТКИ | 1996 |
|
RU2096516C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ С ОГРАНИЧЕННОЙ АНИЗОТРОПИЕЙ, ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ, И ИЗДЕЛИЕ ИЗ НЕЕ | 2001 |
|
RU2180924C1 |
| АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2004 |
|
RU2243282C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ | 1991 |
|
RU2031188C1 |
| ЛИСТ ВЫСОКОПРОЧНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2398894C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2007 |
|
RU2378394C1 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

