Изобретение относится к пайке и может быть использовано для получения напайкой (с применением различных способов нагрева) покрытий с требуемыми физико-механическими свойствами, повышающими потребительские характеристики деталей в различных областях промышленности, в том числе для упрочнения и восстановления поверхностей, с приданием им необходимых функциональных свойств: прочности, трения, теплопроводности и др.
Известна паяльная смесь для нанесения на детали, подвергающиеся интенсивному износу (RU2177392C2), содержащая флюс, органическое связующее, порошковый высокотемпературный припой и крошку твердого сплава, отличающаяся тем, что крошка твердого сплава имеет зернистость 300-1200 мкм при следующем содержании компонентов, мас.%: Флюс – 6-8; органическое связующее – 3-12; крошка твердого сплава – 40-50; порошковый высокотемпературный припой – остальное.
Недостатками этой и других смесей для нанесения упрочняющих и иных покрытий являются значительная трудоемкость и сложность выполнения операций по формированию требуемого слоя наплавочной (паяльной) шихты (смеси) на упрочняемой поверхности детали, включая точность нанесения, и нанесение ровно необходимого по массе или объему наплавочного материала, неудобство последующего перемещения сформированного слоя, хранения его от влаги, ударов и прочих механических повреждений.
Появление паяльных лент обусловлено, в первую очередь, необходимостью устранения вышеуказанных недостатков.
Известны варианты различных ремонтных лент, предназначенных для восстановления металлических рабочих поверхностей (US5523169A, US5952042A, US6416709B1), в целом сконструированных по общему принципу: слой, образованный из порошкового основного металла, соединенного с несущим слоем из синтетического материала, и слой, содержащий сплав для пайки. Такие ленты ограничены только функцией восстановления и малоприменимы для нанесения на рабочие поверхности
Известна лента из порошкового высокотемпературного припоя на органической связке (RU2515157C1), содержащая полимер акриловой смолы, при этом она дополнительно содержит дибутилфталат при следующем соотношении компонентов, мас.%:
при этом отношение содержания полимера акриловой смолы к содержанию дибутилфталата составляет (1,5-4,0):1.
полимер акриловой смолы 25-35
Данная лента предназначена, преимущественно, для припаивания различных деталей к подложкам (основаниям) и не пригодна для получения покрытий с определенными физико-механическими свойствами.
В качестве прототипа выбрана лента с односторонней адгезией (RU2548338C2), наиболее близкая по решаемой задаче с предлагаемым изобретением, в частности: нанесение порошковых материалов на упрочняемую поверхность изделий.
Данная лента для упрочнения деталей индукционной наплавкой с односторонней адгезией выполнена полой из влагонепроницаемого герметичного неметаллического материала, внутри которого размещена формообразующая решетка из синтетического материала и равномерный слой порошкообразной наплавочной шихты.
Известная лента-прототип позволяет нанести на деталь упрочняющее покрытие, но не предназначена для получения покрытий с разными физико-механическими свойствами, причём не обязательно исключительно упрочняющих.
Задачей изобретения являлось устранение вышеуказанных недостатков аналогов и прототипа посредством создания решения, обеспечивающего придание поверхностям изделий необходимых функциональных свойств, в том числе различных для отдельных участков (частей) поверхности изделия.
Достигаемый технический результат: максимально быстрое получение покрытия с меняющимися по линейным размерам физико-механическими свойствами с необходимой точностью.
Указанная задача решается паяльной лентой с односторонней адгезией, содержащей, по меньшей мере, адгезивный слой, несущий и (или) связующий синтетический материал, состоящий, например, из низкомолекулярных полимерных материалов с хорошими адгезионными свойствами, и порошкообразную наплавочную шихту, в которой, согласно предложению, по её ширине порошкообразная наплавочная шихта содержит по меньшей мере два наплавляемых материала с разными физико-механическими свойствами, расположенными, каждый, продольными полосами с постоянной концентрацией, либо содержит, по меньшей мере, одно градиентное изменение концентрации, по меньшей мере, одного наплавляемого материала в пределах ширины, по меньшей мере, одной полосы.
Перечисленная выше совокупность существенных признаков паяльной ленты позволяет с её помощью получить всевозможные покрытия с участками, различающимися по концентрации наплавляемого материала, или участками, содержащими разные наплавляемые материалы с разными физико-механическими свойствами, либо покрытия, в которых меняется баланс двух и более наплавляемых материалов с соответствующим плавным изменением физико-механических свойств.
Решение позволяет необходимым образом распределять (дозировать) компоненты смеси и удерживает их, сохраняя заданное распределение до момента наплавки, что обеспечивает необходимую функциональность на каждом участке поверхности покрытия.
Предпочтительные и самые наглядные варианты реализации изобретения заключаются в следующем:
- порошкообразная наплавочная шихта размещена на ленте в виде трёх продольных полос, при этом центральная полоса содержит твёрдый наплавляемый материал, а крайние полосы содержат твердосмазочный наплавляемый материал;
- порошкообразная наплавочная шихта размещена на ленте в виде двух полос, каждая из которых содержит твёрдый и твердосмазочный наплавляемые материалы, концентрация которых в общей массе наплавляемых материалов меняется по ширине полосы в соответствии со следующими принципом: концентрация твёрдого материала растёт от края ленты к её центру от 0% до максимальной, а концентрация твердосмазочного материала уменьшается от максимальной до 0%;
- порошкообразная наплавочная шихта размещена на ленте в виде трёх продольных полос, каждая из которых содержит твёрдый и твердосмазочный наплавляемые материалы, при этом соотношение концентраций наплавляемых материалов в каждой полосе меняется по следующему принципу: преобладание твёрдого материала в первой полосе, близкое к равновесному в средней полосе, преобладание твердосмазочного материала в третьей полосе;
- порошкообразная наплавочная шихта содержит твёрдый и твердосмазочный наплавляемые материалы, при этом концентрация твёрдого материала растёт от одного края ленты к другому от 0% до максимальной, а концентрация твердосмазочного материала соответственно уменьшается от максимальной до 0%.
В другом случае, одна из компонент, например, упрочняющий материал с высокой твердостью может образовываться непосредственно из припоя в процессе плавления. Так, при плавлении высокотемпературных никель-хромовых припоев ПР-НХ15СР2, ПР-НХ16СР3 или ПР-НХ17СР4 [http://www.polema.net/nikelevye-samofljusujushhiesja-splavy-dlja-pokrytij.html], содержащих 0,47-1% углерода, 15-17% хрома и 2-3,6% бора образуются, в количестве 5-10 мас.%, карбид и карбоборид хрома, которые сами по себе обладают упрочняющими свойствами. В этом случае, градиент концентрации в поперечном направлении может быть лишь по одному дополнительному компоненту (например, твердосмазывающему).
Далее приведены примеры конструктивного решения ленты и её применения в соответствии с предпочтительными вариантами реализации, со ссылками на чертежи.
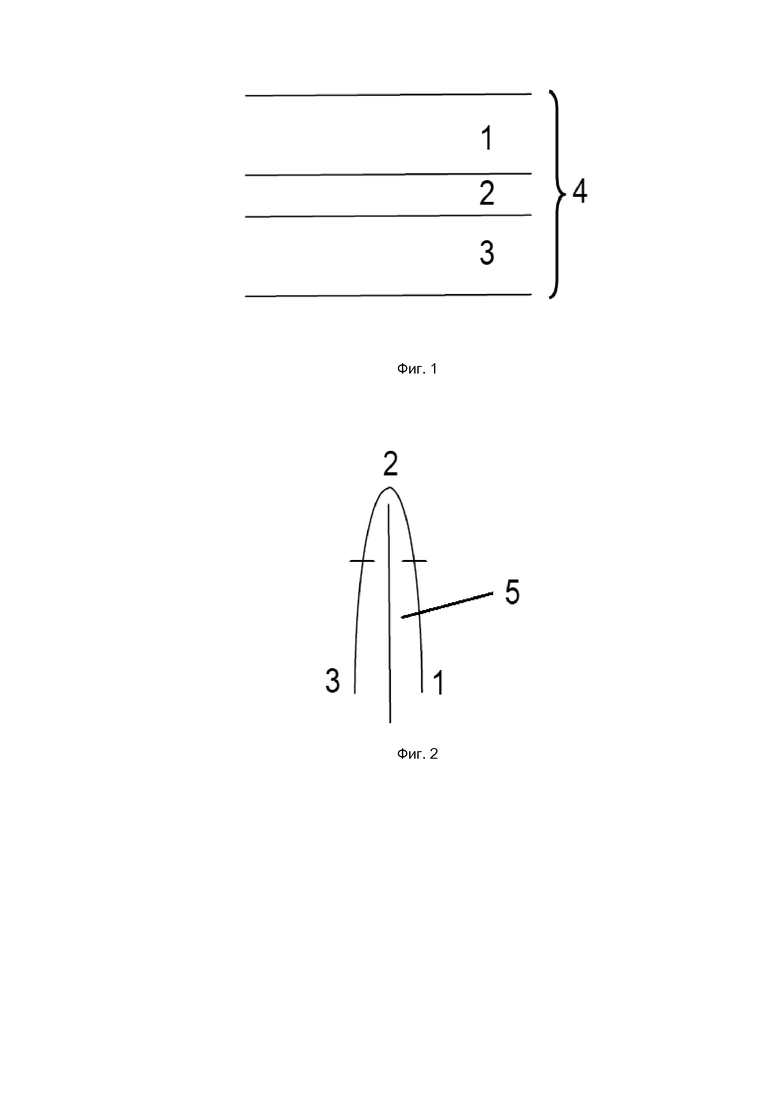
На фиг. 1 схематично показано нанесение порошкообразной наплавочной шихты несколькими (тремя) полосами на ленту, предназначенную для обработки пространственной поверхности, в частности гребня 5 бандажа турбинных лопаток, представляющего из себя, как правило, кольцо диаметром 300-800 мм и шириной 5-10 мм и взаимодействующего с сотовым уплотнением.
На фиг. 2 схематично показано нанесение ленты, изображённой на фиг. 1 на гребень 5 бандажа турбины.
На фиг. 3 схематично показано нанесение порошкообразной наплавочной шихты на ленту, также предназначенную для обработки гребня бандажа турбинных лопаток, но двумя полосами с градиентным изменением концентрации двух наплавляемых материалов по ширине каждой полосы.
На фиг. 4 схематично показано нанесение ленты, изображённой на фиг. 3 на гребень бандажа турбины.
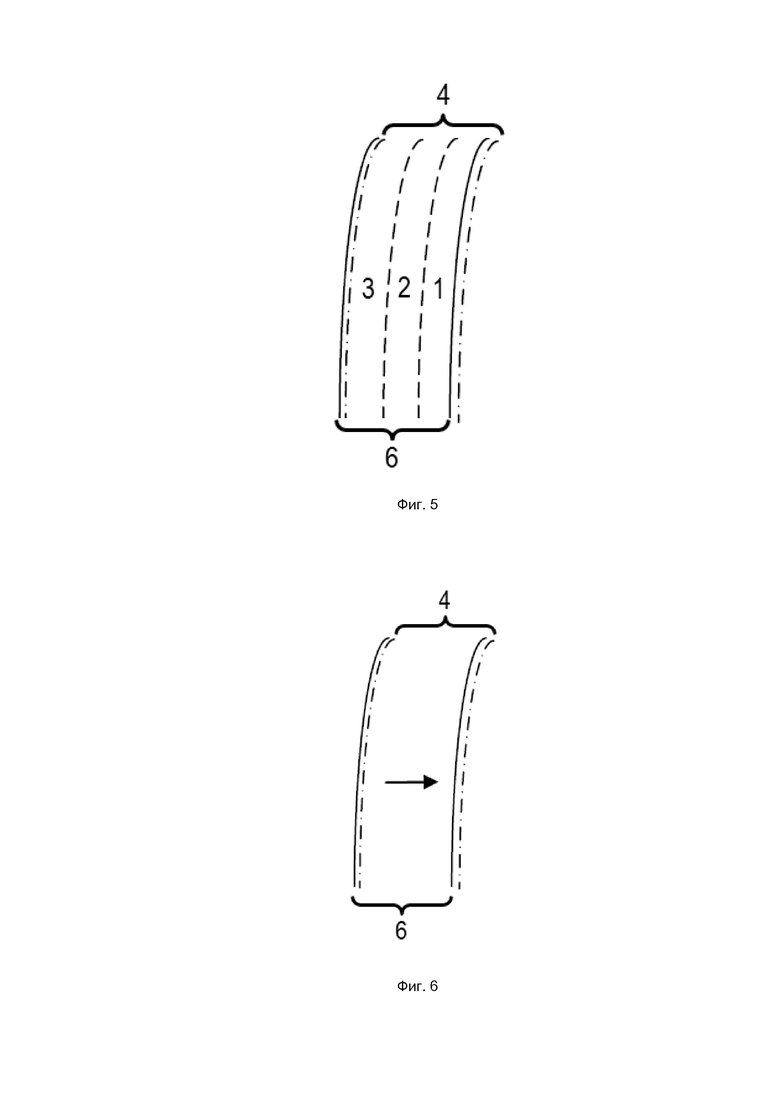
На фиг. 5 схематично показано нанесение порошкообразной наплавочной шихты тремя полосами на ленту, предназначенную для обработки плоской или плавно искривляющейся рабочей поверхности, в частности рабочей поверхности 6 стабилизатора бурильной колонны (см., например: https://www.etwinternational.ru/3-2-oil-drilling-tools-52870.html).
На фиг. 6 схематично показано нанесение порошкообразной наплавочной шихты на ленту одной полосой, с градиентным изменением концентрации двух наплавляемых материалов по ширине полосы, также предназначенную для обработки рабочей поверхности 6 стабилизатора бурильной колонны.
Пример 1
Для придания поверхности требуемых свойств используется паяльная лента шириной 20-30 мм и толщиной 1,5-2 мм. Состав порошкообразной наплавочной шихты и органического связующего ленты 4 варьируется по ширине (фиг. 1):
1. Первые 35-40 % ширины (полоса 1): 8-15 мас.% органического связующего, например, полиакрилата или поливинилацетата, 50-60 мас.% твердосмазывающего материла, например, дисульфида молибдена с размером частиц 5-7 мкм, высокотемпературный флюс, например, тетраборат натрия (бура) в количестве 6-8 мас.%, остальное - высокотемпературный припой, например медь-цинковый или медно-никелевый.
2. Следующие 20-30 % ширины (полоса 2): 8-15 мас.% органического связующего, например, полиакрилата или поливинилацетата, 50-60 мас.% твердого материала, например, карбида вольфрама с размером частиц 75-150 мкм, высокотемпературный флюс, например, тетраборат натрия (бура) в количестве 6-8 мас.%, остальное - высокотемпературный припой, например, медь-цинковый или медно-никелевый.
3. Оставшиеся 35-40% ширины (полоса 3): состав аналогичен составу полосы 1.
Для нанесения наплавляемого материала на гребень бандажа 5 турбины с ленты 4 удаляется защитный слой (не показан), лента наклеивается на гребень так, чтобы центр ленты 4 совпал с лезвием бандажа (фиг. 2, 4).
Затем деталь помещают в муфельную или индукционную печь и в условиях низкого давления, либо в атмосфере аргона нагревают до температуры плавления припоя (обычно 1000- 1050°С) в течение 4-6 минут.
Пример 2
В данном случае реализуется градиентное изменение концентрации упрочняющего и смазывающего компонентов в порошкообразной наплавочной шихте (фиг. 3). На примере ленты 4 шириной 20 мм. Изменение концентрации твердого материала, например, карбида вольфрама, от центра ленты 4 к краям определяется формулой
С1=50%*(10-X)/10,
а концентрация твердосмазочного материала, например, дисульфида молибдена определяется формулой
С2=50%*X/10,
где С1 - концентрация карбида вольфрама, мас.%, С2 - концентрация дисульфида молибдена, мас.%, X – расстояние от центра ленты, мм.
Стрелки на фиг. 3 указывают направление роста концентрации упрочняющего компонента.
Наклеивание ленты 4 на обрабатываемую поверхность и собственно пайка осуществляются так же, как в примере 1.
Существуют технологические нюансы пайки, связанные с выбранными наплавляемыми материалами. Например, дисульфид молибдена разлагается при температуре 1100оC, но в присутствии кислорода окисляется при 500оC, поэтому, при использовании высокотемпературных припоев наплавку следует проводить в бескислородной среде.
В качестве наплавляемых материалов могут выступать карбид титана, карбонитрид титана, в качестве твердого материала, дисульфид молибдена в качестве твердосмазочного, кубический нитрид бора в качестве твердого материала, гекасгональный нитрид бора в качестве твердосмазочного.
Пример 3 (рабочая поверхность 6 стабилизатора бурильной колонны)
Для придания поверхности 6 требуемых свойств используется паяльная лента 4 шириной 10-20 мм и толщиной 1,5-2 мм. Состав ленты 4 варьируется по ширине (фиг. 5):
1. Первые 35-40% ширины (полоса 1): 8-15 мас.% органического связующего, например, полиакрилата или поливинилацетата, 50-60 мас.% твердого материала, например, кубического нитрида бора с размером частиц 5-10 мкм, высокотемпературный флюс, например, тетраборат натрия (бура) в количестве 6-8 мас.%, остальное – высокотемпературный припой, например, медь-цинковый или медно-никелевый.
2. Далее 20-30% ширины (полоса 2): 8-15 мас.% органического связующего, например, полиакрилата или поливинилацетата, 25-30 мас.% твердого материала, например кубического нитрида бора с размером частиц 5-10 мкм, 25-30 мас.% твердосмазывающего материала, например, гексагонального нитрида бора с размером частиц 5-10 мкм), высокотемпературный флюс, например, тетраборат натрия (бура) в количестве 6-8 мас.%, остальное – высокотемпературный припой, например, медь-цинковый или медно-никелевый.
3. Оставшиеся 35-40% ширины (полоса 3): 8-15 мас.% органического связующего, например, полиакрилата или поливинилацетата, 50-60 мас.% твердосмазывающего материала, например, гексагонального нитрида бора с размером частиц 5-10 мкм), высокотемпературный флюс, например, тетраборат натрия (бура) в количестве 6-8 мас.%, остальное – высокотемпературный припой, например, медь-цинковый или медно-никелевый.
Возможна, например, вариация, демонстрирующая широту возможного применения изобретения: в полосы 2 и 3 может вводиться аммиачная селитра с содержанием до 10 мас.%, дающая порообразование в покрытии и эффект азотирования поверхности.
Пример 4 (рабочая поверхность 6 стабилизатора бурильной колонны)
В данном случае реализуется градиентное изменение концентрация упрочняющего и смазывающего материалов. На примере ленты шириной 10 мм. Изменение концентрации твердого материала, например, кубического нитрида бора, от одного края ленты 4 к другому определяется формулой
С1=50%*X/10,
а концентрация твердосмазывающего материала, например, гексагонального нитрида бора определяется формулой
С2=50%*(10-X)/10,
где С1 - концентрация кубического нитрида бора, мас.%, С2- концентрация гексагонального нитрида бора, мас. X – расстояние от края ленты 4, мм.
На фиг. 6 стрелка указывает направление (в сторону режущей кромки) увеличения концентрации упрочняющего (твёрдого) материала.
Наклеивание ленты 4 на обрабатываемую поверхность и собственно пайка осуществляются одинаково для примеров 3 и 4.
С ленты 4 удаляется защитный слой (не показан), лента 4 наклеивается на рабочую поверхность 6 инструмента (на фиг. 5 и 6 сплошными линиями показана рабочая поверхность 6, а пунктиром – лента 4).
Затем деталь помещают в муфельную или индукционную печь и, в условиях низкого давления, либо в атмосфере аргона нагревают до температуры плавления припоя в течение 4-6 минут.
Таким образом, новая паяльная лента обеспечивает одновременно быстрое и точное получение покрытий с заданными физико-механическими свойствами. Лента позволяет создавать режущие поверхности с управляемыми свойствами, например:
- максимальную концентрацию веществ с высокой твердостью на одном краю ленты, увеличение концентрации веществ со смазывающими свойствами к другому краю, достигаемый эффект – максимальная твердость на режущей кромке, низкое трение на другой части рабочей поверхности;
- максимальную концентрацию веществ с высокой твердостью на одном краю ленты и введение веществ, дающих газообразование (как вариант – аммиачная селитра, при разложении которой также будет эффект азотирования поверхности), на другой стороне ленты. Достигаемый эффект – максимальная твердость на режущей кромке и микропоры, в которых задерживается смазочно-охлаждающая жидкость, что увеличивает смазывающий эффект на другой части рабочей поверхности.
В примерах показана принципиальная возможность использования порошкообразной наплавочной шихты с двумя материалами с разными физико-химическими свойствами, но очевидно, что приведённые примеры не ограничивают применение изобретения определёнными материалами и их количеством. Также очевидно, что другие возможные сочетания различных материалов зависят, во многом, от технологии пайки и могут быть выбраны на основании только их известных физико-механических свойств или подобраны опытным путём.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| ЛЕНТА ДЛЯ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИНДУКЦИОННОЙ НАПЛАВКОЙ С ОДНОСТОРОННЕЙ АДГЕЗИЕЙ И СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 2013 |
|
RU2548338C2 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВОЧНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2536839C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ СТАЛЬНОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ ГЛУХИЕ ПОЛОСТИ | 2014 |
|
RU2569872C1 |
| Состав для наплавки | 2020 |
|
RU2752057C1 |
| Состав для наплавки | 2020 |
|
RU2752721C1 |
| Способ изготовления композиционных материалов на основе Ti-B-Fe, модифицированных наноразмерными частицами AIN | 2020 |
|
RU2737185C1 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ОГНЕУПОРНЫХ МАТЕРИАЛАХ | 1997 |
|
RU2137733C1 |

Изобретение может быть использовано для получения напайкой покрытий с требуемыми физико-механическими свойствами. Паяльная лента содержит адгезивный слой, порошкообразную наплавочную шихту и связующий материал. Наплавочная шихта содержит по меньшей мере два наплавляемых материала с разными физико-механическими свойствами и размещена по ширине ленты в виде по меньшей мере двух продольных полос с постоянной концентрацией наплавляемых материалов в пределах ширины полосы или в виде по меньшей мере одной продольной полосы с градиентным изменением концентрации по меньшей мере одного наплавляемого материала в пределах ширины по меньшей мере одной полосы. Шихта может содержать твёрдый и твердосмазочный наплавляемый материал. В качестве одного из наплавляемых материалов шихта может содержать припой, образующий при плавлении упрочняющий материал. Изобретение обеспечивает получение необходимых на каждом участке поверхности свойств покрытия и позволяет сохранить заданное распределение компонентов шихты до момента наплавки. 6 з.п. ф-лы, 4 пр., 6 ил.
1. Паяльная лента с односторонней адгезией, содержащая адгезивный слой, порошкообразную наплавочную шихту и связующий материал, отличающаяся тем, что порошкообразная наплавочная шихта содержит по меньшей мере два наплавляемых материала с разными физико-механическими свойствами и размещена по ширине ленты в виде по меньшей мере двух продольных полос с постоянной концентрацией наплавляемых материалов в пределах ширины полосы или в виде по меньшей мере одной продольной полосы с градиентным изменением концентрации по меньшей мере одного наплавляемого материала в пределах ширины по меньшей мере одной полосы.
2. Паяльная лента по п.1, отличающаяся тем, что порошкообразная наплавочная шихта размещена по ширине ленты в виде трёх продольных полос, при этом центральная полоса содержит твёрдый наплавляемый материал, а крайние полосы содержат твердосмазочный наплавляемый материал.
3. Паяльная лента по п.1, отличающаяся тем, что порошкообразная наплавочная шихта размещена по ширине ленты в виде двух полос, каждая из которых содержит твёрдый и твердосмазочный наплавляемые материалы, концентрация которых в общей массе наплавляемых материалов меняется по ширине полосы, причем концентрация твёрдого материала растёт от нуля у края ленты до его максимального содержания у центра ленты, а концентрация твердосмазочного материала соответственно уменьшается от максимального содержания до нуля.
4. Паяльная лента по п.1, отличающаяся тем, что порошкообразная наплавочная шихта размещена по ширине ленты в виде трёх продольных полос, каждая из которых содержит твёрдый и твердосмазочный наплавляемые материалы, при этом в первой полосе преобладает твёрдый наплавляемый материал, в средней полосе концентрация упомянутых наплавляемых материалов близка к равновесной, а в третьей полосе преобладает твердосмазочный материал.
5. Паяльная лента по п.1, отличающаяся тем, что порошкообразная наплавочная шихта размещена в виде одной полосы по всей ширине ленты и содержит твёрдый и твердосмазочный наплавляемые материалы, при этом концентрация твёрдого материала растёт от одного края ленты к другому от нуля до максимального содержания, а концентрация твердосмазочного материала, соответственно, уменьшается от максимального содержания до 0.
6. Паяльная лента по п.1, отличающаяся тем, что она содержит в качестве одного из наплавляемых материалов припой, образующий при плавлении упрочняющий материал, при этом другой наплавляемый материал размещен с градиентным изменением его концентрации в пределах ширины по меньшей мере одной продольной полосы ленты.
7. Паяльная лента по любому из пп.1-6, отличающаяся тем, что порошкообразная наплавочная шихта по меньшей мере одной полосы содержит вещество, обеспечивающее газообразование при нагревании.
| КОНСТРУКЦИОННАЯ ПАЯЛЬНАЯ ЛЕНТА | 2016 |
|
RU2689178C1 |
| КОНСТРУКЦИЯ ПАЯЛЬНОГО МАТЕРИАЛА | 1988 |
|
RU2068759C1 |
| ЛЕНТА ИЗ ПОРОШКОВОГО ВЫСОКОТЕМПЕРАТУРНОГО ПРИПОЯ НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2515157C1 |
| Клиновой прибор для поверки тензометров | 1952 |
|
SU96921A1 |
| EP 686451 А1, 13.12.1995. | |||

