Изобретение относится к обработке металлов давлением и может быть использовано в производстве поковок корпусов распылителей топливных форсунок двигателей внутреннего сгорания.
Заготовки корпусов распылителей топливных форсунок в крупносерийном производстве получают посредством прямого прессования (выдавливания) на прессе с использованием матрицы, имеющей заданный профиль рабочей поверхности и калибрующее очко.
Известно, что если профиль рабочей поверхности вблизи калибровочного очка выполнен в виде конуса, то при прочих равных условиях угол этого конуса оказывает значительное влияние, в частности, на качество поковки и величину требуемого усилия прессования. Для каждого материала, применяемого для изготовления поковки, существует так называемый угол естественного течения, который для стальных сплавов составляет около 120°. Угол конуса в матрице вблизи калибрующего очка рекомендуется делать меньшим или равным углу естественного течения.
Известны, например, рекомендации, в соответствии с которыми практически оптимальными считаются углы конуса в матрице от 90° до 120° (Прозоров Л.В. Прессование стали и тугоплавких сплавов. - М.: Машиностроение, 1969, 244 с. С. 59).
Уменьшение угла конуса в матрице при равных скоростях деформаций снижает вероятность получения дефектов типа пресс-утяжин, сколов и расслоений. Однако известные решения, в которых в матрице рекомендуется или применяется конус с углом около 120°, имеют общий недостаток при использовании в производстве деталей типа «корпус распылителя топливной форсунки». Недостаток заключается в наличии на поковке, изготовленной на такой матрице, дополнительного металла, который необходимо убирать на операциях механической обработки. Это приводит к нерациональному использованию материала, дополнительному расходу инструмента, увеличению продолжительности времени изготовления и, как следствие всего вышеперечисленного, к неоправданному удорожанию конечной продукции.
Увеличение угла конуса в матрице считается опасным, с точки зрения образования так называемых жестких или застойных зон при течении металла. Тем не менее, известны технические решения, в которых применяются углы конуса, большие 120°.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является матрица для прессования материалов с малой технологической пластичностью, имеющую рабочую поверхностью, которая включает входной участок, сопряженный с обжимным участком, переходящим в калибрующее очко (Пат. RU 2697306, опубл. 13.08.2019. Бюл. №23). По известному решению, профили входного и обжимного участка выполнены в виде поверхностей второго порядка, образованных вращением вокруг оси матрицы кривой, состоящей из участков окружности, эллипса, параболы, гиперболы или полинома второго порядка, причем входной участок является вогнутым, а обжимной участок - выпуклым и плавно сопряженным с калибрующим очком. Недостатком известного решения является технологическая трудоемкость, связанная с необходимостью выполнения сложных, с точки зрения обработки, профилей поверхностей.
Технической задачей, на решение которой направлено предлагаемое изобретение, устранение недостатков прототипа, а именно повышение технологичности конструкции матрицы для выдавливания корпусов распылителей топливных форсунок, с точки зрения его изготовления.
Решение поставленной технической задачи достигается за счет выполнения рабочего профиля матрицы на входном и обжимном (фиксирующем) участках в виде сочетания пяти поверхностей с прямолинейными образующими, имеющих заданные угловые и диаметральные размеры.
Новизной в предлагаемой в качестве изобретения матрице для прессования корпусов распылителей топливных форсунок является количество и размеры конструктивных элементов, расположенных соосно оси матрицы и определяющих профиль ее рабочей поверхности на входном и фиксирующем участках.
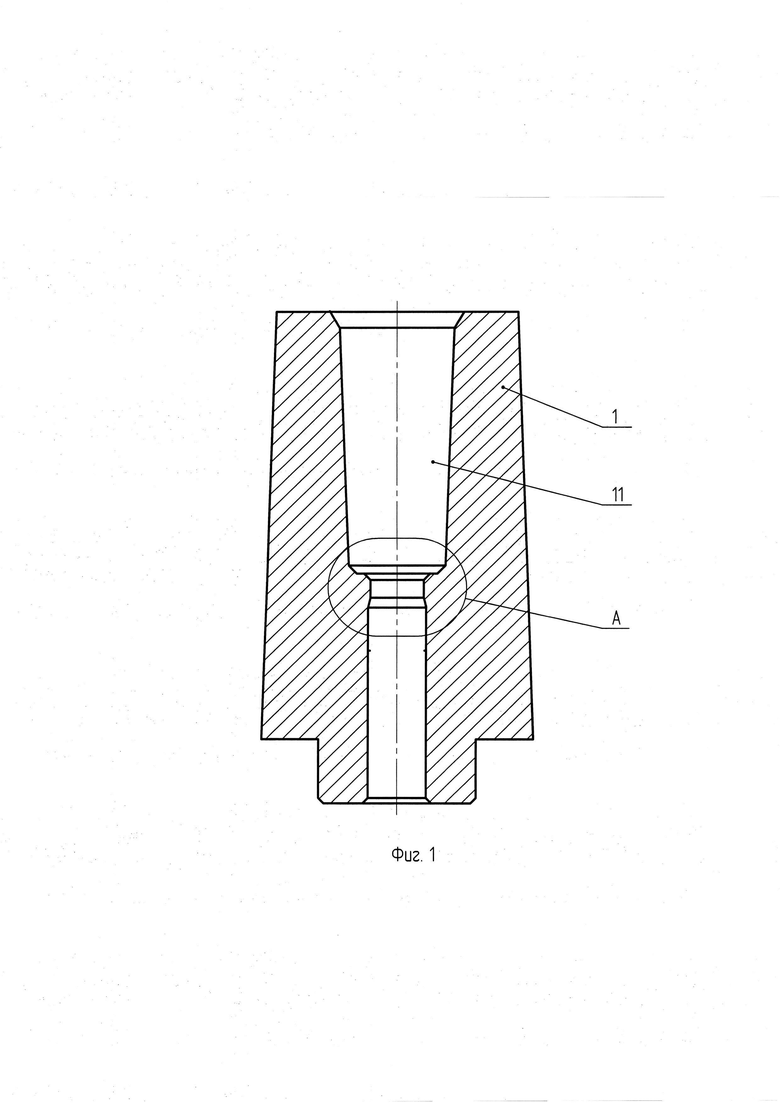
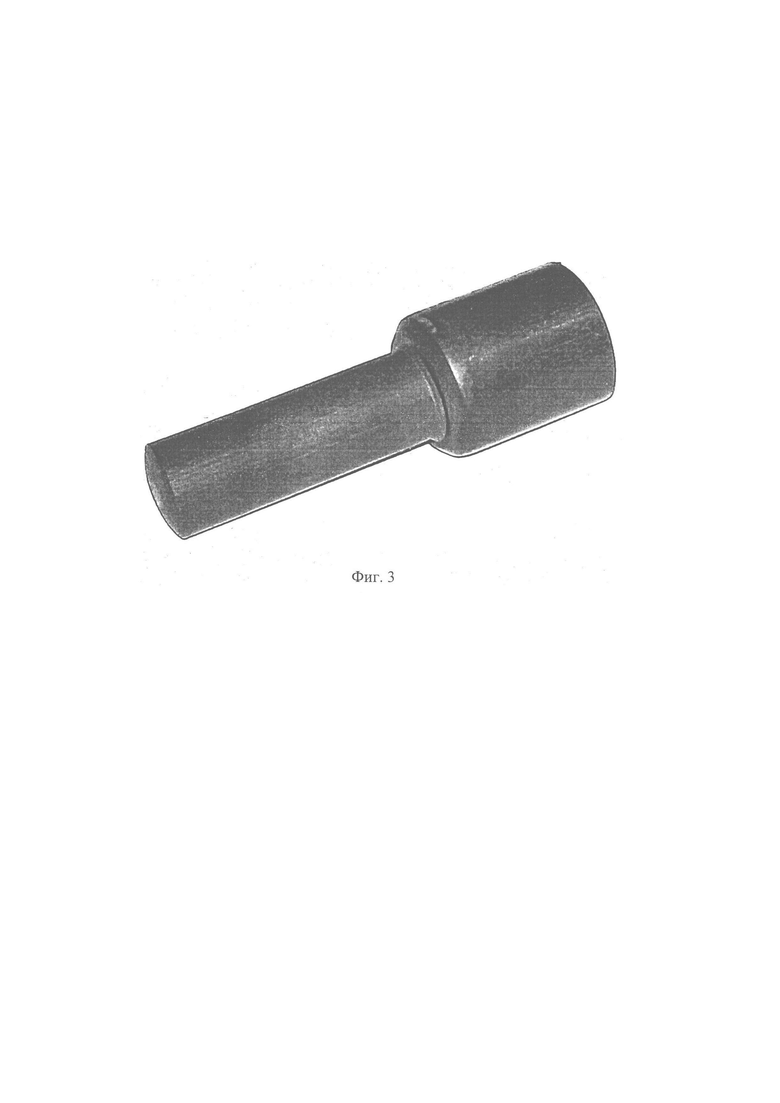
Предлагаемая в качестве настоящего изобретения матрица для выдавливания корпусов распылителей топливных форсунок поясняется чертежами (фиг. 1, фиг. 2). На фиг. 3 показана поковка корпуса распылителя топливной форсунки, изготовленная на матрице предлагаемой конструкции. Профиль рабочей поверхности матрицы 1 на входном и фиксирующем участках предлагается формировать сочетанием четырех конических поверхностей, обозначенных позициями 11, 12, 13, 14, и одной цилиндрической поверхности 15, являющейся калибрующим очком матрицы 1.
Первое коническое отверстие 11 является входным и отчасти фиксирующим участком: перед началом выдавливания здесь помещается заготовка, а во время выдавливания движется пуансон (на фигурах не показан) и происходит деформирование заготовки и формирование части поковки. Размеры первого конического отверстия 11 определяются размерами конечного изделия - поковки корпуса распылителя топливной форсунки. Величина штамповочного уклона (конусность отверстия) принимается по общим рекомендациям.
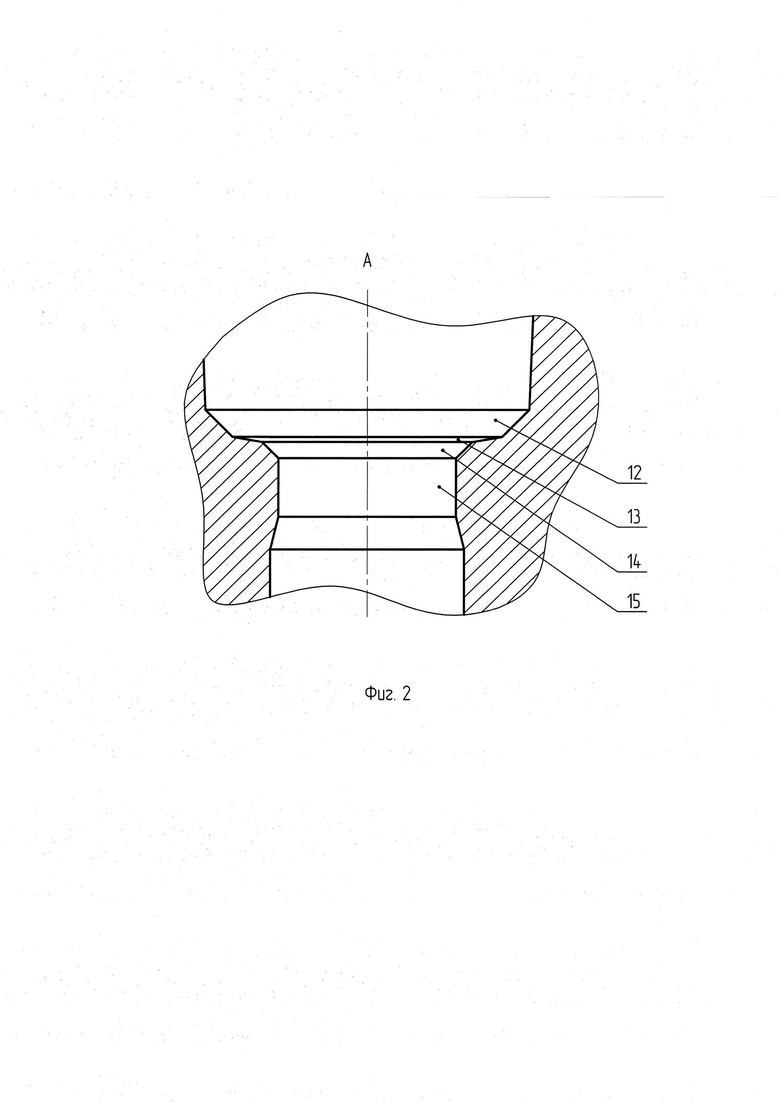
Второе, третье и четвертое конические отверстия, обозначенные позициями 12, 13, 14, соответственно, являются обжимными (фиксирующими) участками.
Полный угол третьего конического отверстия 13 предлагается выполнять величиной 170°. Это противоречит общепринятым рекомендациям, но является техническим решением, многократно апробированным и применяемым заявителем в своем крупносерийном производстве топливной аппаратуры. Глубину конического отверстия 13 предлагается выполнять от 0,15 мм до 0,35 мм. При этом поверхности второго и четвертого конических отверстий 12 и 14 должны быть выполнены в виде фасок: поверхность 12 - фаской (1,5-1,6)×45°, поверхность 14 - фаской (0.50-0,55)×45°. Поверхность конического отверстия 12 является переходной - сопряжением между коническими отверстиями 11 и 13, поверхность конического отверстия 14, в свою очередь, сопряжением между коническим отверстием 13 и калибрующим очком 15.
Размеры калибрующего очка 15 определяется заданными размерами поковки корпуса распылителя топливной форсунки.
Сочетание предлагаемых размеров - глубины и угла - конической поверхности 13 с размерами конических поверхностей 12 и 14 обеспечивает гарантированное отсутствие штамповочных дефектов в виде пресс-утяжин, недопустимых сколов и расслоений на поверхности поковки. Это регулярно подтверждается результатами контроля качества выпускаемой продукции.
Предлагаемая в качестве изобретения матрица для выдавливания корпусов распылителей топливных форсунок работает следующим образом.
Заготовка устанавливается в первое коническое отверстие 11. Во время выдавливания пуансон (на фигурах не показан) деформирует заготовку так, что часть ее продавливается через калибрующий поясок калибрующее очко 15 матрицы 1. При этом заготовка приобретает форму и размеры, ограниченные размерами конических отверстий 11, 12, 13, 14 и калибрующего очка 15.
После завершения рабочего хода пуансон занимает начальное положение, и поковка перемещается толкателем (на фигурах не показан) вверх до извлечения из матрицы 1.
Формирование профиля рабочей поверхности матрицы сочетанием поверхностей прямых соосных конусов и прямого цилиндрического отверстия позволяет значительно упростить процесс изготовления матрицы за счет применения более простого режущего инструмента.
Техническим результатом применения предлагаемой матрицы для выдавливания корпусов распылителей топливных форсунок является уменьшение трудоемкости изготовления инструмента за счет повышения технологичности конструкции матрицы.
Предлагаемая матрица для выдавливания корпусов распылителей топливных форсунок применяется с 2017 года в крупносерийном производстве топливных форсунок на Алтайском заводе прецизионных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОСТЕННЫХ ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ ИЗ ЛЕГИРОВАННЫХ ДЕФОРМАЦИОННО-УПРОЧНЯЕМЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2012 |
|
RU2539799C2 |
| ТОПЛИВНАЯ ФОРСУНКА | 2010 |
|
RU2541367C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| Матрица для прессования круглых прутков | 1981 |
|
SU975135A1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| Инструмент для прессования изделийСО СМАзКОй | 1978 |
|
SU804048A1 |
| ПОВОДКОВЫЙ ЦЕНТР РАДИАЛЬНО-ОБЖИМНОЙ МАШИНЫ | 2012 |
|
RU2514246C2 |
Изобретение относится к обработке металлов давлением и может быть использовано в производстве корпусов распылителей топливных форсунок двигателей внутреннего сгорания. Рабочая поверхность матрицы для выдавливания корпуса распылителя топливной форсунки выполнена с рабочей поверхностью, имеющей входной и фиксирующий участки и калибрующее очко с цилиндрической поверхностью. Входной участок выполнен в виде расположенной соосно матрице первой конической поверхности. Размеры первой конической поверхности и размеры цилиндрической поверхности определены заданными размерами полученного в процессе выдавливания корпуса распылителя. Фиксирующий участок выполнен в виде последовательно расположенных за первой конической поверхностью соосно матрице второй конической поверхности в виде фаски с размерами (1,5-1,6)×45°, третьей конической поверхности с углом конуса 170° и глубиной от 0,15 мм до 0,35 мм и четвертой конической поверхности в виде фаски с размерами (0,50-0,55)×45°. В результате обеспечивается повышение технологичности конструкции матрицы. 3 ил.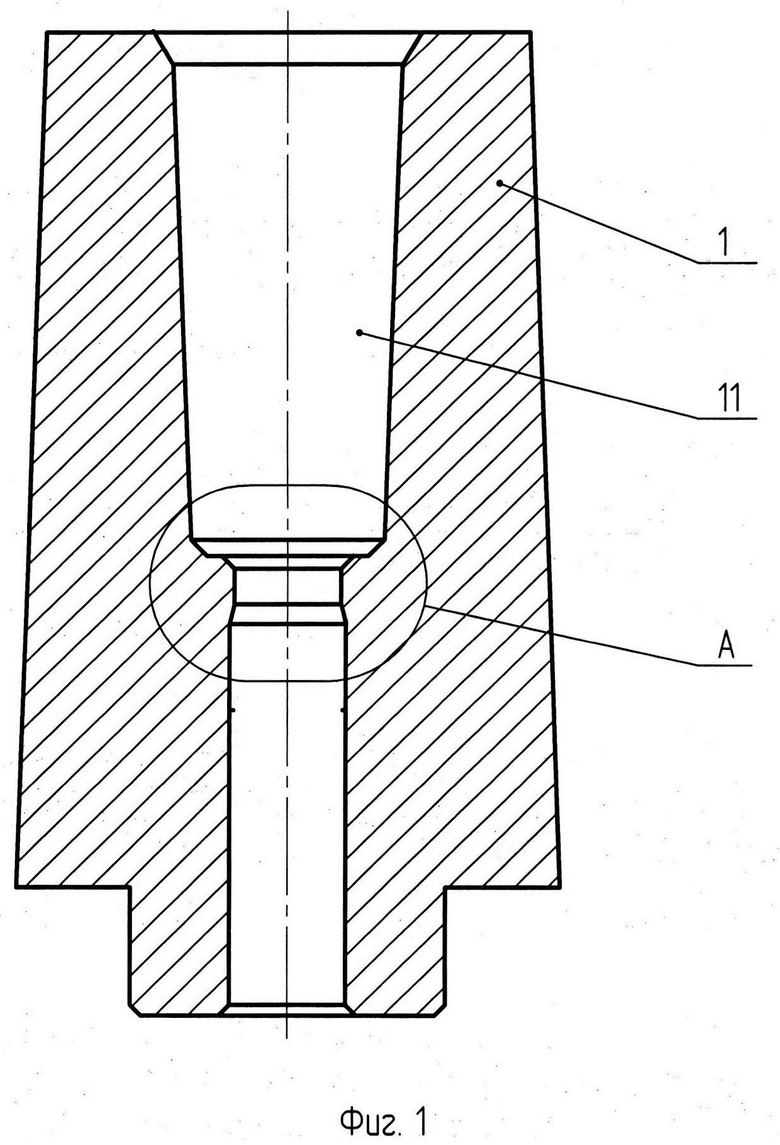
Матрица для выдавливания корпуса распылителя топливной форсунки, характеризующаяся тем, что она выполнена с рабочей поверхностью, имеющей входной и фиксирующий участки и калибрующее очко с цилиндрической поверхностью, при этом входной участок рабочей поверхности матрицы выполнен в виде расположенной соосно матрице первой конической поверхности, размеры упомянутой первой конической поверхности и размеры цилиндрической поверхности определены заданными размерами полученного в процессе выдавливания корпуса распылителя топливной форсунки, а фиксирующий участок выполнен в виде последовательно расположенных за упомянутой первой конической поверхностью соосно матрице второй конической поверхности в виде фаски с размерами (1,5-1,6)×45°, третьей конической поверхности с углом конуса 170° и глубиной от 0,15 мм до 0,35 мм и четвертой конической поверхности в виде фаски с размерами (0,50-0,55)×45°.
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ МАТЕРИАЛОВ С МАЛОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2697306C1 |
| Матрица для горячего деформирова-Ния МЕТАллОВ | 1979 |
|
SU829303A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ВЫДАВЛИВАНИЕМ | 2001 |
|
RU2205722C1 |
| US 4741080 A1, 03.05.1988 | |||
| US 6267684 B1, 31.07.2001. | |||

