ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к области способов и устройств для сварки с низким уровнем деформации, в частности для соединения металлических листов с использованием сварных швов, непроницаемых для текучей среды.
УРОВЕНЬ ТЕХНИКИ
FR-A-2701415 раскрывает аппарат для электродуговой сварки для угловой сварки двух металлических листов мембраны резервуара для удержания текучей среды. Однако было обнаружено, что, когда предпринимают попытки уменьшать толщину используемого листового металла, эффекты термической деформации листов увеличиваются и затрудняют получение узла очень высокого качества, особенно в отношении механической целостности и/или непроницаемости для текучей среды.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одна идея, лежащая в основе изобретения, заключается в предложении способов и устройств, которые позволяют уменьшать эффекты термической деформации листов во время сварки. Одна идея, лежащая в основе изобретения, заключается в предложении способов и устройств, подходящих для использования на различных стенках резервуара для удержания текучей среды, независимо от ориентации стенки.
Для этого изобретение обеспечивает способ сварки, включающий:
создание сварного шва для соединения двух металлических деталей, путём перемещения сварочной горелки вдоль траектории сварного шва,
перемещение охлаждающего аппликатора по внешней поверхности сварного шва непосредственно за сварочной горелкой, с охлаждением сварного шва,
причём охлаждающий аппликатор содержит подкладку из минеральных волокон, пропитанную жидким охладителем.
Благодаря применению такого охлаждающего аппликатора, изготовленного из минеральных волокон, можно удерживать жидкий охладитель во время капиллярного эффекта и, таким образом, наносить жидкий охладитель локально в необходимые места, в частности, на сварной шов и/или в зоны, непосредственно смежные с ним. Следовательно, риск образования накоплений и/или неконтролируемых наплывов жидкого охладителя значительно снижен по сравнению с распылением жидкого охладителя непосредственно на детали, которые должны быть охлаждены, что снижает риск коррозии.
Кроме того, поскольку расположением жидкого охладителя управляют, то количеством жидкого охладителя, наносимого в необходимые места, можно управлять более легко и более точно.
Согласно одному варианту выполнения, охлаждающий аппликатор питают жидким охладителем при его перемещении по сварному шву. Таким образом, можно получать непрерывную и относительно равномерную работу охлаждающего аппликатора во время выполнения сварки.
Изобретение также обеспечивает устройство для сварки, содержащее:
подвижную опорную каретку, выполненную с возможностью перемещения по траектории движения относительно двух металлических деталей, подлежащих соединению:
установленные на подвижной опорной каретке:
сварочную горелку для создания сварного шва между двумя металлическими деталями,
охлаждающий аппликатор, расположенный после сварочной горелки в направлении траектории движения и выполненный с возможностью охлаждения сварного шва, посредством контакта с его внешней поверхностью,
причём охлаждающий аппликатор включает в себя подкладку из минеральных волокон, и распределительную головку, выполненную с возможностью запитывания охлаждающего аппликатора жидким охладителем с пропитыванием подкладки из минеральных волокон.
Согласно некоторым предпочтительным вариантам выполнения эти способы и устройства для сварки могут демонстрировать один или несколько из следующих признаков.
Минеральные волокна выбирают из-за их долговечности и их способности выдерживать высокую температуру, предпочтительно по меньшей мере 1000°С. Согласно одному варианту выполнения минеральные волокна выполнены из керамики. Керамики, в частности огнеупорные керамики, являются термостойкими материалами, которые также хорошо поддаются образованию волокон.
Предпочтительно, чтобы минеральные волокна были выполнены из керамики, преимущественно содержащей кремнезем в совокупности с другими оксидами, в частности глиноземом. Такие керамики предлагают преимущества с точки зрения химической инерции, отсутствия вредных веществ, термической стабильности и механической прочности.
Жидкий охладитель может быть выбран из различных текучих сред, в частности воды или жидкого азота. Критериями выбора жидкого охладителя являются, в частности, его температура кипения при стандартном давлении, удельная теплоемкость и скрытая теплота испарения. Вода является предпочтительным выбором, учитывая её очень высокую скрытую теплоту, отсутствие вредных веществ и легкость, с которой её можно получать.
Взаимодействие между охлаждающим аппликатором и деталями, подлежащими соединению, может быть разработано различными методами для достижения эффективного и управляемого контакта между жидким охладителем и сварным швом, подлежащим охлаждению. В одном варианте выполнения охлаждающий аппликатор скользит по внешней поверхности сварного шва.
В другом варианте выполнения охлаждающий аппликатор выполнен с возможностью качения по внешней поверхности сварного шва. Для этого охлаждающий аппликатор может принимать форму цилиндра, который катится по внешней поверхности сварного шва, или охлаждающий аппликатор может принимать форму «шины», расположенной вокруг цилиндрической опоры, чтобы катиться по внешней поверхности сварного шва.
Для сварочной горелки могут быть предусмотрены различные известные технологии. Предпочтительно, сварочная горелка представляет собой электродуговую сварочную горелку, например, типа Tungsten Inert Gas (TIG).
Опорная каретка может быть выполнена с возможностью перемещения различными траекториями. Согласно одному варианту выполнения устройство для сварки дополнительно содержит направляющий рельс, фиксированно расположенный относительно двух металлических деталей, подлежащих соединению, причём упомянутая каретка установлена подвижно на направляющем рельсе с возможностью перемещения вдоль траектории движения. Таким образом, можно получать точное ориентирование опорной каретки.
Согласно одному предпочтительному варианту выполнения, устройство для сварки дополнительно содержит экран, расположенный на упомянутой каретке между охлаждающим аппликатором и сварочной горелкой, с возможностью защиты сварочной горелки от брызг жидкого охладителя. Благодаря этим признакам надежно исключают риск того, что сварочная горелка погаснет или её работа будет нарушена, особенно в случае электродуговой сварки.
Предпочтительно охлаждающий аппликатор питают жидким охладителем при его перемещении по сварному шву.
Согласно соответствующему варианту выполнения устройство для сварки дополнительно содержит насос для подачи жидкого охладителя, соединенный с распределительной головкой для подачи в нее потока жидкого охладителя.
Поток жидкого охладителя можно регулировать различными методами. Согласно одному варианту выполнения, этот поток устанавливают на фиксированное значение. Таким образом, способ сварки может быть особенно простым в реализации.
Согласно одному варианту выполнения, устройство для сварки дополнительно содержит блок управления, связанный с насосом и выполненный с возможностью регулировки потока жидкого охладителя в соответствии с одним или двумя параметрами, выбранными из группы, состоящей из: скорости движения опорной каретки, электрического тока, направляемого в сварочную горелку. Благодаря этим признакам потоком жидкого охладителя можно управлять автоматически и адаптировать к фактическим условиям сварочной работы, в частности, с учётом количества тепла, которое необходимо эффективно отводить.
Согласно одному варианту выполнения устройство для сварки дополнительно содержит эластичный элемент подвески для приложения давления к охлаждающему аппликатору (8) в направлении металлических деталей (18, 19, 36), подлежащих соединению.
Этот способ сварки может быть использован во многих применениях, в частности там, где используют относительно тонкий листовой металл. Одно особое применение касается изготовления уплотнительной мембраны в резервуаре для удержания текучей среды.
В одном варианте выполнения две металлические детали представляют собой пластины из листового металла, подлежащих сварке угловым сварным швом или встык, причём траектория сварного шва расположена по краю одной из указанных металлических пластин. Такая угловая сварка особенно хорошо подходит для создания сварных швов, непроницаемых для текучей среды, для изготовления уплотнительной мембраны в резервуаре для удержания текучей среды.
В одном варианте выполнения листовые металлические пластины являются гофрированными или рифлеными. Листы рифленой пластины в частности подходят для применений, включающих в себя большие температурные диапазоны, и в которых решетки или гофры пластин из листового металла могут действовать как компенсаторы теплового расширения. Согласно одному варианту выполнения листовые металлические пластины содержат первый ряд разнесенных выступающих гофров, продолжающихся в первом направлении плоскости, и, возможно, второй ряд разнесенных выступающих гофров, продолжающихся во втором направлении плоскости, которое перпендикулярно первому направлению, и плоские зоны, расположенные между гофрами.
Такой способ может быть использован для сварки различных металлов. В зависимости от вариантов выполнения листовые металлические пластины выполнены из сплава, выбранного из нелегированных и слаболегированных сталей, нержавеющих сталей, никелированных сталей с низким коэффициентом термического расширения, и марганцовистых сталей с низким коэффициентом термического расширения. В частности, пластины из листового металла могут быть изготовлены из Invar®, а именно из сплава железа и никеля, коэффициент расширения которого, как правило, составляет от 1,2×10-6 К-1 до 2×10-6 К-1 от 9% никель-железного сплава, коэффициент расширения которого обычно составляет порядка 9×10-6 К-1, или из сплава железа с высоким содержанием марганца, коэффициент расширения которого обычно составляет порядка 7×10-6 К-1.
КРАТКОЕ ОПИСАНИЕ ФИГУР
Изобретение будет лучше понято, а его дополнительные задачи, детали, признаки и преимущества станут более очевидными в ходе последующего описания нескольких особых вариантов выполнения изобретения, которые приведены исключительно в качестве неограничивающей иллюстрации, со ссылкой на приложенные чертежи.
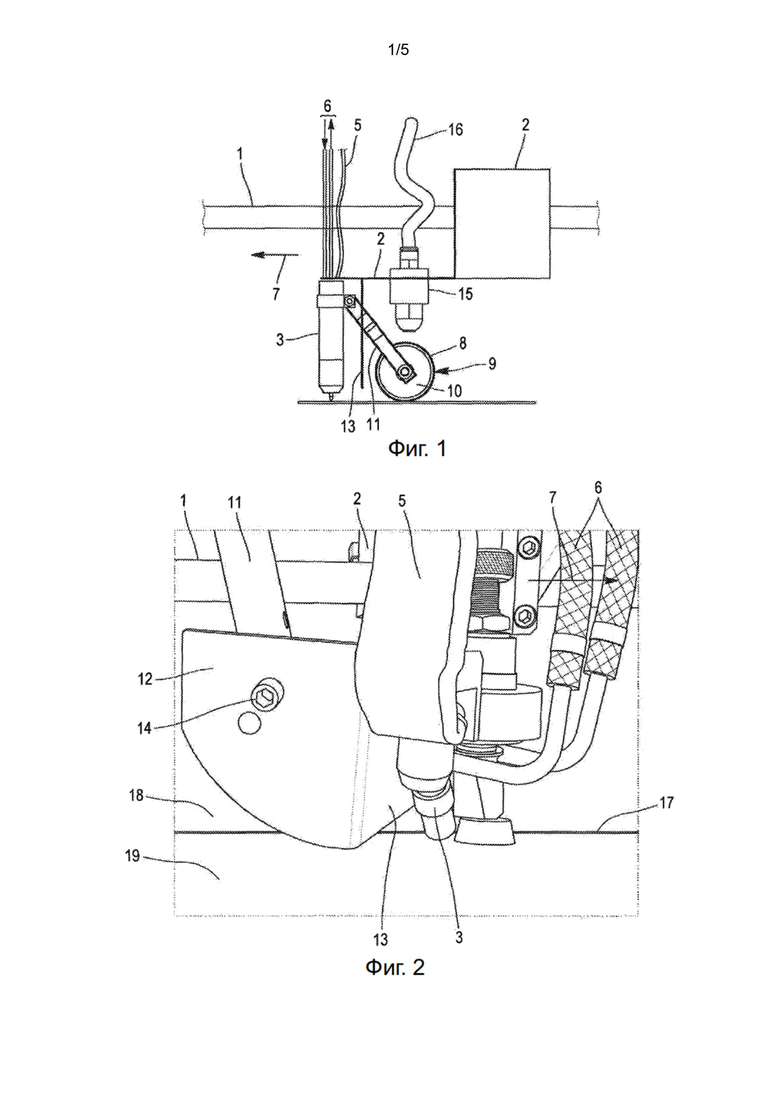
- Фиг. 1 представляет собой схематичный вид сбоку устройства для сварки согласно первому варианту выполнения.
- Фиг. 2 представляет собой вид в перспективе устройства для сварки согласно второму варианту выполнения, используемого при применении для угловой сварки двух пластин листового металла.
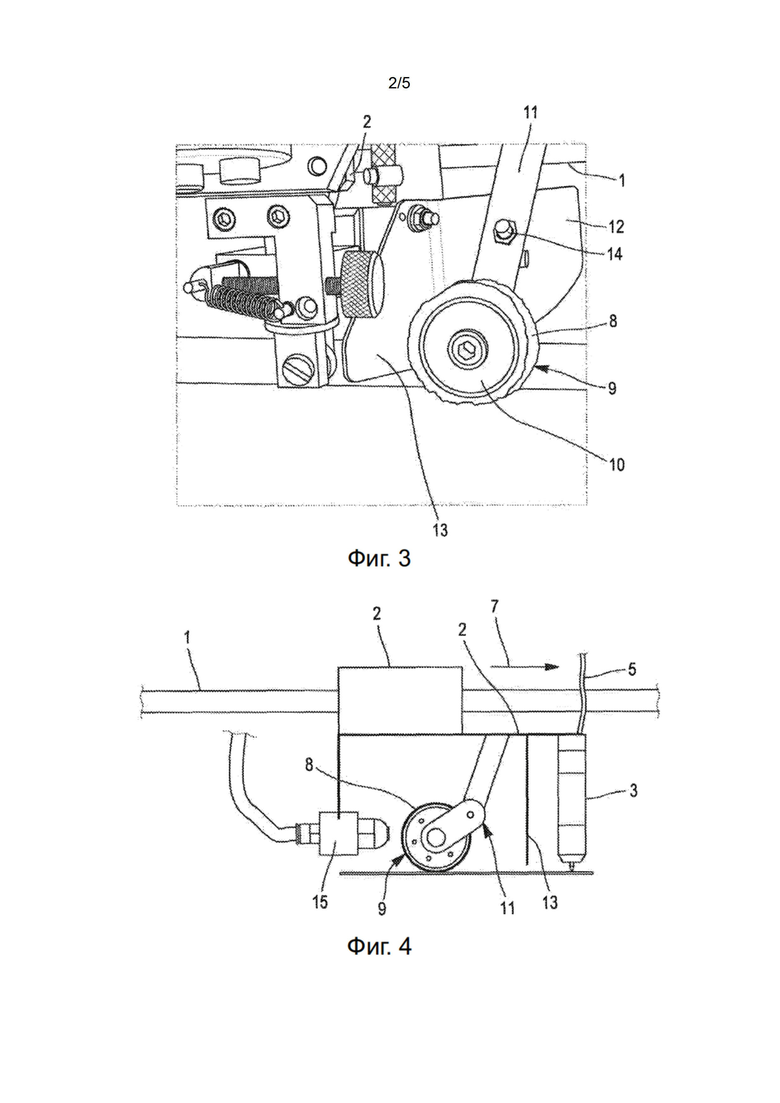
- Фиг. 3 представляет собой вид, аналогичный фиг. 2, показывающий устройство для сварки под другим углом.
- Фиг. 4 представляет собой схематичный вид сбоку устройства для сварки согласно третьему варианту выполнения.
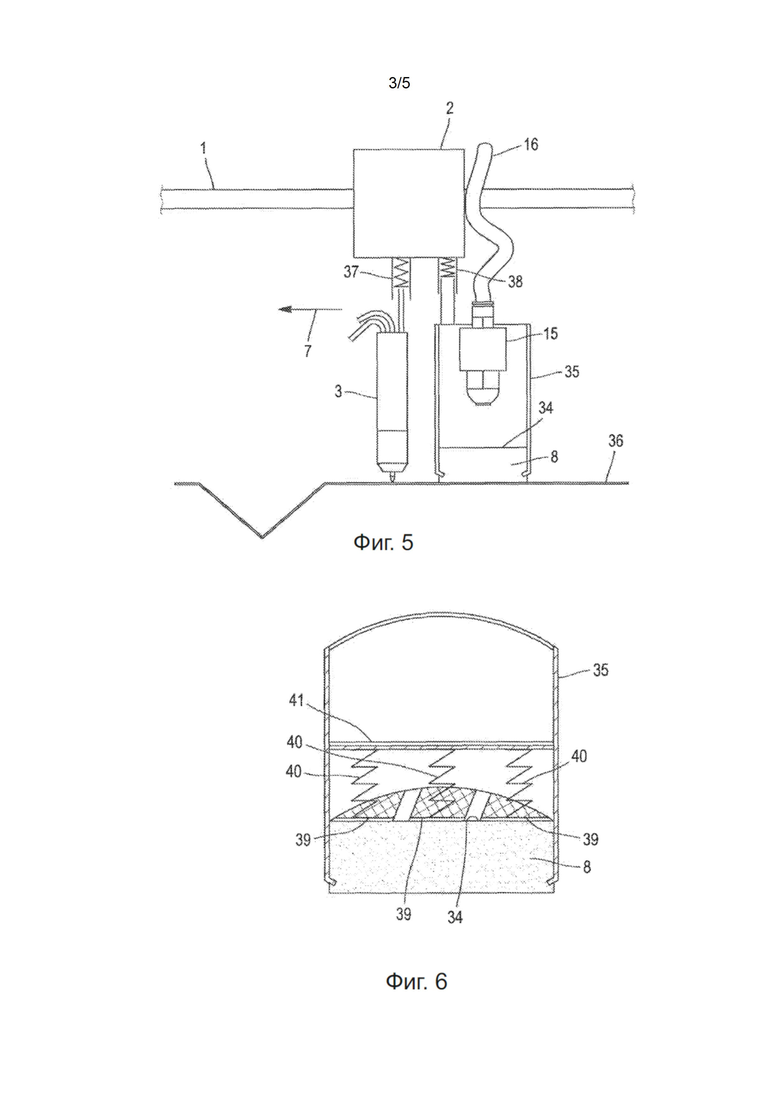
- Фиг. 5 представляет собой схематичный вид сбоку устройства для сварки согласно четвертому варианту выполнения.
- Фиг. 6 представляет собой схематичный вид в перспективе и вид в разрезе охлаждающего аппликатора, который можно использовать в устройствах для сварки.
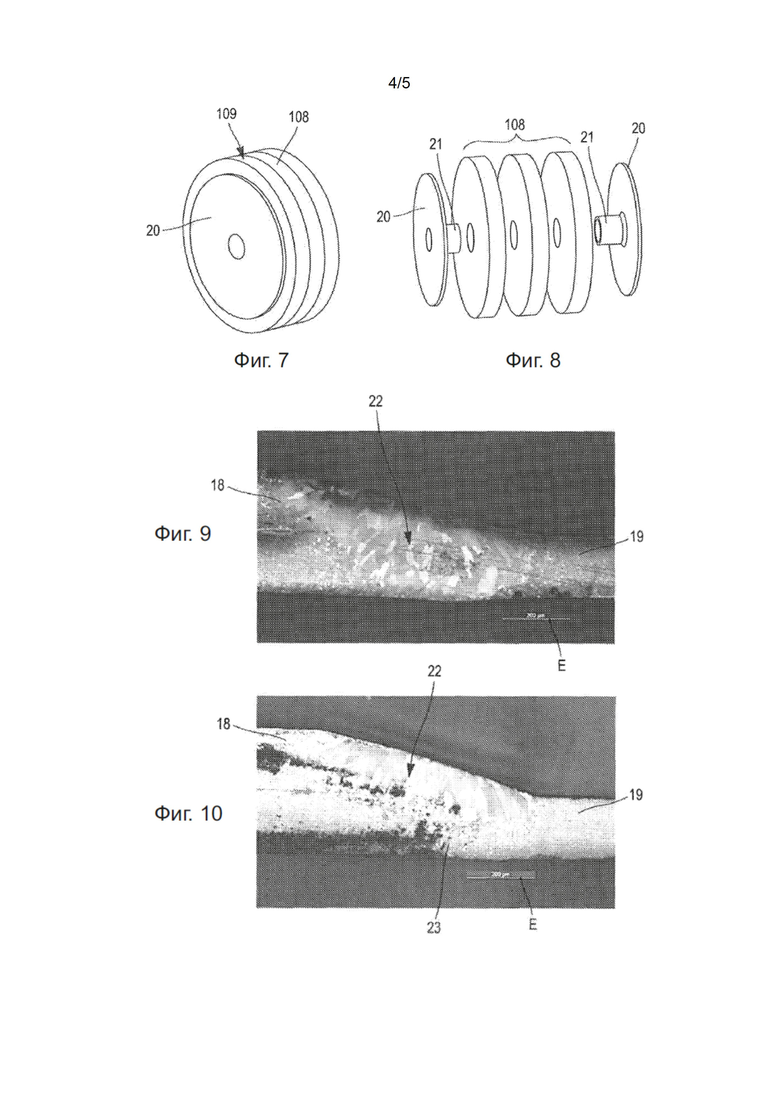
- Фиг. 7 представляет собой вид в перспективе другого охлаждающего аппликатора, который можно использовать в устройствах для сварки.
- Фиг. 8 представляет собой вид в разобранном состоянии охлаждающего аппликатора с фигуры 7.
- Фиг. 9 представляет собой фотографию, снятую через оптический микроскоп, сечения сварного шва, полученного без использования охлаждающего аппликатора (большой размер зерна).
- Фиг. 10 представляет собой фотографию, снятую через оптический микроскоп сечения сварного шва, полученного с использованием охлаждающего аппликатора (значительно меньший размер зерна).
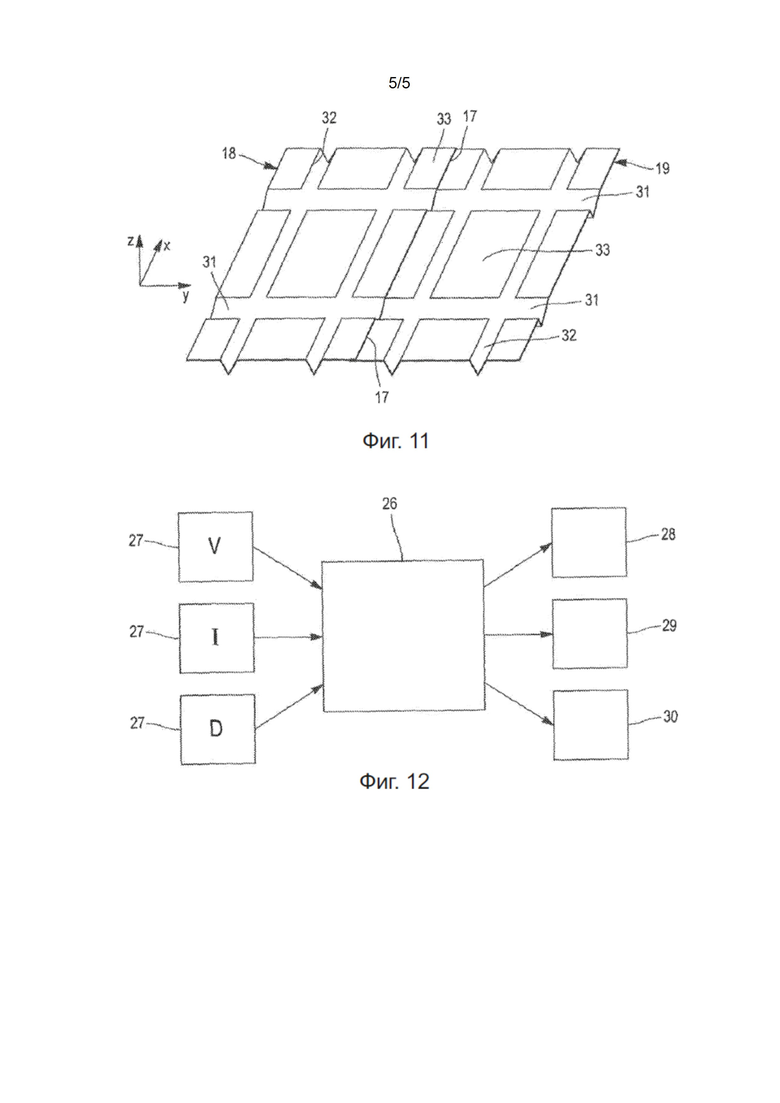
- Фиг. 11 представляет собой схематичный вид в перспективе гофрированной металлической пластины, которую можно собирать при помощи устройств для сварки.
- Фиг. 12 представляет собой функциональную схематичную индикацию системы управления, которую можно использовать в устройствах для сварки.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
Устройства для сварки, которые содержат направляющий рельс 1, расположенный над металлическими деталями, подлежащими сварке, и на котором установлена опорная каретка 2 с возможностью скользить так, чтобы направляться направляющим рельсом 1, теперь будут описаны со ссылкой на фигуры с 1 по 5. Опорная каретка 2 переносит сварочную горелку 3, обращенную вниз, так, чтобы сварной шов, произведенный перемещением опорной каретки 2 вдоль направляющего рельса 1, следовал по траектории, который по существу соответствует траектории направляющего рельса 1. Следовательно, операция, которую необходимо выполнять перед изготовлением такого сварного шва, заключается в расположении металлических деталей таким образом, чтобы край, подлежащий соединению, расположен ниже траектории направляющего рельса 1 или, что эквивалентно, места размещения направляющего рельса 1 над местом, предназначенным для сварного шва. В частности, это может быть фиксированный направляющий рельс, например, прикрепленный к крыше здания, или подвижное шасси, которое может быть расположено с возможностью отсоединения на деталях, подлежащих соединению. Этот второй образец описан, например, в FR-A-2701415.
Кроме того, сварные швы могут быть изготовлены на стенках, демонстрирующих различную ориентацию, например, в резервуаре призматической формы: горизонтальная нижняя стенка, вертикальная или наклонная боковая стенка, горизонтальная стенка крыши и т.д. В этом описании «верх» и «низ», следовательно, относятся к направлению от деталей, подлежащих соединению, и к противоположному направлению к деталям, подлежащим соединению, независимо от фактической ориентации деталей, подлежащих соединеию, по отношению к гравитационному полю Земли.
Для работы сварочная горелка 3 требует различные подачи, в зависимости от используемой технологии сварки, и они схематично обозначены цифрами 5 и 6 на фиг. 1, например, снабжение электроэнергией, охлаждающей водой, инертным газом, горючим газом и т.д. Эти подачи могут осуществляться с использованием гибких трубопроводов из источников, которые не зависят от опорной каретки 2.
Направление 7 движения опорной каретки 2 обозначено стрелкой. За сварочной горелкой 3 опорная каретка 2 переносит охлаждающий аппликатор 8, изготовленный из минеральных волокон, которые могут быть произведены различными методами, в данном случае сконфигурированный как «шина» колеса 9, предназначенного для перекатывания по сварному шву в направлении 7 движения.
Охлаждающий аппликатор 8 предпочтительно выполнен из флиса из огнеупорных волокон, изготовленных из керамики. Например, могут использовать флис, имеющийся у Morgan Crucible Company plc, под торговым названием Cerablanket™ (128 кг/м3). Это - керамика, преимущественно содержащая кремнезем формулы SiO2, большое количество оксида алюминия формулы Al2O3 и другие оксиды в очень небольших количествах, в частности оксиды железа, титана, кальция, магния, натрия и калия. Она может выдерживать температуру в диапазоне до 1260°C и имеет типичную прочность на растяжение, равную до 90 кПа. Могут использовать и другие минеральные волокна.
Колесо 9 содержит ступицу 10, например, изготовленную из металла или пластика, поворотно установленную вокруг горизонтальной оси, перпендикулярной к направлению 7 движения, на нижнем конце опорного рычага 11, прикрепленного к опорной каретке 2.
Опорный рычаг 11 может быть соединен с опорной кареткой 2 различными методами. На фиг. 1, верхний конец опорного рычага 11 поворотно прикреплен на верхней части корпуса сварочной горелки 3, с тем чтобы позволять колесу 9 подниматься и опускаться относительно сварочной горелки 3, пока продвигается опорная каретка 2, в частности, для согласования рельефов в свариваемом компоненте (детали), например, гофров в листовой металлической пластине. На фиг. 4 опорный рычаг 11 изготовлен из двух частей, сочлененных с возможностью поворота по той же причине, а верхняя часть опорного рычага 11 прикреплена непосредственно к опорной каретке 2 независимо от сварочной горелки 3.
На фиг. 2 и 3 опорный рычаг 11 поворотно соединен через ось 14 с продольным фланцем 12, прикрепленным к экрану 13, прикрепленному к опорной каретке 2. Экран 13, также схематически показанный на фиг. 1 и 4, представляет собой твердую пластину, расположенную под опорной кареткой между сварочной горелкой 3 и колесом 9 и продолжающуюся перпендикулярно направлению 7 движения.
В процессе эксплуатации колесо 9 катится вдоль сварного шва, который был только что образован сварочной горелкой 3, и подает на него жидкий охладитель, например, воду, чтобы немедленно охлаждать материал, что приводит к уменьшению термической деформации собранных компонентов, особенно когда они представляют собой тонкий листовой металл. Чтобы это выполнять, охлаждающий аппликатор 8, конечно, должен оставаться достаточно пропитанным жидким охладителем в течение всей сварочной работы.
Подача жидкого охладителя к охлаждающему аппликатору 8 может быть выполнена устройством, не зависящим от опорной каретки 2. Однако, более практично обеспечивать подающую головку 15, например, сопло, прикрепленное к опорной каретке 2 и ориентированное таким образом, чтобы распылять жидкий охладитель на охлаждающий аппликатор 8, либо непрерывно, либо с перерывами. Подающая головка 15 соединена гибким шлангом 16 с источником подачи, например, с водяным насосом, который может быть независимым от опорной каретки 2.
Подающая головка 15 может быть выполнена различными методами. На фиг. 1, подающая головка 15 выше колеса 9 для того, чтобы смачивать верхний участок колеса 9. На фиг. 4, подающая головка 15 за колесом 9 для того, чтобы смачивать задний участок колеса 9. Возможны и другие конфигурации, например, перед колесом или сбоку. Подающая головка 15 не изображёна на фиг. 2 и 3; она может быть над колесом 9, как на фиг. 1.
В варианте выполнения, показанном на фиг. 5, охлаждающий аппликатор 8 скользит по сварному шву за сварочной горелкой 3 в направлении 7 движения. Для этого охлаждающий аппликатор 8, изготовленный из минеральных волокон, выполнен здесь в виде толстой параллелепипедной или цилиндрической подкладки, размещенной в корпусе 35 в форме трубки прямоугольного или круглого сечения. Подающая головка 15 установлена в корпусе 35, ориентированном вниз, для доставки жидкого охладителя на верхнюю поверхность 34 охлаждающего аппликатора 8. Жидкий охладитель достигает поверхности 36 сварных деталей диффузией через толщину охлаждающего аппликатора 8, который является пористым. Корпус 35 ограничивает брызги и наплывы жидкого охладителя, так что он также защищает сварочную горелку 3 от любых брызг, действуя как экран.
Сварочная горелка 3 и корпус 35 могут быть установлены независимо друг от друга на опорной каретке 2. В примере на фиг. 5, они подвешены от опорной каретки 2 эластичными подвесками 37 и 38, которые прикладывают давление вниз к нижней части, с тем, чтобы иметь возможность следовать за профилем в рельефе. Неподвижная или поворотная установка на опорной каретке 2 также возможна, в зависимости от целевого применения.
Фиг. 6 иллюстрирует корпус 35 в альтернативном варианте выполнения, если смотреть в диаметральном сечении и в перспективе, в котором решетчатые элементы 39 корпуса прикладывают давление к верхней поверхности 34 охлаждающего аппликатора 8 под действием пружин 40 подвески, установленных для переноса между решетчатыми элементами 39 и опорной планкой 41, прикрепленной внутри корпуса 35. Решетчатые элементы 39 позволяют охлаждающему аппликатору 8, который является гибким, соответствовать форме свариваемой детали, в частности при преодолении гофра, не препятствуя прохождению жидкого охладителя.
В одном варианте выполнения источником подачи охладителя автоматически управляют блоком 26 управления, схематично показанным на фиг. 12. Блок 26 управления использует входные сигналы, поставляемые различными датчиками 27 и представляющие различные рабочие параметры сварочной станции, например, скорость движения v от опорной каретки 2, расход D жидкого охладителя, электрический ток I, направляемый в сварочную горелку 3 и т.д. С помощью управляющей программы блок 26 управления создает управляющие сигналы для работы циркуляционного насоса 28.
Задачи, которые могут преследоваться такой программой управления, включают в себя, например:
- полное или почти полное испарение жидкого охладителя во избежание накопления жидкости, которая может вызывать коррозию или стать опасной при наличии источников электричества,
- снижение температуры сварного шва ниже определенного порога.
Блок 26 управления может также использоваться для совместного управления различными приводами сварочной станции, например, приводным двигателем 29 для приведения в движение опорной каретки 2, источником электрического тока 30 для сварочной горелки, и т.д.
Фигуры 7 и 8 изображают колесо 109, содержащее другой вариант охлаждающего аппликатора 108. Здесь охлаждающий аппликатор 108 изготовлен из трех пористых дисков из минеральных волокон, образующих как ступицу, так и "шину" колеса 109. Эти три диска зажаты между двумя жесткими концевыми пластинами 20 и зацеплены на двух коротких валах 21, которые выступают навстречу друг другу от центра двух концевых пластин 20. В этом варианте выполнения объём жидкости, который может быть поглощен капиллярностью, выше. Остальные операции идентичны.
Охлаждающий аппликатор не обязательно представляет собой колесо. В одном варианте выполнения, который не был изображён, он представляет собой подкладку из минеральных волокон, скользящую по сварному шву.
Как лучше всего видно на фиг. 2, в одном варианте выполнения устройство для сварки используют для угловой сварки двух плоских пластин листового металла, что означает их сварку с нахлёстом. Более конкретно, сварочную горелку 3 направляют вдоль края 17 верхнего листа 18, который перекрывает нижний лист 19 и создает сварной шов 22 вдоль края 17.
Фигуры 9 и 10 показывают вид в сечении такого сварного шва на двух листах invar® толщиной 0,7 мм, когда охлаждающий аппликатор не использовался (фиг. 9) и когда он использовался (фиг. 10). Образцовые шкалы E на фиг. 9 и 10 измеряют 200 мкм.
Фотографии через оптический микроскоп позволяют оценивать размер зерна материала в области сварного шва 22. На фиг. 9 расплавленная зона, воплощенная более крупным размером зерна, продолжается через всю толщину узла вплоть до нижней поверхности нижнего листа 19. В отличие от этого, на фиг. 10 размер зерна в сварном шве 22 быстро уменьшается с глубиной, и нижняя половина 23 нижнего листа 19 более или менее поддерживает свой исходный размер зерна, демонстрируя, что расплавленная зона более высоко локализована и менее глубокая. Это является результатом тепловой откачки, выполняемой охлаждающей водой.
Такая угловая сварка может использоваться для создания узлов, непроницаемых для текучей среды, в уплотнительной мембране резервуара, в частности между двумя гофрированными листовыми пластинами. Один пример такой мембраны изображён на фиг. 11.
Изображены две гофрированные листовые пластины 18 и 19. Пластины 18 и 19 из листового металла содержат первый ряд гофров 31, выступающих на нижней грани на фиг. и разнесенных на равном расстоянии друг от друга, которые продолжаются в направлении плоскости y, и второй ряд гофров 32, аналогичным образом выступающих на нижней грани фигуры и разнесённых на равном расстоянии друг от друга, продолжающихся в направлении x, перпендикулярном направлению y. Между гофрами 31 и 32 расположены плоские зоны 33.
Угловой шов может быть получен таким же методом, вдоль края 17, перемещением опорной каретки 2 со сварочной горелкой 3 в направлении х.
Численный пример
Требуемый расход охлаждающей воды измеряли экспериментально взвешиванием влажного аппликатора до и после сварки со следующими рабочими параметрами: энергия сварки равна 89 кДж/м, что соответствует току I=43 А, напряжению U=11,7 В и скорости движения v=34 см/мин. Расход воды 8,6 мл/м, а именно 0,097 мл/кДж, измеряли, достигая полного испарения охлаждающей воды без заметного накопления.
Теоретические расчеты дают расход воды 8,9 мл/м при тех же условиях. Расчеты основаны на предположении о повышении температуры от 20°С до 100°С с последующим испарением воды, что приводит к охлаждению металла от 800°С до 500°С. Сходимость этих результатов показывает, что жидкий охладитель эффективно полностью расходуется при тепловой откачке, а не рассеивается в зонах, где он не нужен. Это соответствует минимальному расходу порядка 8 мл/м для энергии сварки 89 кДж/м, а именно приблизительно 0,090 мл/кДж. При необходимости дополнительно снижать температуру металла, достигнутую после перемещения охлаждающего аппликатора, расход можно увеличивать до примерно 20 мл/м без накопления воды, а именно до примерно 0,225 мл/кДж. Эти результаты приведены в качестве указания и дают порядок величины для количества воды, необходимого для охлаждения углового шва между двумя металлическими листами толщиной 0,7 мм.
Использование глагола «содержать», «включать» или «включать в себя» и их сопряженных форм не исключает наличия элементов или этапов, отличных от перечисленных в формуле изобретения.
В формуле изобретения любая ссылочная позиция между скобками не должна интерпретироваться как налагающая ограничение на формулу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| Установка для сварки листовых изделий | 1980 |
|
SU941121A1 |
| Аппарат и способ применения сварки вращающейся дугой | 2013 |
|
RU2662279C2 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ СЕГМЕНТОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2015 |
|
RU2708721C2 |
| Устройство для сварки | 1981 |
|
SU1000204A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
Изобретение относится к области сварочного производства и может быть использовано, например, для сварки листовых деталей с обеспечением низкого уровня их деформации. Способ включает создание сварного шва для соединения двух металлических деталей путём перемещения сварочной горелки вдоль траектории сварного шва и перемещение охлаждающего аппликатора по внешней поверхности сварного шва непосредственно за сварочной горелкой с охлаждением сварного шва. Изобретение касается также устройства для сварки, осуществляющего способ и которое содержит подвижную опорную каретку и установленные на ней сварочную горелку и охлаждающий аппликатор, расположенный после сварочной горелки в направлении траектории движения и выполненный с возможностью охлаждения сварного шва посредством контакта с внешней поверхностью наплавленного валика, при этом охлаждающий аппликатор содержит подкладку из минеральных волокон, пропитанную жидким охладителем. Использование изобретения позволяет повысить качество сварных соединений. 2 н. и 14 з.п. ф-лы, 12 ил.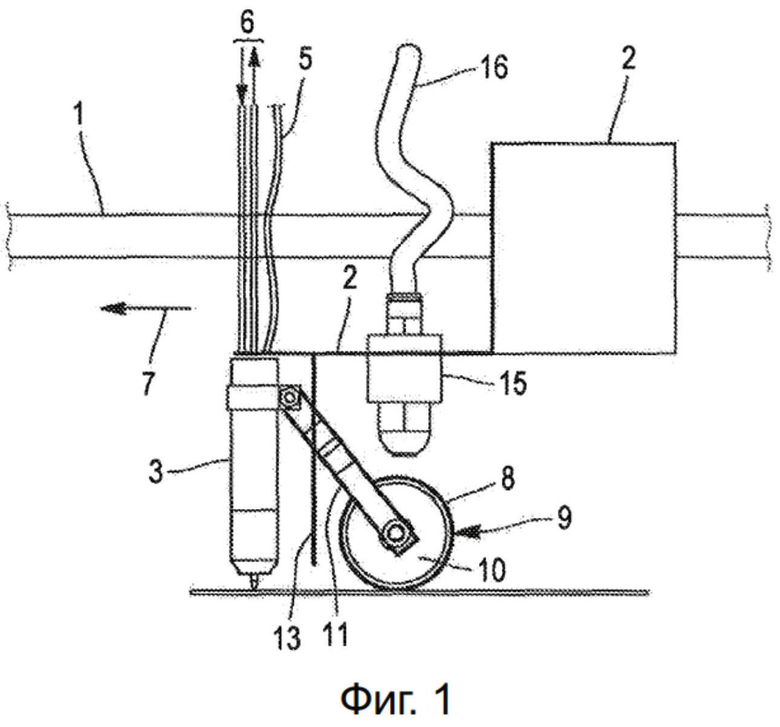
1. Способ сварки, включающий
создание сварного шва (22) для соединения двух металлических деталей (18, 19), путём перемещения сварочной горелки (3) вдоль траектории сварного шва (22),
перемещение охлаждающего аппликатора (8) по внешней поверхности сварного шва (22) непосредственно за сварочной горелкой (3), с охлаждением сварного шва (22),
при этом охлаждающий аппликатор (8) содержит подкладку из минеральных волокон, пропитанную жидким охладителем.
2. Способ по п. 1, в котором минеральные волокна подкладки аппликатора (8) выполнены из керамики.
3. Способ по п. 2, в котором минеральные волокна выполнены из керамики, преимущественно содержащей кремнезем в совокупности с другими оксидами.
4. Способ по любому из пп. 1-3, в котором охлаждающий аппликатор (8) питают жидким охладителем при его перемещении по сварному шву (22).
5. Способ по любому из пп. 1-4, в котором используют жидкий охладитель в виде воды или жидкого азота.
6. Способ по любому из пп. 1-5, в котором охлаждающий аппликатор (8) выполнен с возможностью скольжения по внешней поверхности сварного шва (22).
7. Способ по любому из пп. 1-5, в котором охлаждающий аппликатор (8) выполнен с возможностью качения по внешней поверхности сварного шва (22).
8. Способ по п. 7, в котором охлаждающий аппликатор (8) выполнен в виде шины, расположенной вокруг цилиндрической опоры, установленной с возможностью качения по внешней поверхности сварного шва (22).
9. Способ по любому из пп. 1-8, в котором сварочная горелка (3) выполнена в виде электродуговой сварочной горелки.
10. Способ по любому из пп. 1-9, в котором две металлические детали (18, 19) выполнены в виде пластин из листового металла, подлежащих сварке угловым сварным швом или встык, причём траектория сварного шва (22) расположена по краю (17) одной из указанных металлических пластин.
11. Способ по п. 10, в котором листовые металлические пластины (18, 19) выполнены из сплава, выбранного из нелегированных и слаболегированных сталей, нержавеющих сталей, никелированных сталей с низким коэффициентом термического расширения и марганцовистых сталей с низким коэффициентом термического расширения.
12. Устройство для сварки, содержащее
подвижную опорную каретку (2), выполненную с возможностью перемещения по траектории движения относительно двух металлических деталей (18, 19), подлежащих соединению,
установленные на подвижной опорной каретке (2)
сварочную горелку (3) для создания сварного шва (22) между двумя металлическими деталями (18, 19) и
охлаждающий аппликатор (8), расположенный после сварочной горелки (3) в направлении траектории движения и выполненный с возможностью охлаждения сварного шва посредством контакта с внешней поверхностью наплавленного валика,
при этом охлаждающий аппликатор (8) включает в себя подкладку из минеральных волокон и распределительную головку (15), выполненную с возможностью запитывания охлаждающего аппликатора (8) жидким охладителем с пропитыванием упомянутой подкладки.
13. Устройство по п. 12, дополнительно содержащее направляющий рельс (1), фиксированно расположенный относительно двух металлических деталей (18, 19), подлежащих соединению, причём упомянутая каретка (2) установлена подвижно на направляющем рельсе (1) с возможностью перемещения вдоль траектории движения.
14. Устройство по п. 12 или 13, дополнительно содержащее экран (13, 35), расположенный на упомянутой каретке (2) между охлаждающим аппликатором (8) и сварочной горелкой (3) с возможностью защиты сварочной горелки от брызг жидкого охладителя.
15. Устройство по любому из пп. 12-14, дополнительно содержащее
насос (28) для подачи жидкого охладителя, соединенный с распределительной головкой (15) для подачи в распределительную головку потока жидкого охладителя, и
блок (26) управления, связанный с насосом (28) и выполненный с возможностью регулировки потока жидкого охладителя в соответствии с одним или обоими параметрами, выбранными из группы, состоящей из: скорости движения опорной каретки (2), электрического тока, направляемого в сварочную горелку (3).
16. Устройство по любому из пп. 12-15, дополнительно содержащее эластичный элемент (38, 40) подвески для приложения давления к охлаждающему аппликатору (8) в направлении металлических деталей (18, 19, 36), подлежащих соединению.
| US 2004040944 A1, 04.03.2004 | |||
| Устройство для пульсирующего охлаждения изделий | 1980 |
|
SU948592A1 |
| Способ уменьшения остаточных деформаций и напряжений в сварных корпусных конструкциях | 1981 |
|
SU1066765A1 |
| CN 105643122 A, 08.06.2016 | |||
| JP 2009262214 A, 12.11.2009. | |||

