Изобретение относится к области термосиловой обработки (ТСО) длинномерных осесимметричных деталей типа вал и может использоваться в технологических процессах изготовления валов в механообрабатывающих цехах.
Известен способ термосиловой обработки валов, включающий нагрев, кручение, поверхностное пластическое деформирование и охлаждение, осуществляемые непрерывно-последовательно по длине вала [1].
Недостатком данного способа является неравномерность деформирования по длине вала из-за неоднородностей физико-механических свойств ее материала, использование больших сил деформирования.
Известен способ обработки осесимметричных деталей, включающий деформирование заготовки сжатием или сжатием с кручением посредством пинолей при одновременном нагреве заготовок [2].
Недостатком данного способа являются ограниченная область применения (обрабатываются детали типа диск с формообразованием, происходящим преимущественно за счет операции прокатки), большие усилия деформирования и неравномерность деформирования по длине заготовки.
Наиболее близким аналогом к заявляемому изобретению, выбранному в качестве прототипа, является способ термосиловой обработки осесимметричных деталей, включающий установку заготовки в стапеле, ее фиксацию, нагрев и деформацию детали за счет разницы температурных удлинений заготовки и стапеля до величины, превышающей предел текучести [3].
Недостатком данного способа является ограниченность диапазона степени деформации заготовки, невозможность выйти за предел текучести в случае искривления оси исходной заготовки.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении качества заготовок с достижением следующих технических результатов: повышение стабильности размеров и формы длинномерных маложестких осесимметричных деталей за счет формирования равномерных осевых остаточных напряжений и направленной текстуры материала заготовки по ее длине с исправлением непрямолинейности оси исходной заготовки.
Эта задача решается тем, что в способе термосиловой обработки осесимметричных деталей, включающем установку заготовки в стапеле, ее фиксацию, нагрев и деформацию заготовки за счет разницы температурных удлинений заготовки и стапеля до величины, превышающей предел текучести, дополнительно производят предварительный нагрев заготовки с установленными на ней фиксаторами и одновременно - охлаждение стапеля, при этом температуры нагрева заготовки и охлаждения стапеля выбирают из условия превышения предела текучести при совместном нагреве заготовки, зафиксированной в стапеле.
Предварительная установка на заготовку фиксаторов позволяет сократить время установки заготовок в стапель, выставить необходимое расстояние между опорами, заготовка между которыми будет испытывать осевую деформацию.
Предварительный нагрев заготовок и одновременное охлаждение стапеля позволяют увеличить разницу температурных удлинений заготовок и стапеля, за счет чего выйти за предел текучести при осевом растяжении заготовки, компенсировать за счет вытягивания заготовок большую кривизну.
Проведение совместного нагрева заготовок и стапеля по технологии термообработки обеспечивает при температурном удлинении заготовок и стапеля растяжение заготовок с выходом за предел текучести, исправление непрямолинейности оси исходной заготовки.
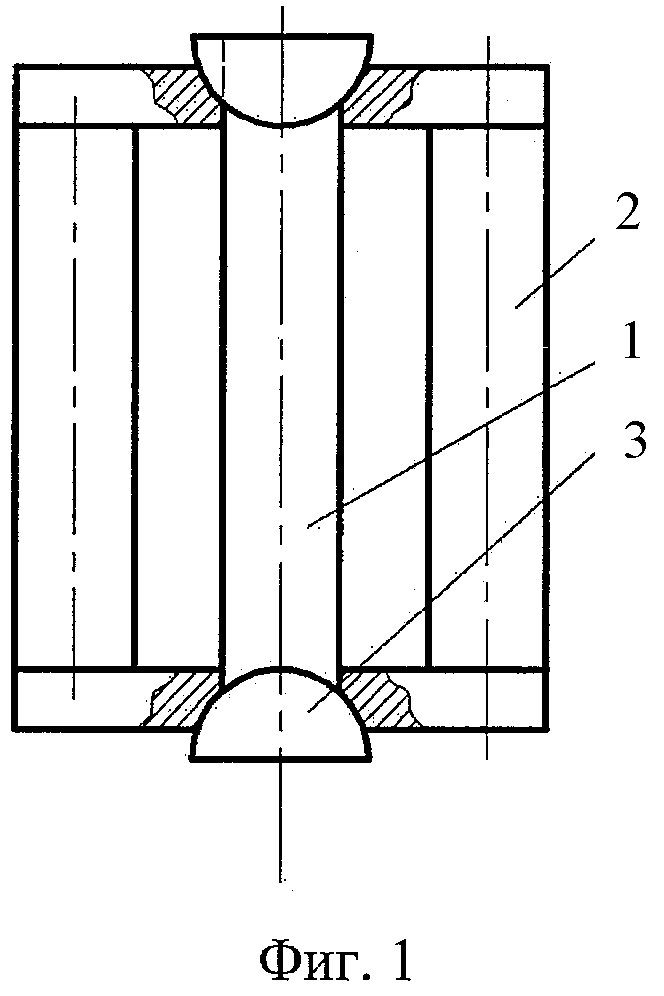
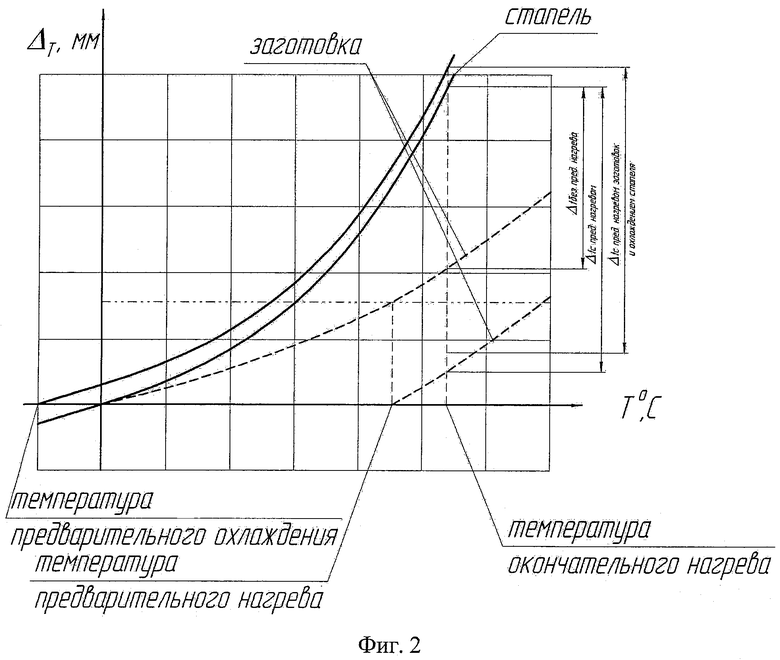
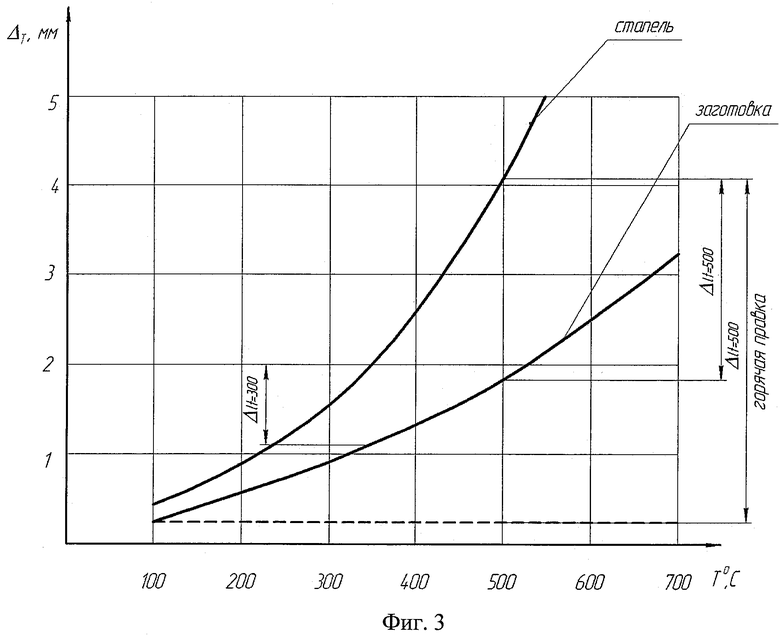
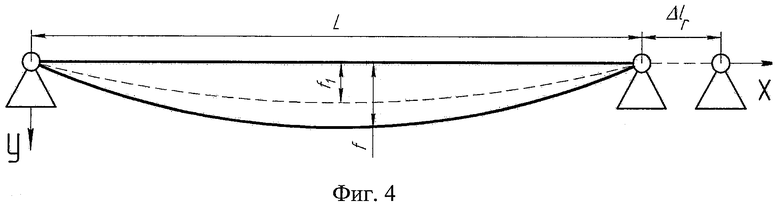
Изобретение иллюстрируется чертежами: на фиг.1 изображена схема устройства для реализации способа термосиловой обработки; на фиг.2 - график с зависимостями температурных удлинений заготовки и стапеля при их нагреве, разницей их удлинений при совместном нагреве, с учетом предварительного нагрева заготовки, охлаждения стапеля и без них; на фиг.3 - графики зависимостей температурных удлинений стапеля и заготовки, иллюстрирующими данный способ на примере; на фиг.4 - расчетная схема удлинения вала для компенсации его кривизны; на фиг.5 - зависимости удлинения стапеля от стрелы прогиба заготовки.
Способ реализуют с использованием устройства (фиг.1), содержащего стапель 1, в котором шайбами-фиксаторами 2 закрепляют заготовку 3.
Способ осуществляют следующим образом. На заготовки 3 типа вал навинчивают шайбы-фиксаторы 2 и нагревают их, например, в шахтных печах, электропечах или в муфельных печах. Одновременно стапель охлаждают, например парокомпрессионной холодильной установкой или каскадной машиной. После этого заготовки фиксируют в стапеле и производят нагрев стапеля с заготовкой по технологии их термообработки. При нагреве стапеля происходит его температурное удлинение. Так как заготовки установлены уже в нагретом виде, у них температурное удлинение меньше или вообще отсутствует. За счет разницы температурных удлинений стапеля и заготовок происходит деформирование заготовок в виде осевого растяжения. При варьировании коэффициента температурного расширения материала стапеля 1, степени предварительного нагрева заготовок 3, охлаждения стапеля 1, расстояния между шайбами-фиксаторами 2 регулируется величина осевого деформирования заготовок ε как разница температурных удлинений заготовок и стапеля (фиг.2).
Общий алгоритм расчета удлинений стапеля и заготовки следующий:
1. Определяется геометрия заготовки - длина, диаметр, прогиб.
2. Рассчитывается необходимое удлинение для выборки прогиба.
3. С учетом п.2 определяется величина необходимого силового удлинения  заготовки для выхода за предел текучести материала.
заготовки для выхода за предел текучести материала.
4. Определяется температурное удлинение стапеля при рабочей температуре, по которому рассчитывается разность удлинений стапеля и заготовки.
5. Если такой разницы достичь не удается, заготовку с фиксаторами предварительно нагревают до температуры, при которой заготовка удлинится на величину, перекрывающую необходимую разницу. После чего заготовку устанавливают в холодный стапель.
6. Если разница больше необходимой, предусматривают зазор при фиксации заготовки в зажиме.
Для обеспечения остаточной деформации вала на 1-5% в его поперечных сечениях создают напряжения свыше предела текучести σ0,2, но менее предела прочности σВ. При этом учитываются изменения модуля упругости и предела текучести стапеля и вала в зависимости от температуры.
Значения предела текучести материалов стапеля и заготовки в зависимости от температуры (для 100, 300, 500°С):
 =230 МПа;
=230 МПа;  =200 МПа;
=200 МПа;  =170 МПа.
=170 МПа.
=760 МПа;  =690 МПа;
=690 МПа;  =440 МПа.
=440 МПа.
Модули упругости для стапеля и заготовки с учетом температуры:
Е100=1,98·105 МПа; Е300=1,85·105 МПа; Е500=16,9·10 МПа.
Е100=2,15·105 МПа; Е300=2,01·105 МПа; Е500=1,69·105 МПа.
Температурную деформацию стапеля и вала (фиг.2) представляет функция
εT=α(T)·T,
где α(T) - коэффициент линейного расширения материала, который зависит от температуры, мм/град;
Т - температура нагрева, град.
Ниже приведен пример использования данного способа. Стапель изготовлен из стали 12Х18Н9Т, вал - из стали 40ХН2М. Длина стапеля L=300 мм, вала - l=270 мм, диаметр стапеля - наружный D1=90 мм, внутренний - D2=70 мм, диаметр вала - d=30 мм. Исходная кривизна вала 1 мм. Для нагрева используется шахтная электропечь с температурой нагрева до 1250°С. Для охлаждения стапеля используется парокомпрессионная холодильная установка с температурой охлаждения до -60°С. При использовании каскадной холодильной машины температура охлаждения достигает -120°С.
Абсолютные удлинения ΔL стапеля длиной 300 мм при его нагреве с учетом изменения коэффициента линейного расширения при температурах 100, 300, 500°С составили:
 =16,8·10-6·300·80=0,4032 мм;
=16,8·10-6·300·80=0,4032 мм;
 =17,3·10-6·300·280=1,4532 мм;
=17,3·10-6·300·280=1,4532 мм;
 =18·10-6·300·480=4,1472 мм.
=18·10-6·300·480=4,1472 мм.
Удлинения заготовки в креплении длиной 270 мм при ее нагреве с учетом изменения коэффициента линейного расширения при температурах 100, 300, 500°С составили (фиг.3):
 =11,4·10-6·270·80=0,2592 мм;
=11,4·10-6·270·80=0,2592 мм;
 =12,3·10-6·270·280=0,9299 мм;
=12,3·10-6·270·280=0,9299 мм;
 =14·10-6·270·480=1,8144 мм.
=14·10-6·270·480=1,8144 мм.
Соответствующие относительные деформации составили:
Стапель -  =0,001344%;
=0,001344%;  =0,004844%;
=0,004844%;  =0,00864%.
=0,00864%.
Заготовка - =0,00096%;  =0,00344%;
=0,00344%;  =0,00672%.
=0,00672%.
Рассчитанные по формуле напряжения сравнивают с пределом текучести:
σH=EЗАГ·ΔεT<σT,
где EЗАГ - модуль упругости заготовки; ΔεT - разница температурных деформаций стапеля и заготовки; σT - предел текучести при соответствующей температуре.
Для исправления исходной кривизны вала необходимо определить дополнительное удлинение (фиг.4, 5). Кривизна вала описывается синусоидой
где f - величина прогиба; L - длина вала; x - координата поперечного сечения по длине.
Значение удлинения Δlr для компенсации прогиба составит
В данном примере это удлинение равно
В относительных деформациях это составит
В данном случае при нагреве до 500°С разница температурных удлинений стапеля и заготовки равна в абсолютном выражении Δl=2,3328 мм, в относительном для вала ε=0,00192%. Деформация, соответствующая пределу текучести при данной температуре, равна

Для данного соотношения длин заготовки и стапеля выход в пластическую зону не обеспечивается. Для выхода за предел упругости необходимо заготовку предварительно нагреть. Определяют максимально возможную разницу температурных удлинений заготовки и вала, что возможно при предварительном нагреве вала до температуры 500°С. Тогда разница удлинений стапеля и вала будет равна удлинению стапеля ΔLСТ=4,147 мм, что в относительных деформациях для вала составит ε=0,0153%. Данная разница гарантированно обеспечит превышение предела текучести, в случае необходимости обеспечит исправление прогиба вала.
Источники информации
1. Патент РФ №2161276, кл. F16F 1/14, 2000.
2. Патент РФ №2119842, кл. B21K 1/32, 1998.
3. Авторское свидетельство СССР №1708884 А1, кл. C21D 9/06, 1992.

Изобретение относится к области термосиловой обработки маложестких осесимметричных деталей типа «вал». Для совершенствования технологии обработки, повышения качества деталей предварительно на деталь устанавливают фиксаторы, осуществляют их нагрев и одновременно - охлаждение стапеля, затем устанавливают деталь в стапеле и ведут совместный нагрев детали и стапеля, при этом температуру нагрева детали с фиксатором и охлаждения стапеля выбирают из условия превышения предела текучести при совместном нагреве детали, зафиксированной в стапеле. 5 ил.
Способ термосиловой обработки осесимметричных деталей, включающий установку детали в стапеле, ее фиксацию в стапеле, совместный нагрев детали и стапеля и деформацию детали за счет разницы температурных удлинений детали и стапеля, отличающийся тем, что предварительно на деталь устанавливают фиксаторы, осуществляют их нагрев и одновременно охлаждение стапеля, при этом температуру нагрева детали с фиксатором и охлаждения стапеля выбирают из условия превышения предела текучести при совместном нагреве детали, зафиксированной в стапеле.
| Способ термической обработки осесимметричных длинномерных деталей | 1989 |
|
SU1708884A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ | 2003 |
|
RU2232198C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ОСЕСИММЕТРИЧНЫХ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2235794C2 |
| СПОСОБ ТЕРМОСИЛОВОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2254383C1 |

