Изобретение относится к способам и устройствам для выравнивания неповоротных и поворотных кромок, при сварке стыков труб, и может быть использовано во внутреннем центраторе, при строительстве трубопроводов.
Известен способ выравнивания кромок труб в стыке продавливанием двух рядов выдвижных кулачков, каждый из которых имеет привод. Для выравнивания кромок труб с деформированными торцами кулачки имеют возможность поворота относительно друг друга.
Известен центратор внутренний, в котором осуществлен этот способ. (Политехнический словарь. М., Советская энциклопедия, 1989, с.589).
Недостаток: при центрировании стыка невозможно идеально выровнять кромки труб зажимными кулачками.
Техническим результатом предлагаемого изобретения является улучшение качества выравнивания кромок труб и, как следствие, - упрощение конструкции центратора.
Сущность способа выравнивания кромок труб в стыке заключается в том, что продавливание осуществляют накатыванием поверхности на кромки труб, в зоне изменения характеристик кромок труб. Характеристики кромок труб меняют, используя нагрев.
Сущность устройства для выравнивания кромок труб заключается в том, что продавливающий узел выполнен в виде обруча, надетого на корпус, между обручем и корпусом имеется раздвижной механизм, а источник изменения характеристик кромок труб расположен в зоне продавливания обруча внутренней поверхности кромок труб. Продавливающий узел состоит из узлов перемещения по корпусу и по обручу. Между ними установлен раздвижной механизм. Узлы перемещения по обручу и корпусу выполнены из направляющих качения, расположенных по окружности корпуса и обруча, и промежуточных тел качения. На узле перемещения по обручу установлен каркас, огибающий зону накатывания обруча на внутреннюю поверхность кромок труб. Обруч имеет впадину по окружности, а каркас входит во впадину и проходит через зону накатывания обруча на внутреннюю поверхность кромок труб. На каркасе, в зоне накатывания обруча на внутреннюю поверхность кромок труб, установлен источник изменения характеристик кромок труб. Источником изменения характеристик кромок труб является источник теплового воздействия. Источник изменения характеристик кромок труб имеет механизм подводки к кромке.
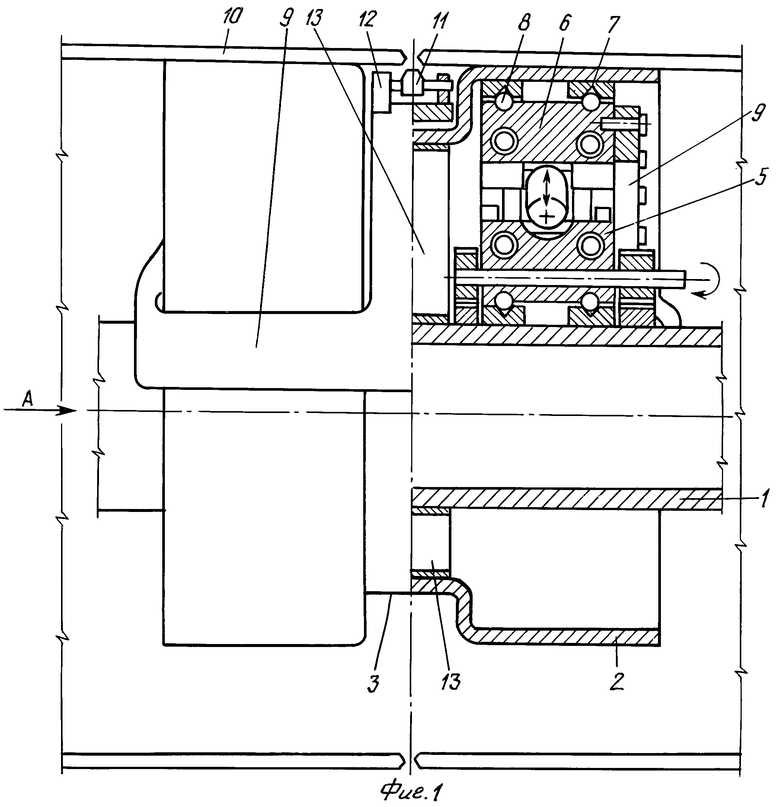
На фиг.1 изображена установка для выравнивания кромок труб.
На фиг.2 - вид А, фиг.1
Устройство для выравнивания кромок труб состоит из корпуса 1. На корпус 1 надет обруч 2, имеющий впадину 3 по окружности. Между корпусом 1 и обручем 2 установлен раздвижной механизм, выполненный в виде эксцентрикового соединения 4 между узлом перемещения 5 по корпусу 1 и узлом перемещения 6 по обручу 2. Узлы перемещения 5 и 6 выполнены из направляющих качения 7, расположенных по окружности корпуса 1 и обруча 2 и промежуточных тел 8 качения. На узле перемещения 6 по обручу 2 установлен каркас 9. Каркас 9 огибает зону накатывания обруча 2 на внутреннюю поверхность кромок труб 10. Каркас 9 входит во впадину 3 и проходит через зону накатывания обруча 2 на внутреннюю поверхность кромок труб 10. На каркасе 9, в зоне накатывания обруча 2 на внутреннюю поверхность кромок труб 10, установлены источники 11 изменения характеристик кромок труб: горелка для предварительного нагрева кромок труб, сварочная головка (контактный ролик), фрезерная головка (резцы, шлифовальный круг) для удаления излишков сварочного слоя. Источник изменения характеристик кромок труб имеет механизм подводки 12 к кромке. Он определяет местоположение стыка и подводит туда источник 11 изменения кромок труб. Для поддержания обруча 2 в условно-жестком состоянии обруч 2 соединен с корпусом 1 амортизаторами 13, имеющими трубчатую форму. Амортизаторы 13 поддерживают раздвижной механизм, расположенный между корпусом 1 и обручем 2 от выпадения.
Устройство для выравнивания кромок труб работает следующим образом. В процессе сборки раздвигаются все центрирующие элементы и прижимаются к кромкам обеих труб 10. Внутренний центратор - сварочная станция точно позиционируется относительно торца труб 10. Затем запускается раздвижной механизм. Эксцентриковое соединение 4 раздвигает между собой узлы перемещения 5 и 6 по корпусу 1 и по обручу 2. Включаются горелка сварочная и фрезерная головки. Продавливающий узел начинается перемещаться по окружности между корпусом 1 и обручем 2. При перемещении горелка предварительно нагревает кромки труб 10, размягчая их. Неровности на кромках труб 10 выравниваются. Выравнивается стык. Сварочная головка проваривает стык, а фрезерная головка удаляет излишки сварочного слоя. Получается ровная поверхность между сварочным слоем и кромками труб 10. Перемещение продавливающего узла осуществляется по окружности на 360 градусов.
Использование изобретения позволяет улучшить качество выравнивания кромок труб, снизить затраты на изготовление центратора. А устранение излишков сварочного слоя внутри стыка труб позволит получить ровную поверхность между сварочным слоем и кромками труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2395361C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2281827C2 |
| СПОСОБ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ И ЦЕНТРАТОР ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТРУБ ТРУБОПРОВОДА ПОД СВАРКУ | 2008 |
|
RU2397854C2 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО ФЛАНЦЕВ И ПАТРУБКОВ К ВОЗДУХОВОДАМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2467820C2 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Центратор для сборки труб под сварку | 1985 |
|
SU1298028A1 |
| Устройство для формирования обратной стороны шва сварного кольцевого стыка | 1977 |
|
SU749611A1 |
| Способ крепления потайной обсадной колонны ствола с вращением и цементированием зоны выше продуктивного пласта | 2020 |
|
RU2745147C1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |

Изобретение предназначено для выравнивания кромок труб в стыке и может быть использовано при строительстве трубопроводов. Способ выравнивания кромок труб в стыке заключается в том, что продавливание осуществляют накатыванием поверхности на кромки труб, в зоне изменения характеристик кромок труб. Характеристики кромок труб меняют, используя нагрев. В устройстве для выравнивания кромок труб в стыке продавливающий узел выполнен в виде обруча, надетого на корпус. Между обручем и корпусом имеется раздвижной механизм, а источник изменения характеристик кромок труб расположен в зоне продавливания обруча внутренней поверхности кромок труб. Изобретение позволяет более качественно производить сварку труб в стыке. 2 н. и 11 з.п. ф-лы, 2 ил.
1. Способ выравнивания кромок труб, заключающийся в выравнивании кромок труб продавливанием, отличающийся тем, что продавливание осуществляют накатыванием поверхности на кромки труб в зоне изменения характеристик кромок труб.
2. Способ по п.1, отличающийся тем, что характеристики кромок труб меняют, используя нагрев.
3. Устройство для выравнивания кромок труб, состоящее из корпуса, продавливающего узла, источника изменения характеристик кромок труб, отличающееся тем, что продавливающий узел выполнен в виде обруча, надетого на корпус, между обручем и корпусом имеется раздвижной механизм, а источник изменения характеристик кромок труб расположен в зоне продавливания обручем внутренней поверхности кромок труб.
4. Устройство по п.3, отличающееся тем, что продавливающий узел состоит из узлов перемещения по корпусу и по обручу.
5. Устройство по п.4, отличающееся тем, что между узлами перемещения по обручу и по корпусу установлен раздвижной механизм.
6. Устройство по п.4, отличающееся тем, что узлы перемещения по обручу и по корпусу выполнены из направляющих качения, расположенных по окружностям корпуса и обруча, и промежуточных тел качения.
7. Устройство по п.4, отличающееся тем, что на узле перемещения по обручу установлен каркас.
8. Устройство п.7, отличающееся тем, что каркас огибает зону накатывания обруча на внутреннюю поверхность кромок труб.
9. Устройство по п.3, отличающееся тем, что обруч имеет впадину по окружности.
10. Устройство по п.7 и 9, отличающееся тем, что каркас входит во впадину и проходит через зону накатывания обруча на внутреннюю поверхность кромок труб.
11. Устройство по п.7, отличающееся тем, что на каркасе в зоне накатывания обруча на внутреннюю поверхность кромок труб установлен источник изменения характеристик кромок труб.
12. Устройство по п.11, отличающееся тем, что источником изменения характеристик кромок труб является источник теплового воздействия.
13. Устройство по п.11, отличающееся тем, что источник изменения характеристик кромок труб имеет механизм подводки к кромке.
| УСТРОЙСТВО ДЛЯ СОВМЕЩЕНИЯ ТОРЦОВ ТРУБ ПОД СВАРКУ | 1987 |
|
RU2045379C1 |
| Устройство для центрирования и сборки под сварку соединяемых труб | 1990 |
|
SU1812039A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Устройство для центрирования труб при сварке | 1988 |
|
SU1743780A1 |
| Устройство для центрирования труб | 1986 |
|
SU1412916A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |

