Область изобретения
Настоящее изобретение относится к способу изготовления сегментов для графитового подпятника и, в частности, к технологии изготовления, которая сокращает время изготовления сегментов из сырья и улучшает механические и физические свойства, то есть прочность, твердость, пластичность, ударную вязкость и однородность зернистой структуры сегментов графитового подпятника.
Уровень техники
Графитовые подпятники играют важную роль в погружных двигателях, насосах и других механических устройствах в качестве альтернативы обычным подшипникам. Графитовые подпятники используются во всем мире в погружных двигателях и насосах для обеспечения надлежащей подачи воды на самые верхние уровни здания и для обеспечения безопасности двигателя и насоса в состоянии сухого хода. Графитовый подпятник содержит такие компоненты, как упорная пластина, графитовая подушка, сегменты и упоры сегментов. В графитовых подпятниках сегменты играют критически важную роль в противостоянии переменным нагрузкам погружных двигателей и насосов во время работы.
В настоящее время сегменты графитовых подпятников изготавливаются с использованием известной технологии изготовления, которая включает большее количество этапов обработки для производства сегментов. Известная технология изготовления сегментов графитового подпятника включает в себя технологические этапы впрыска парафина, сборки кластеров, нанесения суспензионного покрытия, обсыпки, депарафинизации, футеровки, подготовки расплавленного металла, спектрографических испытаний на требуемую марку, литье, выбивание, отрезание, шлифовку, дробеструйную очистку и термообработку. Известная технология изготовления требует больше времени от процесса впрыска парафина до процесса шлифовки и требует проведения квалифицированных работ для подготовки расплавленного металла требуемой марки и для спектрографических испытаний указанного расплавленного металла. Кроме того, этапы обработки известной технологии изготовления являются дорогостоящими, так как для этого требуется развитая инфраструктура, дорогостоящее оборудование, расходные материалы и энергия, что в конечном итоге приводит к высокой стоимости готовых сегментов графитовых подпятников.
Были разработаны различные процессы изготовления графитовых подпятников и соответствующих деталей. Один такой способ изготовления графитовых подпятников описан в US 3831241, в котором изготовленный подпятник и его части подвергаются нежелательному закалочному напряжению и теряют пластичность. Кроме того, требуются более высокие усилия для начала и завершения деформации деталей подпятника. Кроме того, закалочное напряжение деталей подпятника снижает прочность подпятника и его деталей.
При известной технологии изготовления, так как сегменты производят из расплавленного металла, увеличивается возможность образования дефектов, т.е. раковин, поверхностных примесей, изгибов и микроотверстий в сегменте графитового подпятника (брак составляет около 20-30%) . Кроме того, ухудшаются физические и механические свойства, т.е. прочность, твердость, пластичность, ударная вязкость и однородность зернистой структуры сегментов, полученных с помощью известной технологии изготовления. Кроме того, при известной технологии изготовления требуется не менее 4-5 недель для изготовления сегментов графитового подпятника из сырья.
Следовательно, все еще существует потребность в экономичной, сохраняющем время и эффективной технологии изготовления, которая при снижении времени изготовления исключает существующий трудоемкий и дорогостоящий способ изготовления сегментов и обеспечивает высокую прочность, твердость, пластичность, ударную вязкость и однородность зернистой структуры сегментов для графитового подпятника.
Цель изобретения
Основной задачей настоящего изобретения является создание способа изготовления сегментов для графитового подпятника.
Другой задачей настоящего изобретения является создание способа изготовления сегментов для графитового подпятника, который обеспечит высокую прочность, твердость, пластичность, ударную вязкость и однородность зернистой структуры сегментов.
Еще одной задачей настоящего изобретения является создание способа изготовления сегментов для графитового подпятника, который сократит время процесса изготовления сегментов, а также снизит стоимость сегментов.
И еще одной задачей настоящего изобретения является создание способа изготовления сегментов для графитового подпятника, который снизит вероятность возникновения дефектов, т.е. раковин, поверхностных примесей, изгибов и микроотверстий в сегменте.
Краткое описание чертежей
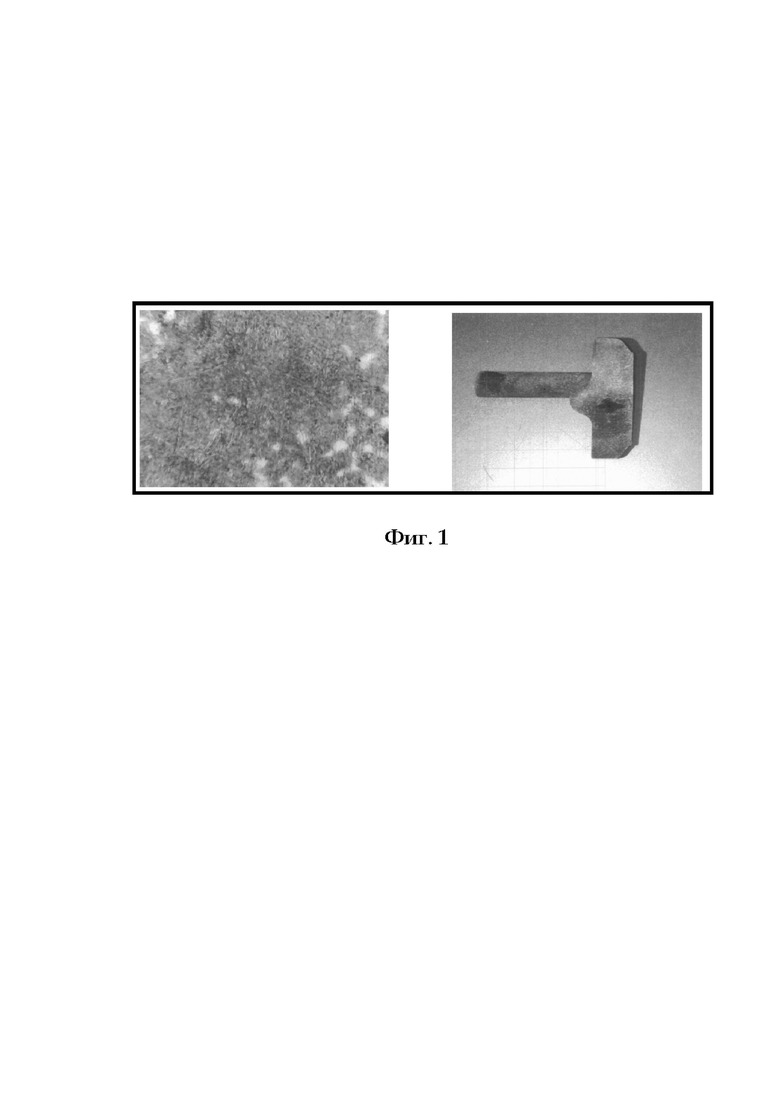
На фиг. 1 показана микроструктура сегмента, полученного с помощью известного способа литья по выплавляемым моделям в соответствии с предшествующим уровнем техники, который демонстрирует отсутствие однородной зернистой структуры и направления волокна сегмента для графитового подпятника.
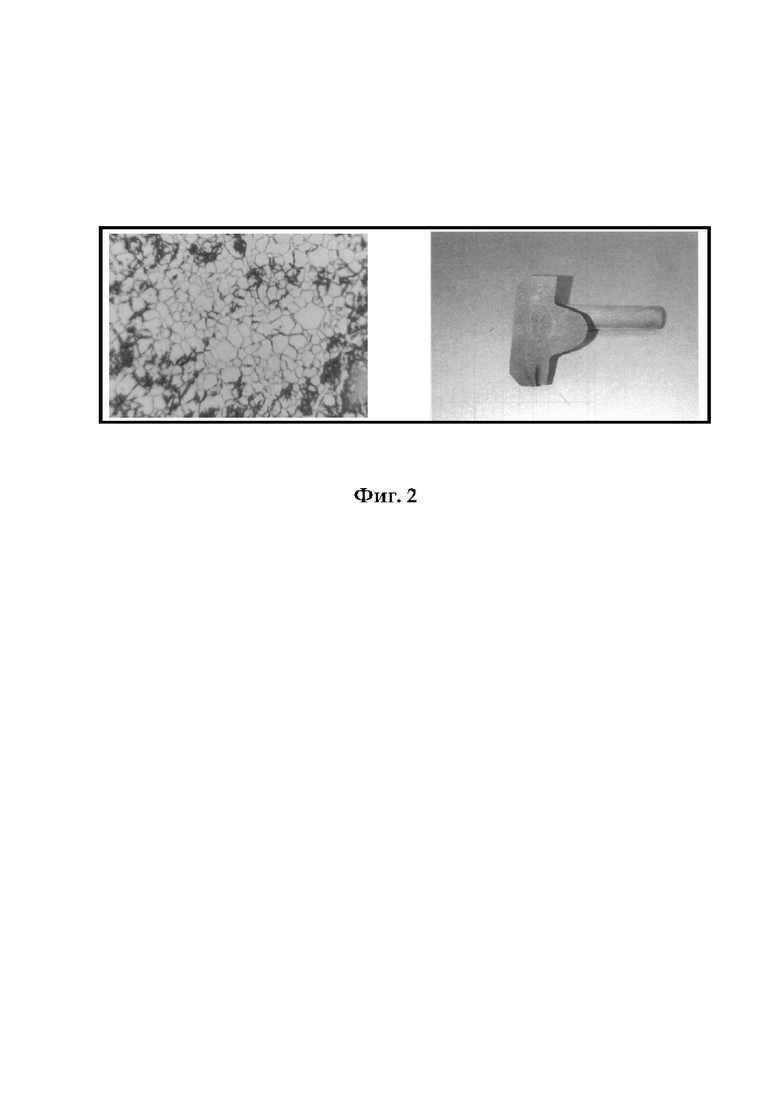
На фиг. 2 показана микроструктура сегмента, полученного с помощью заявленной технологии изготовления в соответствии с настоящим изобретением, который демонстрирует однородность зернистой структуры и направления волокна сегмента для графитового подпятника.
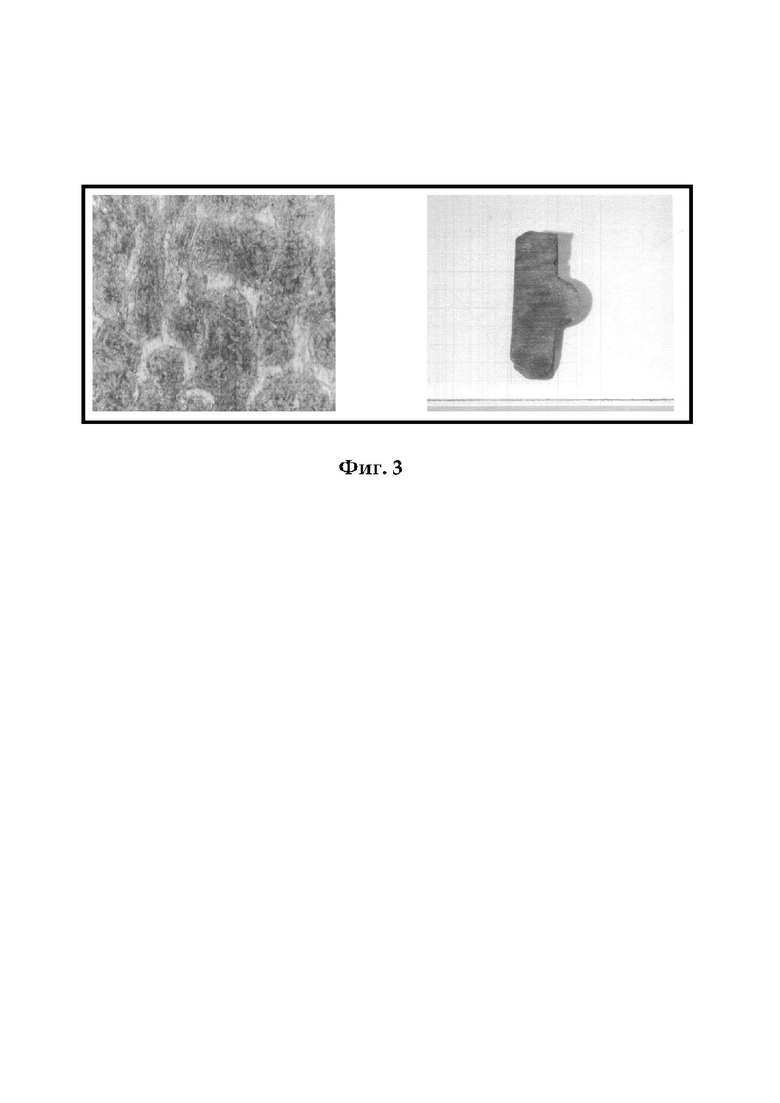
На фиг. 3 показана микроструктура сегмента, полученного с помощью известного способа литья по выплавляемым моделям в соответствии с предшествующим уровнем техники, который демонстрирует крупную и неоднородную микроструктуру сегмента для графитового подпятника.
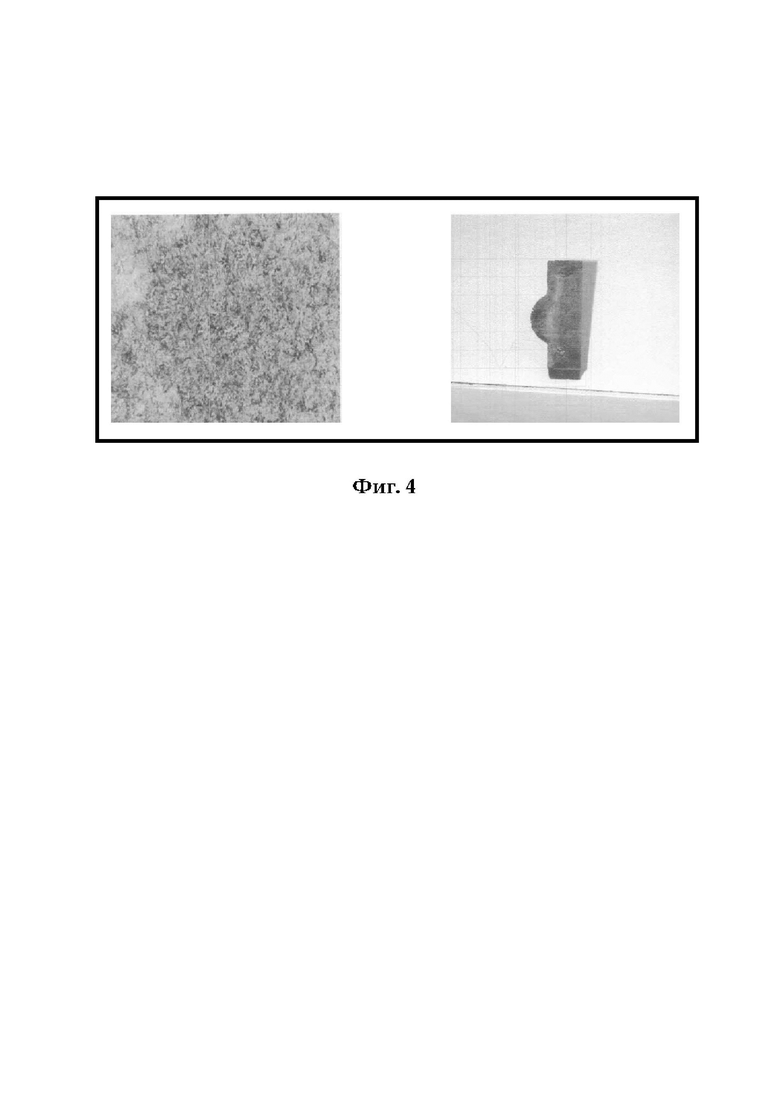
На фиг. 4 показана микроструктура сегмента, полученного с помощью заявленной технологии изготовления в соответствии с настоящим изобретением, который демонстрирует более мелкую, плотную и однородную микроструктуру сегмента для графитового подпятника.
Краткое изложение сущности изобретения
В способе изготовления сегмента для графитового подпятника, согласно настоящему изобретению, используются круглые стержни / листы / прутки из нержавеющей стали (НС) подходящей марки в качестве исходного материала. Круглые стержни / листы / прутки из НС подвергаются резке на заготовки из НС заданных размеров. Заготовки нагревают в индукционной печи до 900-1000°C. После этого заготовки подвергаются горячей штамповке в открытых штампах или горячей штамповке в закрытых штампах для получения сегментов необходимой формы. После горячей штамповки в открытых штампах сегмент последовательно подвергают обрезке и шлифованию для удаления заусенцев, образующихся на краях сегмента. Для горячей штамповки в закрытых штампах обрезка и шлифование не требуются. После этого сегмент подвергается термической обработки, т.е. последовательно осуществляют процесс снятия напряжений, закалку и отпуск, для получения заданных механических свойств и физических свойств сегментов, которые являются экономически эффективными с точки зрения сниженных требований к обслуживанию и меньших усилий при эксплуатации. После термообработки сегмент подвергается чистовой обработки поверхности, т.е. шлифованию поверхности для получения окончательно обработанной поверхности, после чего последовательно выполняются притирка и полировка для получения оптимальной степени плоскостности и зеркальной чистовой поверхности сегмента, которая обеспечивает более высокие антифрикционные свойства и более низкий коэффициент трения.
Подробное описание изобретения
Сущность изобретения и способ его работы четко описаны в подробном описании изобретения. Изобретение подразумевает различные варианты осуществления, и они четко описаны на следующих страницах подробного описания изобретения. Раскрытие настоящего изобретения требует понимания того, что используемые здесь фразеология и терминология предназначены для описания, а не для ограничения.
Настоящее изобретение относится к технологии изготовления, позволяющей исключить лишние этапы обработки известного способа изготовления сегментов для графитовых подпятников и для достижения высокой прочности, твердости, пластичности, ударной вязкости и однородной зернистой структуры сегментов для графитовых подпятников.
Раскрытие настоящего изобретения требует понимания того, что термин «температура рекристаллизации» относится к температуре, при которой деформированные зерна металла заменяются рядом новых бездефектных (не имеющих напряжений) зерен для уменьшения прочности и твердости и одновременного повышения пластичности. Температура рекристаллизации сталей обычно находится в диапазоне от 400 до 700°C.
В соответствии с настоящим изобретением, в способе изготовления сегментов для графитового подпятника используются круглые стержни / листы / прутки из нержавеющей стали в качестве сырья или исходного материала. Эти круглые стержни / листы / прутки из нержавеющей стали подвергаются резке в вырубном прессе на заготовки из нержавеющей стали заданных размеров. После этого стальные заготовки нагревают в индукционной печи выше температуры рекристаллизации, в частности в диапазоне 900-1000°C, чтобы снизить остаточное напряжение и упростить обработку. Индукционный нагрев обеспечивает быстрый, эффективный и равномерный нагрев стальных заготовок. Нагретые заготовки из нержавеющей стали подвергаются горячей штамповке, предпочтительно, в механическом прессе, гидравлическом прессе или винтовом фрикционном прессе, имеющем ковочные штампы для создания желаемой формы сегментов для графитового подпятника. При горячей штамповке стальные заготовки из нержавеющей стали помещаются между штампами и подвергаются (одному или) нескольким ударам толкателем / поршнем механического пресса, гидравлического пресса или винтового фрикционного пресса для создания сегментов необходимой формы. В гидравлическом прессе толкатель / поршень осуществляет (один или) несколько ударов под воздействием давления гидравлической жидкости. В механическом прессе и винтовом фрикционном прессе толкатель / поршень осуществляет (один или) несколько ударов с использованием двигателя. После горячей штамповки стальные заготовки приобретают необходимую форму сегментов в соответствии с формой штампов.
Если при горячей штамповке используются открытые штампы, это называется горячая штамповка в открытых штампах, а если закрытые - это называется горячая штамповка в закрытых штампах.
При горячей штамповке в открытых штампах на краях указанного сегмента и линии разъема формы образуется тонкий слой сжатого металла. Указанный тонкий слой сжатого металла называется «заусенцами». Следовательно, после горячей штамповки в открытом штампе сегмент должен быть подвергнут обрезке и последующему шлифованию, предпочтительно, в механическом прессе и настольном шлифовальном станке, соответственно, для удаления заусенцев, образовавшиеся на краях сегмента во время горячей штамповки в открытом штампе, и достижения прецизионной обработки поверхности сегмента. Если при горячей штамповке используются закрытые штампы, заусенцы, образующиеся на краях сегмента при горячей штамповке в закрытых штампах, являются незначительными, и, следовательно, обрезка и шлифование исключаются. Горячая штамповка в закрытых штампах также известна как штамповка с матричными штампами.
После этого, для достижения желаемых механических и физических свойств полученного сегмента, последовательно выполняют стадии термообработки, т.е. снятие напряжений, закалка и отпуск, для получения мелкозернистой и однородной структуры зерна и повышения прочности, твердости, пластичности и ударной вязкости сегмента для углеродного подпятника. В процессе снятия напряжений сегмент нагревают в печи до температуры 545-555°C и выдерживают при этой температуре достаточно долгое время для достижения желаемого снижения внутренних остаточных напряжений, а затем сегмент охлаждают с достаточно медленной скоростью, чтобы избежать образования чрезмерного термического напряжения. Снижение внутренних остаточных напряжений сегмента зависит от состава стали, выбора температуры, времени и скорости охлаждения.
Следует понимать, что термин «критическая температура» означает температуру фазового перехода, при которой сталь переходит в твердый раствор, в котором атомы металлов и атомы углерода в стали свободно смешиваются и в конечном итоге связываются вместе. Температура, при которой начинается этот процесс, называется нижней критической температурой стали. Критическая температура для сталей обычно находится в диапазоне от 1335 до 1525°F (от 724 до 830°C). Нижняя критическая температура для сталей обычно находится в диапазоне от 600 до 724°C.
После процесса снятия напряжений сегмент подвергается закалке для увеличения твердости и ударной вязкости сегмента и для получения однородной зернистой структуры сегмента. В процессе закалки сегмент нагревается выше его критической температуры в печи, в частности до 1040°C и выдерживается при этой температуре в течение определенного периода времени около 80-120 минут, а затем осуществляют резкое охлаждение в охлаждающей среде из масла или воздуха, пока не достигнет комнатной температуры для получения желаемой твердости сегмента. Время обычно зависит от характеристик материала, размера и толщины сегмента, а достигаемая твердость сегментов зависит от скорости резкого охлаждения. Следует отметить, что быстрое охлаждение значительно увеличивает твердость сегментов.
После закалки осуществляют отпуск для снятия закалочного напряжения, уменьшения хрупкости и избыточной твердости, повышения ударной вязкости и получения заданных механических и физических свойств сегментов. В процессе отпуска закаленный сегмент повторно нагревается до температуры ниже его более низкой критической температуры, в частности в диапазоне 245-255°C и постепенно охлаждается при комнатной температуре с требуемой скоростью охлаждения, чтобы снять закалочные напряжения и получить требуемые значения механических свойств, то есть прочности, твердости, пластичности, ударной вязкости. Сегмент, полученный после отпуска, имеет лучшие механические и физические свойства. Механические свойства сегмента также зависят от температуры отпуска, времени отпуска и скорости охлаждения. Процесс термообработки улучшает механические свойства, то есть износостойкость и коррозионную стойкость. После термообработки, сегмент подвергают чистовой обработки поверхности, т.е. шлифованию поверхности для получения окончательно обработанной поверхности, после чего последовательно выполняют притирку и полировку для получения оптимальной степени плоскостности и зеркальной чистовой поверхности сегмента, которая обеспечивает более высокие антифрикционные свойства и более низкий коэффициент трения. Указанные стадии обработки поверхности, т.е. шлифование поверхности, притирка и полировка осуществляют на шлифовальном станке, притирочном станке и полировальном станке, соответственно.
Кроме того, заявленная технология изготовления обеспечивает однородную зернистую структуру сегмента, как показано на фиг. 2; создает мелкозернистую, плотную и однородную микроструктуру сегмента, как показано на фиг. 4; и обеспечивает высокую прочность, пластичность, ударную вязкость, ударопрочность и сопротивление усталости. Плотная и однородная микроструктура улучшает физико-механические свойства сегментов.
Настоящее изобретение более подробно проиллюстрировано в следующем примере. Пример описывает и демонстрирует варианты осуществления в рамках настоящего изобретения. Этот пример приведен исключительно с целью иллюстрации и не должен толковаться как ограничение настоящего изобретения, поскольку возможны многие его вариации без отклонения от сущности и объема изобретения.
Пример 1:
a) круглый пруток из нержавеющей стали марки AISI 420B был выбран в качестве исходного материала или сырья, который подвергают резке в вырубном прессе для формирования заготовок;
b) заготовки подвергались нагреву при температуре 900-1000°С в индукционной печи;
c) стальные заготовки, полученные на этапе (b), подвергались горячей штамповке в механическом прессе с использованием закрытых штампов для формования сегментов необходимой формы;
d) сегменты, полученные на этапе (c), подвергают процессу снятия напряжений при температуре 545-555°C для уменьшения внутреннего остаточного напряжения и предотвращения образования чрезмерных термических напряжений;
e) сегменты, полученные на этапе (d), подвергают закалке при температуре 1040°C для повышения твердости и ударной вязкости и для получения однородной зернистой структуры сегмента;
f) сегменты, полученные на этапе (е), подвергают процессу отпуска при температуре 245-255°С для уменьшения хрупкости и избыточной твердости;
g) сегменты, полученные на этапе (f), подвергают шлифованию на шлифовальном станке для получения обработанной поверхности сегмента;
(h) сегменты, полученные на этапе (g), подвергают притирке и последующей полировке на притирочном станке и полировальном станке, соответственно, для достижения оптимальной степени чистовой обработки и плоскостности для получения зеркальной поверхности сегмента.
Улучшенные механические свойства сегментов, полученных на указанных этапах технологии изготовления (a-g), приведены в таблице 1 ниже в сравнении с механическими свойствами сегментов, полученных с помощью обычного процесса литья по выплавляемым моделям:
Таблица: 1
Полосы / прутки из нержавеющей стали марки AISI 420B, выбранные в качестве исходного материала или сырья, имеют состав, указанный ниже в таблице 2:
Таблица: 2
Преимущества:
Новый способ изготовления сегментов для графитового подпятника, согласно настоящему изобретению, является эффективным, экономичным и обеспечивает снижение времени изготовления, а также устраняет трудоемкие и дорогостоящие этапы обработки обычного процесса изготовления сегментов для графитового подпятника. Кроме того, указанная технология изготовления обеспечивает получение однородной зернистой структуры сегмента (как показано на фиг. 2); мелкозернистой, плотной и однородной микроструктуры сегмента (как показано на фиг. 4); и обеспечивает получение высокой прочности, пластичности, ударной вязкости, ударопрочности и сопротивление усталости. Плотная и однородная микроструктура улучшает физико-механические свойства сегмента для графитового подпятника. Если рассчитать улучшение на практической основе, то экономия времени, инфраструктуры, оборудования и механизмов для производства каждого сегмента отразится на обеспечении рентабельности технологии изготовления с точки зрения сниженных требований к обслуживанию, меньшего количества электроэнергии и меньших затрат на эксплуатацию. Следовательно, технология изготовления по настоящему изобретению обеспечивает экономическую значимость по сравнению с существующим уровнем техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТРУЖКИ | 2000 |
|
RU2161547C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ | 1992 |
|
RU2034690C1 |
| СТАЛИ С ВЫСОКОЙ ПРОЧНОСТЬЮ ПРИ РАСТЯЖЕНИИ И ВЫСОКОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2019 |
|
RU2785314C2 |
| СПОСОБ УЛУЧШАЮЩЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 1998 |
|
RU2131932C1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ СВЕРХПРОЧНОЙ МАРТЕНСИТНОЙ СТАЛИ И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ ИЛИ ДЕТАЛЬ | 2012 |
|
RU2580578C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННЫХ СТАЛЕЙ | 2007 |
|
RU2348701C2 |
| АВТОМАТНАЯ СВИНЕЦСОДЕРЖАЩАЯ СТАЛЬ | 2012 |
|
RU2484173C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении сегментов для графитовых подпятников, применяемых в погружных двигателях и насосах. Круглые прутки или полосы из нержавеющей стали разрезают на заготовки. Производят горячую штамповку нагретых заготовок с получением сегментов требуемой формы. Сегменты подвергают термообработке, при которой последовательно осуществляют снятие напряжений, закалку и отпуск для получения однородной зернистой структуры и требуемых механических и физических свойств. Затем последовательно осуществляют шлифование, притирку и полировку сегментов. В результате обеспечивается изготовление сегментов, имеющих оптимальные прочность, пластичность, ударную вязкость, ударопрочность и сопротивление усталости. 8 з.п. ф-лы, 4 ил., 2 табл., 1 пр.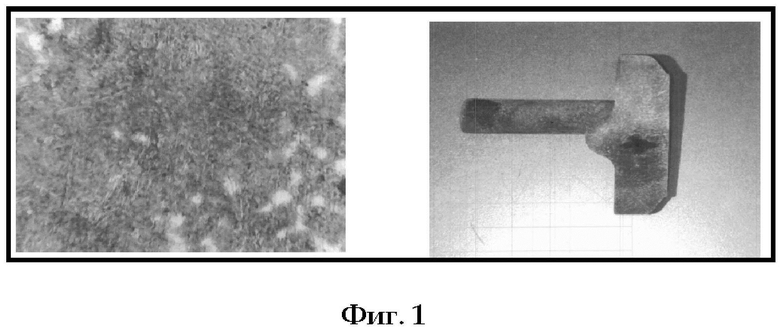
1. Способ изготовления сегментов для графитового подпятника, включающий следующие этапы:
a) резка прутков или полос, выполненных из нержавеющей стали, на заготовки;
b) нагрев стальных заготовок, полученных на этапе (а), при 900–1000°С в индукционной печи;
c) горячая штамповка стальных заготовок, полученных на этапе (b), с использованием штампов для получения сегментов необходимой формы;
d) выполнение процесса снятия напряжения с сегмента, полученного на этапе (c), при температуре 545–555°C для уменьшения внутреннего остаточного напряжения и предотвращения образования избыточного термического напряжения;
e) закалка после процесса снятия напряжения с сегмента, полученного на этапе (d), при температуре 1040°C для повышения твердости и ударной вязкости и получения однородной зернистой структуры сегмента;
f) отпуск сегмента после закалки сегмента, полученного на этапе (е), при температуре 245–255°С для снижения хрупкости и избыточной твердости;
g) шлифование после отпуска сегмента, полученного на этапе (е), для получения обработанной поверхности сегмента;
h) притирка и последующая полировка сегмента, полученного на этапе (g), для получения оптимальной степени чистовой обработки и плоскостности поверхности для достижения зеркальной поверхности сегмента.
2. Способ изготовления сегментов для графитового подпятника по п. 1, при котором марку нержавеющей стали прутков или полос выбирают из группы, включающей AISI 420, AISI 420A, AISI 420B, AISI 420C, AISI 410.
3. Способ изготовления сегментов для графитового подпятника по п. 1, при котором горячую штамповку на этапе (с), предпочтительно, выполняют в механическом прессе, или гидравлическом прессе, или винтовом фрикционном прессе.
4. Способ изготовления сегментов для графитового подпятника по п. 1, при котором горячую штамповку на этапе (с) проводят с использованием открытого штампа или закрытого штампа.
5. Способ изготовления сегментов для графитового подпятника по п. 4, при котором после горячей штамповки сегмента в открытом штампе осуществляют обрезку и последующую шлифовку.
6. Способ изготовления сегментов для графитового подпятника по п. 1, при котором шлифование на этапе (g), предпочтительно, проводят на настольном шлифовальном станке, или вертикальном поворотном шлифовальном станке, или горизонтальном продольно-шлифовальном станке.
7. Способ изготовления сегментов для графитового подпятника по п. 1, при котором закалка на этапе (е) представляет собой индукционную закалку.
8. Способ изготовления сегментов для графитового подпятника по п. 1, при котором притирку и последующую полировку на этапе (h) осуществляют на притирочном станке и шлифовальном станке, соответственно.
9. Способ изготовления сегментов для графитового подпятника по п. 5, при котором обрезку, предпочтительно, выполняют в механическом прессе.
| СЕГМЕНТ ПОДПЯТНИКА ОСЕВОГО ГИДРОДИНАМИЧЕСКОГО ПОДШИПНИКА ПОГРУЖНОГО НАСОСНОГО АГРЕГАТА ДЛЯ ДОБЫЧИ НЕФТИ | 2006 |
|
RU2339854C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТА ПОДПЯТНИКА | 1993 |
|
RU2085774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ ПОДПЯТНИКОВ ГИДРОГЕНЕРАТОРОВ С ЭЛАСТИЧНЫМ МЕТАЛЛОПЛАСТМАССОВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2095652C1 |
| СЕГМЕНТ ПОДПЯТНИКА | 0 |
|
SU178616A1 |
| CN 105269270 A, 27.01.2016 | |||
| JP 2011174506 A, 08.09.2011. | |||

