каэано) таким образом, чтобы свароч-, ная тонкая проволока (сварочный электрод) была размещена внутри центральной трубки 1 по ее вертикальной оси.
Горелку опускают под воду, подводят к свариваемому изделию 6, включают по команде сварочный аппарат (сварочный ток, подачу проволокн, защитного газа и экранирующей водяной струи), после чего водолаз может начинать сварку. Свырку ведут известным способом, т.е. путем замыкания сварочной цепи, возбуждения дуги и последующего манипулирования электродом (в данном случае - тонкой электродной проволокой).
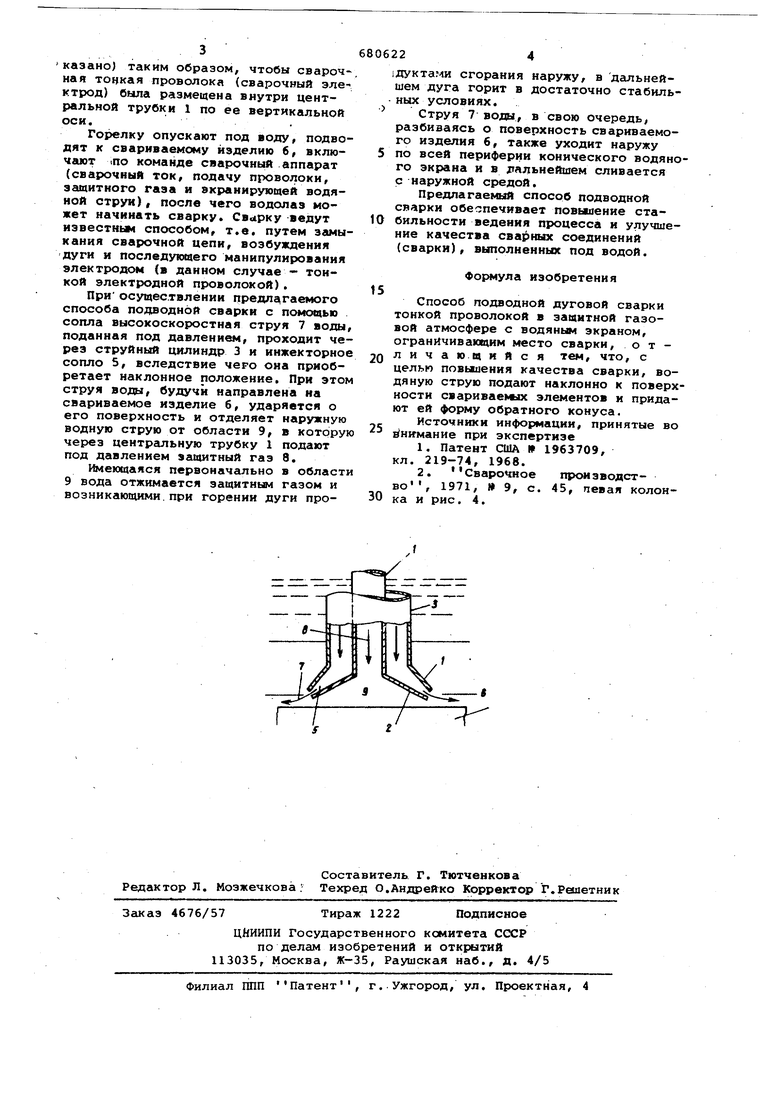
При осуществлении предлагаемого способа подводной сварки с помощью сопла высокоскоростная струя 7 воды, поданная под давленнем, проходит через струйный цилиндр 3 и инжекторное сопло 5, вследствие чего она приобретает наклонное положение. При этом струя воды, будучи направлена на свариваемое изделие б, ударяется о его поверхность и отделяет наружную водную струю от области 9, в которую через центральную трубку 1 подают под давлением защитный газ 8.
Имеющаяся первоначально в области 9 вода отжимается защитиьш газом и возникающими.при горении дуги продуктами сгорания наружу, в дальнейшем дуга горит в достаточно стабильнь1х условиях.
Струя 7 воды, в свою очередь, разбиваясь о поверхность свариваемого изделия 6, также уходит наружу по всей периферни конического водяного экрана и в лальиейшем сливается с наружной средой.
Предлагаемый способ подводной сварки обеспечивает повьыение стабильности ведения процесса и улучшение качества сва)ных соединеннй (сварки), выполненных под водой.
Формула изобретения
Способ подводной дуговой сварки тонкой проволокой в защитной газовой атмосфере с водяньм экраном, ограничивающим место сваркн, отличающийся тем, что, с целью повыиения качества сварки, водяную струю подают наклонно к поверхностн свариваемых элементов и придают ей форму обратного конуса.
Источники информации, принятые во внимание при экспертизе
1.Патент США I 1963709, кл. 219-74, 1968.
2.Сварочное производство, 1971, I 9, с. 45, певая колонка и рис. 4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двойной фильтр | 1986 |
|
SU1729299A3 |
| СВАРОЧНОЕ УСТРОЙСТВО И СПОСОБ СВАРКИ | 2016 |
|
RU2693248C2 |
| Устройство для многоэлектродной сварки | 1970 |
|
SU1077558A3 |
| Способ и система плазменной сварки плавящимся электродом | 2022 |
|
RU2792246C1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| Способ дуговой сварки в узкую разделку с поперечными колебаниями неплавящегося электрода | 1987 |
|
SU1480994A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ | 1996 |
|
RU2104844C1 |
| Устройство для многоэлектродной сварки | 1970 |
|
SU524504A3 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| СПОСОБ СВАРКИ С ИСПОЛЬЗОВАНИЕМ СПЕЦИАЛЬНОЙ СВАРОЧНОЙ ГОРЕЛКИ | 2017 |
|
RU2707763C1 |
