Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного отжига стального листа и, в частности, к способу нагрева стального листа, пригодному для использования в непрерывном отжиге горячекатаного стального листа и холоднокатаного стального листа, и к установке непрерывного отжига, используемой в этом способе.
Уровень техники
Способ термообработки стального листа, подвергнутого горячей прокатке (горячекатаного стального листа), или стального листа, подвергнутого холодной прокатке (холоднокатаного стального листа), содержит способ отжига в камерной печи, используя печь для отжига в контейнерах, и непрерывного отжига, выполняемого посредством заправки стального листа в печь для отжига, разматывая рулон стального листа для выполнения непрерывной термообработки. В последние годы часто используется указанный непрерывный отжиг, имеющий очень высокую производительность. Непрерывный отжиг имеет преимущества, состоящие в том, что температура термообработки стального листа может быть сделана единообразной, и время термообработки может быть уменьшено по сравнению с отжигом в камерной печи. С другой стороны, необходимо выполнять быстрый нагрев, и увеличение температуры отжига (температуры выдержки) или т.п. совместно с уменьшением времени термообработки создает проблему, состоящую в том, что температура стального легко становится неравномерной в продольном направлении или направлении по ширине листа рулона.
В качестве способа придания единообразия температуре термообработки стального листа во время непрерывного отжига, к примеру, в Патентной литературе 1 описывается способ выполнения непрерывной термообработки посредством соединения переднего конца в направлении горячей прокатки предыдущей стальной полосы с передним концом в направлении горячей прокатки следующей стальной полосы или соединения заднего конца в направлении горячей прокатки предыдущей стальной полосы с задним концом в направлении горячей прокатки следующего стального листа. Однако способ, описанный в Патентной литературе 1, является способом косвенного придания единообразия температуре термообработки в продольном направлении рулона, но не способом прямого придания единообразия температуре стального листа. Для осуществления этого способа необходимо перемотать половину рулона, что обусловливает проблему значительного снижения производительности.
В Патентной литературе 2 описывается способ регулирования температуры листа в процессе непрерывного отжига, где стальной лист предварительно нагревается в печи предварительного подогрева, расположенной на стороне входа в печь отжига, используемую для непрерывного отжига стального листа, и расход топлива, подаваемого в нагревательное устройство в печи, регулируется на основании температуры листа, измеряемой на стороне выхода печи предварительного подогрева и на стороне входа печи отжига для выполнения упреждающего регулирования температуры листа с целью поддержания температуры листа на уровне температуры отжига.
Перечень ссылочных документов
Патентная литература
Патентная литература 1: JP-A-2005-232482
Патентная литература 2: JP-A-2004-197144
Раскрытие сущности изобретения
Техническая проблема
В последние годы наблюдается тенденция к ужесточению требований к качеству готовых изделий в области производства горячекатаных стальных листов и холоднокатаных стальных листов. Для удовлетворения этого требования температура термообработки стального листа регулируется с очень высокой точностью. Например, установлено, что должна быть приведена к единообразию не только температура в продольном направлении рулона стального листа, но также должно быть приведено к единообразию распределение температуры в направлении ширины листа в заданном диапазоне или должен быть исключен перегрев стального листа, превышающий заданную температуру.
В способе, раскрытом в Патентной литературе 2, расход топлива, подаваемого в печь для отжига, регулируется на основании температуры листа, измеряемой на стороне выхода печи предварительного подогрева с целью регулирования температуры в печи для отжига. Однако этот способ не позволяет также регулировать температуру листа на стороне выхода печи предварительного подогрева. Следовательно, существует проблема, что в случае большой неравномерности температуры или перегрева стального листа на стороне выхода печи предварительного подогрева сложно регулировать температуру стального листа в печи для отжига до заданного диапазона.
Изобретение разработано с учетом вышеуказанных проблем, свойственных существующему уровню техники, и его задача состоит в том, чтобы предложить способ нагрева стального листа, способный обеспечить единообразие температуры стального листа в продольном направлении и в направлении ширины листа во время непрерывного отжига и надежно препятствующий перегреву стального листа, превышающему температуру выдержки в качестве заданной температуры нагрева, и предложить установку непрерывного отжига.
Решение проблемы
Авторы изобретения выполнили ряд исследований для решения вышеуказанной задачи и в результате установили следующее. Другими словами, в установке непрерывного отжига стального листа, содержащей зону прямого нагрева, зону выдержки и зону охлаждения, между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки, и в зоне нагрева температура стального листа на стороне выхода из зоны нагрева (далее именуемая «температурой листа») достигает температуры ниже температуры выдержки в качестве заданной температуры нагрева (далее именуемой «заданной температурой выдержки») на ∆T, в то время как в зоне промежуточной выдержки температура печи устанавливается равной заданной температуре выдержки, и ∆T регулируется до соответствующего диапазона, в результате чего вышеуказанная задача может быть решена посредством выполнения медленного нагрева, так что температура листа будет достигать заданной температуры выдержки на месте в зоне промежуточной выдержки, что позволяет внедрить изобретение.
Другими словами, изобретение предлагает способ нагрева стального листа в установке непрерывного отжига, содержащей зону прямого нагрева, зону выдержки и зону охлаждения, отличающийся тем, что между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки; стальной лист нагревается в зоне нагрева, так что температура стального листа на стороне выхода из зоны нагрева достигает (заданной температуры нагрева - ∆T); и температуру печи в зоне промежуточной выдержки задают равной заданной температуре выдержки стального листа, и стальной лист нагревается, так что его температура достигает заданной температуры выдержки на месте в зоне промежуточной выдержки. Здесь ∆T является величиной не меньше диапазона изменений температуры стального листа, когда температура регулируется посредством регулирования с обратной связью в зоне нагрева, и является величиной не более 1/2 нагревательной способности стального листа в зоне промежуточной выдержки.
Способ нагрева стального листа по изобретению отличается тем, что величина ∆T является большой, когда расход топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки, достигает нижнего предела способности к обеспечению подачи топлива в зоне промежуточной выдержки, в то время как величина ∆T является малой, когда она достигает верхнего предела способности к обеспечению подачи топлива в зоне промежуточной выдержки.
Способ нагрева стального листа по изобретению также отличается тем, что расход топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки, находится в диапазоне от нижнего предела способности к обеспечению подачи топлива x 1,2 до верхнего предела способности к обеспечению подачи топлива x 0,8 в зоне промежуточной выдержки.
Изобретение также предлагает установку непрерывного отжига стального листа, содержащую зону прямого нагрева, зону выдержки и зону охлаждения, отличающуюся тем, что между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки; стальной лист нагревается в зоне нагрева, так что температура стального листа на стороне выхода из зоны нагрева достигает (заданной температуры нагрева - ∆T); и температуру печи в зоне промежуточной выдержки задают равной заданной температуре выдержки стального листа, и стальной лист нагревается, так что его температура достигает заданной температуры выдержки на месте в зоне промежуточной выдержки. Здесь ∆T является величиной не меньше диапазона изменений температуры стального листа, когда температура регулируется посредством регулирования с обратной связью в зоне нагрева, и также является величиной не более 1/2 нагревательной способности стального листа в зоне промежуточной выдержки.
Преимущественные эффекты изобретения
По изобретению между зоной прямого нагрева и зоной выдержки расположена зона прямой промежуточной выдержки, и в зоне промежуточной выдержки выполняется медленный нагрев непосредственно перед тем, как стальной лист достигает заданной температуры выдержки, так что температура стального листа легко приближается к заданной температуре выдержки, и температуре листа может быть придано не только единообразие в продольном направлении ширины стального листа, но также можно надежно предотвратить перегрев стального листа, превышающий заданную температуру выдержки. Следовательно, по изобретению температуру термообработки можно регулировать с намного большей точностью, что способствует значительному повышению и стабилизации качества изделий.
Краткое описание чертежей
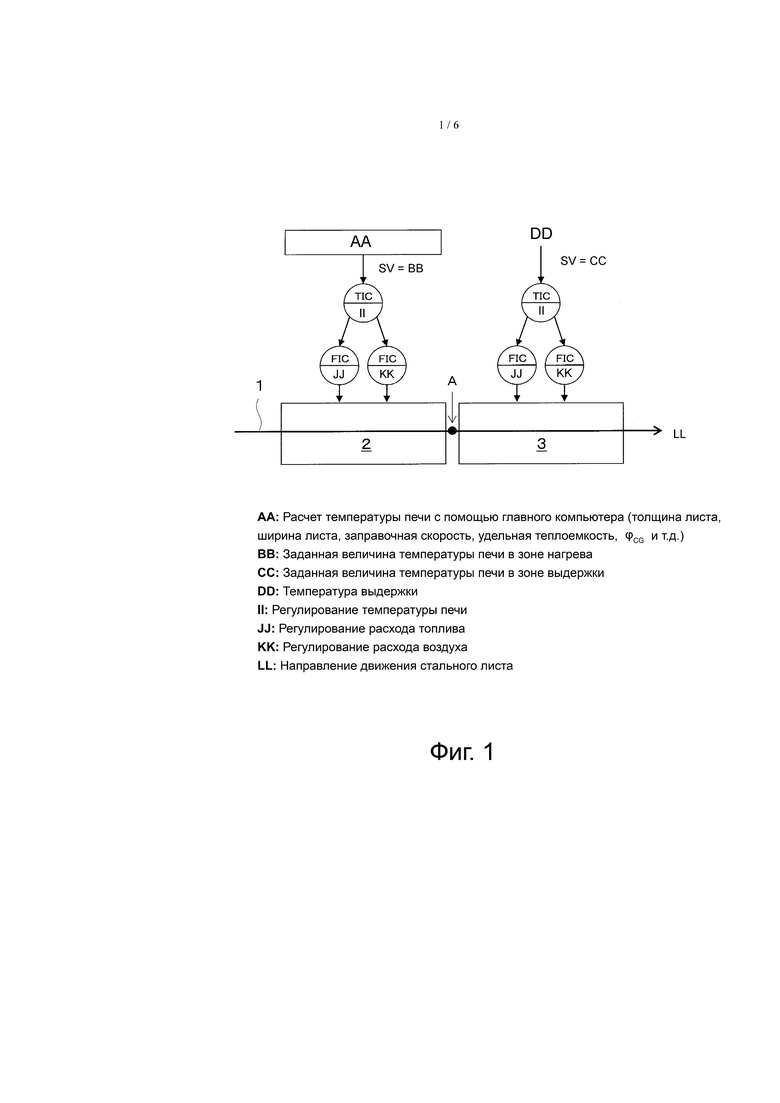
Фиг. 1 – схема способа регулирования температуры стального листа в установке непрерывного отжига;
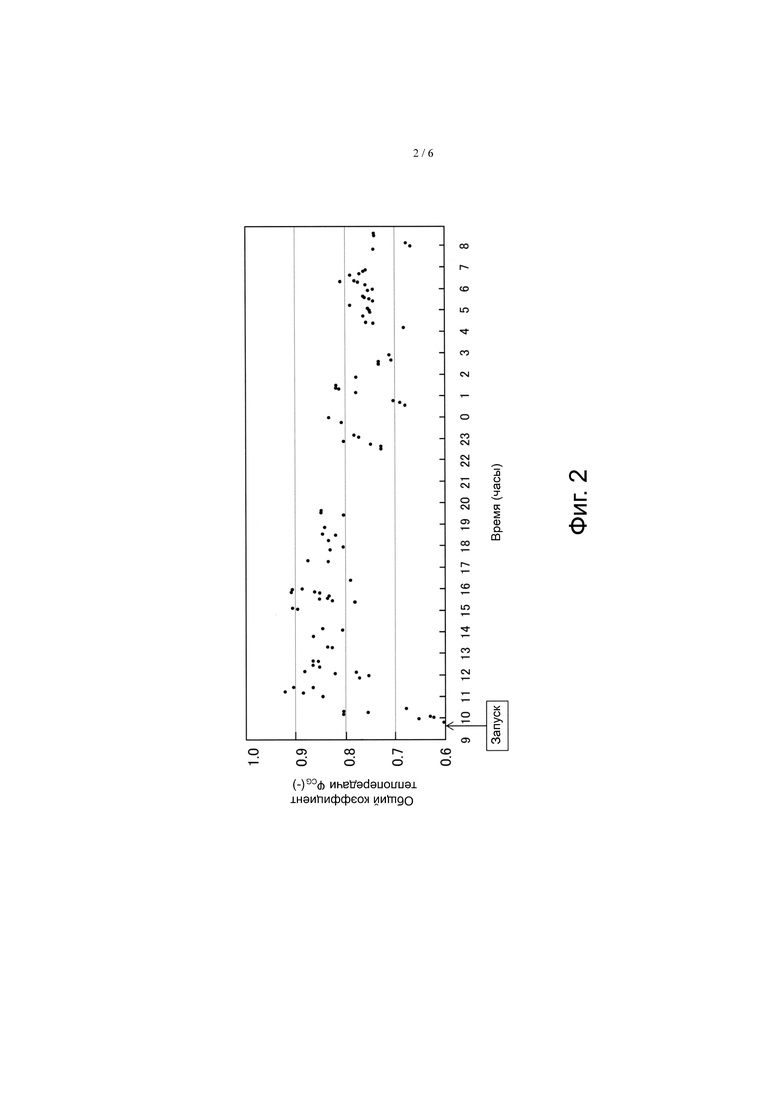
фиг. 2 – график, показывающий пример изменения общего коэффициента теплопередачи φCG по истечении некоторого периода времени в процессе непрерывного отжига;
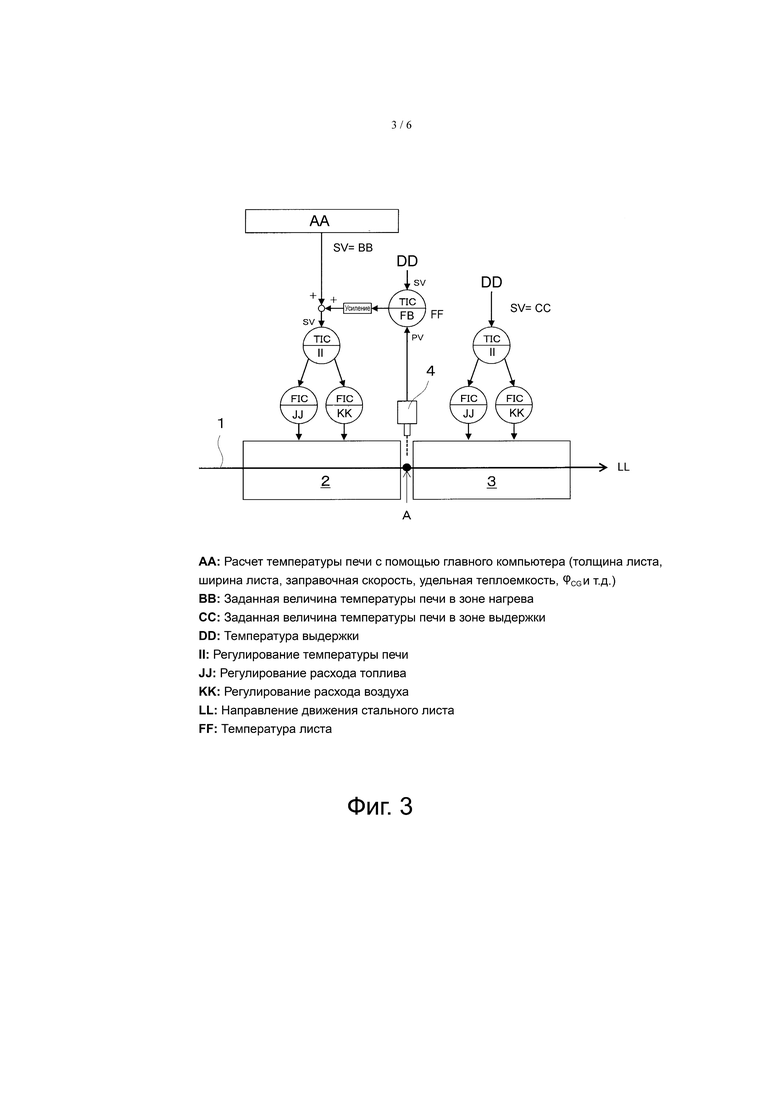
фиг. 3 – схема способа регулирования температуры стального листа в установке непрерывного отжига посредством регулирования с обратной связью по способу, показанному на фиг. 1;
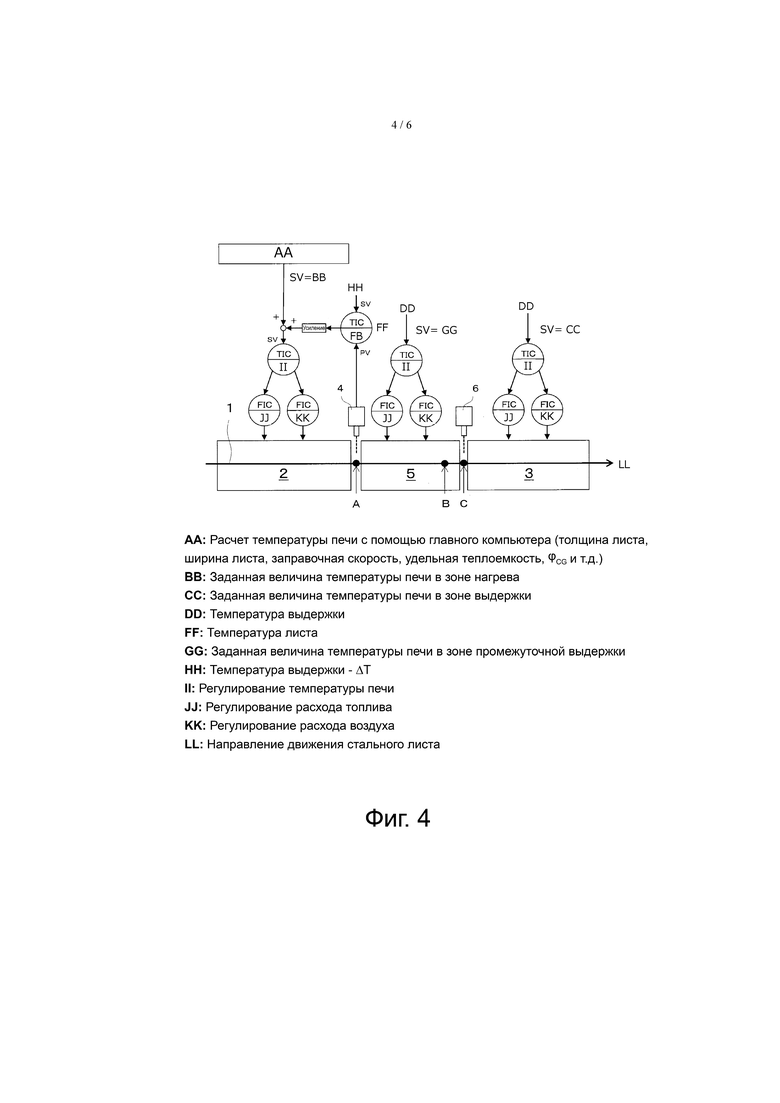
фиг. 4 – схема способа регулирования температуры стального листа в установке непрерывного отжига, имеющей зону промежуточной выдержки по изобретению;
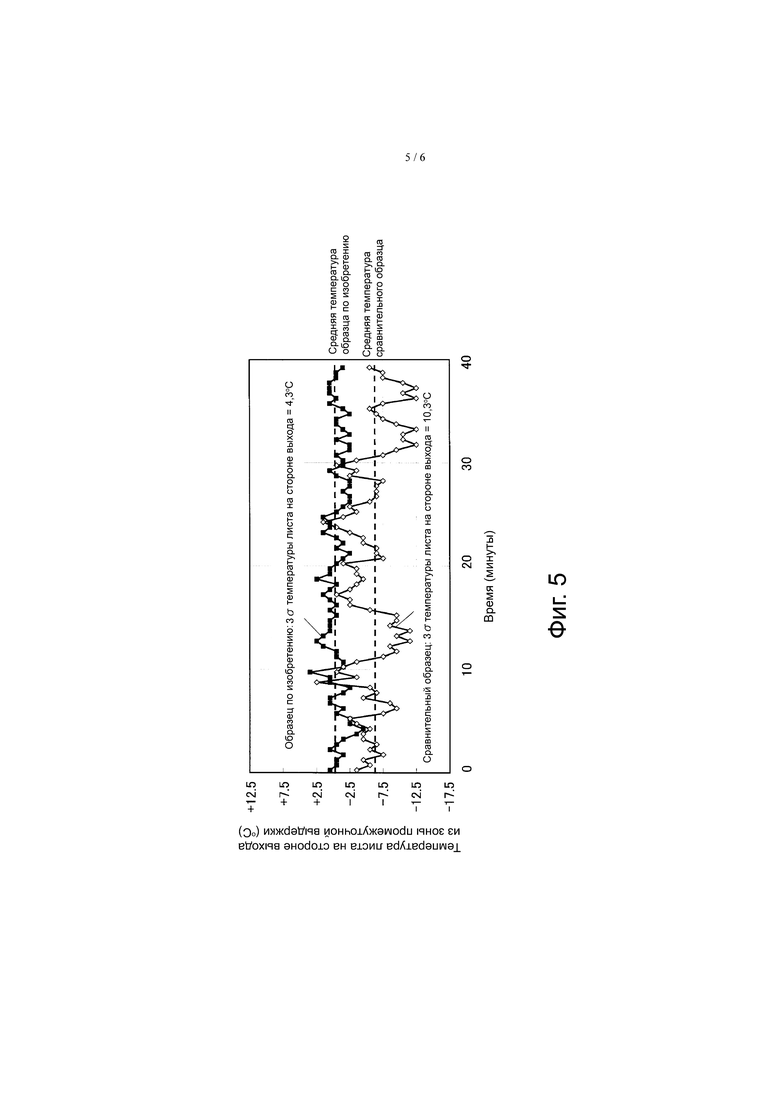
фиг. 5 – график, показывающий изменение температуры листа по истечении некоторого периода времени, измеряемой на стороне выхода зоны промежуточной выдержки, со сравнением случаев с использованием и без использования зоны промежуточной выдержки по изобретению;
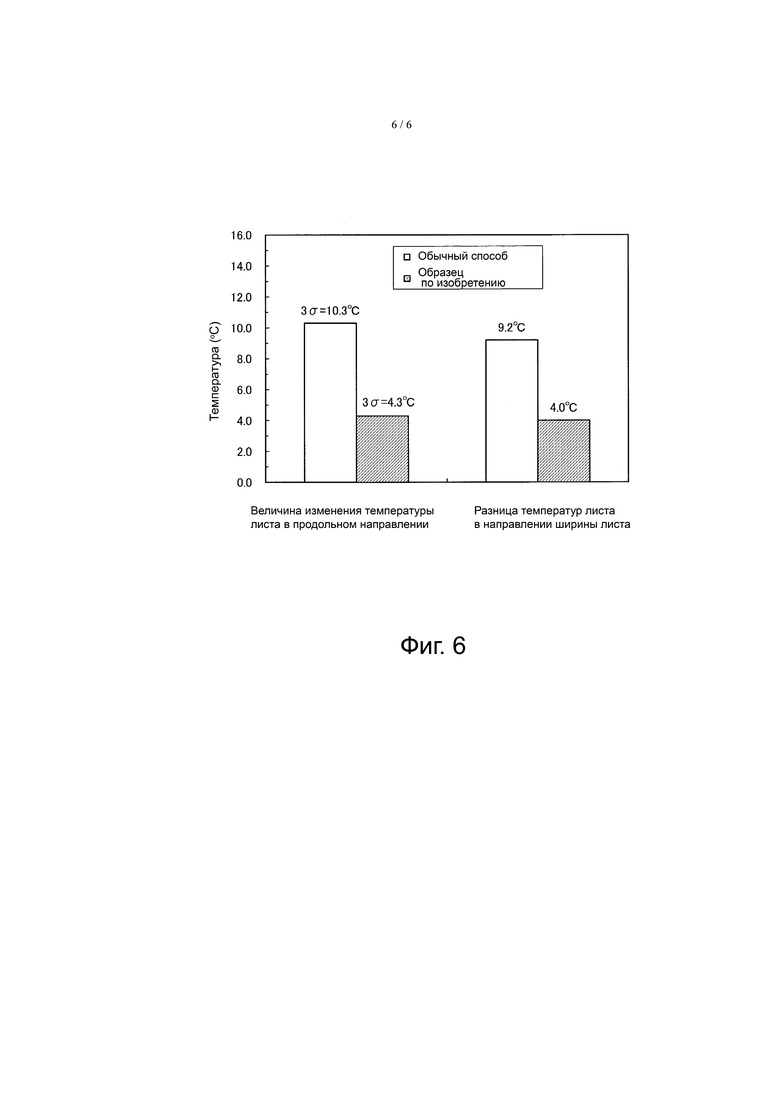
фиг. 6 – график, показывающий колебания температуры листа в продольном направлении стального листа (3σ) и разницу температур в направлении ширины листа, со сравнением случаев с использованием и без использования зоны промежуточной выдержки по изобретению.
Осуществление изобретения
Ниже со ссылкой на чертежи приведено описание варианта выполнения изобретения.
На фиг.1 показан способ регулирования температуры стального листа (температуры листа) в зоне нагрева и зоне выдержки в первой половине установки непрерывного отжига стального листа, содержащей зону прямого нагрева, зону выдержки и зону охлаждения. На фиг. 1 стальной лист 1 поступает с левой стороны в зону 2 нагрева, нагревается до температуры выдержки в качестве заданной температуры нагрева (заданной температуры выдержки), прежде чем он достигает стороны выхода из зоны нагрева (точка A на фиг. 1), поступает в зону 3 выдержки, выдерживается при температуре выдержки в течение заданного времени и затем охлаждается. Заданное значение температуры печи в зоне 2 нагрева рассчитывают на основании характеристик материала (стального листа), подлежащего обработке (толщина листа, ширина листа, удельная теплоемкость и т.д.), и характеристик отжига (заправочная скорость, газовая атмосфера, общий коэффициент теплопередачи φCG и т.д.), вводимых в главный компьютер, посредством чего автоматически регулируются расходы топлива и воздуха, подаваемых в зону 2 нагрева, для достижения заданного значения температуры печи. В зоне 3 выдержки температуру печи задают равной заданной температуре нагрева стального листа, и расходы топлива и воздуха, подаваемых в зону 3 выдержки, регулируются автоматически для получения заданной температуры печи.
Кроме того, существуют различные способы определения заданного значения температуры печи в зоне нагрева с помощью главного компьютера. Например, заданное значение может быть определено посредством конвергированного расчета, используя уравнение модели передачи тепла (1):
∆Ts/∆X = 2⋅φCG⋅σ(Tf4-Ts4)/Cp⋅ρ⋅D⋅Ls (1)
где Ts – температура листа на стороне выхода (K), X – длина нагрева (м), φCG – общий коэффициент теплопередачи (общий коэффициент теплопоглощения), σ – постоянная Стефана-Больцмана (Дж/с⋅м2K4), Tf – температура печи (K), Cp – удельная теплоемкость (Дж/кг⋅K), ρ – удельный вес (кг/м3), D – толщина листа (мм) и Ls – заправочная скорость листа (м/с).
На стороне выхода зоны 2 нагрева (точка A на фиг. 1), как описано выше, необходимо, чтобы температура стального листа (температура листа) точно соответствовала температуре выдержки в качестве заданной температуры нагрева. Однако характеристики, вводимые в главный компьютер, не всегда постоянные и с течением времени варьируются. В частности, в зоне нагрева, где используемая для нагрева горелка является не радиационной трубой, а горелкой для прямого нагрева, изменение общего коэффициента теплопередачи φCG является значительным. На фиг. 2 показан пример фактических результатов измерений общего коэффициента теплопередачи φCG в течение периода от момента запуска печи до истечения 24 часов, когда горячекатаный стальной лист, имеющий ширину 1052 – 1062 мм, подвергают отжигу в зоне горячих состояний при 1000°C в установке непрерывного отжига, имеющей зону нагрева, используя горелку прямого нагрева. В такой установке непрерывного отжига, где общий коэффициент теплопередачи φCG варьируется в значительной мере, сложно задать температуру печи в зоне нагрева с высокой точностью, и поэтому отсутствует возможность регулирования температуры листа на стороне выхода зоне нагрева (точка A) до заданной контрольной температуры выдержки.
Для устранения указанной проблемы, как показано на фиг. 3, температура печи регулируется с помощью датчика 4 измерения температуры листа в точке A на стороне выхода из зоны нагрева с целью измерения температуры листа на стороне выхода из зоны нагрева, передающего по каналу обратной связи результат измерения системе регулирования температуры печи с целью регулирования расходов топлива и воздуха, подаваемых в зону нагрева, и преобразования температуры листа в точке A на стороне выхода зоны нагрева в температуру выдержки в качестве заданной температуры нагрева. На фиг. 3 сравнивается фактическая величина измерения PV температуры листа в точке A на стороне выхода из зоны нагрева, измеренная с помощью датчика 4 измерения температуры листа, и температура выдержки SV, ранее введенная в качестве заданной температуры нагрева, и заданная температура зоны нагрева корректируется в соответствии с разницей между обоими значениями.
Посредством внедрения способа регулирования температуры стального листа, показанного на фиг. 3, температура листа на стороне выхода из зоны нагрева может регулироваться до температуры выдержки в качестве заданной температуры нагрева с диапазоном изменений ±α°C. Однако в этом случае существуют следующие проблемы.
(1) Сложно с высокой точностью регулировать температуру печи, поскольку теплоемкость зоны нагрева очень большая, и изменение температуры печи посредством вышеупомянутого управления с обратной связью является медленным даже при увеличении коэффициента усиления.
(2) Желательно, чтобы температура выдержки была выше для улучшения характеристик изделия, но излишне высокая температура листа отрицательно влияет на характеристики изделия. В последнем случае необходимо исключить такой перегрев, который превышает заданную температуру выдержки со знаком плюс. Кроме того, нагрев, превышающий заданную температуру выдержки, является неблагоприятным с учетом расхода тепловой энергии.
Для устранения вышеуказанных проблем, как показано на фиг. 4, изобретение предлагает способ нагрева стального листа, в котором между зоной 2 нагрева и зоной 3 выдержки расположена зона 5 промежуточной выдержки, причем стальной лист нагревается в зоне 2 нагрева таким образом, что температура листа на сторон выхода из зоны нагрева достигает (температуры выдержки - ∆T); температуру печи в зоне 5 промежуточной выдержки задают равной температуре выдержки в качестве заданной температуры нагрева; и стальной лист нагревается таким образом, чтобы он достигнул температуры выдержки на месте перед стороной выхода из зоны 5 промежуточной выдержки, т.е. на месте в зоне 5 промежуточной выдержки (точка B, показанная на фиг. 4).
Здесь ∆T должно быть величиной не меньше, чем α, где ±α (°C) – диапазон изменений относительно средней величины температуры стального листа на стороне выхода из зоны охлаждения, когда температура печи регулируется посредством регулирования с обратной связью на основании температуры листа, измеренной на стороне выхода из зоны нагрева (точка A на фиг. 4). Здесь α определяется как 3-кратное стандартное отклонение σ температуры листа на стороне выхода зоны нагрева. Когда величина ∆T меньше α°C, существует вероятность, что температура стального листа может частично превышать температуру выдержки в качестве заданной температуры нагрева на стороне выхода из зоны нагрева, когда температура стального листа внезапно увеличивается при регулировании с обратной связью температуры печи в зоне нагрева.
Когда температуру печи в зоне промежуточного нагрева задают равной температуре выдержки в качестве заданной температуры нагрева, необходимо, чтобы величина 2∆T была не больше, чем β, т.е. ∆T должна быть не больше 1/2 от β, причем величина увеличения температуры стального листа, который может нагреваться в зоне промежуточной выдержки, т.е. нагревательная способность стального листа в зоне промежуточной выдержки составляет β (°C). Когда ∆T больше β/2, существует вероятность, что стальной лист не может быть частично нагрет до температуры выдержки в качестве заданной величины в зоне промежуточной выдержки, когда температура стального листа внезапно уменьшается при регулировании с обратной связью температуры печи в зоне нагрева. Кроме того, ∆T предпочтительно составляет не больше 0,4 от β, более предпочтительно не больше 0,3 от β. Нагревательную способность β стального листа в зоне промежуточной выдержки можно определять с помощью вышеприведенной модели передачи тепла, когда температура печи задана для зоны нагрева.
В способе нагрева по изобретению стальной лист может быть нагрет до заданной температуры выдержки без перегрева на месте, прежде чем он достигнет стороны выхода из зоны предварительной выдержки, а также нагрет равномерно в направлении ширины листа. Когда величина ∆T слишком мала, даже если она удовлетворяет вышеуказанным условиям, температура листа достигает заданной температуры выдержки в первой половине зоны промежуточной выдержки, что, по существу, обусловливает увеличение времени выдержки. Следовательно, в случае строгого приемлемого диапазона времени выдержки ∆T предпочтительно задают таким образом, что температура стали может достигать температуры выдержки в наиболее близком по мере возможностей положении к стороне выхода из зоны промежуточной выдержки. Говоря конкретно, несмотря на то, что это зависит от длины зоны промежуточной выдержки, ∆T предпочтительно задают таким образом, что температура стального листа может достигать температуры выдержки в последней половине диапазона зоны промежуточной выдержки, более предпочтительно в последней 1/3 диапазона.
Кроме того, нагревательная способность β стального листа в зоне промежуточной выдержки по изобретению в значительной степени зависит от способности к обеспечению подачи топлива и воздуха в горелку прямого нагрева в зоне промежуточной выдержки, в частности, способности к обеспечению подачи (расход на стороне подачи) топлива, и также оказывает влияние на заданную величину ∆T. Следовательно, в способе нагрева стального листа по изобретению предпочтительно, чтобы величина ∆T была задана равной большой величине, когда фактическая величина расхода топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки, достигает нижнего предела способности к обеспечению подачи (способность к обеспечению подачи топлива является достаточной) в то время как величину ∆T задают равной малой величине, когда она достигает верхнего предела способности к обеспечению подачи (способность к обеспечению подачи топлива является недостаточной).
С точки зрения того, что стальной лист стабильно нагревается в зоне промежуточной выдержки до заданной температуры выдержки, верхний предел ∆T предпочтительно задают согласно нагревательной способности β стального листа в диапазоне от нижнего предела способности к обеспечению подачи x 1,2 до верхнего предела способности к обеспечению подачи x 0,8 расхода топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки. Более предпочтительно этот диапазон соответствует диапазону от нижнего предела способности к обеспечению подачи x 1,3 до верхнего предела способности к обеспечению подачи x 0,7.
На стороне выхода из зоны промежуточной выдержки, как показано на фиг. 4 (точка C на фиг. 4), установлен датчик 6 измерения температуры листа. Датчик 6 измерения температуры листа измеряет температуру листа на стороне выхода из зоны промежуточной выдержки и не используется в регулировании с обратной связью температуры печи в зоне промежуточной выдержки. Разумеется, он может использоваться в регулировании с обратной связью. Кроме того, предпочтительно, чтобы датчик 6 измерения температуры листа в точки C мог измерять температуры листа, по меньшей мере, в трех точках по ширине центрального участка и на обоих концевых участках в направлении ширины стального листа для расчета разницы температур в направлении ширины стального листа.
Примеры
Горячекатаный стальной лист толщиной 2,0 мм и шириной 1100 мм подвергается термообработке при температуре выдержки 1000°C в установке непрерывного отжига, показанной на фиг. 4, которая содержит зону прямого нагрева, зону выдержки и зону охлаждения и содержит зону прямой промежуточной выдержки, имеющую назначение по изобретению, между зоной нагрева и зоной выдержки. Кроме того, зона промежуточной выдержки спроектирована для выполнения функции зоны промежуточной выдержки по изобретению в отношении последней половины обычной зоны нагрева, отделенной от первой ее половины, и может использоваться в качестве обычной зоны нагрева при необходимости выполнения функции промежуточной выдержки.
В этом случае термообработка выполняется при двух условиях, когда функция изобретения внедряется посредством функционирования зоны промежуточной выдержки, т.е., когда температуру печи задают равной температуре выдержки и температуру стального листа на стороне выхода зоны нагрева задают равной (температуре выдержки - ∆T) для регулирования ∆T до соответствующего диапазона по изобретению (образец по изобретению), и когда зона промежуточной выдержки не функционирует и используется как часть обычной зоны нагрева (сравнительный образец), причем температуры листа в трех точках по ширине центрального участка и на обоих концевых участках по ширине стального листа непрерывно измеряются с помощью датчика 6 измерения температуры листа, расположенного на стороне выхода зоны промежуточной выдержки (датчика 6 измерения температуры листа показан на фиг. 4).
На фиг. 5 показано изменение температуры в центральном участке по ширине горячекатаного стального листа, фактически измеренной на стороне выхода из зоны промежуточной выдержки по истечении некоторого периода времени, со сравнением случаев с использованием и без использования зоны промежуточной выдержки. Кроме того, температура по вертикальной оси на фиг. 5 является температурой, когда средняя величина в образцах по изобретению составляет 0°C. Как видно из этой фигуры, изменение величины температуры в продольном направлении стального листа уменьшается не более чем на 1/2 от 3σ: от 10,3°C до 4,3°C за счет наличия зоны промежуточной выдержки (где σ является стандартным отклонением). При использовании обычного способа величину ∆T на стороне выхода зоны нагрева задают в виде большей величины с учетом перегрева стального листа. Что касается образца по изобретению, установлено, что в этом отношении не существует никаких проблем, исходя из вышеприведенного результата, так что значение ∆T может быть небольшим, что позволяет быстро нагревать стальной лист до температуры выдержки.
На фиг. 6 показана разница температур в направлении ширины стального листа (разница между самой высокой температурой и самой низкой температурой в направлении ширины листа) при сравнении образца по изобретению и сравнительного образца в дополнение к величине изменения температуры в продольном направлении стального листа, как показано на фиг. 5. Как видно из этой фигуры, разница температур в направлении ширины листа может быть уменьшена не более чем на 1/2, от 9,2°C до 4,0°C посредством внедрения зоны промежуточной выдержки по изобретению.
Промышленная применимость
Кроме того, исходным условием вышеприведенного описания изобретения является то, что зона промежуточной выдержки является зоной действия прямого типа. Зона промежуточной выдержки по изобретению не ограничивается до зоны действия прямого типа и может быть зоной с использованием радиационной трубы с учетом увеличения точности регулирования температуры листа.
Перечень номеров позиций
1 - стальной лист (стальная полоса)
2 – зона нагрева
3 – зона выдержки
4 – датчик измерения температуры листа
5 – зона промежуточной выдержки
6 – датчик измерения температуры листа
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА ПОЛОСОВОЙ СТАЛИ, ИМЕЮЩЕЙ ТОЧКУ КЮРИ, И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА ТАКОЙ СТАЛИ | 2008 |
|
RU2414513C1 |
| НЕПРЕРЫВНЫЙ СПОСОБ ОТЖИГА И НАНЕСЕНИЯ ПОКРЫТИЯ МЕТОДОМ ГОРЯЧЕГО ПОГРУЖЕНИЯ И СИСТЕМА ДЛЯ НЕПРЕРЫВНОГО ОТЖИГА И НАНЕСЕНИЯ ПОКРЫТИЯ МЕТОДОМ ГОРЯЧЕГО ПОГРУЖЕНИЯ КРЕМНИЙСОДЕРЖАЩЕГО СТАЛЬНОГО ЛИСТА | 2006 |
|
RU2387734C2 |
| ПРОХОДНАЯ ПЕЧЬ НЕПРЕРЫВНОГО ОТЖИГА | 2002 |
|
RU2230271C1 |
| ОБОРУДОВАНИЕ ДЛЯ ОТЖИГА ГОРЯЧЕКАТАНОГО ЛИСТА, СПОСОБ ОТЖИГА ГОРЯЧЕКАТАНОГО ЛИСТА И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С КРЕМНИЙСОДЕРЖАЩЕГО ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2017 |
|
RU2724265C1 |
| УСТРОЙСТВО БЫСТРОГО НАГРЕВА ЛИНИИ НЕПРЕРЫВНОГО ОТЖИГА | 2013 |
|
RU2617085C2 |
| РОЛИК ПОДА И УСТАНОВКА НЕПРЕРЫВНОГО ОТЖИГА | 2015 |
|
RU2674175C2 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА И ПОДГОТОВКИ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ ДЛЯ ЕЕ ЦИНКОВАНИЯ ПУТЕМ ОКУНАНИЯ С ПОДОГРЕВОМ | 2007 |
|
RU2426815C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| СПОСОБ ТЕРМООБРАБОТКИ ПОЛОСОВОЙ СТАЛИ В ПЕЧИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ С КИСЛОРОДОТОПЛИВНЫМИ ГОРЕЛКАМИ | 2007 |
|
RU2435869C2 |
| СПОСОБ ОТЖИГА РУЛОНОВ В КОЛПАКОВОЙ ПЕЧИ | 2005 |
|
RU2293772C1 |
Группа изобретений относится к способу нагрева стального листа и к установке непрерывного отжига. Способ нагрева стального листа в установке непрерывного отжига, содержащей зону прямого нагрева, зону выдержки и зону охлаждения, в которой между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки, включает нагрев стального листа в зоне нагрева таким образом, что температура стального листа на стороне выхода из зоны нагрева достигает температуры, которая является ниже заданной температуры выдержки на величину ∆T, при этом температуру печи в зоне промежуточной выдержки задают равной заданной температуре выдержки стального листа, причем стальной лист нагревают таким образом, что температура стального листа достигает заданной температуры выдержки во второй половине зоны промежуточной выдержки. При этом величина ∆T составляет не меньше диапазона значений отклонения температуры стального листа при регулировании температуры стального листа в зоне нагрева посредством обратной связи и составляет не более половины нагревательной способности зоны промежуточной выдержки по нагреву стального листа. Технический результат заключается в повышении точности регулирования температуры термообработки для повышения и стабилизации качества изделий. 2 н. и 2 з.п. ф-лы, 6 ил.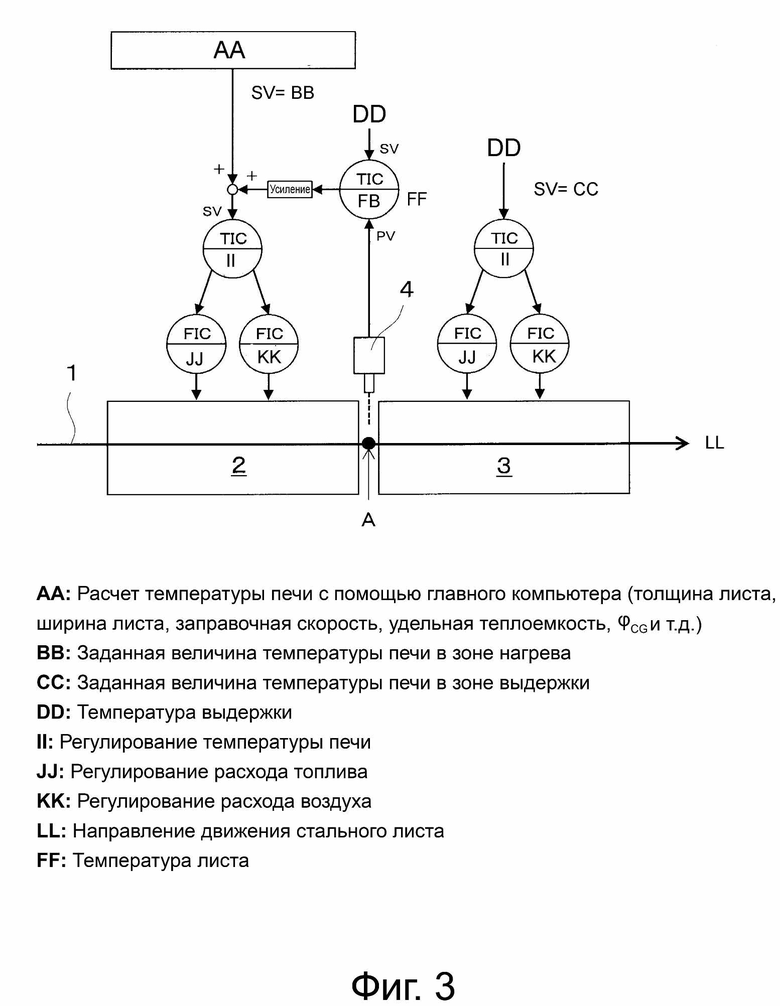
1. Способ нагрева стального листа в установке непрерывного отжига, содержащей зону прямого нагрева, зону выдержки и зону охлаждения, отличающийся тем, что
между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки,
стальной лист нагревают в зоне нагрева таким образом, что температура стального листа на стороне выхода из зоны нагрева достигает температуры, которая является ниже заданной температуры выдержки на величину ∆T, и
температуру печи в зоне промежуточной выдержки задают равной заданной температуре выдержки стального листа, причем стальной лист нагревают таким образом, что температура стального листа достигает заданной температуры выдержки в зоне промежуточной выдержки во второй ее половине,
при этом величина ∆T составляет не меньше диапазона значений отклонения температуры стального листа при регулировании температуры стального листа в зоне нагрева посредством обратной связи и составляет не более половины нагревательной способности зоны промежуточной выдержки по нагреву стального листа.
2. Способ по п.1, в котором величина ∆T является большой, когда расход топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки, достигает нижнего предела способности к обеспечению подачи топлива в зоне промежуточной выдержки, при этом величина ∆T является малой, когда она достигает верхнего предела способности к обеспечению подачи топлива в зоне промежуточной выдержки.
3. Способ по п.1 или 2, в котором расход топлива, подаваемого в горелку прямого нагрева в зоне промежуточной выдержки, находится в диапазоне от нижнего предела способности к обеспечению подачи топлива x 1,2 до верхнего предела способности к обеспечению подачи топлива x 0,8 в зоне промежуточной выдержки.
4. Установка непрерывного отжига стального листа, содержащая зону прямого нагрева, зону выдержки и зону охлаждения, отличающаяся тем, что
между зоной нагрева и зоной выдержки расположена зона прямой промежуточной выдержки,
установка выполнена с возможностью нагрева стального листа в зоне нагрева до температуры стального листа на стороне выхода из зоны нагрева, равной температуре, которая является ниже заданной температуры выдержки на величину ∆T,
при этом указанная зона промежуточной выдержки выполнена с возможностью поддержания заданной температуры выдержки стального листа таким образом, что температура стального листа достигает заданной температуры выдержки в зоне промежуточной выдержки во второй ее половине,
при этом величина ∆T составляет не меньше диапазона значений отклонения температуры стального листа при регулировании температуры стального листа в зоне нагрева посредством обратной связи и составляет не более половины нагревательной способности зоны промежуточной выдержки по нагреву стального листа.
| JPН 06108161 A, 19.04.1994 | |||
| УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ И/ИЛИ РЕГУЛИРОВАНИЯ ПЕЧИ ДЛЯ ОТЖИГА ИЛИ ТЕРМООБРАБОТКИ В ПРОИЗВОДСТВЕННОЙ ЛИНИИ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2014 |
|
RU2633411C2 |
| Устройство управления нагревом ферромагнитных заготовок в методической нагревательной установке | 1984 |
|
SU1178782A1 |
| Машина для нумерации ярлычков и т.п. | 1929 |
|
SU14407A1 |
| Способ регулирования температуры по длине трубы перед редуцированием и калиброванием в многозвенной электрической проходной печи | 1983 |
|
SU1109452A1 |
| Система автоматического управления нагревом заготовок в проходной индукционной установке | 1979 |
|
SU865941A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

