Изобретение относится к способу непрерывного литья тонкой металлической полосы двухвалковым способом, в частности стальной полосы, предпочтительно, толщиной менее 10 мм, в котором после образования плавильной ванны расплав металла льют в литейный зазор, образованный двумя литейными валками, размер которого равен толщине отливаемой металлической полосы.
Подобные способы описаны в WO 95/15233 и EP-В1 0813700, а также в АТ-В 408.198. Первые два документа относятся к способам управления для двухвалкового способа литья, которые основаны на моделях технологического процесса, при этом они имеют тот недостаток, что коррективы можно вносить только тогда, когда контролируемые переменные отклонились от требуемых фактических значений так, что первоначальные отклонения от требуемого состояния металлической полосы, в большей или меньшей степени, например отклонения толщины, текстуры и т.п., не поддаются влиянию, даже если впоследствии модель технологического процесса корректируют, как описано в ЕР-В1 0813700.
В основу изобретения поставлена задача устранения этих недостатков и создания способа непрерывного литья первоначально описанного типа, который позволил бы обеспечить заданные качественные характеристики, в особенности такие как получение требуемой текстуры или обеспечение конкретной геометрии металлической полосы для металлов разного химического состава, в том числе для разнообразных марок и сортов отливаемой стали.
В частности, в основу изобретения положена задача с самого начала избежать любых отклонений качества металлической полосы путем обеспечения возможности вмешательства на тех стадиях технологического процесса, на которых достигается фактическое значение параметров металлической полосы, а непосредственное определение качества еще невозможно или затруднено.
Поставленная задача решается тем, что для того чтобы образовать конкретную текстуру литой металлической полосы и/или влиять на геометрию металлической полосы, непрерывное литье осуществляют при одновременных оперативных расчетах, основанных на математической модели, описывающей образование конкретной текстуры металлической полосы и/или формирование геометрии металлической полосы, причем переменные параметры способа непрерывного литья, которые влияют на образование текстуры и/или геометрии, регулируют оперативным динамическим образом, т.е. непосредственно во время литья.
В процессе литья полосы важным фактором затвердевания или образования текстуры является структура поверхностей литейных валков. Жидкий металл воспроизводит в ограниченной степени эту структуру, т.е. в зависимости от структуры поверхности литейных валков на некоторых участках поверхности происходит более быстрое затвердевание, а на других участках поверхности происходит замедленное затвердевание. В предпочтительном варианте осуществления структуру поверхности литейных валков регистрируют, предпочтительно в оперативном режиме, и вводят в математическую модель для анализа состояния затвердевания и возникающей ликвидации, в особенности во время первичного затвердевания.
Для затвердевания металла на поверхностях литейных валков важно, чтобы эти поверхности были соответствующим образом обработаны, например, очисткой, напылением, нанесением покрытия, в частности продувкой газом или газовыми смесями. Этот газ или эти газовые смеси определяют теплопередачу от расплава или уже затвердевшего металла на литейные валки, и поэтому в предпочтительном варианте осуществления химический состав и количество газа или газовой смеси и, альтернативно, его или ее распределение по всей длине литейных валков регистрируют, предпочтительно в оперативном режиме, и вводят в математическую модель для анализа состояния затвердевания и возникающей ликвидации, особенно во время первичного затвердевания.
При этом в предпочтительном варианте осуществления изменения термодинамических параметров состояния всей металлической полосы, например изменения температуры, постоянно вводят в расчет математической модели путем решения уравнения теплопроводности и решения, соответственно, уравнения или системы уравнений, описывающих кинетику фазового превращения, и температуру металлической полосы, а также, в качестве альтернативного варианта, температуру литейных валков регулируют в зависимости от расчетного значения, по крайней мере, одного из параметров термодинамического состояния, причем для моделирования учитывают толщину металлической полосы, химический состав металла, а также скорость литья, при этом значения этих параметров, в частности значение толщины полосы во время литья, измеряют предпочтительно многократно или постоянно.
Предлагаемым объединением расчета температуры заготовки с математической моделью, описывающей образование конкретной зависящей от времени и температуры текстуры металла, можно регулировать переменные параметры способа непрерывного литья, с тем, чтобы увязать их с химическим составом металла, а также с предшествующим локальным термическим режимом заготовки. Таким способом в полосе металла можно избирательно обеспечивать требуемую текстурную структуру в самом широком смысле (размер зерна, фазообразование, выделения вторичных фаз).
Показано, что в предлагаемом способе можно использовать уравнение теплопроводности в очень упрощенном виде, и при этом все равно обеспечивается точность, достаточно высокая для решения поставленной задачи. В качестве упрощенного уравнения теплопроводности может применяться первое начало термодинамики. При этом большую важность имеет определение сопутствующих условий.
Предпочтительно, в математическую модель включают модель непрерывного фазового превращения, в частности уравнение Аврами (Avrami).
В своем общем виде уравнение Аврами описывает все обусловленные диффузией процессы превращения для соответствующей температуры при изотермических условиях. Учитывая это уравнение в математической модели, можно избирательно регулировать ферритную, перлитную и бейнитную составляющие во время непрерывного литья стали, учитывая также время выдержки при конкретной температуре.
Предпочтительно, способ характеризуется тем, что изменения термодинамических параметров состояния всей полосы металла, например изменения температуры, постоянно вводят в расчет математической модели путем решения уравнения теплопроводности и решения уравнения или системы уравнений, описывающего или описывающих кинетику фазового превращения во время и/или после затвердевания, в частности кинетику выделений неметаллических и интерметаллических вторичных фаз, а также тем, что температуру полосы металла, а также, альтернативно, температуру литейных валков регулируют в зависимости от расчетного значения, по крайней мере, одного из параметров термодинамического состояния, причем для моделирования учитывают толщину металлической полосы, химический состав металла, а также скорость литья, значения которых измеряют повторно, предпочтительно, во время литья, и постоянно, в частности, значения толщины.
В математическую модель преимущественно включают кинетику выделения вторичных фаз, обусловленную свободной энергией фаз и образованием зародышей, первичные термодинамические параметры, в частности энергию Гиббса, и рост центров кристаллизации по Зенору (Zenor).
В математическую модель целесообразно включить количественные соотношения структурных составляющих в соответствии с диаграммами многокомпонентных систем, например, в соответствии с диаграммой Fe-C.
В математическую модель целесообразно включать характеристики роста зерен и/или характеристики образования зерен, в качестве альтернативы, для анализа рекристаллизации металла. Тем самым в математической модели можно учесть динамическую и/или задержанную рекристаллизацию и/или последующую рекристаллизацию, т.е. рекристаллизацию, которая позже произойдет в печи.
Предпочтительно, в математическую модель включают одно- или многоступенчатую горячую и/или холодную прокатку, осуществляемую во время извлечения полосы металла, как параметр непрерывного литья, также влияющий на формирование текстуры. При температуре заготовки, превышающей АС3, можно учесть термомеханические параметры прокатки, также имеющие место при непрерывном литье, например высокотемпературные термомеханические параметры прокатки. В предлагаемом способе уменьшения толщины, происходящие и после наматывания полосы, а также в низкотемпературных областях (например, при температуре 200-300°С), которую можно также выполнять вне технологической линии, т.е. без предварительного наматывания, рассматриваются как прокатка.
Кроме того, в расчет математической модели предпочтительно включение механического состояния, например характеристики процесса формирования структуры, путем расчета дальнейших уравнений модели, в частности путем решения основных уравнений механики сплошных сред для вязкоупругопластического поведения материала.
Предпочтительный вариант осуществления характеризуется тем, что количественно определенную текстуру получают за счет приложения формующего усилия к заготовке, которое было рассчитано оперативно и которое вызывает рекристаллизацию текстуры.
Кроме того, в математическую модель включают тепловое воздействие литейных валков на расплав металла и уже затвердевший металл при оперативном охлаждении литейными валками.
Дополнительное преимущество заключается в том, что в математическую модель включают тепловое воздействие на полосу металла, например охлаждение и/или нагрев. При этом должны альтернативно учитываться различия между крайней и центральной областями полосы металла.
Преимущественный вариант осуществления предлагаемого способа отличается тем, что в математическую модель включают модель технологического процесса прокатки, предпочтительно модель технологического процесса горячей прокатки. При этом модель технологического процесса прокатки включает расчет усилия прокатки, и/или расчет поперечного усилия прокатки, и/или расчет смещения валков для валков специальной формы, и/или расчет деформации валков, и/или формовочный расчет для вызванных термических изменений геометрии прокатки.
По предлагаемому способу механические характеристики полосы металла, например, кажущийся предел текучести, сопротивление удлинению, растяжению и т.п., можно рассчитать заранее с помощью математической модели с тем, чтобы при обнаружении отклонений этих предварительно рассчитанных значений от заданных контрольных значений можно было в нужное время вносить коррективы на тех стадиях технологического процесса, которые в каждом случае лучше всего подходят для этой цели, например во время затвердевания и последующего теплового воздействия или во время последующей прокатки, рекристаллизации.
Далее изобретение более подробно объясняется на чертеже (вариант осуществления), который иллюстрирует установку непрерывного литья первоначального описанного типа в схематическом представлении.
Форма для непрерывного литья, образованная двумя литейными валками 2, расположенными параллельно друг другу и рядом друг с другом, служит для литья тонкой полосы 1, в частности стальной полосы толщиной 1-10 мм. Литейные валки 2 образуют литейный зазор 3, так называемую «точку касания», где полоса 1 выходит из формы для непрерывного литья. Над литейным зазором 3 образовано пространство 4, закрытое сверху закрывающей пластиной 5, которая образует крышку и служит для приема плавильной ванны 6. Через отверстие 8 расплав металла 7 подают на крышку, через которую погружаемая трубка проходит в плавильную ванну 6 на глубину ниже уровня 9 ванны. Литейные валки 2 имеют внутреннее охлаждение (не показано). Сбоку литейных валков 2 предусмотрены боковые плиты для изоляции пространства 4, принимающего плавильную ванну 6.
На поверхностях 10 литейных валков 2 в каждом случае образуется литейная оболочка, причем эти литейные оболочки объединяются с полосой 1 в литейном зазоре 3, т.е. в «точке касания». Для того чтобы наилучшим образом образовать полосу 1, имеющую примерно равномерную толщину и имеющую, предпочтительно, немного дугообразную форму в соответствии со стандартами, важно чтобы в литейном зазоре 3 обеспечивалось определенное распределение усилия прокатки, например, в форме прямоугольника или «бочки».
Для того чтобы поддерживать структуру поверхностей литейных валков постоянной, можно предусмотреть щеточные системы, щетки которых можно подогнать к поверхностям 10 литейных валков 2.
Компьютер 11 служит для обеспечения качества литой стальной полосы 1, в этот компьютер вводят данные о машине, требуемый формат полосы металла, данные о металле, например химический состав стального расплава, состояние литья, скорость литья, температуру жидкой стали, при которой стальной расплав входит между литейными валками, а также требуемую текстуру и, альтернативно, деформацию стальной полосы, которая может происходить в технологической линии или также вне установки непрерывного литья. С помощью математической модели, описывающей кинетику фазового превращения и кинетику образования зародышей, и с помощью тепловой математической модели, позволяющей выполнить тепловой анализ путем решения уравнения теплопроводности, компьютер рассчитывает различные параметры, влияющие на качество горячей полосы, например тепловое воздействие на расплав стали и/или стальную полосу, а также внутреннее охлаждение литейных валков, подачу газа к валкам, степень деформации в клети 12 прокатного стана, установленной в технологической линии, показанной в этом примере, а также, альтернативно, условия наматывания для рулона 13 и т.д.
Математическая модель, которая используется в настоящем изобретении, основана, по существу, на модели литья полосы и модели прокатки. Первая представляет собой модель литейных валков, затвердевания, ликвидации, первичной текстуры, фазовых превращений и выделения вторичных фаз. Модель прокатки содержит термофизическую модель, модель фазовых превращений, горячей прокатки, выделения вторичных фаз, рекристаллизации и роста зерен, а также модель для расчета значений механических характеристик.
Структура поверхностей 10 литейных валков играет важную роль для первоначального затвердевания на валках 2, поскольку профиль поверхностей литейных валков 2 частично воспроизводится сталью 7. Из-за поверхностного натяжения жидкой стали 7 впадины часто перекрываются, и в них попадает иная среда (например, газы). Поскольку газы снижают перенос тепла от жидкой стали 7 к литейным валкам 2, затвердевание замедляется.
Взаимодействие между специально подготовленными поверхностями 10 литейных валков и различными газовыми смесями используют для настройки температуры, приемлемой для процесса литья. При этом важно точно знать и описать характер поверхностей 10 литейных валков. Этого добиваются путем измерений поверхности валка в нескольких точках (в идеальном случае, несколько раз в аксиальном направлении, например, высокочувствительным измерительным щупом) после окончания обработки поверхности. Полученные таким образом профили поверхности фильтруют и классифицируют.
Для каждого из этих классов рассчитывают теплопередачу вне технологической линии путем моделирования и проб тепловых потоков и, исходя из этого, каждому классу поверхности присваивают конкретное распределение тепловых потоков. Эти распределения тепловых потоков или температуры вводят в создаваемые затем части программы.
Предварительная настройка (совокупных) тепловых потоков возможна путем регулировки температуры литейных валков. Последняя, с одной стороны, определяется материалами литейных валков, температурой охлаждающей воды и количеством охлаждающей воды.
Таким образом, первый шаг этой математической модели заключается в описании состояния поверхности литейных валков и расчете теплопередачи поверхностей («горы» на поверхности, впадины заполненные газом, переходные участки) и их классификации (первичной обработке для реализации методов нечеткой логики), а также в передаче соответствующих температур.
На втором шаге рассчитывают первичное затвердевание для разных классов. С этой целью методом проб первичное затвердевание (рост, ориентация, длины дендритов, расстояния между осями дендритов) было определено путем проб затвердевания и одновременно переведено путем расчетов на модели в сочетании с температурной моделью (или путем использования статистической модели). Цель этого шага заключается в расчете распределения размеров и направления роста дендритов.
На этом шаге дендриты, растущие, по существу, параллельно, сосредотачиваются в зерна. Результат этого шага - оценка распределения размеров зерен и, возможно, форм-фактора (длина/ширина).
Модель ликвидации и модель выделения вторичных фаз служат для определения ликвидаций и выделений вторичных фаз. В сочетании с температурной моделью, последняя определяет степень процессов выделения вторичных фаз, первично обрабатываемых для реализации методов нечеткой логики, для соответствующего положения полосы.
С помощью механической модели, которая вместе с температурной моделью рассчитывает и первично обрабатывает возникающее текстурное натяжение для реализации методов нечеткой логики, можно прогнозировать растрескивание.
Все параметры подаются в модель прокатки, которая предназначена для составления прогнозов относительно текстуры, механических параметров, а также режима охлаждения в выходной части и геометрических параметров, например равномерности поверхности.
Все параметры, первично обработанные для реализации методов нечеткой логики, подаются в модель оперативного расчета, которая оценивает фактическое состояние стальной полосы 1 с помощью постоянно работающей температурной модели и, альтернативно, воздействует на контрольные параметры через цепи управления.
С уже изготовленной полосы качественные характеристики снимаются и сохраняются в памяти, они также используются для корреляции технологических параметров. В самообучающемся контуре предлагаются новые технологические параметры.
Примеры математических моделей, которые можно использовать для данного изобретения, приведены в заявке на патент Австрии А 972/2000.
Изобретение относится к непрерывному литью тонкой металлической полосы двухвалковым способом, в частности полосы толщиной менее 10 мм. Для образования определенной текстуры литой металлической полосы непрерывное литье осуществляют в соответствии с оперативными расчетами, которые основаны на математической модели, описывающей образование конкретной текстуры металла, причем переменные параметры способа непрерывного литья, влияющие на образование текстуры металла, регулируют динамическим образом в процессе литья. Изобретение позволяет обеспечить заданные качественные характеристики, а именно требуемую текстуру или конкретную геометрию металлической полосы для металлов разного химического состава, а также избежать с самого начала любых отклонений качества металлической полосы путем обеспечения вмешательства на тех стадиях технологического процесса, на которых достигается фактическое значение параметров металлической полосы. 21 з.п. ф-лы, 1 ил.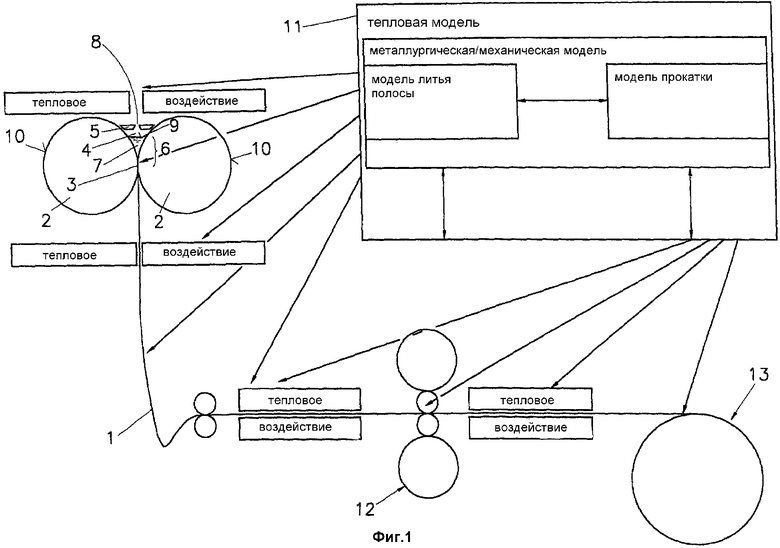
| Фильтр манипулированных по частотеСигНАлОВ C НЕизВЕСТНОй фАзОй | 1979 |
|
SU813700A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1997 |
|
RU2157294C1 |
| RU 95110773 A1, 10.06.1997 | |||
| СПОСОБ НЕПРЕРЫВНОГО ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЗАЗОРА МЕЖДУ ВАЛКАМИ УСТРОЙСТВА ГОРЯЧЕГО ФОРМОВАНИЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1995 |
|
RU2139772C1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ ПОВЕРХНОСТНОГО НАТЯЖЕНИЯ | 0 |
|
SU408198A1 |

