Настоящее изобретение в общем относится к покрытым бумаге или картону, и, в частности, к покрытым бумаге или картону, имеющим свойства устойчивости к маслу и жиру, пригодным в качестве упаковочного материала.
Изделия на основе волокон, такие как бумага и картон, широко применяются для упаковки пищевых продуктов. Изделия на основе волокон, используемые в качестве упаковок, таких как упаковки для жидкостей и упаковки для пищевых продуктов, должны быть способны противостоять влиянию на изделие на волокнистой основе упакованного содержимого, такому как влияние жидкостей или пищевых продуктов. Один подход состоит в оснащении изделия на основе волокон барьером, например, устойчивым к воде или жиру барьером, который делает изделие на основе волокон более стойким к жидкостям или жиру. Барьеры обычно создаются нанесением на подложку на волокнистой основе покрытий с составами, которые обеспечивают барьерные свойства. В зависимости от нужных свойств барьера, могут быть нанесены различные покрытия, тогда как применение некоторых из покрытий обычно ограничивается их стоимостью и числом наносящих покрытия станций на данной машине. Обычно используемыми материалами при формировании барьера на изделии на основе волокон являются полиэтилен (PE), полипропилен (PP), полиэтилентерефталат (PET), сополимер этилена и винилового спирта (EVOH) или этилен-винилацетат (EVA). Например, полимеры могут быть наслоены ламинированием или образованы экструзионным нанесением покрытий на изделии на основе волокон. В настоящее время многие барьерные покрытия получаются способами экструзионного нанесения покрытий, и тем самым выполняются вне производственной линии на отдельном устройстве для нанесения покрытий. Однако нанесение покрытий вне производственной линии является дорогостоящим, поскольку для этого требуются дополнительные технологические операции для формирования рулонов и дополнительной обработки. Еще одна сложность заключается в том, что нанесенные экструзией пленки более трудно поддаются утилизации для повторного использования, и переработка бумажных отходов практически невозможна.
Нанесение дисперсионного барьерного покрытия открывает ценную возможность встраивания в технологический цикл с нанесением покрытий отдельно от производственной линии или на ней с использованием существующего оборудования для нанесения покрытий на машине для изготовления бумаги или картона. Под дисперсионным барьерным покрытием подразумевается способ нанесения покрытий, где латекс, то есть, водная дисперсия мельчайших полимерных частиц, наносится на поверхность бумаги или картона с образованием после высушивания сплошной, непористой пленки. Дисперсионные покрытия могут быть использованы повторно, что было одним из побудительных факторов разработки способа нанесения дисперсионных барьерных покрытий. Для обычных дисперсионных барьеров используются, например, композиции на основе бутадиен-стирольного латекса, поливиниловый спирт или полиэтиленовые воски. Одна проблема, связанная с композициями для нанесения дисперсионных покрытий, состоит в склонности покрытий налипать на горячие направляющие или несущие валики, или слипаться между собой в стадии перемотки, когда картон наматывается в рулон. Это явление называется слипанием. Если происходит слипание, изделие повреждается и не может быть использовано. Слипание проявляется чаще всего, когда покрытие является свежим и горячим. Кроме того, на условия слипания также будут влиять давление, влажность и химические свойства контактирующих поверхностей. Делались попытки уменьшить слипание снижением скорости технологической линии или охлаждением картона перед стадией перемотки. Однако эти меры значительно снижают производительность обработки.
Для разрешения проблемы слипания были раскрыты многообразные композиции или модифицированные полимеры с сохранением в то же время барьерных свойств. Патентный документ US 2002136913 описывает упаковочный материал с барьерным покрытием на полимерной основе, в котором полимер представляет собой гидрированный бутадиен-стирольный сополимер. Изобретение сосредоточено на поведении гидрированного бутадиен-стирольного сополимера сравнительно с негидрированнным сополимером. Однако нанесение второго дисперсионного барьера не упоминается. Патентный документ WO 2015/003275 A1 описывает пригодную к складыванию подложку на бумажной основе, покрытую грунтовочным слоем и верхним слоем, причем верхнее покрытие является устойчивым к слипанию. Верхний слой включает полимер или дисперсию полимера или сополимера, которые обеспечивают барьер для бумаги. Однако идея не учитывает температуру стеклования полимеров. Патентный документ WO 2012/163821 A1 раскрывает упаковку, имеющую дисперсионный барьер, содержащий два различных полимера, которые имеют различные температуры стеклования. Указанная смесь обеспечивает барьерные свойства и улучшает устойчивость к слипанию. Однако описание относится только к смеси различных полимеров, и из различных температур стеклования рассчитывается средняя температура стеклования. Патентный документ WO 2009/142739 A1 описывает дисперсионное покрытие, включающее нанонаполнитель, сшивающий агент и связующий материал, которые создают барьер и устойчивость к слипанию. Однако изобретение не предусматривает нанесение второго дисперсионного покрытия. Патентный документ JP 2006028697 A раскрывает жиронепроницаемую бумагу с грунтовочным слоем и верхним покровным слоем, сформированными покрытием из эмульсии синтетической смолы акрилового типа на материале на бумажной основе. Температура стеклования смолы грунтовочного слоя является более низкой, чем температура стеклования смолы верхнего покровного слоя. Однако жиронепроницаемая бумага не предназначена для термической сварки.
Однако некоторые способы согласно прототипу могли бы быть улучшены в отношении устойчивости к слипанию, но за счет снижения производительности обработки, с ухудшением качества картона в плане жиростойкости, барьерных свойств в отношении минеральных масел или пригодности к свариванию. В частности, характеристики укупоривания остаются ключевым требованием для снабженных дисперсионным покрытием изделий. Кроме того, покрытие должно быть пригодным к разложению и, предпочтительно, также пригодным к напечатанию.
Таким образом, остается потребность в способе нанесения дисперсионного покрытия, который устраняет или смягчает связанные со слипанием проблемы. В частности, цель настоящего изобретения состоит в создании упаковочного материала с дисперсионным покрытием, который обеспечивает устойчивость к слипанию, но также является термосвариваемым и сохраняет барьерные свойства. Настоящее изобретение также представляет барьер с хорошей пригодностью для печатания.
Эта цель достигается посредством способа и упаковочных материалов согласно независимым пунктам формулы настоящего изобретения. Зависимые пункты формулы изобретения относятся к предпочтительным вариантам осуществления.
Изобретение представляет способ изготовления термосвариваемого упаковочного материала, причем способ включает стадии:
- формирования картонной подложки, включающей верхний слой,
- нанесения первого дисперсионного барьерного слоя на верхний слой, причем первый дисперсионный барьерный слой включает латекс, имеющий первую температуру стеклования, и
- нанесения второго дисперсионного барьерного слоя на первый барьерный слой, причем второй дисперсионный барьерный слой включает латекс, имеющий вторую температуру стеклования,
при этом вторая температура стеклования является более высокой, чем первая температура стеклования, граммаж второго дисперсионного барьерного слоя является более низким, чем граммаж первого дисперсионного барьерного слоя, и второй дисперсионный барьерный слой включает пигменты.
Упаковочный материал, полученный способом согласно изобретению, является термосвариваемым, и одновременно имеет хорошие барьерные свойства и устойчивость к слипанию. Как представляется, первый барьерный слой, содержащий латекс с более низкой температурой (Tg) стеклования, обеспечивает хорошие характеристики пленкообразования и барьерные свойства, и облегчает обработку, тогда как второй слой с более высокой Tg обеспечивает устойчивость к слипанию. Неожиданно было обнаружено, что покрытый латексом картон может обеспечивать высокую устойчивость к слипанию и по-прежнему оставаться термосвариваемым, если второй слой является более тонким, чем первый слой, который позволяет сохранять пригодность к термосвариванию, несмотря на более высокую температуру стеклования латекса второго, или верхнего, слоя. Без намерения вдаваться в конкретную теорию, представляется, что второй дисперсионный барьерный слой, содержащий пигменты, действует так, что обеспечивает барьерные свойства, которые не ухудшаются при высушивании, если второй слой является несколько более проницаемым и не столь быстро образующим пленку, и тем самым не нарушается пузырьками, образованными в первом слое при высушивании. Тем самым является важным преимуществом, что барьерные свойства сохраняются вместе с тем, что также обеспечивается пригодность к термосвариванию. Тем самым преимущества изобретения достигаются выявлением ряда определяющих факторов для первого и второго дисперсионных барьерных слоев, например, различия в температурах стеклования, граммаже, и в том, что второй дисперсионный барьерный слой содержит пигменты. В частности, облегчается переработка отходов на мокрой части бумагоделательной машины. Основным компонентом «белой смолы», иногда обнаруживаемой на системах бумагоделательной машины, является латекс. Сокращение проблем с отложениями смолы на мокрой части бумагоделательной машины может кардинально повышать производительность машины.
Как используемые здесь, «бумага» и «картон» подразумевают подложку на основе бумаги, включающую волокна, которые могут содержать, по меньшей мере частично, растительные, древесные и/или синтетические волокна. Картонная подложка предпочтительно содержит целлюлозные волокна. Типичная картонная подложка, применяемая для упаковочного материала, включает по меньшей мере один слой, предпочтительно несколько слоев. Картонная подложка предпочтительно представляет собой многослойный упаковочный картон, включающий по меньшей мере два слоя, оборотный слой и верхний слой. Картонная подложка может включать, например, верхний и оборотный слой, и по меньшей мере один срединный слой. Картонная подложка может дополнительно включать один или несколько срединных слоев. Картонная подложка может иметь базовый вес по меньшей мере 150 г/м2, предпочтительно по меньшей мере 200 г/м2. Такой многослойный картон является особенно пригодным для упаковки жидкостей и/или пищевых продуктов.
Как используемый здесь, «барьерный слой» подразумевает покровный слой, придающий барьерные свойства картонной подложке сокращением или устранением газопроницаемости через материал, и/или поглощения жидкостей волокнистой структурой. Барьерные покрытия требуются для предотвращения улетучивания вкусо-ароматических компонентов, ароматизаторов или прочих ингредиентов упакованного продукта, и в особенности для предотвращения поступления в упаковку кислорода, влаги, жира и масла, особенно минерального масла, и других загрязнителей, которые могли бы ухудшить качество упакованного продукта. Барьеры в особенности обеспечивают барьерные свойства против масла и/или жира, которые особенно критичны для упаковки пищевых продуктов. Как используемый здесь, «дисперсионный барьерный слой» подразумевает слой, который был создан нанесением дисперсионного барьерного покрытия на картонную подложку.
Как применяемый здесь, «латекс» имеет отношение к водной суспензии полимерных частиц, которые могут представлять собой полимеры природного происхождения, синтетические полимеры, или их комбинации.
Как используемый здесь, «пигмент» подразумевает разбавители, наполнители и покрытия, такие как глина, мел или каолин, используемые для получения бумаги, как это обычно имеет место в бумажной промышленности.
Настоящее изобретение будет дополнительно описано в связи с разнообразными вариантами осуществления и прочими аспектами. Они могут быть свободно комбинированы, если контекст четко не оговаривает иное.
Первый, главный, барьерный слой наносится на верхний слой картонной подложки, тогда как второй барьерный слой образует верхний слой. Для создания хороших барьерных свойств и устойчивости к слипанию весьма важно, чтобы температура (Tg2) стеклования второго, верхнего, слоя была более высокой, чем температура (Tg1) стеклования первого латекса, поскольку было найдено, что, если вторая температура стеклования является более низкой, покрытие проявляет наличие большего числа мелких отверстий и более выраженную склонность к слипанию, что создает большие проблемы на бумагоделательной машине. Более того, утрачиваются барьерные свойства покрытого картона. Вторая температура (Tg2) стеклования может быть более высокой, чем первая температура (Tg1) стеклования, на величину в диапазоне от ≥10°C до ≤40°C, предпочтительно в диапазоне от ≥20°C до ≤25°C.
В вариантах исполнения первая температура стеклования имеет значение в диапазоне от ≥-10°C до ≤15°C, предпочтительно в диапазоне от ≥-10°C до ≤10°C. Температура стеклования определяется методом дифференциальной сканирующей калориметрии [стандарт ASTM D7426-08(2013)]. Температура стеклования зависит от соотношения мономерных или полимерных структурных единиц, такого как отношение сополимеризованных бутадиеновых или акрилатных структурных единиц к сополимеризованным стирольным мономерным структурным единицам, степени сшивания, молекулярно-массового распределения, добавок, и т.д. В вариантах исполнения вторая температура стеклования может быть в диапазоне от ≥10°C до ≤40°C, предпочтительно в диапазоне от ≥15°C до ≤30°C, более предпочтительно в диапазоне от ≥20°C до ≤25°C. Может быть получен покрытый картон, который обеспечивает эффективный барьер против жира и масла, в особенности минерального масла, и высокую водостойкость. Значения первой и второй температур стеклования могут варьировать, например, в приведенных диапазонах, настолько, насколько первая температура стеклования является более низкой, чем вторая температура стеклования.
В вариантах исполнения первый дисперсионный барьерный слой наносится в количестве в диапазоне от ≥4 г/м2 до ≤25 г/м2, предпочтительно в количестве в диапазоне от ≥5 г/м2 до ≤15 г/м2. Граммаж второго дисперсионного барьерного слоя предпочтительно является более низким, чем граммаж первого слоя. Граммаж бумажного листа или покровного слоя подразумевает вес, выраженный в граммах на квадратный метр, г/кв.м или г/м2. Как используемые здесь, обозначения г/кв.м или г/м2 могут применяться взаимозаменяемо. В вариантах исполнения второй дисперсионный барьерный слой наносится в количестве в диапазоне от ≥3 г/м2 до ≤20 г/м2, предпочтительно в количестве в диапазоне от ≥5 г/м2 до ≤15 г/м2, более предпочтительно в диапазоне от ≥5 г/м2 до ≤12 г/м2. Граммаж слоев может быть приблизительно одинаковым, пока первый слой предпочтительно имеет более высокий граммаж. Граммаж второго дисперсионного барьерного слоя может быть меньшим, чем граммаж первого дисперсионного барьерного слоя, на величину в диапазоне от ≥1 г/м2 до ≤10 г/м2, или в диапазоне от ≥2 г/м2 до ≤5 г/м2, или в диапазоне от ≥3 г/м2 до ≤5 г/м2. Неожиданно было найдено, что, хотя в качестве наружного, или второго, барьерного слоя может быть использовано довольно малое количество латекса с более высокой Tg, все еще возможно термосваривание покрытого картона.
Первый и второй дисперсионный барьерный слой может быть нанесен с использованием любого известного способа нанесения покрытий, такого как шаберное мелование, нанесение поливом, припрессовывание пленки, напыление, ротационная глубокая печать, реверсивная ротогравюра, нанесение вспененного покрытия, или тому подобные. Минимальная температура пленкообразования (MFFT) латекса как в первом, так и во втором дисперсионном барьерном слое может быть в диапазоне от ≥0°C до ≤20°C. Минимальная температура пленкообразования в этом диапазоне может обеспечивать формирование гладкой и сплошной пленки.
В вариантах исполнения первый дисперсионный барьерный слой может включать пигменты в количестве в диапазоне от ≥0 масс.% до ≤40 масс.%, предпочтительно в количестве в диапазоне от ≥5 масс.% до ≤20 масс.%, более предпочтительно в количестве в диапазоне от ≥10 масс.% до ≤15 масс.%, в расчете на содержание сухого твердого вещества. Первое дисперсионное покрытие может содержать или может не содержать пигменты. Первый дисперсионный барьерный слой предпочтительно включает пигменты в малых количествах. Пигменты могут быть выбраны из группы, включающей глину, карбонат кальция и/или тальк. Пигмент предпочтительно представляет собой пигмент с высоким аспектным отношением. Пигмент в первом дисперсионном слое содействует улучшению кроющей способности покрытия и удержания воды. Это благоприятным образом обеспечивает более эффективный барьер при более низком весе покрытия. Первая барьерная дисперсия предпочтительно проявляет хорошую укрывистость покрытия.
Второй дисперсионный барьерный слой может содержать большое количество пигментов. В вариантах исполнения второй дисперсионный барьер включает пигменты в количестве в диапазоне от ≥30 масс.% до ≤70 масс.%, предпочтительно - в количестве в диапазоне от ≥30 масс.% до ≤50 масс.%, в расчете на общее содержание твердого вещества. Например, пигменты могут быть выбраны из группы, включающей глину, карбонат кальция и/или тальк. Пигмент предпочтительно обусловливает динамический коэффициент выше 5, более предпочтительно выше 10, и наиболее предпочтительно - выше 15.
В вариантах исполнения первый дисперсионный барьерный слой включает латекс в количестве в диапазоне от ≥70 масс.% до ≤100 масс.%, в расчете на содержание сухого твердого вещества в слое. Первый дисперсионный барьерный слой наносится на верхний слой. В вариантах исполнения второй дисперсионный барьерный слой, который наносится поверх первого слоя, включает латекс в количестве в диапазоне от ≥50 масс.% до ≤90 масс.%, предпочтительно - в количестве в диапазоне от ≥60 масс.% до ≤80 масс.%, в расчете на содержание сухого твердого вещества в слое.
Латекс для применения в первом и/или втором дисперсионном барьерном слое может быть выбран из группы, включающей бутадиен-стирольный латекс, стирол-акрилатный латекс, акрилатный латекс, винилацетатный латекс, винилацетат-акрилатный латекс, бутадиен-стирол-акрилонитрильный латекс, стирол-акрилат-акрилонитрильный латекс, бутадиен-стирол-акрилат-акрилонитрильный латекс, латекс на основе сополимера стирола и малеинового ангидрида, латекс на основе сополимера стирола, акрилата и малеинового ангидрида, или смесь этих латексов. Латекс предпочтительно представляет собой бутадиен-стирольный (SB) латекс или стирол-акрилатный (SA) латекс, акрилатный латекс, винилацетатный латекс или винилацетат-акрилатный латекс, или смесь этих латексов. В обоих слоях предпочтительно применяется смесь латексов. Латекс может быть биопродуктом, то есть, полученным из биомассы, такой как стирол-акрилатный или бутадиен-стирольный латекс на биологической основе. Латекс на биологической основе может иметь подобные технические характеристики, и обеспечивает улучшение в плане выбросов углерода. Оба латекса первого и второго дисперсионного барьерного слоя могут быть одинаковыми, или же для соответствующих слоев применяются различные латексы. Однако, например, даже если в обоих слоях используется стирол-акрилатный (SA) латекс, SA-латекс, применяемый во втором слое, имеет более высокую температуру стеклования, чем SA-латекс, используемый в первом слое, и предпочтительно применяемый во втором слое SA-латекс также имеет меньший средний размер частиц.
В вариантах исполнения средний размер частиц латекса во втором дисперсионном барьерном слое является меньшим, чем средний размер частиц латекса в первом дисперсионном барьерном слое. Это обстоятельство является полезным в том плане, что более мелкие частицы во втором слое обусловливают бóльшую площадь поверхности, что приводит к улучшению барьерных свойств и к лучшему пленкообразованию. В первом слое более благоприятным является применение частиц с более крупным средним размером, так что покрытие лучше удерживается на подложке. Термин «средний диаметр» подразумевает среднее значение всех диаметров или арифметически усредненные диаметры, относительно всех частиц.
Первый дисперсионный слой может дополнительно включать вспомогательные связующие материалы, такие как крахмал, карбоксиметилцеллюлоза (CMC), набухающие в щелочах загустители, или поливиниловый спирт (PVOH). Крахмал может быть использован в первом дисперсионном барьерном слое в количестве в диапазоне от ≥0 масс.% до ≤50 масс.%, или от ≥10 масс.% до ≤20 масс.%, в расчете на содержание сухого твердого вещества. Первый барьерный слой может содержать целлюлозные нановолокна, предпочтительно в диапазоне от ≥1 масс.% до ≤10 масс.%, в расчете на содержание сухого твердого вещества. Такие вспомогательные связующие материалы могут регулировать вязкость и удержание воды. Такие вспомогательные связующие материалы могут дополнительно обеспечивать барьерные свойства против жира. Первый барьерный слой может дополнительно включать загустители, предпочтительно - в диапазоне от ≥0,5 масс.% до ≤10 масс.%, или от ≥1 масс.% до ≤5 масс.%, в расчете на содержание сухого твердого вещества. Покрытие могло бы дополнительно содержать другие функциональные химикаты, такие как нанопигменты, сшивающие реагенты, смазочные материалы, добавки для прочности во влажном состоянии, и тому подобные. Первый дисперсионный барьерный слой предпочтительно имеет KIT-барьер в диапазоне от ≥6 до ≤12, предпочтительно - в диапазоне ≥9 до ≤12. Как применяемый здесь, Kit Rating Number (балл по Киту) имеет отношение к мере, приводимой для указания, насколько хорошо поверхность, такая как поверхность высушенного покрытия на покрытом картоне, противодействует проникновению серии реагентов с повышенной агрессивностью [метод 559 TAPPI (Технической ассоциации бумагоделательной промышленности США) 559, 3M KIT-test]. Первый дисперсионный барьерный слой предпочтительно также имеет барьерные характеристики против минерального масла, определяемые как скорость проникновения паров гексана (HVTR), на уровне <100. Значения HVTR [метод BASF] ниже 100 обеспечивают хорошую защиту упакованных пищевых продуктов.
Второй дисперсионный слой может дополнительно включать один или многие связующие материалы. Связующий материал может иметь температуру стеклования >20°С, предпочтительно в диапазоне от ≥20°C до ≤35°C. Второй дисперсионный слой может дополнительно содержать вспомогательные связующие материалы, такие как крахмал, карбоксиметилцеллюлоза (CMC), набухающие в щелочах загустители, или поливиниловый спирт (PVOH). Вспомогательные связующие материалы могут иметь температуру стеклования выше 40°С. Такая температура стеклования связующего материала будет благоприятным образом повышать устойчивость второго дисперсионного барьерного слоя к слипанию. Устойчивое к слипанию покрытие может облегчать высушивание. Меньшая энергия для высушивания будет благоприятным образом приводить к меньшим проблемам в отношении вкуса и запаха, и содействие переносу тепла может приводить к нелипкому покрытию.
Количество неразлагаемого материала в обоих, первом и втором, дисперсионных барьерных слоях предпочтительно составляет менее 20 масс.%, более предпочтительно - менее 10 масс.%, как рассчитывается на общее количество твердого вещества в покрытиях. Этим предусматривается, что дисперсионное покрытие предпочтительно является повторно диспергируемым.
Перед нанесением покрытия из первого и второго дисперсионных барьеров картонная подложка может быть подвергнута поверхностному проклеиванию, например, крахмалом. Картонная подложка предпочтительно имеет минимальную шероховатость, определяемую согласно методу Parker Print-Surf (PPS) с величиной PPS ≤15 мкм, более предпочтительно ≤10 мкм, до подвергания обработке в соответствии с изобретением. Кроме того, картонная подложка предпочтительно имеет пористость, определяемую согласно методу Бендтсена, на уровне ниже 500.
Кроме того, изобретение относится к термосвариваемому упаковочному материалу, полученному способом согласно изобретению, как описанным выше. Полученный этим способом термосвариваемый упаковочный материал может быть использован в вариантах применения с нанесением покрытий на бумагу, в которых требуются барьерные свойства, например, такие как барьер против воды, и/или барьер против жира и масла, в особенности для упаковки пищевых продуктов. Способ в особенности создает покрытый картон, пригодный для термосваривания.
Кроме того, изобретение относится к термосвариваемому упаковочному материалу, включающему:
- картонную подложку, содержащую верхний слой,
- первый дисперсионный барьерный слой на верхнем слое, причем первый дисперсионный барьерный слой включает латекс, имеющий первую температуру (Tg) стеклования, и
- второй дисперсионный барьерный слой на первом барьерном слое, причем второй дисперсионный барьерный слой включает латекс, имеющий вторую температуру стеклования,
при этом вторая температура стеклования является более высокой, чем первая температура стеклования, граммаж второго дисперсионного барьерного слоя является более низким, чем граммаж первого дисперсионного барьерного слоя, и второй дисперсионный барьерный слой содержит пигменты.
Было обнаружено, что термосвариваемый упаковочный материал согласно изобретению обеспечивает эффективный барьер против жира и масла, в особенности минерального масла, и высокую водостойкость. В особенности благоприятным является то, что упаковочный материал является термосвариваемым, и/или пригоден для укупоривания с использованием ультразвука, и, в частности, сохраняет хорошие характеристики термосваривания. Упаковочный материал может быть укупорен иными способами, нежели термосваривание, однако термосвариваемость является наиболее важным признаком, так как термосваривание широко применяется в области упаковки пищевых продуктов. Особенно благоприятным является то, что картон с нанесенным дисперсионным покрытием обеспечивает получение термосвариваемой упаковки, которая особенно хорошо сохраняет характеристики термосваривания.
Картонная подложка включает по меньшей мере один слой, предпочтительно несколько слоев, например, верхний и оборотный слой, и по меньшей мере один срединный слой. Картонная подложка предпочтительно представляет собой многослойный упаковочный картон, включающий по меньшей мере два слоя, оборотный слой и верхний слой. Картонная подложка может иметь базовый вес по меньшей мере 150 г/м2, предпочтительно по меньшей мере 200 г/м2. Картонная подложка может дополнительно включать один или несколько срединных слоев. Такой многослойный картон особенно пригоден для упаковки жидкостей и/или пищевых продуктов. Картонная подложка может быть подвергнута поверхностному проклеиванию, например, крахмалом. Картонная подложка предпочтительно имеет минимальную шероховатость, определяемую согласно методу Parker Print-Surf (PPS) с величиной PPS ≤15 мкм, более предпочтительно ≤10 мкм, до нанесения покрытия. Кроме того, картонная подложка предпочтительно имеет пористость, определяемую согласно методу Бендтсена, на уровне ниже 500.
Было найдено, что хорошие барьерные свойства и устойчивость к слипанию благоприятным образом обеспечиваются упаковочным материалом на основе того, что вторая температура стеклования является более высокой, чем первая температура стеклования. Вторая температура стеклования может быть на величину в диапазоне от ≥10°C до ≤40°C, предпочтительно - в диапазоне от ≥20°C до ≤25°C, выше, чем первая температура стеклования. Значения первой и второй температур стеклования могут варьировать, пока первая температура стеклования является более низкой, чем вторая температура стеклования. Первая температура стеклования может быть в диапазоне от ≥-10°C до ≤15°C, предпочтительно - в диапазоне от ≥-10°C до ≤10°C. Вторая температура стеклования может быть в диапазоне от ≥10°C до ≤40°C, предпочтительно - в диапазоне от ≥15°C до ≤30°C, более предпочтительно - в диапазоне от ≥20°C до ≤25°C.
В вариантах исполнения первый дисперсионный барьерный слой может иметь граммаж, или удельный вес покрытия, в диапазоне от ≥4 г/м2 до ≤25 г/м2, предпочтительно в количестве в диапазоне от ≥5 г/м2 до ≤15 г/м2. Граммаж второго дисперсионного барьерного слоя является более низким, чем граммаж первого дисперсионного барьерного слоя. В вариантах исполнения второй дисперсионный барьерный слой может иметь граммаж, или удельный вес покрытия, в диапазоне от ≥3 г/м2 до ≤20 г/м2, предпочтительно - в диапазоне от ≥5 г/м2 до ≤15 г/м2, более предпочтительно - в диапазоне от ≥5 г/м2 до ≤12 г/м2. Граммаж слоев может быть приблизительно одинаковым, пока первый слой предпочтительно имеет более высокий граммаж. Граммаж второго дисперсионного барьерного слоя может быть меньшим, чем граммаж первого дисперсионного барьерного слоя, на величину в диапазоне от ≥1 г/м2 до ≤10 г/м2, или в диапазоне от ≥2 г/м2 до ≤5 г/м2, или в диапазоне от ≥3 г/м2 до ≤5 г/м2. Неожиданно было найдено, что, хотя в качестве наружного, или второго, барьерного слоя может быть использовано довольно малое количество латекса с более высокой Tg, все еще возможно термосваривание покрытого картона.
В вариантах исполнения первый дисперсионный барьерный слой может содержать пигменты в количестве в диапазоне от ≥0 масс.% до ≤40 масс.%, предпочтительно - в количестве в диапазоне от ≥5 масс.% до ≤20 масс.%, более предпочтительно - в количестве в диапазоне от ≥10 масс.% до ≤15 масс.%, в расчете на содержание сухого твердого вещества. Первое дисперсионное покрытие может не содержать пигменты. Первый дисперсионный барьерный слой предпочтительно включает пигменты в малых количествах. Пигменты могут быть выбраны из группы, включающей глину, карбонат кальция и/или тальк. Пигмент предпочтительно представляет собой пигмент с высоким аспектным отношением. Пигмент в первом дисперсионном слое содействует улучшению кроющей способности покрытия и удержания воды. Это благоприятным образом обеспечивает более эффективный барьер при более низком весе покрытия. Первая барьерная дисперсия предпочтительно проявляет хорошую укрывистость покрытия.
Второй дисперсионный барьерный слой может включать большое количество пигментов. В вариантах исполнения второй дисперсионный барьерный слой содержит пигменты в количестве в диапазоне от ≥30 масс.% до ≤70 масс.%, предпочтительно - в количестве в диапазоне от ≥30 масс.% до ≤50 масс.%, в расчете на общее содержание твердого вещества. Пигменты могут быть выбраны из группы, включающей глину, карбонат кальция и/или тальк. Пигменты предпочтительно обусловливают динамический коэффициент выше 5, более предпочтительно выше 10, и наиболее предпочтительно выше 15.
В вариантах исполнения латекс для применения в первом и/или втором дисперсионном барьерном слое может быть выбран из группы, включающей бутадиен-стирольный латекс, стирол-акрилатный латекс, акрилатный латекс, винилацетатный латекс, винилацетат-акрилатный латекс, бутадиен-стирол-акрилонитрильный латекс, стирол-акрилат-акрилонитрильный латекс, бутадиен-стирол-акрилат-акрилонитрильный латекс, латекс на основе сополимера стирола и малеинового ангидрида, латекс на основе сополимера стирола, акрилата и малеинового ангидрида, или смесь этих латексов. Латекс предпочтительно представляет собой бутадиен-стирольный (SB) латекс или стирол-акрилатный (SA) латекс, акрилатный латекс, винилацетатный латекс или винилацетат-акрилатный латекс, или смесь этих латексов. Латексы первого и второго дисперсионного барьерного слоя могут быть одинаковыми, или же для соответствующих слоев применяются различные латексы. В обоих слоях предпочтительно применяется смесь латексов. Латекс может быть биопродуктом, то есть, полученным из биомассы, такой как стирол-акрилатный или бутадиен-стирольный латекс на биологической основе. Латекс на биологической основе может иметь подобные технические характеристики, и обеспечивает улучшение в плане выбросов углерода. Минимальная температура пленкообразования (MFFT) латекса как в первом, так и во втором дисперсионном барьерном слое может быть в диапазоне от ≥0°C до ≤20°C. Минимальная температура пленкообразования в этом диапазоне может обеспечивать формирование гладкой и сплошной пленки. Латексы первого и второго дисперсионного барьерного слоя могут быть одинаковыми, или же для соответствующих слоев применяются различные латексы. Однако, например, даже если в обоих слоях используется стирол-акрилатный (SA) латекс, SA-латекс, применяемый во втором слое, имеет более высокую температуру стеклования, чем SA-латекс, используемый в первом слое, и предпочтительно применяемый во втором слое SA-латекс также имеет меньший средний размер частиц. В вариантах исполнения средний размер частиц латекса во втором дисперсионном барьерном слое является меньшим, чем средний размер частиц латекса в первом дисперсионном барьерном слое. Более мелкие частицы во втором слое благоприятным образом обусловливают бóльшую площадь поверхности, что приводит к улучшению барьерных свойств и к лучшему пленкообразованию. Частицы с более крупным средним размером в первом слое благоприятным образом улучшают то, что покрытие лучше удерживается на поверхности картона.
В вариантах исполнения первый дисперсионный барьерный слой включает латекс в количестве в диапазоне от ≥70 масс.% до ≤100 масс.%, в расчете на содержание сухого твердого вещества в слое. В вариантах исполнения второй дисперсионный барьерный слой, который наносится поверх первого слоя, включает латекс в количестве в диапазоне от ≥50 масс.% до ≤90 масс.%, предпочтительно в количестве в диапазоне от ≥60 масс.% до ≤80 масс.%, в расчете на содержание сухого твердого вещества в слое.
Первый дисперсионный слой может дополнительно включать вспомогательные связующие материалы, такие как крахмал, карбоксиметилцеллюлоза (CMC), набухающие в щелочах загустители, или поливиниловый спирт (PVOH). Крахмал может быть использован в первом дисперсионном барьерном слое в количестве в диапазоне от ≥0 масс.% до ≤50 масс.%, или от ≥10 масс.% до ≤20 масс.%, в расчете на содержание сухого твердого вещества. Первый барьерный слой может содержать целлюлозные нановолокна, предпочтительно - в диапазоне от ≥1 масс.% до ≤10 масс.%, в расчете на содержание сухого твердого вещества. Такие вспомогательные связующие материалы могут регулировать вязкость и удержание воды. Такие вспомогательные связующие материалы могут дополнительно обеспечивать барьерные свойства против жира. Первый барьерный слой может дополнительно включать загустители, предпочтительно - в диапазоне от ≥0,5 масс.% до ≤10 масс.%, или от ≥1 масс.% до ≤5 масс.%, в расчете на содержание сухого твердого вещества. Покрытие могло бы дополнительно содержать другие функциональные химикаты, такие как нанопигменты, сшивающие реагенты, смазочные материалы, добавки для прочности во влажном состоянии, и тому подобные.
В вариантах исполнения первый дисперсионный барьерный слой предпочтительно имеет KIT-барьер в диапазоне от ≥6 до ≤12, предпочтительно в диапазоне ≥9 до ≤12. Первый дисперсионный барьерный слой предпочтительно также имеет барьерные характеристики против минерального масла, определяемые как скорость проникновения паров гексана (HVTR), на уровне <100. Значения HVTR [метод BASF] ниже 100 обеспечивают хорошую защиту упакованных пищевых продуктов.
Второй дисперсионный слой может дополнительно включать один или многие связующие материалы. Связующий материал может иметь температуру стеклования >20°С, предпочтительно - в диапазоне от ≥20°C до ≤35°C. Второй дисперсионный слой может дополнительно содержать один или многие вспомогательные связующие материалы, такие как крахмал, карбоксиметилцеллюлоза (CMC), набухающие в щелочах загустители, или поливиниловый спирт (PVOH). Вспомогательный связующий материал может иметь температуру стеклования выше 40°С. Такая температура стеклования связующего материала будет благоприятным образом повышать устойчивость второго дисперсионного барьерного слоя к слипанию.
Количество неразлагаемого материала в обоих, первом и втором, дисперсионных барьерных слоях предпочтительно составляет менее 20 масс.%, более предпочтительно - менее 10 масс.%, как рассчитывается на общее количество твердого вещества в покрытиях. Этим предусматривается, что дисперсионное покрытие предпочтительно является повторно диспергируемым.
Кроме того, изобретение относится к термосвариваемой упаковке или к упаковке, укупоренной посредством ультразвука, полученной из термосвариваемого упаковочного материала, полученного способом согласно изобретению, или из термосвариваемого упаковочного материала согласно изобретению. Упаковка предпочтительно получается термосвариванием.
Дополнительные признаки настоящего изобретения станут очевидными из примеров и фигур, в которых:
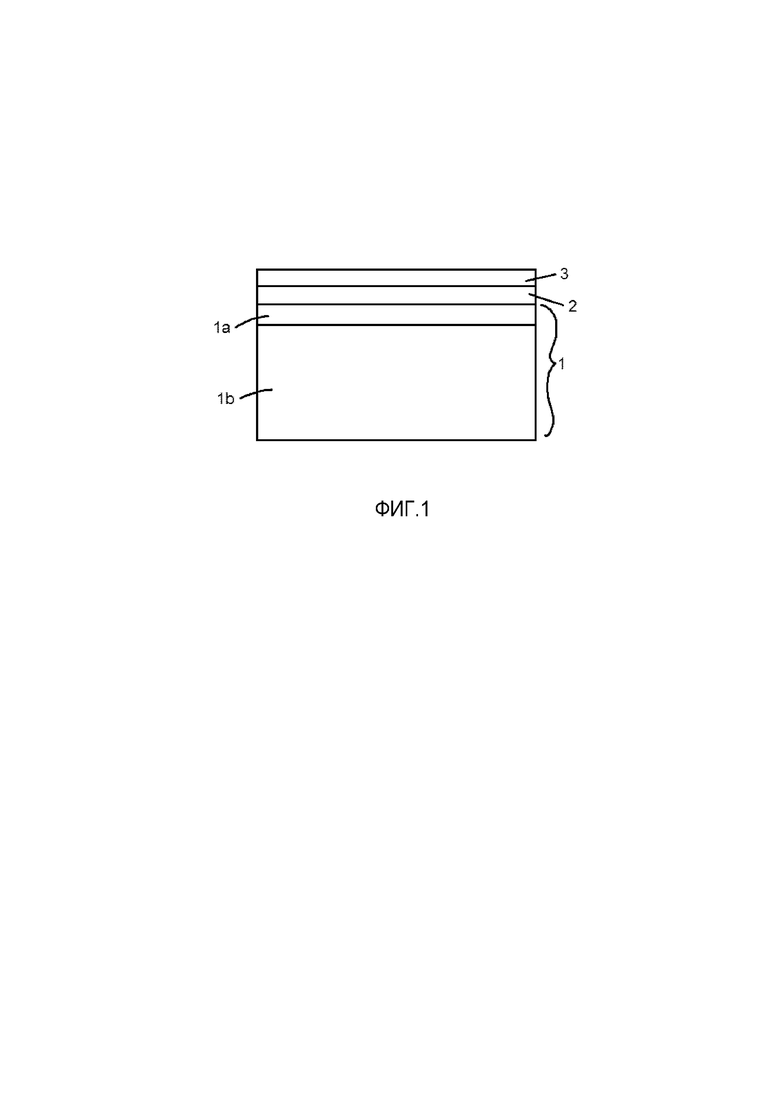
Фиг.1 представляет схематическое изображение упаковочного материала согласно одному варианту осуществления изобретения.
Показанный в Фиг.1 упаковочный материал включает картонную подложку 1, содержащую верхний слой 1а. Картонная подложка может представлять собой многослойный упаковочный картон, дополнительно включающий по меньшей мере один оборотный слой 1b. Верхний слой 1а картона покрыт первым дисперсионным барьерным слоем 2, причем первый дисперсионный барьерный слой 2 включает латекс, имеющий первую температуру стеклования. Второй дисперсионный барьерный слой 3 размещается на первом дисперсионном барьерном слое 2, причем второй дисперсионный барьерный слой 3 содержит латекс, имеющий вторую температуру стеклования. Температура стеклования латекса второго дисперсионного барьерного слоя 3 является более высокой, чем температура стеклования латекса первого дисперсионного барьерного слоя 2. Граммаж второго дисперсионного барьерного слоя 3 является более низким, чем граммаж первого дисперсионного барьерного слоя 2. Второй дисперсионный барьерный слой 3 дополнительно включает пигменты. Дисперсионные барьерные слои сформированы дисперсионным барьерным покрытием на картонной подложке. Показанный в Фигуре 1 материал особенно пригоден для термосвариваемых упаковочных изделий.
Пример 1
Чтобы оценить упаковочные материалы согласно изобретению, была проведена серия испытаний, в которой в лабораторных экспериментах с использованием распределяющего стержня для нанесения покрытий оценивали характеристики слипания упаковочного материала, полученного в соответствии с изобретением.
Покровные композиции (грунтовки, термосвариваемого покрытия 1, термосвариваемого покрытия 2) были получены согласно таблице 1:
Таблица 1:
CHP 204 представляет собой SA-латекс, имеющий температуру стеклования 10°С, Acronal 728 представляет собой SA-латекс производства фирмы BASF, имеющий температуру стеклования 23°С. Rheocarb 121 представляет собой акриловый загуститель, и Hydragloss 90 представляет собой пигмент на основе каолиновой глины.
Покровная композиция была нанесена с использованием распределяющего стержня для нанесения покрытий на непокрытый картон Cupforma Natura, 232 г/м2, который представляет собой трехслойный картон с двумя наружными слоями, сформированными из отбеленной крафт-целлюлозы, и срединным слоем, содержащим отбеленную крафт-целлюлозу и CTMP (химическую, термо-механическую целлюлозу).
Свойства упаковочного материала в двух сериях испытаний обобщены в таблице 2:
Таблица 2:
[г/м2]
[г/м2]
[г/м2]
[°C]
Все серии испытаний не показали или показали очень низкую склонность к слипанию. Это является значительным улучшением сравнительно с предшествующими способами согласно прототипу, когда в покрытии использовался один единственный латекс с температурой (Tg) стеклования около 10, и где авторы настоящего изобретения наблюдали многочисленные проблемы, связанные со слипанием, и иногда слои картона даже нельзя было разделить после перемотки. В дополнение, как можно видеть в таблице 2, выявленные значения Cobb-теста были низкими, в особенности, когда использовался только латекс с низкой температурой (Tg) стеклования в качестве первого дисперсионного слоя, как в серии испытаний № 2. Термосваривание также было выявлено неожиданно хорошим. Прочность всех волокон на разрыв составляла величину при 100.
Пример 2
Была проведена вторая серия испытаний, в которой оценивали характеристики слипания упаковочного материала, полученного в соответствии с изобретением, экспериментально в производственных условиях с использованием отдельного устройства для нанесения покрытий (накатного валика и дозирующего стержня).
Покровные композиции дисперсионных слоев 1 и 2 были получены согласно таблице 3:
Таблица 3:
В соответствии с примером 1, использованными латексами были SA-латексы CHP 204, имеющий температуру стеклования 10°С, и Acronal 728, имеющий температуру стеклования 23°С. Кроме того, Rheocarb 121 представляет собой акриловый загуститель, и Hydragloss 90представляет собой пигмент на основе каолиновой глины.
Эти эксперименты проводились с нанесением с помощью стержня и отдельного от технологической линии устройства для нанесения покрытий. Результаты обобщены в таблице 4:
Таблица 4:
Как можно видеть в таблице 4 по значениям COBB и KIT, все три эксперимента с использованием первого и второго дисперсионного слоя согласно изобретению представили картон с высокими значениями барьерных характеристик против влаги и жира. Более того, не наблюдались проблемы со слипанием, и была удовлетворительной термосвариваемость.
Опять же, это обеспечивает важные преимущества сравнительно со способами согласно прототипу, когда не соблюдалось такое условие, что температура стеклования латекса второго дисперсионного слоя является более высокой, чем температура стеклования латекса первого дисперсионного слоя.
Изобретение относится к изготовлению термосвариваемого упаковочного материала. Способ включает стадии: формирования картонной подложки, включающей верхний слой, нанесения первого дисперсионного барьерного слоя на верхний слой и нанесения второго дисперсионного барьерного слоя на первый барьерный слой. Причем первый барьерный слой включает латекс, имеющий первую температуру стеклования, равную от ≥-10°С до ≤15°С, а второй барьерный слой включает латекс, имеющий вторую температуру стеклования, равную от ≥10°С до ≤40°С. Граммаж второго барьерного слоя является более низким, чем граммаж первого барьерного слоя. Первый барьерный слой включает 0-40 масс.% пигментов, а второй барьерный слой включает 30-70 масс.% пигментов в расчете на общее содержание твердого вещества. Обеспечивается устойчивость к слипанию термосвариваемого упаковочного материала при сохранении барьерных свойств. 3 н. и 10 з.п. ф-лы, 1 ил., 4 табл., 2 пр.
1. Способ изготовления термосвариваемого упаковочного материала, причем способ включает стадии:
- формирования картонной подложки, включающей верхний слой,
- нанесения первого дисперсионного барьерного слоя на верхний слой, причем первый дисперсионный барьерный слой включает латекс, имеющий первую температуру стеклования, и
- нанесения второго дисперсионного барьерного слоя на первый дисперсионный барьерный слой, причем второй дисперсионный барьерный слой включает латекс, имеющий вторую температуру стеклования,
при этом
вторая температура стеклования является более высокой, чем первая температура стеклования, причем первая температура стеклования имеет значение в диапазоне от ≥-10°C до ≤15°C, и вторая температура стеклования имеет величину в диапазоне от ≥10°C до ≤40°C,
граммаж второго дисперсионного барьерного слоя является более низким, чем граммаж первого дисперсионного барьерного слоя,
первый дисперсионный барьерный слой наносится в количестве в диапазоне от ≥4 г/м2 до ≤25 г/м2, и второй дисперсионный барьерный слой наносится в количестве в диапазоне от ≥3 г/м2 до ≤20 г/м2,
первый дисперсионный слой включает пигменты в количестве в диапазоне от ≥0 масс.% до ≤40 масс.% в расчете на содержание сухого твердого вещества, и второй дисперсионный барьерный слой включает пигменты в количестве в диапазоне от ≥30 масс.% до ≤70 масс.% в расчете на общее содержание твердого вещества.
2. Способ по п.1, в котором первая температура стеклования имеет значение в диапазоне от ≥-10°C до ≤10°C.
3. Способ по п.1 или 2, в котором вторая температура стеклования имеет величину в диапазоне от ≥15°C до ≤30°C, более предпочтительно в диапазоне от ≥20°C до ≤25°C.
4. Способ по любому из предшествующих пунктов, в котором первый дисперсионный барьерный слой наносится в количестве в диапазоне от ≥5 г/м2 до ≤15 г/м2.
5. Способ по любому из предшествующих пунктов, в котором второй дисперсионный барьерный слой наносится в количестве в диапазоне от ≥5 г/м2 до ≤15 г/м2, более предпочтительно в диапазоне от ≥5 г/м2 до ≤12 г/м2.
6. Способ по любому из предшествующих пунктов, в котором первый дисперсионный барьерный слой включает пигменты в количестве в диапазоне от ≥5 масс.% до ≤20 масс.%, более предпочтительно в количестве в диапазоне от ≥10 масс.% до ≤15 масс.%, в расчете на содержание сухого твердого вещества.
7. Способ по любому из предшествующих пунктов, в котором второй дисперсионный барьерный слой включает пигменты в количестве в диапазоне от ≥30 масс.% до ≤50 масс.%, в расчете на общее содержание твердого вещества.
8. Способ по любому из предшествующих пунктов, в котором второй дисперсионный барьерный слой включает латекс в количестве в диапазоне от ≥50 масс.% до ≤90 масс.%, предпочтительно в количестве в диапазоне от ≥60 масс.% до ≤80 масс.%, в расчете на содержание сухого твердого вещества в слое.
9. Способ по любому из предшествующих пунктов, в котором средний размер частиц латекса во втором дисперсионном барьерном слое является меньшим, чем средний размер частиц латекса в первом дисперсионном барьерном слое.
10. Термосвариваемый упаковочный материал, содержащий:
- картонную подложку, содержащую верхний слой,
- первый дисперсионный барьерный слой на верхнем слое, причем первый дисперсионный барьерный слой включает латекс, имеющий первую температуру стеклования, и
- второй дисперсионный барьерный слой на первом дисперсионном барьерном слое, причем второй дисперсионный барьерный слой включает латекс, имеющий вторую температуру стеклования,
при этом
вторая температура стеклования является более высокой, чем первая температура стеклования, причем первая температура стеклования имеет значение в диапазоне от ≥-10°C до ≤15°C, и вторая температура стеклования имеет величину в диапазоне от ≥10°C до ≤40°C,
граммаж второго дисперсионного барьерного слоя является более низким, чем граммаж первого дисперсионного барьерного слоя,
граммаж первого дисперсионного барьерного слоя составляет от ≥4 г/м2 до ≤25 г/м2, и граммаж второго дисперсионного барьерного слоя составляет от ≥3 г/м2 до ≤20 г/м2,
первый дисперсионный слой включает пигменты в количестве в диапазоне от ≥0 масс.% до ≤40 масс.% в расчете на содержание сухого твердого вещества, и второй дисперсионный барьерный слой включает пигменты в количестве в диапазоне от ≥30 масс.% до ≤70 масс.% в расчете на общее содержание твердого вещества.
11. Термосвариваемый упаковочный материал по п.10, в котором первый дисперсионный барьерный слой имеет KIT-барьер в диапазоне от ≥6 до ≤12, предпочтительно в диапазоне ≥9 до ≤12.
12. Термосвариваемый упаковочный материал по п.10 или 11, в котором второй дисперсионный барьерный слой включает пигменты в количестве в диапазоне от ≥30 масс.% до ≤50 масс.%, в расчете на общее содержание твердого вещества.
13. Термосвариваемая упаковка или упаковка, укупоренная посредством ультразвука и полученная из упаковочного материала по любому из пп.10-12.
| WO 2006007239 A2, 19.01.2006 | |||
| WO 2016170229 A1, 27.10.2016 | |||
| WO 2014005697 A2, 09.01.2014 | |||
| БУМАГА ИЛИ КАРТОН С ПОКРЫТИЕМ, ПРИГОДНЫЕ ДЛЯ ПЕРЕРАБОТКИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2518968C2 |

