Изобретение относится к области машиностроения, а именно к изготовлению оснастки, предназначенной для формования изделий из полимерных композиционных материалов (ПКМ), и может найти применение в судостроительной, аэрокосмической, автомобильной и других отраслях промышленности..
Пресс-форма является одним из ключевых технических средств в технологии производства изделий из ПКМ, поскольку она задает форму получаемого изделия.
Известна пресс-форма по авторскому свидетельству №351718, МПК В29С 1/00 для изготовления полимерных изделий сложной конфигурации, содержащая верхнюю плиту с пуансоном и направляющими колонками, нижнюю плиту, на которой расположены подвижная составная матрица с диском, напрвляющие втулки, цилиндрический выталкиватель, в которой с целью извлечения изделия из матрицы без ее разборки, выталкиватель снабжен подвижной ограничительной втулкой с пальцем, выступающие концы которого взаимодействуют с рабочими поверхностями спиральных пазов ограничительной втулки, жестко скрепленной с диском. Ограничительная втулка имеет у основания бурт с торцовыми зубьями, которые входят в зацепление с зубьями направляющей втулки при перемещении ограничительной втулки до ее упора.
Недостатком известного технического решения является то, что пресс-форма сложна в изготовлении, неудобна и сложна в эксплуатации из-за того, что требуется вращательно-поступательное движение изделия вокруг оси пресс-формы с углом подъема равным углу наклона секторов матрицы, до тех пор пока изделие не выйдет полностью из секторов матрицы.
Ближайшим аналогом предлагаемой оснастки для формования изделий из полимерных композиционных материалов является конструкция пресс-формы для изготовления сложнофасонных слоистых изделий по патенту на изобретение №1694405, МПК В29С 43/18, содержащее матрицу, составной пуансон, каждый элемент которого выполнен разъемным в продольном относительно оси изделия направлении, причем конец каждого элемента имеет радиальное скругление, механизм запирания, профильную вставку, прижимную крышку, в которой установлены подпружиненные упоры, ролики, взаимодействующие с каждой парой элементов пуансона и прижимной крышкой. С целью повышения срока службы соединения элементов пуансона, пресс-форма снабжена клиновыми вставками с пазами, в которых размещены концы каждого скругленного элемента пуансона, взаимодействующие с прижимной поверхностью крышки посредством клиновой вставки.
Недостатком известного технического решения является то что известная конструкция сложна, содержит большое количество сборочных единиц:
- составной пуансон, каждый элемент которого выполнен разъемным в поперечном и продольном относительно оси изделия направлении;
- много перемещающихся взаимозависимых элементов пуансона и матрицы, что усложняет эксплуатацию и ремонт пресс-формы.
Все это в комплексе снижает прочность и надежность конструкции, снижает срок службы пресс-формы. Конструкция пресс-формы сложна в сборке-разборке, в обслуживании и ремонте.
Общими признаками прототипа и заявленного изобретения являются:
Пресс-форма для изготовления сложнофасонных слоистых изделий содержит полуформы верхнюю и нижнюю, зафиксированные друг относительно друга центрирующими штырями с нажимными гайками, профильную вставку.
Технической задачей настоящего изобретения является упрощение конструкции пресс-формы для изготовления сложнофасонных слоистых изделий с обеспечением прочности и надежности конструкции, безопасности в эксплуатации
Достигаемые технические результаты.
Повышение прочности и надежности конструкции, упрощение эксплуатации (сборки-разборки) обеспечиваются за счет:
- выполнения пресс-формы из цельных полуформ, зафиксированных друг относительно друга центрирующими штырями с нажимными гайками,;
- обеспечения раскрытия полуформ с помощью отжимной гайки и центрирующего буртика в верхнем ограничительном кольце;
- разжимной профильной вставки (цулаги), установленной в нижнее ограничительное кольцо с ограничением от раскрытия верхним ограничительным кольцом, (без разделения на мелкие подпружиненные элементы, как в прототипе), для формирования фланца и центрального отверстия в изделии.
Технический результат достигается тем, что в конструкции пресс-формы для изготовления сложнофасонных слоистых изделий, содержащей верхнюю и нижнюю полуформы, зафиксированные друг относительно друга центрирующими штырями с нажимными гайками, согласно изобретению полуформы верхняя и нижняя выполнены цельными, разделены отжимными гайками, установленными на центрирующие штыри, на полуформы сверху и снизу через подкладные элементы соосно закреплены ограничительные кольца, профильная вставка, выполнена разжимной и установлена в полость пресс-формы через верхнее ограничительное кольцо до упора в центрирующий буртик нижнего ограничительного кольца.
Пресс-формы, как класс технологической оснастки, являются узкоспециализированными, предназначенными для изготовления только конкретных изделий. Поэтому при создании новой конструкции, также являющейся узкоспециализированной, во внимание принимаются только отдельные моменты конструктивного оформления пресс-формы.
На чертеже представлен общий вид пресс-формы.
Пресс-форма для изготовления сложнофасонных слоистых изделий содержит нижнюю полуформу 1 и верхнюю полуформу 2. Полуформы 1 и 2 зафиксированы друг относительно друга центрирующими штырями 3 с нажимными 4 и отжимными 5 гайками. На полуформы 1 и 2 сверху и снизу через подкладные элементы 6 установлены и закреплены болтами 7 ограничительные кольца 8 и 9 с центрирующими буртиками 10. Через верхнее ограничительное кольцо 8 установлена разжимная профильная вставка 11, например цулана, до упора в центрирующий буртик 10 нижнего ограничительного кольца 9. Верхняя полуформа 2 снабжена фиксирующими планками 12 для фиксации слоев заготовки. Для перемещения полуформ 1 и 2 выполнены ручки 13.
Пресс-форма работает следующим образом: нижнюю и верхнюю полуформы 1 и 2 собирают по отдельности, устанавливая соответственно верхнее и нижнее ограничительные кольца 8 и 9 через подкладные элементы 6, фиксируя их болтами 7. Ограничительные кольца 8 и 9 с центрирующими буртиками 10 предназначены для фиксации профильной разжимной вставки 11 и для выталкивания изделия из пресс-формы.
На формующие поверхности собранных полуформ 1 и 2 выкладывают слои стеклопластика, заполняя все формующие поверхности изделия. Оставшееся пространство на нижней полуформе 1 заполняют наполнителем. Стеклопластик на верхней полуформе 2 фиксируют планками 12 (см. фиг. 2 или 3). На штыри 3 надевают гайки отжимные 5. После выдержки верхнюю полуформу 2 переворачивают и устанавливают на штыри 3 в нижней полуформе 1 и закрепляют нажимными гайками 4. При закручивании гаек нажимных 4 до упора полуформы 1 и 2 смыкаются. Убирают фиксирующие планки 12, верхнее ограничительное кольцо 8 и подкладные кольца 6 с полуформы 2. Свободное пространство между выложенными стеклопластиком поверхностями изделия заполняют связующим. Подкладные кольца 6 и верхнее ограничительное кольцо 8 устанавливают на место. В полость собранной прессформы через верхнее ограничительное кольцо 8 вводят пружинную профильную вставку (цулагу) 11 до упора в центрирующий буртик 10 нижнего ограничительного кольца 9. Полимеризуют.
Для извлечения изделия после полимеризации извлекают пружинно-разжимную профильную вставку (цулагу) 11, снимают верхнее и нижнее ограничительные кольца 8 и 9 с верхним и нижним подкладными кольцами 6, а также нажимные гайки 4. При помощи отжимных гаек 5 ослабляют натяжение полуформ 1 и 2. Заново устанавливают верхнее ограничительное кольцо 8 и с помощью болтов 7 отжимают полимеризированное изделие, упирая центрирующим буртиком 10 ограничительного кольца 8 в изделие. При дальнейшем раскручивании отжимных гаек 5 полуформы 1 и 2 раскрываются.
Заявленная конструкция пресс-формы по сравнению с прототипом надежна в работе, проста в сборке-разборке, безопасна в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1509264A1 |
| КАРКАС ПОВОРОТНОГО СОПЛА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ВЫКЛАДОЧНО-ПРЕССОВОЧНАЯ ОСНАСТКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2551467C1 |
| Пресс-форма для изготовления изделий из полимерного материала с армирующей основой | 1986 |
|
SU1549765A1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| Пресс-форма для изготовления сложно-фасонных слоистых изделий | 1990 |
|
SU1694405A1 |

Изобретение относится к области машиностроения, а именно к изготовлению оснастки, в частности к пресс-формам для формования изделий из полимерных композиционных материалов, и может найти применение в судостроительной, аэрокосмической, автомобильной и других отраслях промышленности. Пресс-форма содержит полуформы - нижнюю и верхнюю, зафиксированные друг относительно друга центрирующими штырями с нажимными гайками, профильную вставку. Полуформы - нижняя и верхняя - выполнены цельными и разделены отжимными гайками, установленными на центрирующие штыри. На полуформы сверху и снизу через подкладные элементы соосно закреплены ограничительные кольца. Профильная вставка выполнена разжимной и установлена в полость пресс-формы через верхнее ограничительное кольцо до упора в центрирующий буртик нижнего ограничительного кольца. Техническим результатом изобретения является повышение прочности и надежности конструкции. 1 ил.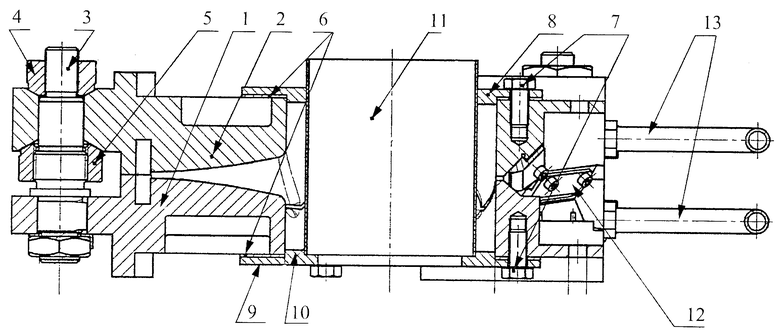
Пресс-форма для изготовления сложнофасонных слоистых изделий, содержащая полуформы - верхнюю и нижнюю, зафиксированные друг относительно друга центрирующими штырями с нажимными гайками, профильную вставку, отличающаяся тем, что полуформы - верхняя и нижняя - выполнены цельными, разделены отжимными гайками, установленными на центрирующие штыри, на полуформы сверху и снизу через подкладные элементы соосно закреплены ограничительные кольца, при этом профильная вставка выполнена разжимной и установлена в полость пресс-формы через верхнее ограничительное кольцо до упора в центрирующий буртик нижнего ограничительного кольца.
| Пресс-форма для изготовления сложно-фасонных слоистых изделий | 1990 |
|
SU1694405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Способ изготовления выплавляемой или газифицируемой модели, армированной вставками | 1990 |
|
SU1792351A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУСТОРОННИХ ПОРШНЕЙ | 2011 |
|
RU2484957C1 |
| СВЕРХВЫСОКОПРОЧНАЯ, ЗАКАЛИВАЮЩАЯСЯ НА ВОЗДУХЕ, МНОГОФАЗНАЯ СТАЛЬ, ОБЛАДАЮЩАЯ ОТЛИЧНЫМИ ТЕХНОЛОГИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ, И СПОСОБ ПОЛУЧЕНИЯ ПОЛОС УКАЗАННОЙ СТАЛИ | 2015 |
|
RU2682913C2 |
| Устройство для переключения пусковых сопротивлений | 1939 |
|
SU57621A1 |

