Изобретение относится к обработке металлов давлением, в частности к пресс-формам для изготовления лопаток из композиционного материала, например из алюминиевого сплава, армированного волокном бора. Цель изобретения - повышение срока службы соединения элементов пуансона.
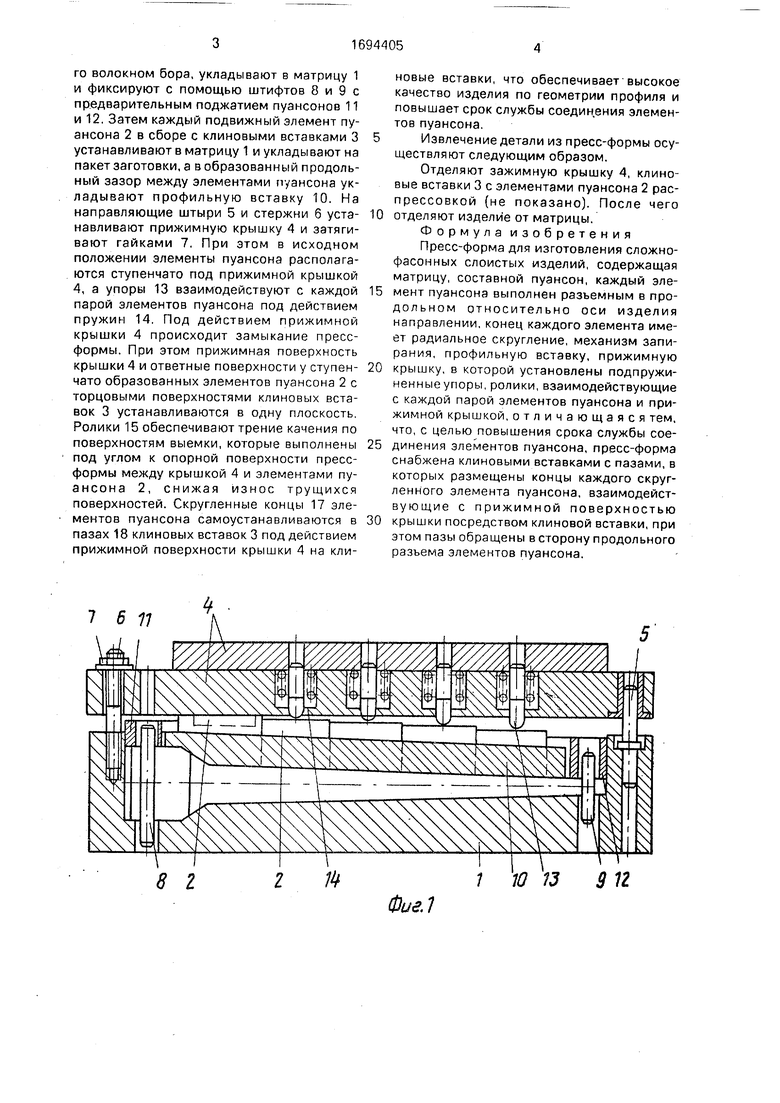
На фиг. 1 изображена пресс-форма в исходном состоянии, продольный разрез; на фиг. 2 - пресс-форма в замкнутом состоянии, продольный разрез; на фиг. 3 - разрез А-А на фиг. 2.
Пресс-форма содержит матрицу 1, составной пуансон 2, каждый элемент которого имеет разъем в продольном и поперечном относительно продольной оси изделия направлении и шарнирно установлен с клиновой вставкой 3. Механизм запирания выполнен в виде прижимной крышки 4, установленной на направляющих штырях 5 и закрепляемой стержнями 6 и гайками 7. Фиксирующие штифты 8 и 9 - для слоев заготовки. Вставка 10 установлена в продольном зазоре между элементами пуансона. Пуансоны 11 и 12 установлены к торцам замка и пера заготовки для оформления технологических припусков у торцов пера и замка лопатки. Упоры 13 установлены в прижимной крышке 4 с пружинами 14 и размещены над каждой парой элементов пуансона 2. Пресс-форма содержит ролики 15, расположенные между прижимной поверхностью крышки 4 и ответной поверхностью элементов каждого пуансона 2 под углом к опорной поверхности пресс-формы в выемках 16, которые выполнены в прижимной крышке 4 и соответственно в каждом элементе составного пуансона 2 для размещения и фиксации роликов в направлении оси изделия. Радиальное скругление концов 17 элементов пуансона обеспечивает поворот элементов пуансона в пазах 18 клиновых вставок 3.
Пресс-форма работает следующим образом.
Собранный пакет заготовки из листовых заготовок сплава алюминия, армирование(Л
С
о чэ
о ел
го волокном бора, укладывают в матрицу 1 и фиксируют с помощью штифтов 8 и 9 с предварительным поджатием пуансонов 11 и 12. Затем каждый подвижный элемент пуансона 2 в сборе с клиновыми вставками 3 устанавливают в матрицу 1 и укладывают на пакет заготовки, а в образованный продольный зазор между элементами пуансона укладывают профильную вставку 10. На направляющие штыри 5 и стержни б уста- навливают прижимную крышку 4 и затягивают гайками 7. При этом в исходном положении элементы пуансона располагаются ступенчато под прижимной крышкой 4, а упоры 13 взаимодействуют с каждой парой элементов пуансона под действием пружин 14. Под действием прижимной крышки 4 происходит замыкание пресс- формы. При этом прижимная поверхность крышки 4 и ответные поверхности у ступен- чато образованных элементов пуансона 2 с торцовыми поверхностями клиновых вставок 3 устанавливаются в одну плоскость. Ролики 15 обеспечивают трение качения по поверхностям выемки, которые выполнены под углом к опорной поверхности пресс- формы между крышкой 4 и элементами пуансона 2, снижая износ трущихся поверхностей. Скругленные концы 17 элементов пуансона самоустанавливаются в пазах 18 клиновых вставок 3 под действием прижимной поверхности крышки 4 на клиновые вставки, что обеспечивает высокое качество изделия по геометрии профиля и повышает срок службы соединения элементов пуансона.
Извлечение детали из пресс-формы осуществляют следующим образом.
Отделяют зажимную крышку 4, клиновые вставки 3 с элементами пуансона 2 рас- прессовкой (не показано). После чего отделяют изделие от матрицы.
Формула изобретения
Пресс-форма для изготовления сложно- фасонных слоистых изделий, содержащая матрицу, составной пуансон, каждый элемент пуансона выполнен разъемным в продольном относительно оси изделия направлении, конец каждого элемента имеет радиальное скругление, механизм запирания, профильную вставку, прижимную крышку, в которой установлены подпружиненные упоры, ролики, взаимодействующие с каждой парой элементов пуансона и прижимной крышкой, отличающаяся тем, что, с целью повышения срока службы соединения элементов пуансона, пресс-форма снабжена клиновыми вставками с пазами, в которых размещены концы каждого скругленного элемента пуансона, взаимодействующие с прижимной поверхностью крышки посредством клиновой вставки, при этом пазы обращены в сторону продольного разъема элементов пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления сложнофасонных слоистых изделий | 2021 |
|
RU2756455C1 |
| Штамп для обработки профильных заготовок | 1986 |
|
SU1444035A2 |
| Штамп для формирования фасок | 1988 |
|
SU1538959A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, УСИЛЕННОЙ КЕРАМИЧЕСКИМИ ВОЛОКНАМИ | 2008 |
|
RU2477762C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ФАСОННЫХ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2018390C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Устройство для гибки штучных заготовок | 1988 |
|
SU1572728A1 |
| Штамп для прессования в контейнере фасонных деталей и профилей | 1957 |
|
SU113445A1 |

Изобретение относится к обработке металлов давлением, в частности к пресс-формам для изготовления лопаток из композиционного материала, например из алюминиевого сплава, армированного волокном бора. Цель изобретения - повышение срока службы соединения элементов пуансона. Для этого пресс-форма снабжена клиновыми вставками с пазами, в которых размещены концы каждого скругленного элемента пуансона, взаимодействующие с прижимной поверхностью крышки посредством клиновой вставки, при этом пазы обращены в сторону продольного разъема элементов пуансона. 3 ил.
7 б П
8 г
1 Ю 13 9 К
Фиг.1
у////////ж/7/7/.
/// /7/7/////////
Фие.З
| Авторское свидетельство СССР № 1210340, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| . | |||
