Область техники, к которой относится изобретение
Настоящее изобретение относится к порошковым трехмерным принтерам (3D принтерам), содержащим выравнивающее устройство, которое содержит встречно вращающийся валик со сложной поверхностью контакта с порошком.
Уровень техники
В настоящее время существуют различные типы 3D принтеров, т.е. устройств, которые преобразуют электронные представления трехмерных изделий в сами изделия путем систематического наращивания одного или более материалов. Устройство, предложенное в настоящем изобретении, особенно полезно с такими типами 3D принтеров, в которых построение трехмерных изделий производится путем селективного связывания друг с другом выбранных областей последовательно наносимых слоев порошка. Такие типы 3D принтеров в настоящем описании именуются «порошковыми 3D принтерами» или «порошковыми 3D принтерами послойной печати», поскольку при построении трехмерного изделия таким принтером используются слои порошков в качестве строительного материала. К примерам таких порошковых 3D принтеров относятся, помимо других возможных, 3D принтеры струйной печати связующим веществом (англ. binder-jet three-dimensional printer), 3D принтеры выборочного спекания (англ. selective sintering three-dimensional printer) и 3D принтеры электронно-лучевого плавления (англ. electron beam melting three-dimensional printer).
Следует понимать, что термин «порошок» в данной области техники также относится к «дисперсному материалу» или «частицам», при этом термин «порошок следует в настоящем описании толковать в значении любого такого материала, неважно как он называется, который используется в таких 3D принтерах в качестве материала формирования слоев. Порошок может представлять собой любой тип материала, способного принимать форму пудры, например, металл, пластмасса, керамика, углерод, графит, композитный материал, минерал и т.п., а также сочетание указанных материалов. Термин «строительный порошок» или «модельный порошок» (англ. build powder) используется в описании в отношении порошка, который используется для формирования порошковых слоев, из которых строится изделие в порошковых 3D принтерах.
При работе порошкового 3D принтера первый слой строительного порошка наносится на вертикально перемещаемую строительную (моделирующую) платформу (англ. build platform), а затем на первый порошковый слой последовательно по одному за раз наносятся другие слои порошка. Выбранные участки выбранных порошковых слоев подвергаются обработке, чтобы связать частицы порошка указанных участков друг с другом, по мере того как формируется одно или более трехмерных изделий. Совокупно эти участки нанесенных порошковых слоев, которые не связаны вместе, в настоящем описании называются «порошковой постелью».
Процесс формирования порошкового слоя в данной области техники и в настоящем описании иногда называют «повторным нанесением» (англ. recoating). Устройство или сочетание устройств конкретного порошкового 3D принтера, которые осуществляют повторное нанесение в данной области техники и в настоящем описании иногда называют «устройством повторного нанесения порошка» (англ. powder recoater) или просто «устройством повторного нанесения» (англ. recoater).
В некоторых порошковых 3D принтерах каждый порошковый слой формируется путем переноса заданного количества строительного порошка из неподвижного порошкового резервуара с открытым верхом, при этом вначале дискретно подают вверх платформу, которая поддерживает порошок внутри резервуара, на заданную величину, чтобы поднять заданное количество порошка над стенками резервуара, а затем сталкивают определенное количество порошка поперек верха строительной платформы или порошковой постели, например, посредством ракеля или встречно вращающегося валика, чтобы сформировать порошковый слой. Примеры таких устройств повторного нанесения раскрыты в патенте США 5 387 380 авторов Cima et al. Такие устройства повторного нанесения как правило ограничены применением с порошковыми постелями сравнительно малого размера, т.е. такими, у которых длина повторного нанесения составляет менее нескольких десятков сантиметров.
В некоторых порошковых 3D принтерах каждый порошковый слой наносят на строительную платформу или на существующую порошковую постель посредством устройства повторного нанесения, содержащего движущийся дозатор (диспенсер) порошка, который выпускает строительный порошок через открытую щель по мере своего перемещения поперек строительной платформы или порошковой постели. Примеры таких устройств повторного нанесения раскрыты в патенте США 7 799 253 В2 авторов Hochsmann et al. Такие устройства повторного нанесения могут иметь в своем составе или не иметь в своем составе некоторое устройство, которое предназначено для выравнивания верха порошкового слоя. Термин «выравнивание» в том смысле, в каком он употребляется в настоящем описании, следует толковать в значении воздействия на некоторое количество порошка так, чтобы выполнить по меньшей мере одно из следующих действий: (а) сформировать по меньшей мере часть количества порошка в виде слоя; (b) по меньшей мере часть поверхности слоя, содержащего указанное количество порошка, сделать более ровной; и (с) уплотнить по меньшей мере часть слоя, содержащего указанное количество порошка. Механизм, который выравнивает количество порошка, в настоящем описании называется «выравнивающим устройством».
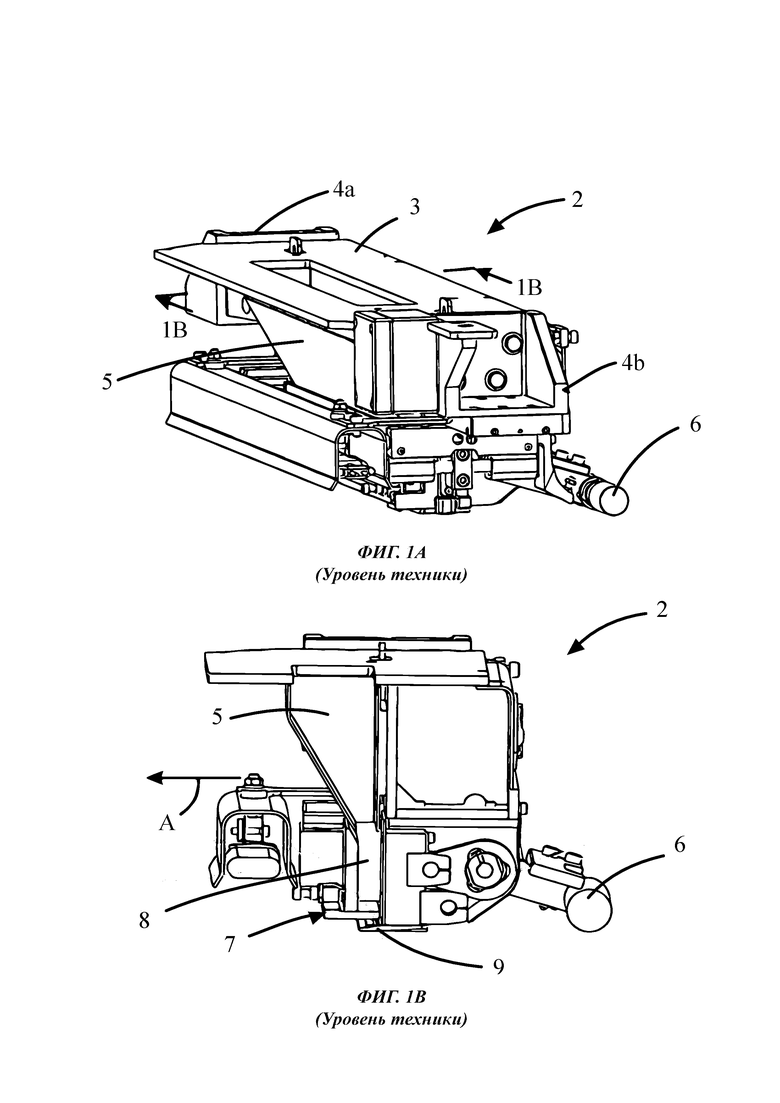
Пример устройства повторного нанесения, отвечающего существующему уровню техники, и содержащего выравнивающее устройство, показан на фиг. 1А и 1В. На фиг. 1А изображено устройство 2 повторного нанесения существующего уровня техники, содержащее мост 3, у которого на концах имеются опоры 4а, 4b в виде первой и второй тележек, которые предназначены для крепления устройства 2 повторного нанесения к паре параллельных направляющих (не показаны) для выборочного перемещения устройства 2 повторного нанесения поперек порошковой постели (не показана). На фиг. 1В показано устройство 2 повторного нанесения с разрезом по плоскости 1В-1В на фиг. 1А. Устройство 2 повторного нанесения содержит верхний резервуар 5 порошка, дозирующий механизм 7 для порошка и выравнивающее устройство в форме встречно вращающегося валика 6, приводимого во вращение мотором и содержащего гладкую цилиндрическую поверхность. В ходе работы устройство 2 повторного нанесения движется в направлении стрелки А, выпуская порошок (не показано) из верхнего резервуара 5 и нижнего резервуара 8 через заслонку на несущую пластину 9, а оттуда на порошковую постель (не показана). Встречно вращающийся валик 6 следует за дозирующим механизмом 7, и соприкасается с нанесенным порошком своей гладкой поверхностью, так чтобы выравнивать нанесенный порошок.
Хотя цилиндрические валики с гладкой поверхностью, используемые в технике существующего уровня, как правило, справляются с возложенной на них задачей, есть место для усовершенствования в отношении скорости повторного нанесения для выравнивания нанесенных порошков. Даже небольшое увеличение скорости выравнивания одного слоя становится существенным, когда оно умножается на сотни и тысячи слоев, необходимых для изготовления изделия или изделий на порошковой постели.
Раскрытие сущности изобретения
В настоящем изобретении предложены порошковые 3D принтеры, содержащие камеру для выращивания изделий (печатную камеру), выполненную с возможностью размещения порошковой постели; выравнивающее устройство, содержащее встречно вращающийся валик, имеющий ось вращения и сложную поверхность для контакта с порошком, проходящую вдоль оси вращения; и каретку, выполненную с возможностью перемещения выравнивающего устройства поперек печатной камеры.
Согласно некоторым вариантам осуществления, у встречно вращающегося валика по меньшей мере часть сложной поверхности для контакта с порошком содержит по меньшей мере одну бороздку, проходящую вдоль оси вращения валика. Указанная по меньшей мере одна бороздка может включать в себя прямую канавку параллельную оси вращения валика или представлять собой спиральную бороздку, закрученную вокруг оси вращения валика. Степень закручивания указанной по меньшей мере одной бороздки может находиться в интервале приблизительно от 1 оборота на 0,75 дюйма (~19 мм) длины до 1 оборота на 50 дюймов (1270 мм) длины.
Кроме того, встречно вращающийся валик может включать в себя сложную поверхность для контакта с порошком, содержащую рифление, проходящее вдоль оси вращения. В некоторых вариантах осуществления рифление может иметь рисунок в виде ромбов или в виде прямых гребней.
Варианты осуществления выравнивающего устройства порошкового 3D принтера могут дополнительно содержать регулируемый по вертикали финишный (чистовой) валик, расположенный на каретке так, что финишный валик следует за встречно вращающимся валиком, когда каретка перемещается поперек печатной камеры. В некоторых вариантах осуществления на каретке может быть установлен дозатор порошка, так чтобы встречно вращающийся валик был расположен между дозатором порошка и регулируемым по вертикали финишным валиком. Согласно дополнительным вариантам осуществления, дозатор порошка и выравнивающее устройство выполнены с возможностью независимого перемещения.
Краткое описание чертежей
Важность отличительных признаков и достоинства настоящего изобретения должны быть лучше поняты, если обратиться к прилагаемым чертежам. Однако, следует понимать, что чертежи выполнены только в целях иллюстрации, а не для определения границ настоящего изобретения.
Фиг. 1А в аксонометрии изображает устройство повторного нанесения с механизмом нанесения порошка и встречно вращающимся валиком, соответствующее существующему уровню техники.
Фиг. 1В изображает устройство повторного нанесения с фиг. 1А, соответствующее существующему уровню техники, с разрезом по плоскости 1В-1В на фиг. 1А.
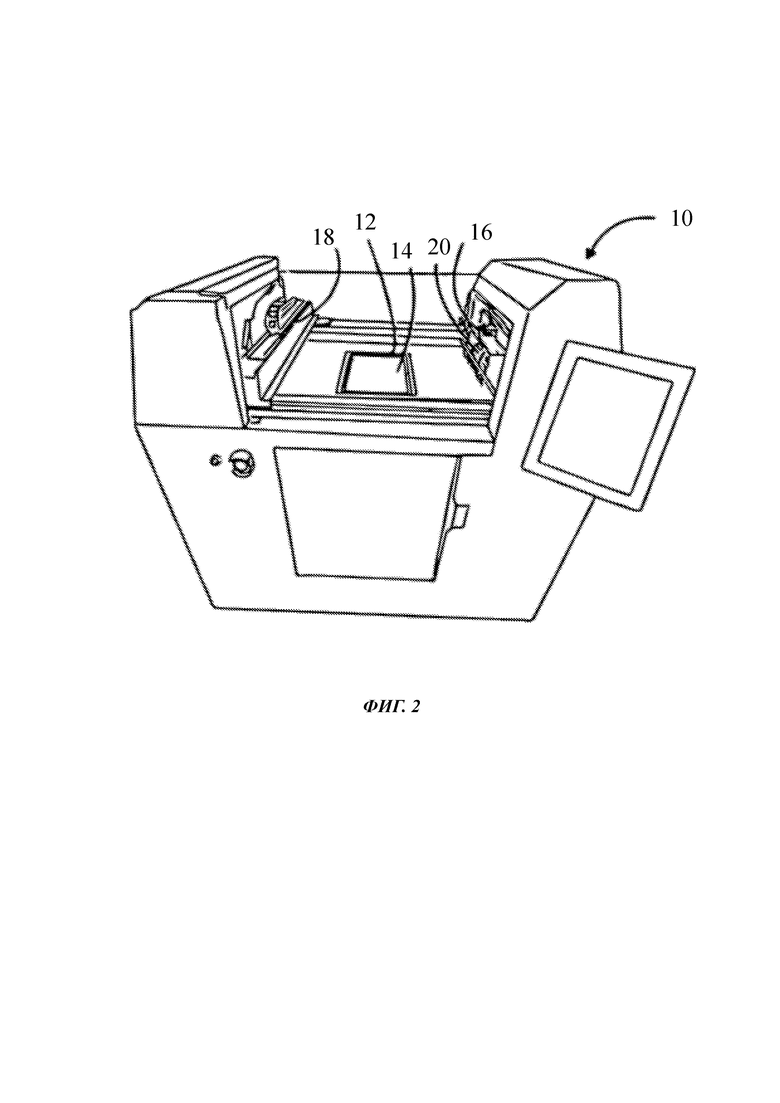
Фиг. 2 в аксонометрии схематично изображает вариант осуществления изобретения в виде порошкового 3D принтера 10.
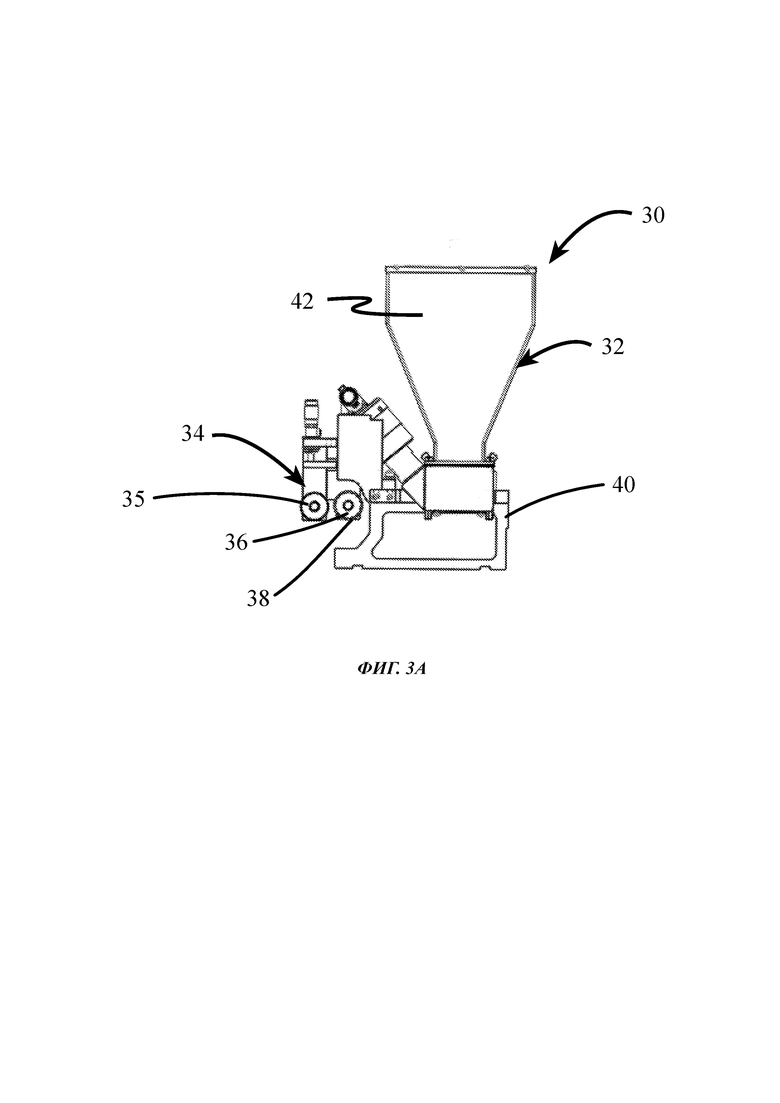
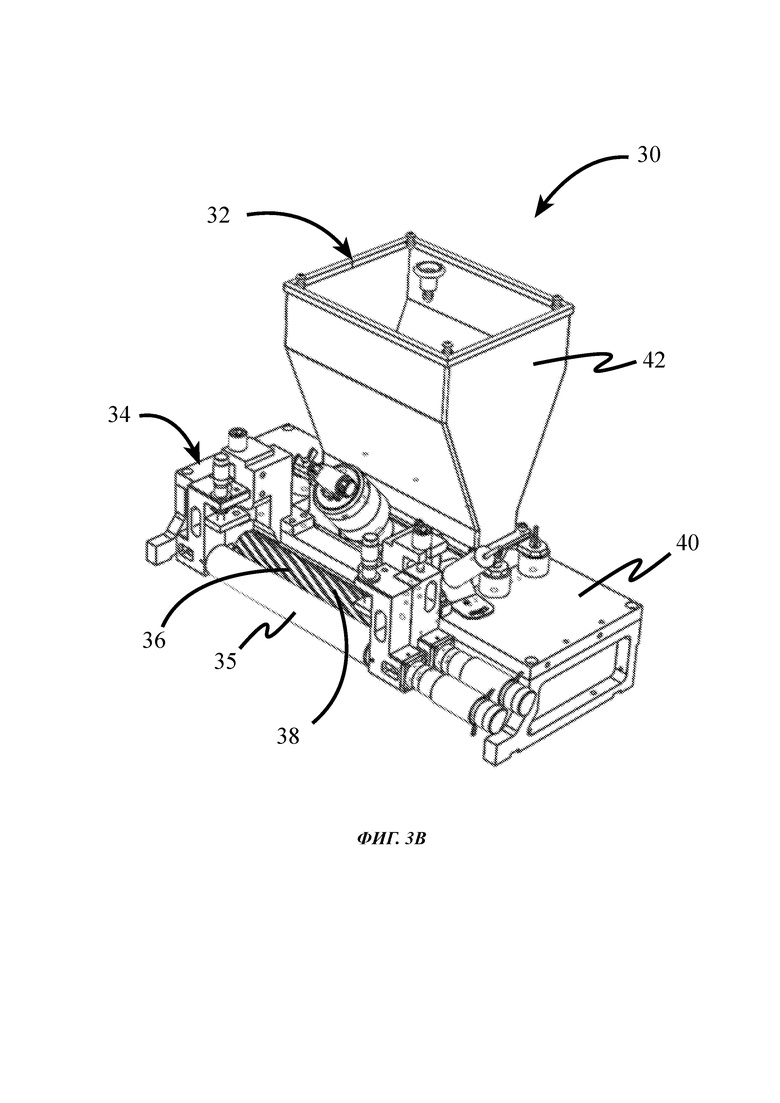
Фиг. 3А представляет вид сбоку в аксонометрии варианта осуществления устройства повторного нанесения.
Фиг. 3В представляет вид снизу в аксонометрии варианта осуществления устройства повторного нанесения.
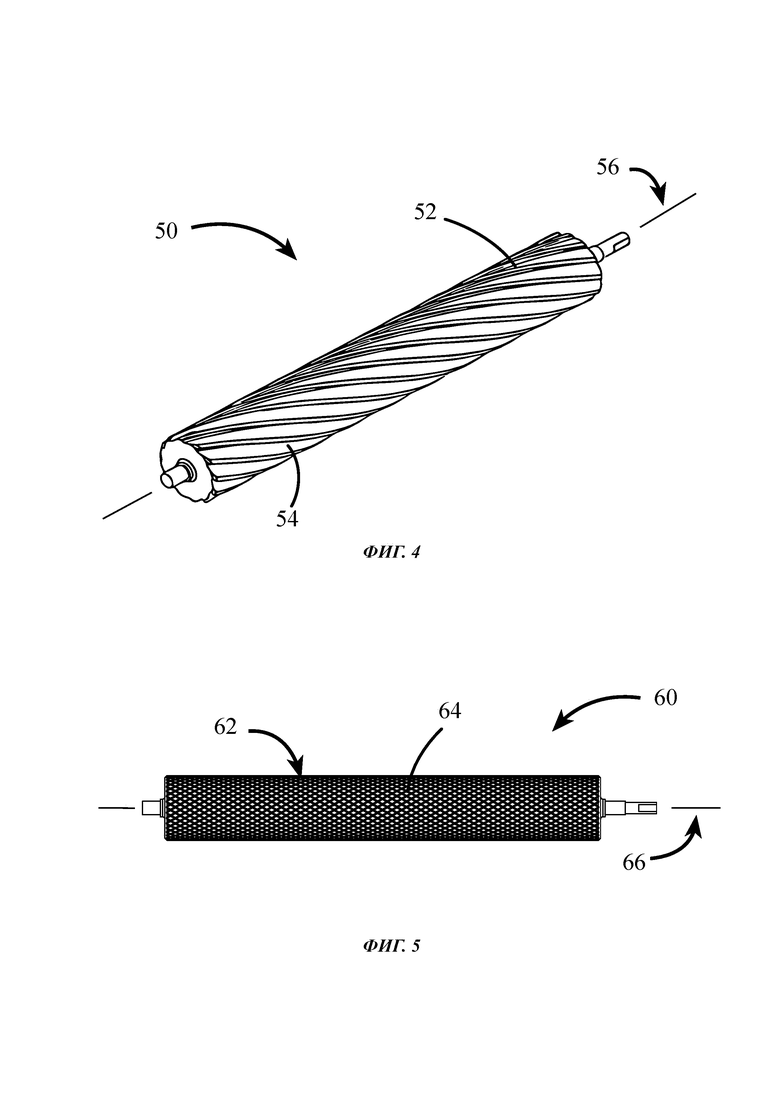
Фиг. 4 в аксонометрии изображает встречно вращающийся валик, содержащий бороздчатую поверхность в соответствии с одним вариантом осуществления изобретения.
Фиг. 5 представляет вид сбоку встречно вращающегося валика, содержащего рифленую поверхность в соответствии с одним вариантом осуществления изобретения.
Осуществление изобретения
В данном разделе описания будут рассмотрены некоторые предпочтительные варианты осуществления изобретения с подробностью достаточной, чтобы специалисты в данной области могли реализовать изобретение на практике без ненужных экспериментов. Однако следует понимать, что ограниченное число предпочтительных вариантов осуществления, рассмотренное в данном разделе, никоим образом не ограничивает объем изобретения, установленный формулой изобретения.
Следует понимать, что всякий раз, когда в описании указывается интервал значений, т.е. в данном разделе или любой другой части патентного документа, указанный интервал включает в себя концевые точки и любую точку между концами интервала, как если бы каждая такая точка была специально указана. Если не оговорено иное, то слова «приблизительно» или «по существу» в том смысле, в каком они употреблены в настоящем описании, следует понимать, как обычные ограничения измерения и/или изготовления, касающиеся определенной величины или состояния, к которым относятся слова «приблизительно» или «по существу». Если явным образом не оговорено иное, то термин «вариант осуществления» в данном описании используется, чтобы обозначить вариант осуществления настоящего изобретения.
Устройства повторного нанесения, соответствующие настоящему изобретению, особенно полезны в сочетании с порошковыми 3D принтерами послойной печати. Хотя устройства повторного нанесения могут быть использованы с любыми типами порошковых 3D принтеров, ради краткости изложения единственный тип порошкового принтера, который будет рассмотрен в данном разделе, это 3D принтер струйной печати связующим веществом (англ. binder-jetting three-dimensional printer). 3D принтеры струйной печати связующим веществом в данной области техники также иногда называют «3D принтерами чернильно-струйной печати» (three-dimensional inkjet printers), потому что формирование струи связующего вещества осуществляется посредством печатающей головки, которая напоминает головку, разработанную для чернильно-струйной печати. Основной процесс струйной трехмерной печати связующим веществом был изобретен в 80-х годах, получил развитие в 90-х годах 20 века в Массачусетском технологическом институте (MIT, Massachusetts Institute of Technology) и раскрыт в ряде патентов США, включая следующие: 5 490 882 авторов Sachs et al., 5 490 962 авторов Cima et al., 5 518 680 авторов Cima et al., 5 660 621 авторов Bredt et al., 5 775 402 авторов Sachs et al., 5 807 437 авторов Sachs et al., 5 814 161 авторов Sachs et al., 5 851 465 авторов Bredt et al., 5 869 170 авторов Cima et al., 5 940 674 авторов Sachs et al., 6 036 777 авторов Sachs et al., 6 070 973 авторов Sachs et al., 6 109 332 авторов Sachs et al., 6 112 804 авторов Sachs et al., 6 139 574 авторов Vacanti et al., 6 146 567 авторов Sachs et al., 6 176 874 авторов Vacanti et al., 6 197 575 авторов Griffith et al., 6 280 771 авторов Monkhouse et al., 6 354 361 авторов Sachs et al., 6 397 722 авторов Sachs et al., 6 454 811 авторов Sherwood et al., 6 471 992 авторов Yoo et al., 6 508 980 авторов Sachs et al., 6 514 518 авторов Monkhouse et al., 6 530 958 авторов Cima et al., 6 596 224 авторов Sachs et al., 6 629 559 авторов Sachs et al., 6 945 638 авторов Teung et al., 7 077 334 авторов Sachs et al., 7 250 134 авторов Sachs et al., 7 276 252 авторов Payumo et al., 7 300 668 авторов Pryce et al., 7 815 826 авторов Serdy et al., 7 820 201 авторов Pryce et al., 7 875 290 авторов Payumo et al., 7 931 914 авторов Pryce et al., 8 088 415 авторов Wang et al., 8 211 226 авторов Bredt et al. и 8 465777 авторов Wang et al.
Для упрощения описания выпуск порошка из соответствующих настоящему изобретению устройств повторного нанесения в некоторых местах данного описания излагается как выпуск требуемого количества порошка. Следует понимать, что настоящее изобретение содержит управление обоими параметрами: количеством порошка, выпускаемым из устройства повторного нанесения, и скоростью, с которой производится выпуск порошка из устройства повторного нанесения.
На фиг. 2 схематически в аксонометрии изображен вариант осуществления изобретения в форме порошкового 3D принтера 10. Порошковый 3D принтер 10 включает в себя съемную печатную камеру 12, которая содержит вертикально дискретно перемещаемую строительную платформу (не видна) и порошковую постель 14, устройство 16 повторного нанесения и выборочно позиционируемое устройство 18 струйной печати связующим веществом. При работе устройство 16 повторного нанесения перемещается над строительной платформой или порошковой постелью 14, чтобы выложить на платформу слой порошка. Обычно порошок, выкладываемый устройством 16 повторного нанесения, имеет неровности поверхности, которые необходимо устранить или скорректировать, прежде чем устройство 18 струйной печати связующим веществом нанесет на порошковую постель связующее вещество. Выравнивающее устройство 20 используют для выравнивания выложенного порошка, чтобы сформировать одинаковый по толщине слой порошка на уже существующей верхней поверхности порошковой постели 14. Это может быть выполнено во время пересечения порошковой постели 14 устройством 16 повторного нанесения, при котором происходит дозированный выпуск порошка, или во время последующего пересечения порошковой постели 14 устройством 16 повторного нанесения. Тогда, если требуется, может быть выложен еще один слой порошка, или же устройство 18 струйной печати связующим веществом может быть переведено над порошковой постелью 14, чтобы селективно нанести связующее вещество на вновь выложенный слой, а затем отведено обратно от порошковой постели 14, чтобы дать возможность нанести следующий слой порошка на порошковую постель 14.
Фиг. 3А и 3В на виде сбоку в аксонометрии изображают вариант осуществления устройства 30 повторного нанесения, предназначенного для использования с порошковым 3D принтером. Устройство 30 повторного нанесения содержит движущийся дозатор (диспенсер) 32 порошка и выравнивающее устройство 34, которое включает в себя приводимый мотором встречно вращающийся валик 36 со сложной поверхностью 38 для контакта с порошком, при этом все указанные элементы поддерживаются кареткой 40, так что последняя способна выборочно пересекать порошковую постель в печатной камере. Дозатор 32 порошка включает в себя бункер 42 для размещения требуемого количества строительного порошка, и окно (не показано), через которое порошок выборочно выпускается наружу. У элементов и механизма дозатора 32 порошка нет особенных ограничений, и они могут охватывать любые разнообразные дозаторы (диспенсеры) порошка, которые приспособлены к выпуску выбранных или отрегулированных количеств порошка на порошковую постель порошкового 3D принтера. Хотя изображено, что выравнивающее устройство 34 и дозатор порошка 32 соединены с устройством 30 повторного нанесения, следует понимать, что в некоторых вариантах осуществления выравнивающее устройство 34 не обязательно должно быть физически соединено с дозатором 32 порошка, и может работать независимо от дозатора 32 порошка. Такое построение позволяет сделать движение выравнивающего устройства независимым от движения других частей устройства повторного нанесения, хотя эти движения могут быть координированы друг с другом. Например, когда устройство повторного нанесения и дозатор порошка не соединены физически, выравнивающее устройство может работать и двигаться в направлении, которое противоположно, перпендикулярно или ориентировано под углом относительно направления движения дозатора порошка.
Выравнивающее устройство 34 включает в себя встречно вращающийся валик 36, содержащий сложную поверхность 38 для контакта с порошком. Встречное вращение валика происходит в направлении, при котором направление вращения вокруг оси является противоположным или встречным направлению, в котором валик вращался бы, если бы он катился по плоскости порошковой постели. Встречное вращение валика предпочтительно осуществляется мотором, так что скорость вращения пользователь может регулировать.
Сложная поверхность 38 для контакта с порошком представляет собой обработанную на станке или обтянутую снаружи поверхность встречно вращающегося валика, которая усиливает взаимодействие, трение и/или тангенциальную силу (силу сдвига) между валиком и порошком, который нанесен и/или содержится в порошковой постели, по сравнению с цилиндрическим валиком с цилиндрической поверхностью правильной геометрической формы. Сложная поверхность 38 для контакта с порошком может содержать помимо других возможных следующие особенности: неровности, канавки, гребни, бороздки, рифление и ребра на цилиндрической поверхности валика. Сложная поверхность 38 для контакта с порошком может представлять собой поверхность, которая для ее формирования была подвергнута дробеструйной обработке.
Встречное вращение и контактирующая с порошком сложная поверхность 38 встречно вращающегося валика 36 обеспечивают силу сдвига, приложенную к поверхности нанесенного порошка в порошковой постели, когда встречно вращающийся валик 36 перемещается поперек порошковой постели. Таким образом, встречно вращающийся валик 36 удаляет лишний порошок с высоких мест поверхности порошковой постели, перераспределяет порошок в низкие места или впадины слоя порошка, и удаляет избыток порошка из печатной камеры.
Согласно некоторым вариантам осуществления, встречно вращающийся валик содержит по меньшей мере одну бороздку, проходящую по меньшей мере вдоль части его оси вращения. Бороздка включает в себя протяженную канавку или впадину, сформированную на поверхности встречно вращающегося валика, которая образует ребро, способное цеплять порошок, выложенный на печатную камеру или находящийся в пределах камеры. Сложная поверхность для контакта с порошком предпочтительно содержит по меньшей мере одну или более бороздок, проходящих по меньшей мере вдоль части оси вращения валика. Согласно некоторым вариантам осуществления, одна или более бороздок проходят по всей длине встречно вращающегося валика. Согласно некоторым вариантам осуществления, число бороздок может находиться в интервале приблизительно от 2 до 40, а предпочтительно приблизительно от 2 до 10. Бороздки могут быть прямыми, т.е. могут проходить параллельно оси вращения валика, или же бороздки могут быть спиральными, т.е. могут закручиваться вокруг оси вращения валика.
Степень закручивания спиральных бороздок конкретно не ограничена, и может варьировать в зависимости от особенностей конструкции. В том смысле, в каком он используется в настоящем описании, термин «степень закручивания» относится к числу оборотов бороздки вокруг оси вращения валика, приходящихся на длину валика, и может быть выражена в единицах «оборот/расстояние в дюймах (мм)». В общем, более высокая степень закручивания потребовалась бы для удаления меньшего количества материала, в то время как более низкая степень закручивания потребовалась бы для удаления большего количества материала. Согласно некоторым вариантам осуществления, степень закручивания бороздок может находиться в интервале приблизительно от 1 оборота на 0,75 дюйма (-19 мм) (1:0,75) до 1 оборота на 50 дюймов (1270 мм) (1:50), а предпочтительно в интервале от 1 оборота на 2 дюйма (-51 мм) (1:2) до 1 оборота на 15 дюймов (381 мм) (1:15). В определенных вариантах осуществления степень закручивания может составлять приблизительно 1 оборот на 7 дюймов(~178 мм) (1:7). Форма бороздки не имеет конкретных ограничений, однако желательно, чтобы бороздка содержала ребро для контакта с порошковой постелью, которое приспособлено к сдвигу лишнего порошка с верхней стороны слоя порошка порошковой постели. Бороздка может представлять собой канал или углубление для приема и удаления лишнего срезанного порошка из порошковой постели.
На фиг. 4 изображен вариант осуществления встречно вращающегося валика, содержащего сложную поверхность 52 для контакта с порошком, которая содержит множество бороздок, при этом одна из бороздок обозначена ссылочной позицией 54. Бороздки 54 являются спиральными и проходят вдоль оси вращения 56 валика.
Согласно другим вариантам осуществления, сложная поверхность для контакта с порошком может содержать рифление по меньшей мере на участке вдоль оси вращения валика. Рифление может иметь рисунок в виде прямого профиля, наклонного, а также в виде пересекающихся гребней, или квадратов или ромбов. На фиг. 5 изображен встречно вращающийся валик 60, соответствующий варианту осуществления изобретения. Встречно вращающийся валик 60 содержит сложную поверхность 62 для контакта с порошком с рифлением 64, рисунок которого имеет форму ромбов, вытянутых вдоль оси 66 вращения валика.
К материалам, которые используются для изготовления встречно вращающегося валика, могут относиться металлы, например нержавеющая сталь, керамика или другие твердые материалы, которые поддаются станочной обработке. Во многих вариантах осуществления сложная поверхность для контакта с порошком может быть создана путем станочной обработки согласно требуемому рисунку тела валика. Как вариант, снаружи встречно вращающийся валик может быть обтянут оболочкой или чехлом, имеющим требуемую сложную поверхность для контакта с порошком. Кроме того, диаметр встречно вращающегося валика не имеет конкретного ограничения. Согласно некоторым вариантам осуществления, диаметр встречно вращающегося валика может находиться в интервале приблизительно от 0,25 дюйма (6,35 мм) до 6 дюймов (152,4 мм), предпочтительно приблизительно от 0,25 дюйма (6,35 мм) до 2 дюймов (50,8 мм), а в некоторых вариантах осуществления приблизительно от 0,25 дюйма (6,35 мм) до 1 дюйма (25,4 мм).
Хотя поверхность порошковой постели, создаваемая посредством встречно вращающегося валика, может быть пригодна для многих операций печати, может оказаться желательным дополнительно сгладить и/или уплотнить порошковую постель. С этой целью, согласно фиг. 3А и 3В, выравнивающее устройство 34 может содержать регулируемый по вертикали финишный валик 35, который следует за встречно вращающимся валиком 36, когда каретка 40 перемещается поперек или пересекает печатную камеру. Финишный валик 35 является регулируемым по вертикали, т.е. в направлении ортогональном направлению движения каретки 40, так что поверхность финишного валика 35 можно регулировать так, чтобы она находилась выше или ниже самой нижней точки сложной поверхности 38 для контакта с порошком встречно вращающегося валика 36. В предпочтительном случае финишный валик выставляют так, чтобы его поверхность была расположена ниже сложной поверхности 38 для контакта с порошком встречно вращающегося валика 36. В определенных вариантах осуществления финишный валик 35 может представлять собой обычный цилиндр с нормальной гладкой цилиндрической поверхностью. Согласно некоторым вариантам, финишный валик 35 приводится в движение мотором, и может катиться или вращаться в том же направлении, что и встречно вращающийся валик 36, или в противоположном направлении. В случае, когда лишний порошок оказывается убранным или перераспределенным за счет работы встречно вращающегося валика, финишный валик регулируют так, чтобы он сжимал или выглаживал минимальное количество порошка, чтобы дополнительно сгладить и уплотнить нанесенный порошок. Диаметр финишного валика может быть равен диаметру встречно вращающегося валика, но может и отличаться от него. Диаметр финишного валика не имеет конкретного ограничения. Согласно некоторым вариантам осуществления диаметр финишного валика может находиться в интервале приблизительно от 0,25 дюйма (6,35 мм) до 6 дюймов (152,4 мм), предпочтительно приблизительно от 0,25 дюйма (6,35 мм) до 2 дюймов (50,8 мм), а в некоторых вариантах осуществления приблизительно от 0,25 дюйма (6,35 мм) до 1 дюйма (25,4 мм).
Следует также понимать, что в некоторых вариантах осуществления выравнивающее устройство может применяться селективно, т.е. только для выбранных слоев и/или только для выбранных участков выбранных слоев или для всех слоев. Кроме того, в некоторых вариантах осуществления можно использовать несколько выравнивающих устройств. Такие выравнивающие устройства могут быть использованы с порошковым 3D принтером, и могут содержать встречно вращающиеся валики и финишные валики одного типа или разных типов.
Пример
Порошок нержавеющей стали 316 с размером частиц 9 мкм был распределен по порошковой постели. При первом испытании использовали устройство повторного нанесения, соответствующее фиг. 1А и 1В, где выравнивающим устройством являлся обычный гладкий цилиндр. При втором испытании было использовано устройство повторного нанесения, соответствующее настоящему изобретению, подобное показанному на фиг. 3А и 3В, где выравнивающее устройство содержало бороздчатый встречно вращающийся валик, изображенный на фиг. 4. При третьем испытании было использовано устройство повторного нанесения, соответствующее настоящему изобретению, подобное показанному на фиг. 3А и 3В, где выравнивающее устройство содержало рифленый встречно вращающийся валик, изображенный на фиг. 5. Была измерена скорость процесса нанесения порошка, которая обеспечивала равномерный порошковый слой без существенных дефектов. Устройство повторного нанесения при первом испытании достигло скорости приблизительно 5 мм/с, в то время как при втором и третьем испытаниях устройство повторного нанесения достигло скорости приблизительно 85 мм/с и 125 мм/с соответственно.
Хотя в данном описании были рассмотрены всего несколько вариантов осуществления настоящего изобретения, для специалистов в данной области должно быть очевидно, что в изобретение можно внести и сделать множество изменений и модификаций, не выходя за границы идеи и объема изобретения, которые установлены формулой изобретения. Все патенты США и патентные заявки, все зарубежные патенты и патентные заявки, и все иные документы, обозначенные в описании, включены в настоящее изобретение посредством ссылки, как если бы они были изложены в данном описании в полном объеме, разрешенном законом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ серийного производства изделий из нескольких порошковых материалов методом прямого лазерного выращивания | 2023 |
|
RU2812448C1 |
| ТРЕХМЕРНЫЕ СИСТЕМЫ ПОДЕЛОЧНЫХ МАТЕРИАЛОВ ДЛЯ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2680802C2 |
| АЛЮМИНИЕВЫЕ СПЛАВЫ | 2020 |
|
RU2815520C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ | 2014 |
|
RU2661835C2 |
| Пригодные для печати композиции, включающие высоковязкие компоненты, и способы создания 3D изделий из этих композиций | 2017 |
|
RU2715224C1 |
| Порошковый композиционный материал на основе сверхвысокомолекулярного полиэтилена для 3D-печати методом селективного лазерного спекания и способ его получения | 2024 |
|
RU2829044C1 |
| ЦИФРОВАЯ ПЕЧАТЬ ПРОЗРАЧНЫМИ БЕСЦВЕТНЫМИ ЧЕРНИЛАМИ | 2014 |
|
RU2667589C2 |
| СПОСОБ ГЕНЕРИРОВАНИЯ ЧИСЛЕННЫХ ПСЕВДОКЕРНОВ С ИСПОЛЬЗОВАНИЕМ ИЗОБРАЖЕНИЙ СКВАЖИНЫ, ЦИФРОВЫХ ОБРАЗОВ ПОРОДЫ И МНОГОТОЧЕЧНОЙ СТАТИСТИКИ | 2009 |
|
RU2444031C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ СЛОЕВ ПОРОШКООБРАЗНОГО МАТЕРИАЛА НА ПОВЕРХНОСТЬ | 2006 |
|
RU2371285C2 |
| Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления | 2021 |
|
RU2767968C1 |
Изобретение относится к порошковым трехмерным принтерам послойной печати, содержащим выравнивающее устройство, которое содержит встречно вращающийся валик со сложной поверхностью контакта с порошком. Принтер содержит печатную камеру, выполненную с возможностью размещения порошковой постели, выравнивающее устройство, содержащее встречно вращающийся валик, имеющий ось вращения, причем указанный встречно вращающийся валик имеет сложную поверхность для контакта с порошком, проходящую вдоль оси вращения, и выполнен с возможностью приложения силы сдвига к поверхности нанесенного порошка в порошковой постели, и каретку, выполненную с возможностью перемещения выравнивающего устройства поперек печатной камеры. Причем выравнивающее устройство дополнительно содержит регулируемый по вертикали финишный валик, расположенный на каретке так, чтобы финишный валик следовал за встречно вращающимся валиком при перемещении каретки поперек печатной камеры. Кроме того, принтер дополнительно содержит дозатор порошка, установленный на каретке, так чтобы встречно вращающийся валик был расположен между дозатором порошка и регулируемым по вертикали финишным валиком. Техническим результатом заявленного изобретения является усовершенствование в отношении скорости повторного нанесения для выравнивания нанесенных порошков. 8 з.п. ф-лы, 7 ил.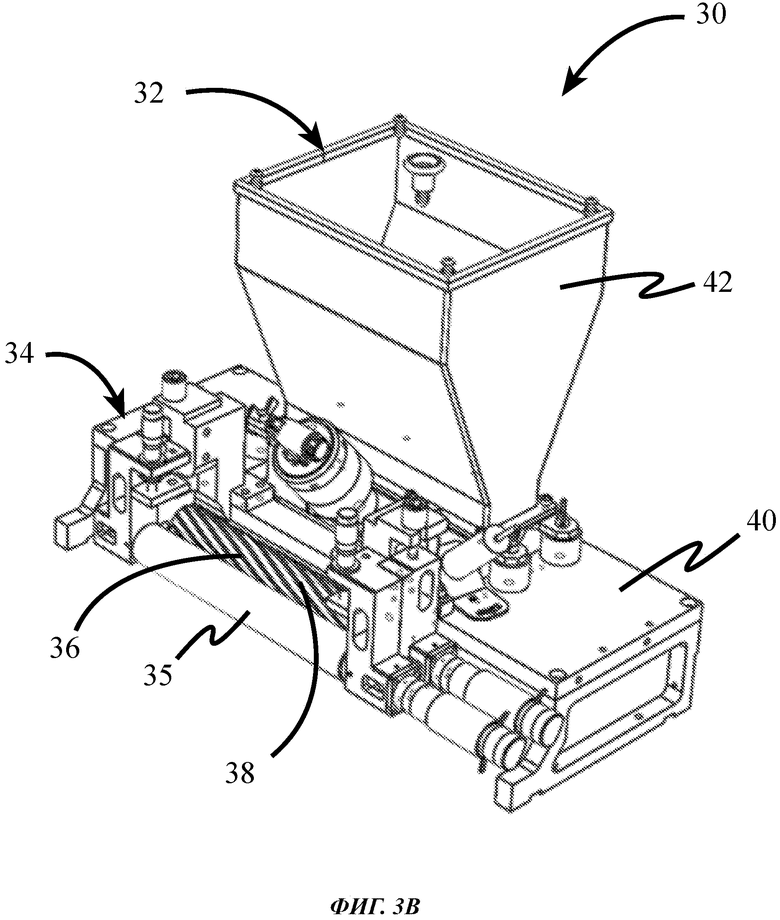
1. Порошковый трехмерный принтер послойной печати, содержащий:
печатную камеру, выполненную с возможностью размещения порошковой постели,
выравнивающее устройство, содержащее встречно вращающийся валик, имеющий ось вращения, причем указанный встречно вращающийся валик имеет сложную поверхность для контакта с порошком, проходящую вдоль оси вращения, и выполнен с возможностью приложения силы сдвига к поверхности нанесенного порошка в порошковой постели, и
каретку, выполненную с возможностью перемещения выравнивающего устройства поперек печатной камеры,
причем выравнивающее устройство дополнительно содержит регулируемый по вертикали финишный валик, расположенный на каретке так, чтобы финишный валик следовал за встречно вращающимся валиком при перемещении каретки поперек печатной камеры,
при этом порошковый трехмерный принтер дополнительно содержит дозатор порошка, установленный на каретке, так чтобы встречно вращающийся валик был расположен между дозатором порошка и регулируемым по вертикали финишным валиком.
2. Порошковый трехмерный принтер по п. 1, в котором по меньшей мере часть сложной поверхности для контакта с порошком содержит по меньшей мере одну бороздку, проходящую вдоль оси вращения.
3. Порошковый трехмерный принтер по п. 2, в котором каждая из по меньшей мере одной бороздки включает в себя прямую канавку, параллельную оси вращения.
4. Порошковый трехмерный принтер по п. 2, в котором каждая из по меньшей мере одной бороздки представляет собой спиральную бороздку, закрученную вокруг оси вращения.
5. Порошковый трехмерный принтер по п. 4, в котором степень закручивания указанной по меньшей мере одной бороздки находится в интервале приблизительно от 1 оборота на 0,75 дюйма (~19 мм) длины до 1 оборота на 50 дюймов (1270 мм) длины.
6. Порошковый трехмерный принтер по п. 1, в котором по меньшей мере часть сложной поверхности для контакта с порошком содержит рифление, проходящее вдоль оси вращения.
7. Порошковый трехмерный принтер по п. 5, в котором рифление имеет рисунок в виде ромбов.
8. Порошковый трехмерный принтер по п. 5, в котором рифление имеет рисунок в виде прямых гребней.
9. Порошковый трехмерный принтер по п. 1, в котором дозатор порошка выполнен с возможностью подачи строительного порошка в печатную камеру, причем дозатор порошка и выравнивающее устройство выполнены с возможностью независимого перемещения.
| US 20170341365 A1, 30.11.2017 | |||
| US 20170341365 A1, 30.11.2017 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| УСТРОЙСТВО НАНЕСЕНИЯ СЛОЯ ДЛЯ 3D-ПРИНТЕРА | 2015 |
|
RU2631793C1 |

