ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области выполнения металлических или керамических деталей при помощи способа «формования с последующим удалением связующего», например, способа PIM (Powder Injection Molding, формование из порошковых композиций) и, в частности, способа сварки путем совместного спекания.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Как известно, выполнение деталей при помощи способа «формования с последующим удалением связующего», в частности, способа PIM, включает в себя четыре этапа:
– подготовка сырья или «исходного» материала,
– формование (получение «исходной» детали),
– удаление связующего, и
– спекание (получение плотной детали).
Придание формы можно осуществить, например, посредством 3D–печати или, в конкретном случае способа PIM, путем формования. Этап подготовки сырья (исходного материала) в основном состоит в смешивании порошка одного или нескольких металлических или керамических материалов изготавливаемой детали с одним или несколькими термопластическими связующими на основе полимеров. Этот этап обычно осуществляют при помощи смесителей и/или экструдеров с высокой степенью сдвига для обеспечения хорошей однородности. Относительно большое количество порошка необходимо включить в связующее(ие) для обеспечения сцепления будущей детали. Если смесь содержит слишком много порошка, вязкость становится слишком высокой, что затрудняет этап формования и приводит к появлению трещин. Если же смесь содержит слишком много связующего(их), повышается риск оседания изготавливаемой детали во время этапа удаления связующего.
В случае способа PIM этап формования состоит в засыпке сырья (классически в виде гранул) в пресс, аналогичный прессу, используемому в пластической промышленности. В случае других способов типа «формования с последующим удалением связующего» речь может идти, в частности, о 3D–печати. При этом получают так называемую исходную деталь, которая уже по существу имеет форму, предусмотренную для плотной (конечной) детали.
Этап удаления связующего состоит в удалении термопластического(их) связующего(их) при помощи способа, соответствующего его(их) природе. Если этот этап является плохо контролируемым, он может стать причиной повреждения детали во время изготовления из–за появления дефектов, например, трещин или химических загрязнений. В конце этапа удаления связующего деталь является пористой.
Этап спекания состоит в упрочнении и уплотнении исходной детали без связующего для получения конечной детали. Так, деталь нагревают, и это упрочнение и уплотнение сопровождается усадкой объема, которая зависит от первоначального состава сырья. Хотя этот этап осуществляют при высокой температуре, но она все же является такой, чтобы материал исходной детали без связующего не мог полностью расплавиться: под действием тепла гранулы материала свариваются между собой. Различают спекание в твердой фазе (весь материал детали находится в твердом виде) и спекание в жидкой фазе (часть материала детали достигает своей точки плавления). После этапа спекания получают плотную деталь, то есть конечную деталь.
Кроме того, последние годы в авиационной промышленности были достигнуты многочисленные успехи, позволяющие повысить температурную стойкость материалов, образующих, например, детали двигателей самолетов или турбин вертолетов. Однако получаемый выигрыш в температуре остается ограниченным, и все более становится очевидным, что только за счет химического состава и микроструктуры данного материала невозможно решить задачи, поставленные в рамках технических требований и нужд.
Действительно, характеристики детали (выполненной из данного материала) заключаются в ее способности обеспечить при оптимизированной однородной микроструктуре наилучший компромисс между различными необходимыми механическими свойствами. К тому же эти свойства часто являются противоречивыми.
Средством для расширения пределов современных материалов является адаптация микроструктуры детали двигателя к локальным воздействиям на деталь окружающей ее среды.
Это предполагает для одной и той же детали реализацию дуальной микроструктуры (с химическим составом или размером зерна, отличающимися от одной части к другой части детали) или микроструктуры с градиентом (с размером зерна или химическим составом постепенно меняющимися вдоль детали). Например, в случае турбинного диска, который является одной из деталей, наиболее подверженных термомеханическим воздействиям в турбореактивном двигателе, необходимо иметь так называемую «мелкозернистую» структуру в отверстии диска для характеристик растяжения и усталостной стойкости при средней температуре и так называемую «крупнозернистую» структуру в ободе этого диска, чтобы получить лучшие свойства по текучести и растрескивании при высокой температуре.
В настоящее время наиболее известным средством реализации детали с градиентом структуры (или с дуальной структурой) является термическая обработка, как описано, например, в документе ЕР 3037194 А1. Однако этой термической обработке может недоставать точности, что касается точной локализации зон детали, в которых необходимо изменить микроструктуру, и зон, в которых не следует изменять микроструктуру. Кроме того, в случае ошибки всю деталь необходимо отбраковать, что может приводить к дорогостоящим потерям.
Кроме того, технологии поверхностной заливки (для получения конечной детали с дуальной микроструктурой), применяемые при процессах PIM, являются очень ограниченными, так как значения давления во время этапа литья под давлением являются такими, что практически невозможно избежать поломки исходной детали, на которой необходимо осуществить поверхностную заливку. В целом, несмотря на рассматриваемый способ типа «формования с последующим удалением связующего», трудно соединять конструктивные узлы большого размера после завершения изготовления различных деталей конструктивного узла.
Преимуществом способа PIM (или любого другого способа типа «формования с последующим удалением связующего») является возможность совместного спекания различных деталей, то есть их соединения до этапа спекания и, следовательно, осуществления параллельно со спеканием сварки различных деталей между собой. Это позволяет, например, изготавливать детали, геометрия которых является слишком сложной для прямого формования: можно разложить эти слишком сложные детали на группы унитарных деталей, которым легче придать форму и которые затем сваривают между собой во время этапа спекания. Различные исходные детали соединяют между собой напрямую в исходном состоянии до этапа спекания.
Таким образом, технической задачей, которую призвано решить настоящее изобретение, является выполнение деталей двигателя, отвечающих необходимости локально адаптировать их микроструктуру при помощи способа типа «формования с последующим удалением связующего», в частности, способа PIM.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Для решения этой задачи предложен способ сварки по меньшей мере двух деталей из исходного материала, называемых исходными деталями, содержащий следующие этапы:
– соединяют упомянутые по меньшей мере две исходные детали на уровне зоны соединения этих деталей таким образом, чтобы получить исходный моноблочный узел,
– удаляют связующее из исходного моноблочного узла, и
– спекают моноблочный узел для получения плотного моноблочного узла, образующего конечную деталь,
отличающийся тем, что обе исходные детали имеют, каждая, разный состав порошка, чтобы получить конечную деталь, содержащую по меньшей мере две части с разным размером зерна. Этот способ позволяет применить совместное спекание двух исходных деталей, сформованных из исходных материалов с одинаковым содержанием наполнителя, содержащих порошки с разной гранулометрией или с разным химическим составом, что позволяет получить после совместного спекания единую деталь с дуальной микроструктурой.
Следует напомнить, что о «гранулометрии» говорят, чтобы обозначить размер частиц порошка, которые находятся в исходном материале, и о «размере зерна» говорят, чтобы обозначить характеристический элемент микроструктуры. Эти две величины априори не связаны между собой.
Другим преимуществом заявленного способа является то, что контроль состояния соединения, получаемого из различных свариваемых деталей, можно осуществлять до этапа удаления связующего (и, следовательно, до этапа спекания). Таким образом, в случае отбраковки соответствующая потеря будет менее серьезной, так как этап соединения является этапом, после которого добавленная стоимость детали в ходе производства является низкой в отличие от исходной детали, из которой уже было удалено связующее или которая даже уже была подвергнута спеканию. Дефект, обнаруженный после удаления связующего или после спекания, вынуждает отбраковывать деталь с высокой добавленной стоимостью, что крайне невыгодно экономически.
Заявленный способ сварки может иметь один или несколько представленных ниже признаков или этапов, рассматриваемых отдельно или в комбинации друг с другом:
– упомянутые по меньшей мере две исходные детали содержат составы порошков с разной гранулометрией,
– упомянутые по меньшей мере две исходные детали содержат порошки с размером D90 менее 16 мкм, 25 мкм или 45 мкм,
– упомянутые по меньшей мере две исходные детали имеют разные химические составы порошков.
Заявленный способ может также содержать следующие последовательные этапы:
– упомянутые по меньшей мере две исходные детали вводят в контакт друг с другом на уровне зоны соединения этих деталей,
– на упомянутых исходных деталях добавляют сварной шов таким образом, чтобы сварной шов следовал форме зоны соединения и чтобы получить однородной исходный моноблочный узел,
– из исходного моноблочного узла удаляют связующее, и
– моноблочный узел спекают, чтобы получить плотный и однородный моноблочный узел, образующий конечную деталь.
Этот вариант способа имеет ряд преимуществ по сравнению с известным решением, в частности, поверхность зоны соединения больше не носит ограничительного характера или не является возможным источником хрупкости. Действительно, добавление сварного шва позволяет, в случае необходимости, увеличить поверхность сварки (зону соединения). Кроме того, поверхности установления контакта не нуждаются в предварительной подготовке, например, посредством механической обработки: они не обязательно должны идеально взаимодействовать, так как сварной шов сглаживает дефекты установления контакта.
Заявленный способ сварки может иметь один или несколько представленных ниже признаков или этапов, рассматриваемых отдельно или в комбинации друг с другом:
– перед этапом удаления связующего осуществляют этап механической обработки сварного шва,
– сварной шов имеет состав, подобный составу исходных деталей,
– соединяемые исходные детали имеют одинаковые составы,
– сварной шов и исходные детали имеют одинаковые составы,
– добавление сварного шва производят при помощи винтового питателя, сопло которого направляют в зону соединения, чтобы нанести сварной шов из размягченного исходного материала,
– добавление сварного шва производят, укладывая полосу твердого исходного материала в контакте с зоной соединения и нагревая эту полосу при помощи пистолета с горячим воздухом,
– добавление сварного шва является автоматизированным.
Объектом изобретения является также плотный моноблочный узел, образующий конечную деталь, содержащий по меньшей мере две детали, соединенные при помощи описанного выше способа, отличающийся тем, что обе исходные детали имеют разный состав порошка таким образом, чтобы конечная деталь имела по меньшей мере две части с разным размером зерна.
Конечная деталь в соответствии с изобретением может также содержать исходные детали, которые имеют разный химический состав порошка или состав порошка с разной гранулометрией.
Спеченную деталь можно затем подвергнуть стандартной и однородной термической обработке, которая является простой в применении, так как дуальная микроструктура уже создана.
ОПИСАНИЕ ФИГУР
Изобретение и его другие детали, признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера со ссылками на прилагаемые чертежи, на которых:
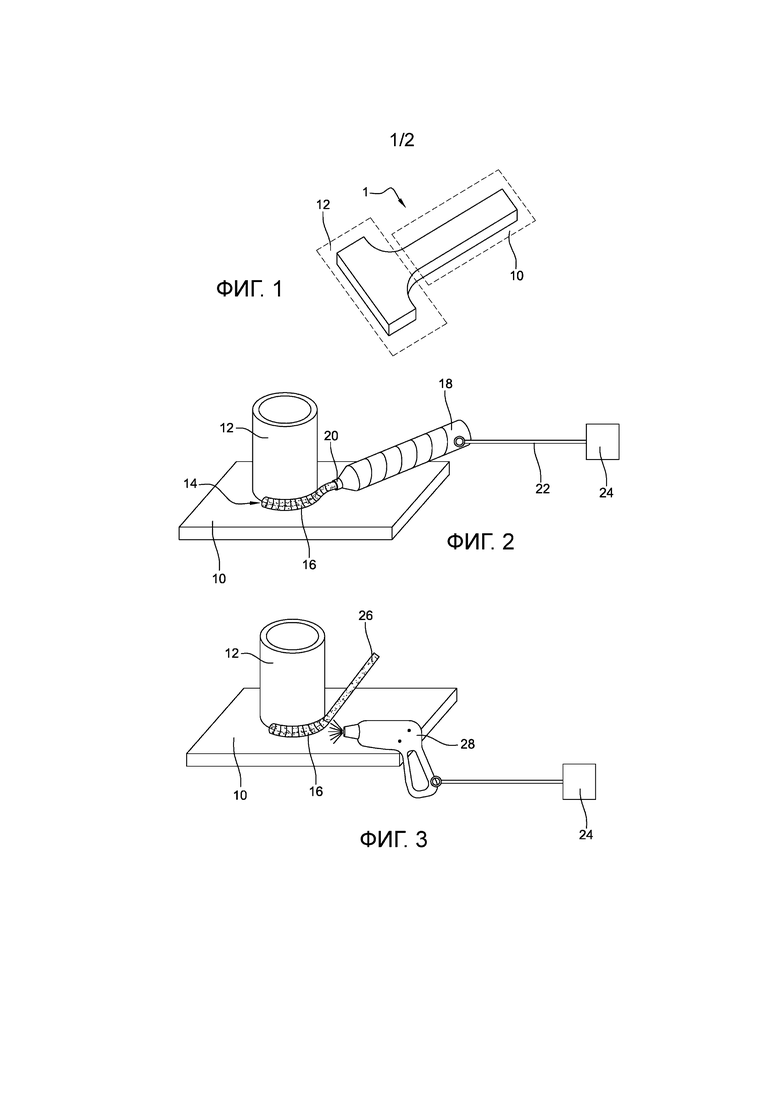
Фиг. 1 изображает вид в изометрии детали, имеющей две части с разной микроструктурой.
Фиг. 2 – вид в изометрии, иллюстрирующий этап добавления сварного шва между двумя свариваемыми деталями согласно первому варианту заявленного способа.
Фиг. 3 – вид в изометрии, иллюстрирующий этап добавления сварного шва между двумя свариваемыми деталями согласно второму варианту заявленного способа.
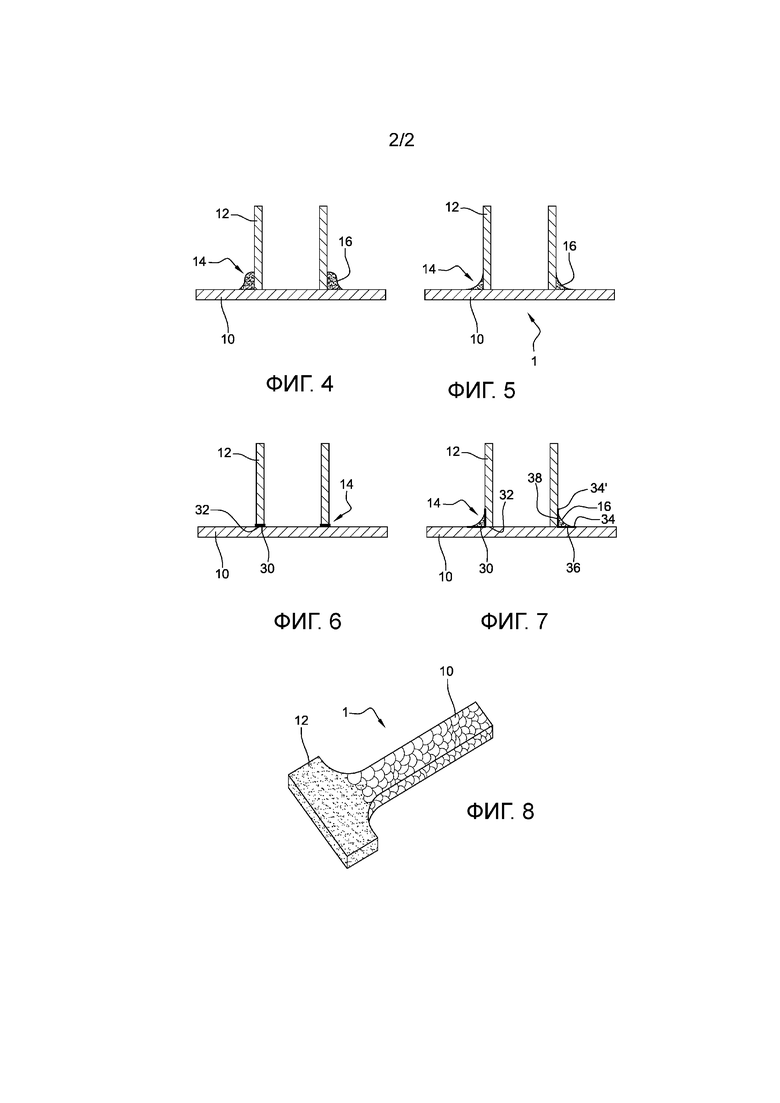
Фиг. 4 – схематичный вид в поперечном разрезе однородного исходного моноблочного узла согласно одному или другому из вариантов, представленных на фиг. 2 и 3.
Фиг. 5 – схематичный вид в поперечном разрезе однородного исходного моноблочного узла после этапа механической обработки согласно одному или другому из представленных выше вариантов.
Фиг. 6 – схематичный вид в поперечном разрезе конечной детали, полученной при помощи известного классического метода совместного спекания.
Фиг. 7 – схематичный вид в поперечном разрезе конечной детали, полученной при помощи одного или другого из вариантов заявленного способа.
Фиг. 8 – вид в изометрии детали, показанной на фиг. 1, дифференцированная микроструктура которой показана схематично и искусственно увеличена.
ПОДРОБНОЕ ОПИСАНИЕ
В настоящей заявке под «сырьем» или «исходным материалом» следует понимать следующую смесь:
– по меньшей мере один металлический и/или керамический материал, образующий изготавливаемую деталь, и
– термопластическое связующее (или несколько термопластических связующих) на основе полимера(ов).
Классически эта смесь представляет собой гранулы.
Кроме того, в настоящей заявке под «исходной деталью» следует понимать деталь в ходе изготовления, которой уже придана форма, но из которой еще не удалено связующее. Следовательно, эта исходная деталь имеет общую форму конечной плотной детали, но поскольку она еще не была подвергнута спеканию, то еще не имеет свои конечные размеры. Действительно, этап спекания сопровождается явлением размерной усадки, которое приводит к уменьшению размеров детали. Эта объемная усадка зависит от первоначального состава сырья и, в частности, от процентного содержания наполнителя в упомянутом сырье. В составе наполнитель является несмешивающимся твердым веществом, диспергированным в матрице при помощи механического средства. Так, процентное содержание наполнителя соответствует объему порошка в сырье.
Как показано на фиг. 1, пользователь выполняет конечную деталь 1, содержащую две части (или детали 10, 12) с разными микроструктурами.
Например, пользователь хочет получить конечную деталь, имеющую мелкие зерна на поверхности (например, для замедления процесса усталости) и более крупные зерна в остальной части детали (чтобы обеспечить, например, ее сопротивление ползучести).
Технология выполнения в соответствии с представленным способом состоит в формовании первой исходной детали 10 при помощи сырья с большим гранулометрическим размером порошка и второй исходной детали 12 при помощи сырья более мелким гранулометрическим размером (см. фиг. 8). Обе детали 10, 12 выполняют при помощи способа PIM (или любого другого способа формования исходных деталей, например, типа 3D–печати), останавливающегося на вышеупомянутом этапе формования (или придания формы).
Таким образом, обе исходные детали 10, 12 соединяют на уровне зоны 14 соединения этих исходных деталей 10, 12, чтобы получить исходный моноблочный узел. Это соединение в исходном состоянии можно осуществить, в частности, путем добавления сварного шва из исходного материала, что будет подробно описано ниже.
Как показано на фиг. 2 и 3, пользователь сваривает две детали: например, пластину 10 и полый цилиндр 12. Обе детали 10, 12 являются так называемыми «исходными» деталями, то есть, как было указано выше, они еще не прошли через этап удаления связующего.
Обе исходные детали 10, 12 вводят друг с другом в контакт на уровне зоны 14 соединения этих исходных деталей 10, 12. Сварной шов 16, который тоже является материалом сырья, добавляют на исходные детали 10, 12 таким образом, чтобы сварной шов 16 следовал форме зоны 14 соединения. Весь комплекс образует при этом однородный исходный моноблочный узел.
Согласно варианту выполнения, представленному на фиг. 2, нанесение сварного шва 16 производят при помощи винтового питателя 18, сопло 20 которого направляют в сторону зоны 14 соединения. Температура на выходе сопла 20 является по существу такой же, как и температура литья во время этапа формования исходных деталей 10, 12. Например, для сырья Inconel 718®, используемого заявителем, температура сопла 20 равна 190°С. Для лучшего контроля способа винтовой питатель 18 можно установить на роботизированный манипулятор 22, соединенный с блоком 24 управления, обеспечивающим автоматизацию способа.
Согласно варианту выполнения, представленному на фиг. 3, нанесение сварного шва 16 производят в два этапа:
– на первом этапе полосу 26 твердого исходного материала вводят в контакт с зоной 14 соединения,
– на втором этапе упомянутую полосу 26 твердого исходного материала нагревают при помощи пистолета 28 с горячим воздухом, чтобы размягчить материал полосы 26 и получить сварной шов 16.
Как и в предыдущем варианте выполнения, пистолет 28 с горячим воздухом можно закрепить на роботизированном манипуляторе 22, соединенном с блоком 24 управления. Как было указано выше, это обеспечивает лучший контроль этапа добавления сварного шва 16.
Для исходного материала марки Inconel 718® температура воздуха на выходе пистолета 28 должна превышать 100°С.
Обе исходные детали 10, 12 могут иметь одинаковый состав, или, что будет пояснено ниже, они могут иметь разные составы. Что касается сварного шва 16, то он может иметь состав, сходный в составом двух соединяемых деталей 10, 12, или одинаковый с ними состав (при условии, что обе детали 10, 12 имеют одинаковый состав).
Под сходным составом следует понимать состав, имеющий:
– такое же процентное содержание наполнителя, что и состав других компонентов 10, 12, 16 однородного исходного моноблочного узла, чтобы обеспечивать одинаковую (или по существу одинаковую) объемную усадку каждого из этих компонентов 10, 12, 16 во время этапа спекания,
– скорость уплотнения, идентичную (или по существу идентичную) со скоростью уплотнения других компонентов 10, 12, 16 однородного исходного моноблочного узла,
– область спекания, совместимую с областью спекания других компонентов 10, 12, 16 однородного исходного моноблочного узла.
После добавления сварного шва 16 способ может содержать этап механической обработки: действительно, поскольку сварной шов 16 находится в исходном состоянии, его можно сразу подвергнуть механической обработке еще до этапа удаления связующего, чтобы сразу придать ему радиус или специальную форму, как показано на фиг. 4 и 5.
Преимуществом механической обработки до удаления связующего является то, что она требует меньше энергии, чем механическая обработка на конечной детали, которая является более твердой. Кроме того, ошибка в механической обработке на исходной детали, имеющей меньшую добавленную стоимость, имеет меньшие последствия, чем ошибка в механической обработке на конечной детали, которая имеет высокую добавленную стоимость.
Кроме того, как показано на фиг. 6 и 7, способ, описанный в настоящей заявке, позволяет сваривать две детали PIM, обходя условие, налагаемое совместным спеканием из известного технического решения, согласно которому зона 14 соединения ограничена всеми входящими друг с другом в контакт первоначальными поверхностями 30, 32 соединяемых деталей 10, 12 (см. фиг. 6). Благодаря решению, предложенному в рамках заявленного способа, именно поверхности 34, 34’, 36, 38 контакта между сварным швом 16 и соединяемыми деталями 10, 12 образуют зону 14 соединения (см. фиг. 7). Так, насчитывают четыре поверхности 34, 34’, 36, 38 контакта там, где раньше их было только две – 30, 32. В результате этого повышается механическая прочность зоны 14 соединения после сварки.
Таким образом, после добавления сварного шва 16 однородный моноблочный узел полностью образует конечную деталь 1 (см. фиг.5), которая содержит две детали 10, 12 и сварной шов 16. Зона 14 соединения содержит по меньшей мере четыре поверхности 34, 34’, 36, 38 контакта (первая поверхность 36 принадлежит к первой детали 10, вторая поверхность 38 принадлежит к второй детали 12, и третья и четвертая поверхности 34, 34’ принадлежат к сварному шву 16): первая поверхность 36 взаимодействует с третьей поверхностью 34, и вторая поверхность 38 взаимодействует с четвертой поверхностью 34’ во время этапа спекания, что позволяет повысить механическую прочность конечной детали 1.
Кроме того, как было указано выше, нет необходимости в совместном спекании входящих друг с другом в контакт поверхностей 30, 32 исходных деталей 10, 12: соединение происходит при совместном спекании поверхностей 36, 38 исходных деталей 10, 12, входящих в контакт с поверхностями 34, 34’ сварного шва 16, добавляемого на втором этапе таким образом, чтобы он следовал форме зоны 14 соединения, при этом контакт между различными свариваемыми поверхностями 34, 34’, 36, 38 является удовлетворительным и не требует подготовки перед этапом спекания.
После добавления и возможной механической обработки сварного шва 16 из однородного исходного моноблочного узла удаляют связующее, затем его подергают спеканию, чтобы получить плотный и однородный моноблочный узел, то есть конечную деталь, показанную на фиг. 7 и 8.
Таким образом, полный процесс производства деталей, соединяемых в исходном состоянии, как описано в настоящей заявки, например, деталей из Inconel 718®, можно представить следующим образом:
– формование под давлением предназначенных для соединения деталей, например, двух отдельных деталей 10, 12;
– соединение деталей 10, 12 при помощи заявленного способа, описанного в настоящей заявке, с добавлением сварного шва 16 из Inconel 718®;
– возможная механическая обработка в зоне 14 соединения, если в этом возникает необходимость;
– удаление связующего в соответствии с классическим протоколом, определенным для Inconel 718®;
– спекание в соответствии с классическим протоколом, определенным для Inconel 718®.
При спекании часть моноблочного узла, содержащая порошки с меньшим гранулометрическим размером и соответствующая второй исходной детали 12, имеет более мелкие зерна, тогда как часть конечной детали 1, содержащая порошки с большей гранулометрией и соответствующая первой исходной детали 10, имеет более крупные зерна (см. фиг. 8).
Поскольку обе исходные детали 10, 12 уже имеют разную гранулометрию, спеченный моноблочный узел можно подвергнуть стандартной и однородной термической обработке: действительно, дуальную микроструктуру получают еще на этапе спекания.
Такой же технический результат можно получить, изменяя химический состав порошков каждой из исходных деталей 10, 12, а не их гранулометрию, например, используя жаропрочный сплав на основе никеля с переменным содержанием углерода. В жаропрочных сплавах этого типа углерод выделяется в виде карбида, и это содержание выделенного карбида в большей или меньшей степени препятствует росту зерен во время спекания.
В частности, используют первый исходный материал (первая деталь 10), содержащий порошок химического состава №1, и второй исходный материал (вторая деталь 12), содержащий порошок химического состава №2. Например, речь может идти о сплаве René 77® с высоким содержанием углерода в качестве порошка химического состава №1 и о сплаве René 77® с низким содержанием углерода в качестве порошка химического состава №2. Таким образом, получают спеченный моноблочный узел, имеющий дуальную структуру, благодаря тому, что содержание углерода в René 77® оказывает влияние на рост зерна во время спекания.
Разные примеры выполнения позволяют получать конечные детали 1 с разной гранулометрией. Например, с порошками Inconel 718®, в которых размер D90 меньше 16 мкм, 25 мкм или 45 мкм. Можно также предусмотреть случай, когда порошки имеют разный химический состав, используя, например, сплав René 77®, содержащий 600 частей на миллион углерода или 160 частей на миллион углерода. Эти измеренные значения D90 относятся к гранулометрии порошков, используемых в исходном материале каждой детали отдельно.
Параметр D90 представляет собой точку на кривой распределения размеров частиц, образующих деталь. Эта конкретная точка показывает, какой размер имеют 90% частиц от общего объема рассматриваемой детали. Например, если D90 равен 844 нм, то 90% частиц рассматриваемой детали имеют диаметр, равный или меньший 844 нм, и, следовательно, 10% частиц имеют больший размер. Это измерение можно, в частности, осуществить методом лазерной дифракции. Классически, чтобы характеризовать гранулометрию детали, измеряют D10, D50 и D90. D10 всегда меньше, чем D50, который меньше, чем D90. Чем ближе их значения, чем однороднее будет размер частиц порошка.
Техническая проблема заключается в формовании, начиная с исходного состояния, конечной детали 1 при помощи двух разных исходных материалов (исходные детали 10, 12). Действительно, важно, чтобы оба исходных материала имели сходное содержание наполнителя (пропорция порошки/связующее), что гарантирует одинаковую или по существу одинаковую объемную усадку каждой из исходных деталей 10, 12 при спекании.
Необходимо также, чтобы области спекания исходных деталей 10, 12 были совместимыми между собой.
Необходимо также следить, чтобы формование исходных деталей 10 и 12 обеспечивало нормальное состояние границы 14 на соединении между двумя исходными деталями 10, 12.
Полный процесс производства деталей, соединяемых в исходном состоянии, как описано в настоящей заявке, например, деталей из Inconel 718®, можно представить следующим образом:
– формование под давлением предназначенных для соединения деталей, например, двух отдельных деталей 10, 12, одна из которых имеет гранулометрию А, а другая – гранулометрию В;
– соединение деталей 10, 12 при помощи заявленного способа, описанного в настоящей заявке;
– возможная механическая обработка в зоне 14 соединения, если в этом возникает необходимость;
– удаление связующего в соответствии с классическим протоколом, определенным для Inconel 718®;
– спекание в соответствии с классическим протоколом, определенным для Inconel 718®.
Изобретение относится к порошковой металлургии, в частности к способам соединения двух деталей с формированием моноблочного узла. Исходные детали, изготовленные из материала, содержащего порошки по меньшей мере одного металлического и/или керамического материала с различающимся гранулометрическим или химическим составом и одинаковым процентным содержанием наполнителя и одно или более термопластических связующих на основе полимера, соединяют таким образом, чтобы получить исходный моноблочный узел. Из упомянутого моноблочного узла удаляют связующее и спекают его для получения плотного моноблочного узла, образующего конечную деталь, содержащую по меньшей мере две части с разным размером зерна. Обеспечивается получение детали с дуальной микроструктурой при повышении качества, повышение качества поверхности зоны соединения, возможность контроля качества соединения до этапа удаления связующего со снижением количества брака. 2 н. и 2 з.п. ф-лы, 8 ил.
1. Способ сварки двух деталей (10, 12) из исходного материала, содержащего по меньшей мере один металлический и/или керамический материал, формирующий подлежащую изготовлению конечную деталь (1), и одно или более термопластических связующих на основе полимера, причем упомянутые детали из исходного материала называются исходными деталями, причем указанный способ содержит следующие этапы:
– соединяют упомянутые две исходные детали (10, 12) в зоне (14) соединения этих деталей таким образом, чтобы получить исходный моноблочный узел,
– удаляют связующее из упомянутого исходного моноблочного узла и
– спекают моноблочный узел для получения плотного моноблочного узла, образующего конечную деталь (1),
отличающийся тем, что обе исходные детали (10, 12) изготовлены, каждая, из смеси, содержащей порошки с различающимся гранулометрическим или химическим составом и одинаковое процентное содержание наполнителя, чтобы получить конечную деталь (1), содержащую по меньшей мере две части с разным размером зерна.
2. Способ по п.1, в котором упомянутые по меньшей мере две исходные детали (10, 12) содержат порошки с размером D90 менее 16 мкм, 25 мкм или 45 мкм.
3. Способ по п.1, отличающийся тем, что содержат этап, на котором на упомянутых исходных деталях добавляют сварной шов (16) таким образом, чтобы сварной шов (16) следовал форме зоны (14) соединения и чтобы получить однородной исходный моноблочный узел.
4. Моноблочный узел, образующий конечную деталь, содержащий две исходные детали (10, 12), соединенные при помощи способа по любому из пп.1–3, отличающийся тем, что упомянутые две исходные детали (10, 12) изготовлены, каждая, из смеси, содержащей порошки с различающимся гранулометрическим или химическим составом и одинаковое процентное содержание наполнителя, при этом конечная деталь (1) содержит две части с разным размером зерна.
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБЛЕДЕНЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2002 |
|
RU2233232C2 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 3717442 A1, 20.02.1973 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОЙ ОСЕСИММЕТРИЧНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ, СОДЕРЖАЩЕЙ УСИЛЕНИЕ ИЗ КЕРАМИЧЕСКИХ ВОЛОКОН | 2012 |
|
RU2584061C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2000 |
|
RU2184018C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ ДАВЛЕНИЕМ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2566128C1 |
| US 20100236688 A1, 23.09.2010. | |||

