Настоящее изобретение относится к восстановлению и защите рабочей фаски клапана двигателя внутреннего сгорания (ДВС) путем нанесения покрытия порошковой композиции на основе никеля с добавлением карбида кремния и диоксида циркония на подготовленную поверхность рабочей фаски клапана, и может быть использовано в моторостроительных и ремонтных производствах.
Известны способы восстановления деталей машиностроения сложной формы, клапанов двигателей внутреннего сгорания. [1,4,5] Также известен способ восстановления седла клапана заключающийся в предварительной очистке и механической обработке поверхности сопряжения с первичной наплавкой подслоя никеля и последующей механической обработкой. Последующей наплавки рабочего слоя жаропрочной аустенитной стали плавящимся электродом током обратной полярности с проковкой каждого валика со скоростью, не позволяющей металлу остыть. Осуществления окончательной механической обработки рабочей поверхности седла. [2]
Недостатками приведенного способа являются: 1) большое число операций, 2) высокая длительность восстановления, 3) подверженность материала окислению при повышенных температурах.
Задачей, на решение которой направлено заявляемое изобретение является создание способа восстановления рабочей фаски клапана с небольшим количеством операций, а также с использованием жаропрочных, износостойких, твердых материалов.
Данное решение достигается за счет использования лазерного способа наплавки [3], а также за счет использования порошковой композиций на основе никеля с добавлением легирующих элементов - карбида кремния и диоксида циркония.
Сущность метода заключается в предварительной механической обработке рабочей фаски клапана шлифовальным станком. Последующим этапом является наплавление порошковой композиции на основе никеля с добавлением карбида кремния и диоксида циркония методом короткоимпульсной лазерной обработкой порошковой обмазки. Завершающей операцией является пластическая деформация полученного покрытия скользящим алмазным выглаживателем. Порошковую композицию подготавливают в виде суспензии, которую наносят на обрабатываемую часть изделия тонким слоем, затем с помощью лазерного короткоимпульсного излучения оплавляют, при этом используют порошковую смесь следующего состава:
- Никель Ni:
- Карбид кремния SiC:
- Диоксид циркония ZrO2:
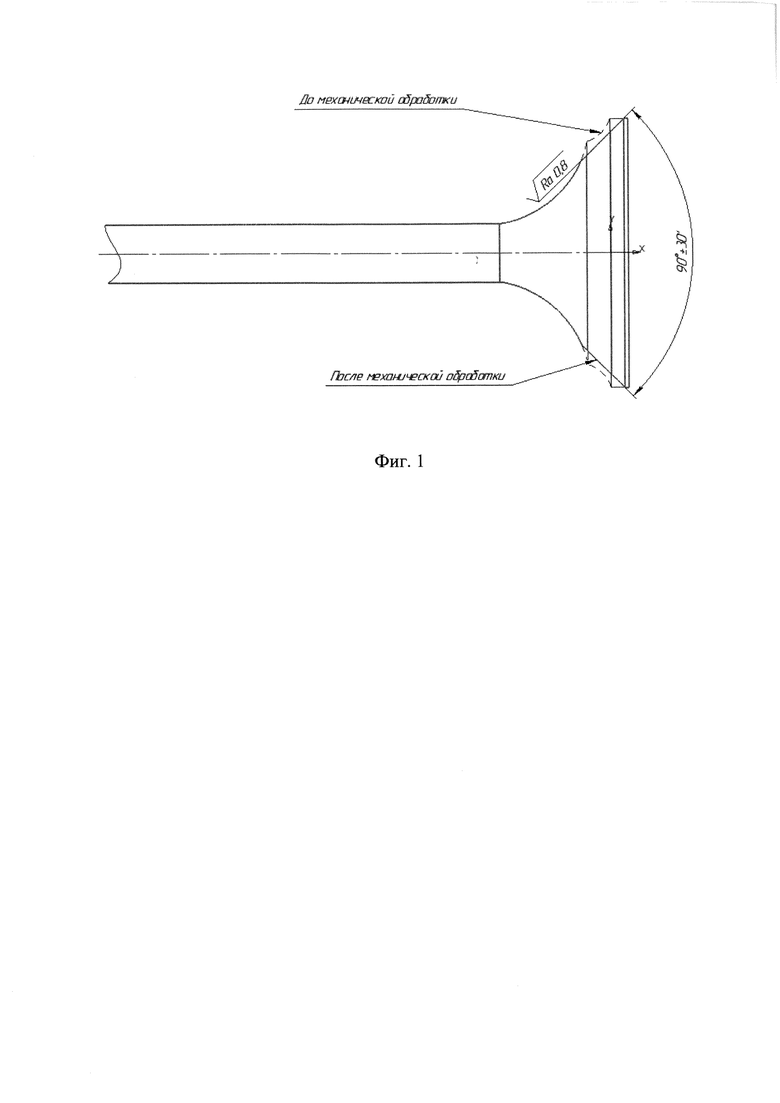
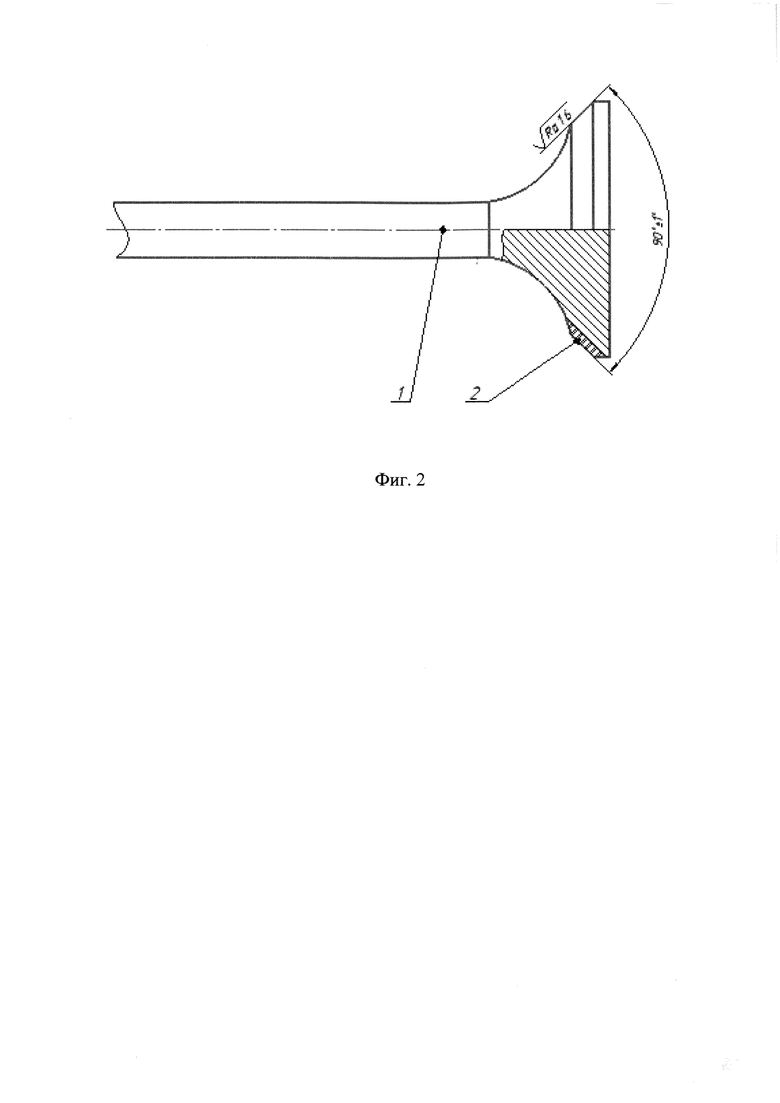
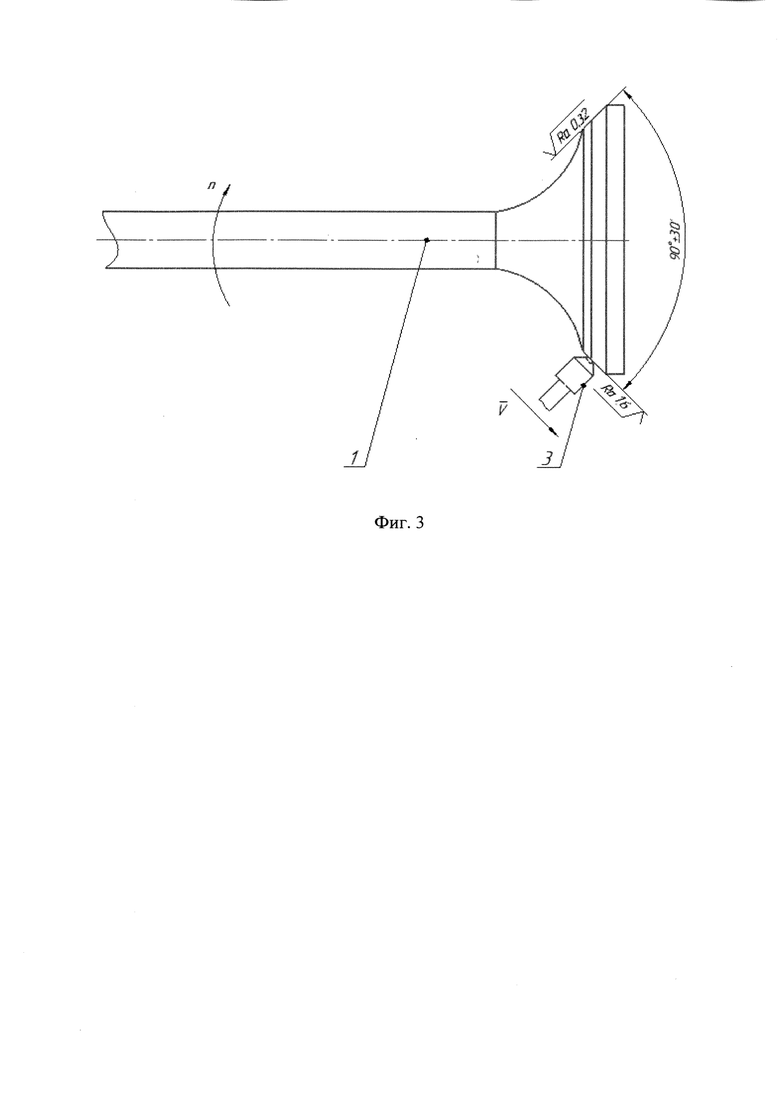
На фиг.1 представлен клапан после первичной механической обработки. На фиг.2 представлен вид рабочей фаски после наплавки порошковой композиции. На фиг.3 изображена схема выглаживания рабочей фаски.
Способ восстановления заключается в проведении очистки, дефектоскопии, удалении слоя материала (фиг.1) с сопрягающейся поверхности клапана до получения прямой образующей линии тарелки клапана с углом в 45° и шероховатостью Ra 0,8. Следующим этапом (фиг.2) является высокочастотная лазерная наплавка порошковой композиции 2 на основе никеля с легирующими керамическими элементами, например карбида бора, нитрида бора, карбида кремния и др. на поверхность клапана 1. Завершающим этапом восстановления (фиг.3) является выглаживание поверхности рабочей фаски клапана 1 с выдержкой угла фаски в (45±0,5)°, шероховатости Ra 0,32 при помощи алмазного выглаживателя 3.
Технический результат при использовании этого способа заключается в получении сверхтвердого износостойкого жаропрочного покрытия с низким коэффициентом трения порядка 0,12-0,15; толщиной в пределах 10-15 мкм, обладающего градиентностью свойств по толщине. Микротвердость поверхности покрытия составляет 1040 кг/мм2, термопрочность 1000°С. Шероховатость достигает значения Ra 0,32, угол фаски выдерживается в диапазоне (45±0,5°).
Список источников, принятых во внимание при составлении заявки
1. RU 2119557 C1, C25D 3/20.3аявлено: 1997.01.24. Опубликовано: 1998.09.27. Описание к изобретению патента РФ. Способ восстановления и упрочнения деталей.
2. RU 2448825 С2, В23Р 6/00, B23K 9/04. Заявлено: 2010.07.01. Опубликовано: 2012.01.10. Описание к изобретению патента РФ. Способ получения седла клапанов чугунных головок цилиндров ДВС при их изготовлении или восстановлении методом электродуговой наплавки.
3. RU 2497978 С2, С23С 24/08, B22F 3/10. Заявлено: 2011.07.22. Опубликовано: 2013.01.27. Описание к изобретению патента РФ. Способ формирования покрытия и установка для его осуществления.
4. RU 2516418 С2, В23Р 6/00. Заявлено: 2011.06.29. Опубликовано: 2013.01.10. Описание к изобретению патента РФ. Способ восстановления наружной рабочей поверхности деталей из белого чугуна.
5. SU 100737 A1, C23D 5/00. Заявлено: 1953.07.30. Опубликовано: 1955.01.01. Описание к изобретению патента СССР. Способ защитного покрытия клапанов авиадвигателей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойкого антифрикционного покрытия на подложке из стали, никелевого или титанового сплава | 2023 |
|
RU2826632C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ С НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2019 |
|
RU2718793C1 |
| Способ получения стойкого композиционного покрытия на металлических деталях | 2020 |
|
RU2752403C1 |
| Способ получения функциональных антифрикционных покрытий для подшипниковых сопряжений турбокомпрессоров ДВС на основе металлокерамических соединений с низким коэффициентом трения | 2024 |
|
RU2826114C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ДЕТАЛИ ИЗ ЧУГУНА ИЛИ СТАЛИ | 2024 |
|
RU2828526C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2020 |
|
RU2751499C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2022 |
|
RU2780616C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕПЛОЗАЩИТНОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ЧУГУНА И СТАЛИ | 2021 |
|
RU2766627C1 |
| СПОСОБ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 2004 |
|
RU2257285C1 |
| СОСТАВ ПРИСАДОЧНОГО МАТЕРИАЛА | 2013 |
|
RU2530978C1 |
Изобретение относится к способу восстановления рабочей фаски клапана газораспределительного механизма двигателя внутреннего сгорания и может быть использовано в моторостроительном и ремонтном производстве. Проводят очистку, дефектоскопию и первичную механическую обработку рабочей фаски клапана. Затем осуществляют наплавку порошковой композиции на основе никеля с добавлением карбида кремния и диоксида циркония методом короткоимпульсной лазерной обработки и выглаживание поверхности рабочей фаски клапана с выдерживанием угла фаски в диапазоне 45±0,5° и получением шероховатости поверхности рабочей фаски клапана Ra 0,32. Обеспечивается получение сверхтвердого износостойкого жаропрочного покрытия с низким коэффициентом трения 0,12-0,15, толщиной в пределах 10-15 мкм, обладающего градиентностью свойств по толщине, и термопрочностью при 1000°С. 1 з.п. ф-лы, 3 ил.
1. Способ восстановления рабочей фаски клапана газораспределительного механизма двигателя внутреннего сгорания, включающий наплавку восстанавливающего материала на основе никеля, отличающийся тем, что сначала проводят очистку, дефектоскопию и первичную механическую обработку рабочей фаски клапана, затем осуществляют наплавку порошковой композиции на основе никеля с добавлением карбида кремния и диоксида циркония методом короткоимпульсной лазерной обработки и выглаживание поверхности рабочей фаски клапана с выдерживанием угла фаски в диапазоне 45±0,5° и получением шероховатости поверхности рабочей фаски клапана Ra 0,32.
2. Способ по п. 1, отличающийся тем, что выглаживание поверхности рабочей фаски клапана проводят с помощью алмазного выглаживателя.
| Способ наплавки клапанов | 1988 |
|
SU1540984A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ С НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2019 |
|
RU2718793C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕДЛА КЛАПАНОВ ЧУГУННЫХ ГОЛОВОК ЦИЛИНДРОВ ДВС ПРИ ИХ ИЗГОТОВЛЕНИИ ИЛИ ВОССТАНОВЛЕНИИ МЕТОДОМ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ | 2010 |
|
RU2448825C2 |
| КЛАПАН ВЫПУСКНОЙ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ЖАРОПРОЧНЫЙ СПЛАВ ДЛЯ НЕГО | 2006 |
|
RU2339822C9 |
| US 20120217226 A1, 30.08.2012 | |||
| CN 106925894 A, 07.07.2017. | |||

