Изобретение относится к обработке металлов давлением преимущественно к поперечной прокатке изделий и может быть использовано для изготовления полых тел вращения, имеющих фасонную боковую поверхность, в частности может быть использовано при производстве заготовок катков бортовой передачи трактора и других аналогичных изделий.
Известен способ изготовления заготовок катков трактора методом поверхностного нагрева этих заготовок в индукторе ТВЧ и последующей их прокаткой в центрах между двумя вращающимися и сближающимися профильными валками (арх. 1968 г. РПКТИТ «Поперечная прокатка заготовок катков»). Недостаток известного способа заключается в том, что при нагреве заготовок катков в индукторе ТВЧ не обеспечивается надежность получения стабильного нагрева поверхности и глубины прогрева заготовок катков. Эти колеблющиеся параметры технологического процесса, зависящие от размеров поставляемых со стороны заготовок катков, как показала практика, существенно влияют на качество изделий и производительность труда.
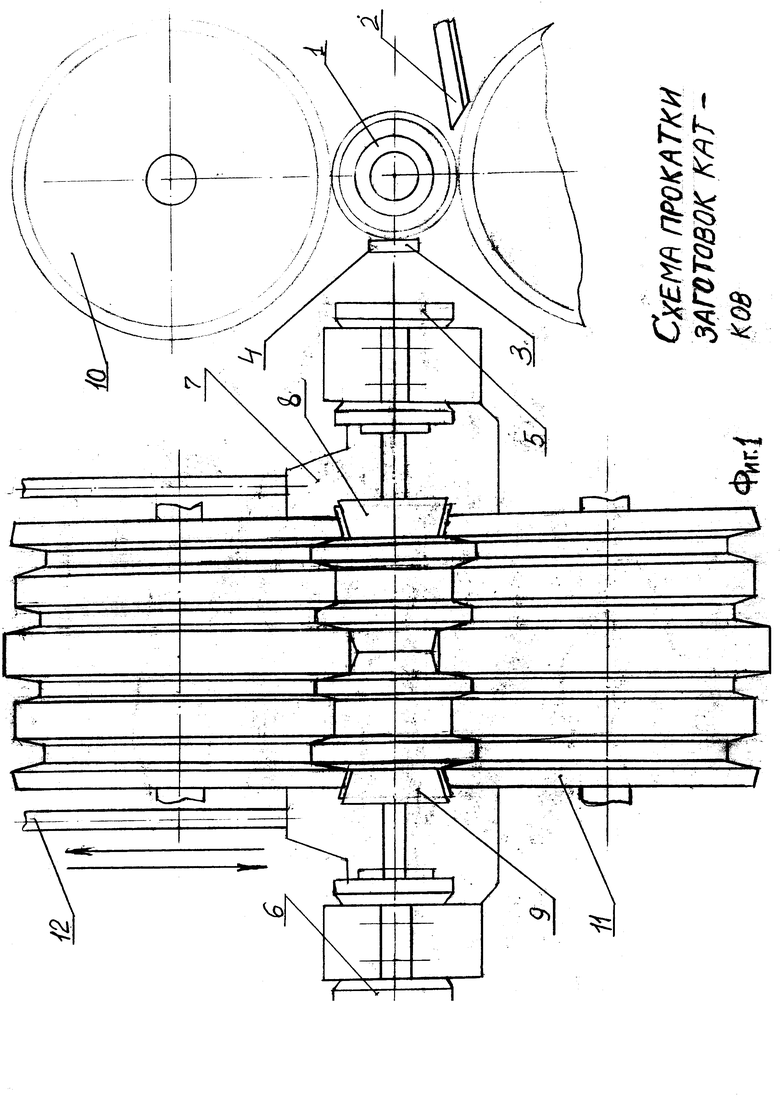
Цель изобретения - повышение качества получения изделий и производительности труда. Поставленная цель достигается за счет того, что поверхностный нагрев заготовок в индукторе ТВЧ производится с применением пустотелой оправки с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовок катков и последующей их прокаткой. Прокатка заготовок катков трактора производится на двухвалковом прокатном стане, содержащем нижний профильный валок 11 - неподвижный, верхний профильный валок 10 - подвижный, перемещающийся под действием верхнего гидроцилиндра (на схеме не указан). Оба профильных валка имеют профиль, аналогичный профилю готового опорного катка, привод этих валков и центрователь 7. Центрователь 7 четырьмя болтами 12 подвешен к основанию верхнего валка и перемещается вместе с ним. Центрователь 7 в стане предназначен для того, чтобы фиксировать заготовку 1 на заданной позиции и удерживать ее в процессе прокатки. В корпусе центрователя смонтированы два гидроцилиндра 5-6, связанные посредством штоков с центрами 8-9, свободно вращающихся в пинолях центрователя 7. Заготовка катка 1, подаваемая по наклонному лотку 2 в зону прокатки, затормаживается упорами 3-4, которые срабатывают от двух пневмоцилиндров, так же смонтированы в корпусе центрователя (на схеме не указаны).
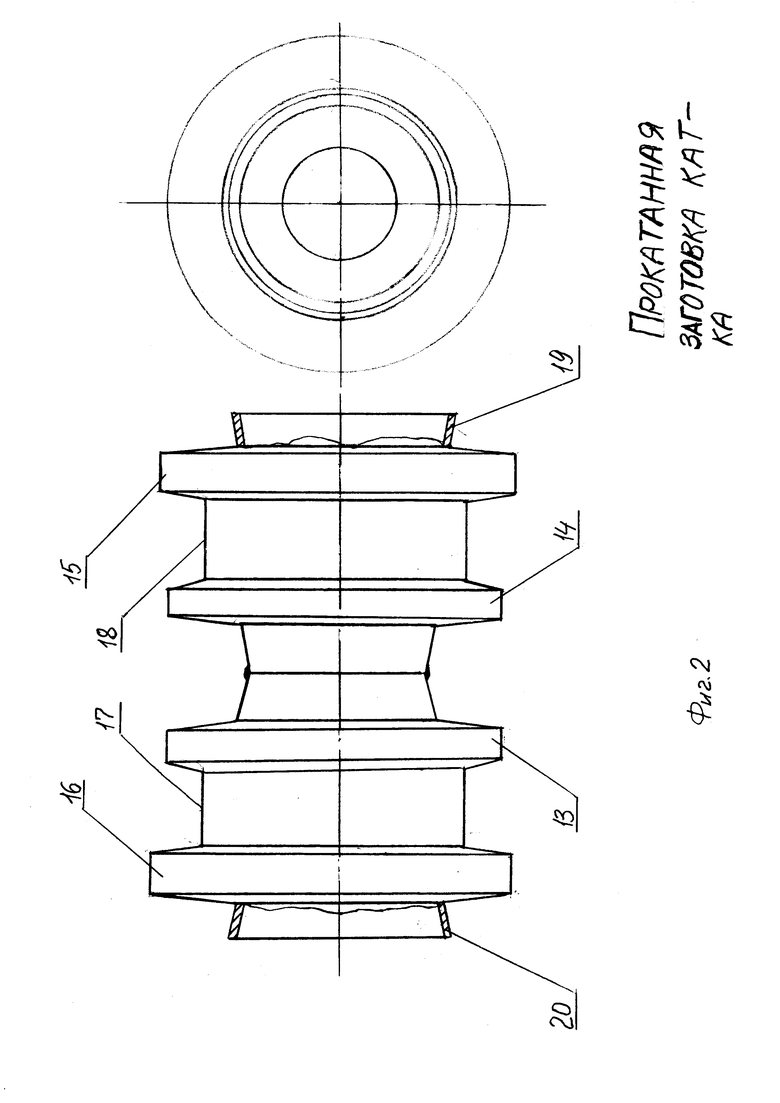
На чертеже Фиг. 1 изображена схема прокатки заготовки катка. Прокатка осуществляется следующим образом. Нагретая заготовка катка 1 по наклонному лотку 2 поступает в зону прокатки стана до упоров 3-4, затем гидроцилиндры 5-6 центрователя 7, действуя на центра 8-9, зажимают заготовку 1 с торцов, а упоры отводятся. Верхний валок 10 начинает двигаться. Нижний валок 11 неподвижен, он только вращается. Оба профильных валка 10-11, вращаясь и сближаясь, обжимают заготовку 1 до полного образования реборд и беговых дорожек на ее поверхности. На чертеже Фиг. 2 представлена прокатанная заготовка катка, где
Затем нагретая и прокатанная заготовка катка 1 поступает в закалочное устройство для закалки реборд и беговых дорожек и передачи ее для дальнейшей механической обработки и сборки.
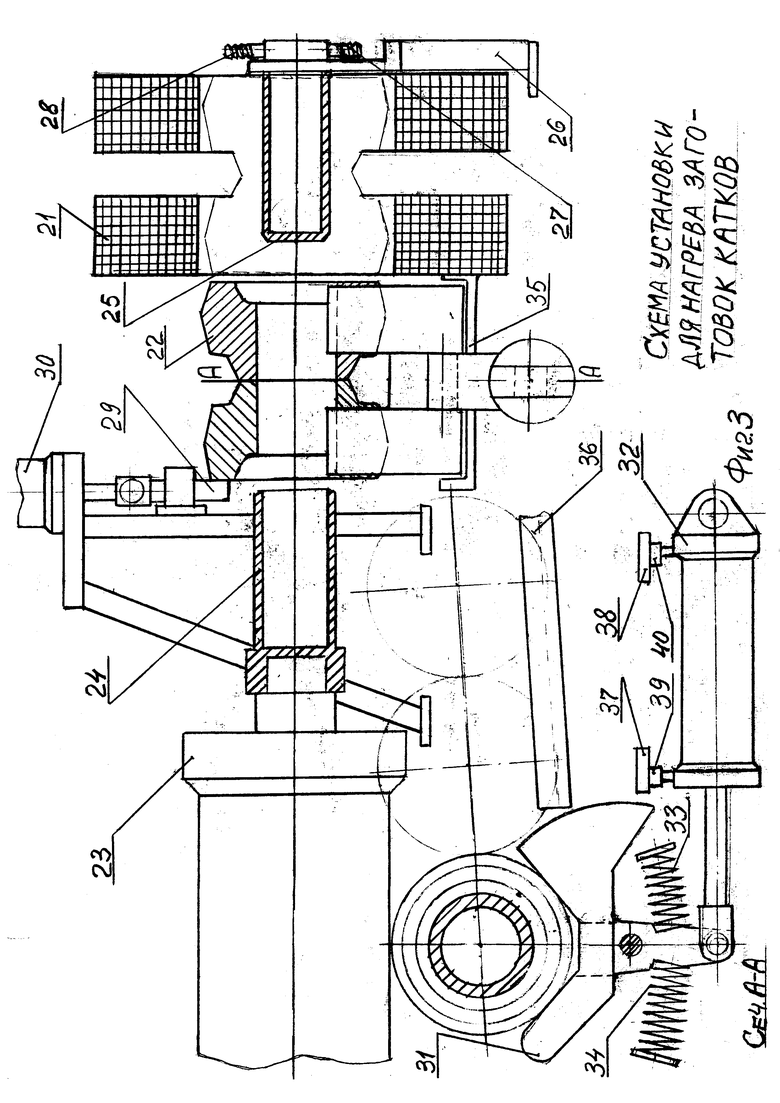
Поставленная цель изобретения - повышение качества изделий и производительности труда достигается не только прокаткой заготовок на прокатном стане, но и поверхностным нагревом этих заготовок в индукторе ТВЧ с применением пустотелой оправки с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовок. Нагрев заготовок катков для прокатки осуществляется на установке для нагрева заготовок катков, которая содержит: индуктор ТВЧ 21 для нагрева заготовок 22, гидроцилиндр 23 для подачи заготовок в индуктор, охлаждаемую пустотелую оправку 24, имеющую ребристую поверхность, которая входит в отверстие заготовки и удерживает ее в процессе нагрева, охлаждаемый сердечник 25, закрепленный на стойке 26 (сердечник 25 размещается внутри пустотелой оправки 24 и охлаждается водопроводной водой через два штуцера 27-28, охлаждая при этом саму оправку 24), механизм заслонки 29 с пневмоцилиндром 30, а также находящиеся в сечении А-А каретку 31 с пневмоцилиндром 32 и спиральные уравновешивающие пружины 33-34.
На чертеже Фиг. 3 изображена схема установки для нагрева заготовок катков. Нагревательная установка работает следующим образом. По сигналу с пульта управления включается гидроцилиндр 23 подачи заготовок. Шток гидроцилиндра 23 с закрепленной на нем пустотелой оправкой 24 при своем движении входят в отверстие заготовки 22 до бурта на оправке 24. Оправка 24 своим буртом цепляет заготовку 22 и вместе с ней поступают в полость индуктора ТВЧ 21 до упора в стойку 26. По сигналу стойки 26 включается нагрев заготовки 22 до определенной температуры, после этого индуктор 21 отключается, подавая сигнал гидроцилиндру 23 и механизму заслонки 29, т.е. пневмоцилиндру 30 на срабатывание. Шток пневмоцилиндра 30 соединенный с заслонкой 29, пройдя определенное расстояние, останавливается, создавая препятствие для заготовки. Шток гидроцилиндра 23 с оправкой 24 и нагретой заготовкой 22, двигаясь в обратном направлении, встречаются с выдвинутой заслонкой 29 и заготовка останавливается, а шток с оправкой 24 двигается до полной остановки.
Остановившийся шток гидроцилиндра 23 подает сигнал на срабатывание каретки 31, т.е. пневмоцилиндра 32, который своим штоком, действуя на рычаг каретки 31, поворачивает каретку 31 против часовой стрелки вокруг ее оси и заготовка по наклонному лотку 35 скатывается к прокатному стану. По сигналу каретки 31 через 1-2 сек. шток пневмоцилиндра 32 двигается в обратном направлении и через рычаг каретки, поворачивает каретку 31 по часовой стрелке вокруг ее оси и каретка 31 устанавливается таким образом, что очередная заготовка по наклонному лотку 36 скатывается в седло каретки 31. Затем золотники 37-38 пневмоцилиндра 32 перекрывают подачу сжатого воздуха и открывают воздушные клапаны 39-40 пневмоцилиндра 32, а спиральные пружины 33-34 устанавливают рычаг каретки 31в вертикальное положение. Каретка 31 под действием спиральных пружин устанавливается в рабочее положение и цикл повторяется.
Предложенным способом можно получать трубчатые фланцевые втулки, а также трубчатые заготовки с боковым фасонным профилем. Поверхностный нагрев этих заготовок в индукторе ТВЧ осуществляется с применением пустотелой оправки с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовок и последующей прокаткой их, будет успешно проведен. Однако следует сказать, что в каждом конкретном случае применений предложенного способа, будет необходимо варьировать рабочим профилем прокатных валков и подбирать конструкцию каретки 31 и пустотелой оправки 24 с сердечником 25 (см. чертеж Фиг. 3).
Предложенный способ изготовления полых тел вращения, имеющих фасонную боковую поверхность (типа опорного катка трактора), методом поверхностного нагрева заготовки катка в индукторе ТВЧ на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки катка, с последующей прокаткой этой заготовки в центрах между двумя сближающимися и вращающимися профильными валками обеспечивает повышенное качество получения изделий, повышенную производительность труда и снижение процента брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечной прокатки тракторных катков | 1979 |
|
SU776726A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Рабочая клеть стана поперечнойпРОКАТКи | 1979 |
|
SU804140A1 |
| Стан для прокатки зубчатых колес | 1977 |
|
SU921659A1 |
| Стан поперечной прокатки полых профильных изделий | 1985 |
|
SU1319948A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| Рабочая клеть стана для получения полых фланцевых изделий с фасонной боковой поверхностью | 1981 |
|
SU967637A1 |
Изобретение относится к изготовлению опорного катка трактора. Осуществляют поверхностный нагрев заготовки катка трактора в индукторе ТВЧ и последующую прокатку заготовки в центрах между двумя сближающимися и вращающимися профильными валками. При этом поверхностный нагрев заготовки осуществляют до температуры 1200±50°С на глубину 30 мм на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки. Прокатку заготовки осуществляют в профильных валках, вращающихся со скоростью 35 об/мин. В результате расширяются технологические возможности. 3 ил.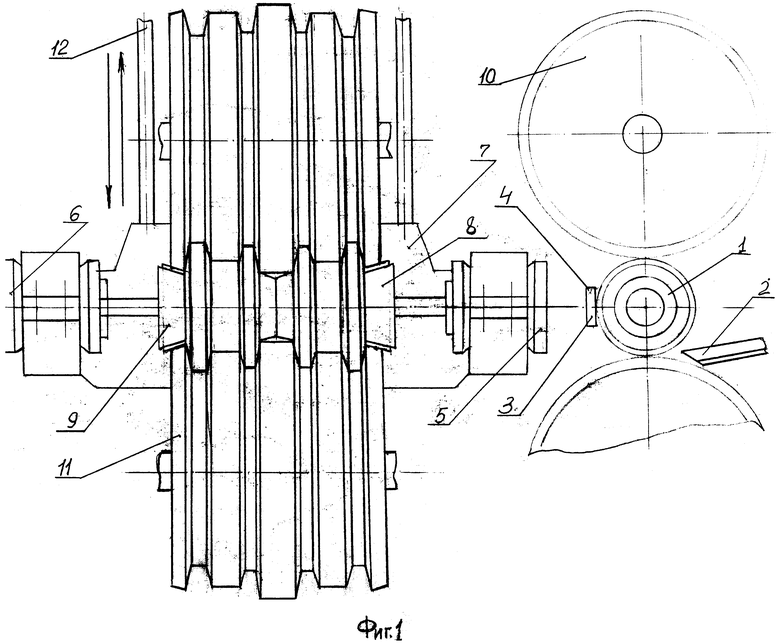
Способ изготовления опорного катка трактора, включающий поверхностный нагрев заготовки катка трактора в индукторе ТВЧ и последующую прокатку заготовки в центрах между двумя сближающимися и вращающимися профильными валками, при этом поверхностный нагрев заготовки осуществляют до температуры 1200±50°С на глубину 30 мм на пустотелой оправке с охлаждаемым сердечником, предотвращающей сквозной прогрев заготовки, а прокатку заготовки осуществляют в профильных валках, вращающихся со скоростью 35 об/мин.
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ | 2011 |
|
RU2456102C1 |
| 0 |
|
SU193423A1 | |
| Способ продольной прокатки труб | 1978 |
|
SU1022760A1 |
| EP 1908533 A1, 09.04.2008. | |||

