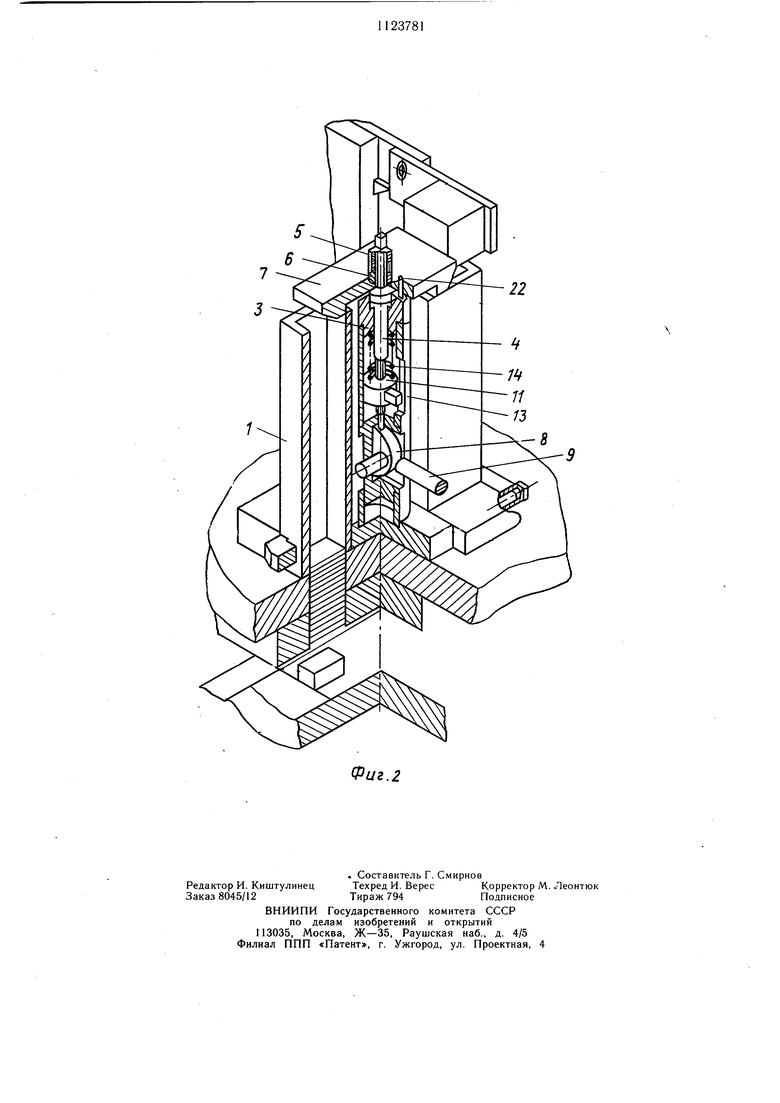
Изобретение относится к обработке металлов давлением и может быть использовано в холодноштамповочном производстве для стапелирования штучных заготовок. Наиболее близкой к предлагаемой по совокупности существенных признаков и достигаемому эффекту является сменная кассета к штампу для стапелирования штучных заготовок, содержащая магазин для размещения заготовок и узел фиксации 1. Недостатком этого устройства является невысокая надежность фиксации сменной кассеты в гнезде штампа, что может привести к выпаданию кассеты из гнезда. Цель изобретения - повышение надежности крепления. Поставленная цель достигается тем, что в сменной кассете для стапелирования штучных заготовок, содержащей магазин со сквозной полостью для размещения заготовок и узел фиксации, последний выполнен в виде корпуса,тяги, установленной в корпусе, при-жимной планки, закрепленной на одном конце тяги с возможностью взаимодействия с верхним торцом кассеты, поворотного кулачка, размещенного в корпусе с возможностью взаимодействия с другим концом тяги, и пружины, прижимающей тягу к кулачку. На фиг. 1 изображена сменная кассета с узлом фиксации; на фиг. 2 - вариант установки двух сменных кассет в штампе. Сменная кассета содержит магазин 1 со сквозной полостью и узел фиксации, содержащий корпус 2, расположенный рядом с магазином 1, внутри корпуса 2 имеется выступ 3, вертикальная тяга 4, на верхнем конце которой с помощью двух гаек 5 и сферической щайбы б закреплена прижимная планка 7, нижний конец тяги 4 касается устано.вленного в нижней части корпуса 2 поворотного кулачка 8 с рукояткой 9. Для равномерного распределения сил прижимная планка 7 установлена симметрично относительно тяги 4 и один конец ее расположен над магазином 1, а другой над опорой 10. На нижний конец тяги 4 навинчена резьбовая втулка 11. Во избежание ее прокручивания в ее боковые стенки вставлены штыри 12, которые входят в прорези 13, выполненные в стенках корпуса 2. Между втулкой И и выступом 3 корпуса 2 установлена пружина 14. Штифт 15 предназначен для предотвращения проворачивания прижимной планки 7 и способствует ее точной установке над магазином 1. Сменную кассету устанавливают, например, в вырубной щтамп, содержащий пуансон 16, закрепленный на нижней неподвижной плите 17, матрицу 18, закрепленную на верхней подвижной плите 19. В матрице 18 и верхней плите 19 выполнено отверстие по конфигурации вырубаемых деталей. Над отверстием расположено гнездо для установки магазина 1, образованное несколькими, например тремя, неподвижными ограничителями 20 и одним подвижным откидным ограничителем 21, который щарнирно связан с одним неподвижным ограничителем 20. Над магазином 1 установлен конечный выключатель 22, срабатывающий при наполнении магазина 1 и отключающий привод пресса, на котором установлен штамп При двухрядной штамповке на штамп с двумя матрицами и двумя пуансонами устанавливают две сменные кассеты (фиг. 2). Устройство работает следующим образом Перед началом работы производят закрепление магазина 1 в штампе. При подъеме рукоятки 9 кулачок 8 большим диаметром устанавливается вдоль оси тяги 4. Тяга 4, поднимаясь вверх, приподнимает прижимную планку 7, при этом втулка 11 сжимает пружину 14. Магазин 1 устанавливают между неподвижными ограничителями 20, опускают подвижный ограничитель 21. После этого опускают рукоятку 9, кулачок 8 возвращается в исходное состояние, а пружина 14 возвращает тягу 4, которая прижимает магазин 1 прижимной планкой 7. При включении пресса вырубаемые детали поступают через отверстие в матрице 18 и верхней плите 19 в магазин 1. Вырубка производится до .тех пор, пока детали полностью не наполнят магазин 1. При наполнении кассеты срабатывает конечный выключатель 22, вследствие чего останавливается пресс. Поднимают рукоятку 9 кулачка,8, освобождают магазин 1. и заменяют ее другой. Предлагаемое устройство обладает высокой надежностью фиксации сменной кассеты.
22
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сталелирования штучных заготовок,отделения от стопы и перемещения | 1982 |
|
SU1110520A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Штамп для вырубки заготовок и сборки их со штучными деталями | 1988 |
|
SU1558536A1 |
| Устройство для вырубки интегральных схем | 1987 |
|
SU1442294A1 |
| Устройство для резки монтажного провода на мерные заготовки | 1989 |
|
SU1675013A1 |
| Устройство для подачи плоских заготовок в рабочую зону штампа | 1981 |
|
SU963629A1 |
СМЕННАЯ КАССЕТА ДЛЯ СТА ПЕЛИРОВАНИЯ ШТУЧНЫХ ЗАГОТОВОК, содержащая магазин со сквозной полостью /б для размещения заготовок и узел фнксацни/ отличающаяся тем, что, с целью повышення надежности работы, узел фиксации выполнен в виде корпуса, тяги, установленной в корпусе, прижимной планки, закрепленной на одном конце тяги с возможностью взаимодействия с верхним торцом кассеты, поворотного кулачка, размещенного в корпусе с возможностью взаимодействня с другим концом тяги, и пружнны, прижимающей тягу к кулачку. (Л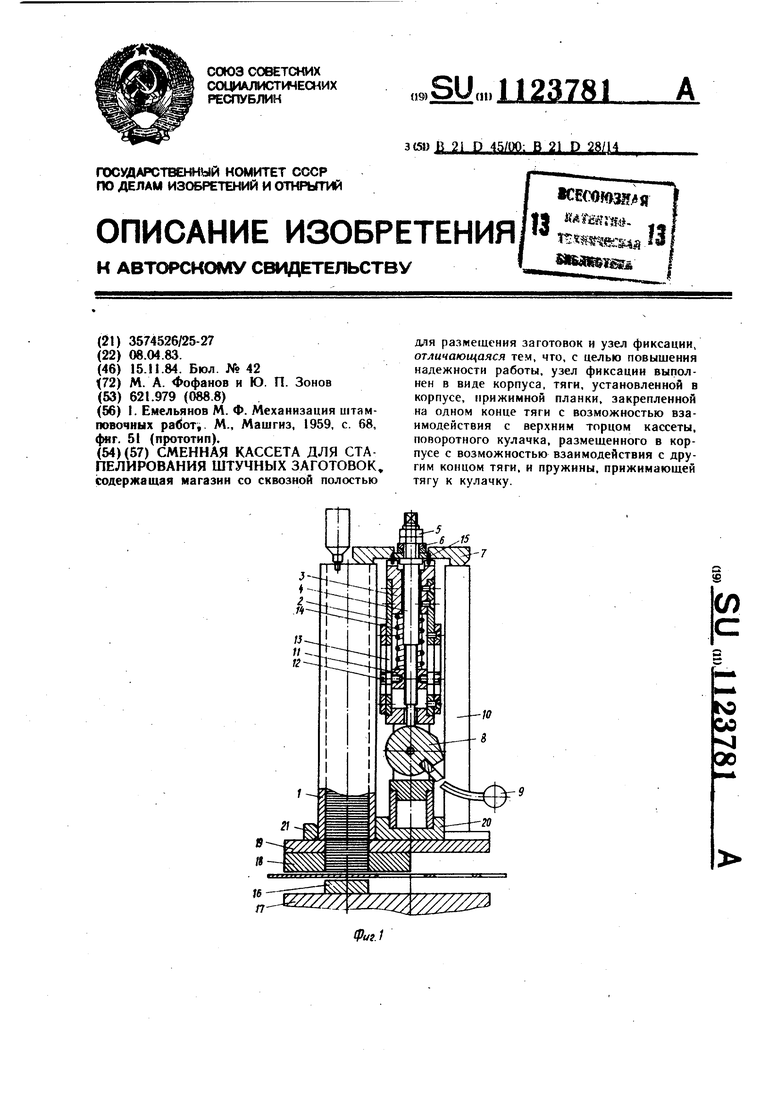
| I | |||
| Емельянов М | |||
| Ф | |||
| Механизацня штамповочных работу | |||
| М., Машгнз, 1959, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
