Изобретение относится к производству резиновых технических изделий и предназначено для изготовления их методом литье вого прессования.
Цепь изобретения - расширение техно логических возможностей устройства за счет обеспечения возможности изготовления изделий широкого ассортимента.
На фиг.1 изображено предлагаемое устройство в положении заполнения формующих гнезд резиновой смесью; на фиг.2 то же, в положении вулканизации; на фиг 3 то же, после заполнения формообразующих гнезд резиновой смесью.
Устройство для литьевого прессования содержит прессовый узел 1 с плунжером 2 и нагревательными плитами 3 и 4, загрузочную камеру 5 с поршнем 6 и литьевую пресс форму.
Литьевая пресс-форма образована пол уформами 7 и 8. Полуформа 7 имеет формо образующие гнезда 9, а полуформа 8 формообразующие выступы 10 Полуформы 7 и 8 установлены соответственно ня пли1 ,) 4 и 3 прессового узла 1.
На направляющих 11 с возможностью возвратно-поступательного перемещения в перпендикулярном центральной оси прессового узла 1 направлении и возможностью взаимодействия с полуформами 7 и 8 уста новлена литьевая плита 12. Последняя име ет литниковые каналы 13 и рабочую поверхность 14, выполненную по профилю рабочей поверхности полуформы 8. Нз про тивоположной рабочей поверхности плиты 12 выполнены пазы 15 для захода формую щих выступов 10 полуформы 8. Плита 12 установлена на направляющих с возможностью вертикального перемещения.
Устройство работает следующим образом.
Под действием плунжера 2 осуществля ется смыкание полуформ 7 и 8 расположен ной между ними литьевой плитой 12 (фиг 1). С помощью поршня 6 резиновая смесь 16 выдавливается из загрузочной камеры 5 и через литниковые каналы 13 литьевой пли ты 12 поступает в формообразующие гнезда 9 полуформы 7. После заполнения ПОСМРД них резиновой смесью пресс форма раскрывается, т.е. вместе с плунжером 2 поднимается нагревательная плита 3 и пол
уформа 8, а литьевая плита 12 перемещает ся вертикально вверх и занимает промежуточное положение между полуформами 7 и 8. Далее литьевая плита 12 выводится по
направляющим 11 из зоны прессового узла (фиг.З). а прессовым узлом 1 смыкаются полуформы 7 и 8 (фиг.2) и производится вулканизация. По окончании вулканизации пресс-форма раскрывается и готовые изделия 17 извлекаются из нижней полуформы. Затем литьевая плита возвращается в рабо чую зону прессового узла и процесс повторяется.
Установка полуформ пресс-формы на
нагревательных плитах прессового узла со кращает время вулканизации и улучшает ка чество изготавливаемых изделий, а расположение формообразующих гнезд в нижней полуформе (ниже литьевой плиты)
позволяет изготавливать на предлагаемом устройстве практически весь ассортимент резиновых изделий, в том числе армированных.
Наличие одной подвижной плиты снижает металлоемкость и трудозатраты на изготовление механизма. Перемещение литьевой плиты и отсутствие выдвинутой плиты в зоне обслуживания создают удобство при эксплуатации.
Формула изобретения 1. Устройство для литьевого прессования резиновых технических изделий, содержащее прессовый узел, загрузочную
камеру, литьевую пресс-форму имеющую полуформу с формообразующими i нездами и полуформу г. формообразующими выступами, и установленную на горизонтальных направляющих с возможностью воэвратиопоступательного перемещения в перпендикулярном центральной оси прессового узла направлении, и взаимодействия с имеющей формующие гнезда полуформой литьевую плиту с литниковыми каналами и рабочей
поверхностью по профилю рабочей поверхности полуформы с формообразующими выступами отличающееся тем. что, с целью расширения технологических возможностей устройства, полуформа с формообразующими выступами установлена на верхней нагревательной плите прессового узла, полуформа с формообразующими
гнездами установлена на нижней нагревательной ппите прессового узла, а литьевая плита установлена на горизонтальных направляющих с возможностью вертикального перемещения
2. Устройство поп.1,отличающее- с я тем, что противоположная рабочей поверхность литьевой плиты выполнена с пазами для захода формообразующих выступов полуформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1167027A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |


Изобретение относится к производству резиновых технических изделий и предназ начено для изготовления их методом литьевою прессования. Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности изготовления изделий широкого ассортимента Для этого полуформа 8 с формообразующими выступами установлена на верхней нагревательной плите 3, а полуформа 7 с формообразующими гнездами на нижней нагревательной плите 4 Литьевая плита 12 установлена на горизонтальных направляющих с возможностью возвратно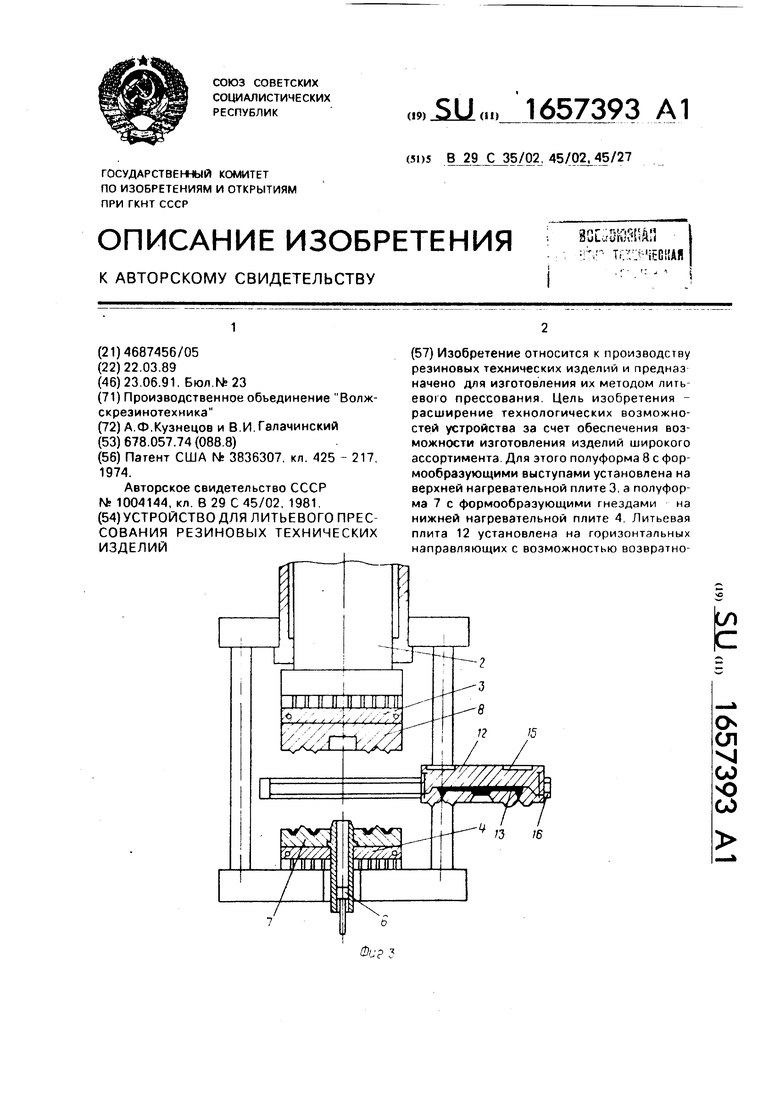
Фиг.1
11
И
junu
щцци
У//////////А
и
Ј
77 7
/
/ / / / / / „/
/л
/
8
72
щцци
////А
и
| Патент США Мг 3836307, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Солесос | 1922 |
|
SU29A1 |
