(54) ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА
1
Изобретение относится к переработке эластомерных материалов в изделия литьевым способом и может быть использовано, в . частности для переработки резиновых смесей.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является литьевая пресс-форма для изготовления изделий из эластомерного материала, содержащая многоместную матрицу, литьевую камеру t плунжером и промежуточную плиту с литниковыми каналами.
В известной пресс-форме промежуточная плита выполнена из смеси асбестового волокна и фенольной смолы, покрыта антийдгезионным материалом и снабжена втулками из антиадгезионного материала, например политетрафторэтилена, установленными в литниковых каналах 1.
Так как формуемые эластомеры обладают высокой адгезией к материалу промежуточной плиты, то для обеспечения нормальной работы известного устройства необходимо применение вставок для литниковых каналов, выполненных из антиадгезионного материала. При этом значительно усложняется .конструкция промежуточной плиты и ее изрвтовление.
Цель изобретения - упрощение изготовления промежуточной плиты.
Поставленная цель достигается тем, что в литьевой пресс-форме для изготовления изделий из эластомерного материала, содержащей многоместную матрицу, литьевую камеру с плунжером и промежуточную плиту с литниковыми каналами, промежуточная плита выполнена из стеклотекстолита на
основе кремнийорганического и/или эпоксикремнийорганического связующего.
В условиях литьевого прессования формуемые эластомеры не прилипают к плите из указанных материалов и литниковым каналам, вследствие чего отпадает необходимость в антиадгезионном пркрытйи поверхностей плиты и литниковых каналов.
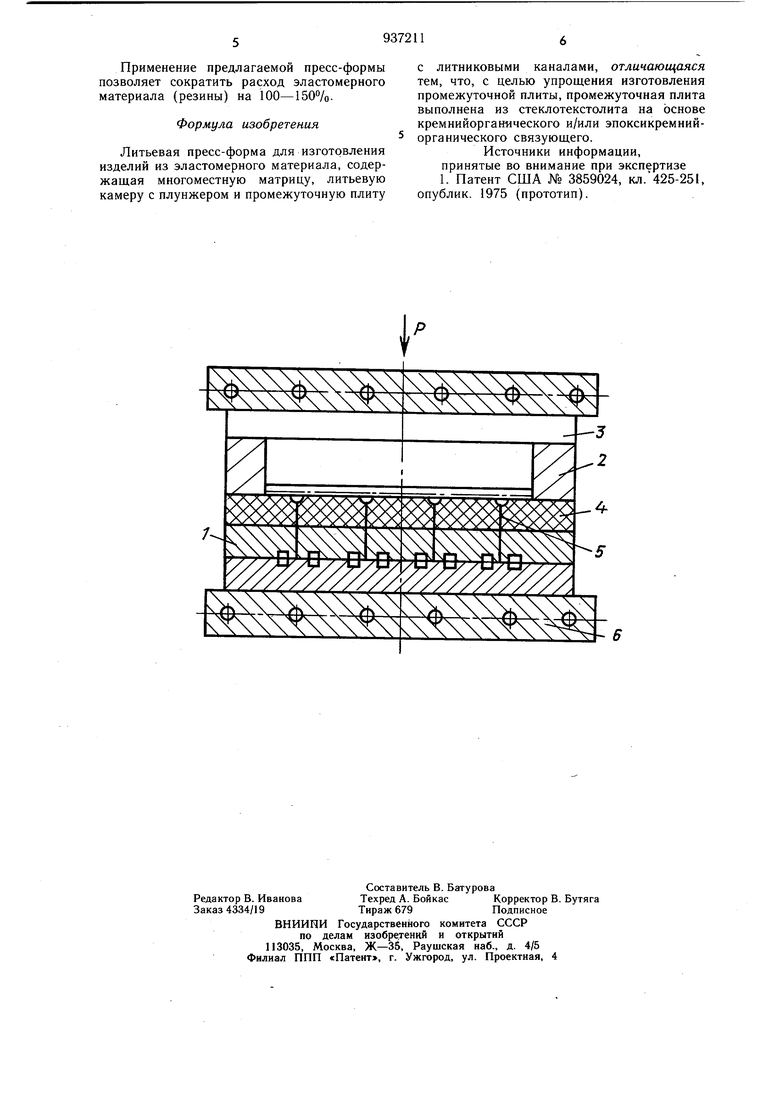
На чертеже изображена предлагаемая 20 литьевая пресс-форма.
Литьевая пресс-форма содержит многоместную матрицу 1, литьевую камеру 2 с плунжером 3 и промежуточную плиту 4 с литниковыми каналами 5.
Промежуточная плита 4 выполнена из стеклотекстолита на основе кремнийорганического и/или эпоксикремнийорганического связующего. Плита 4 может быть прикреплена к нижнему торцу литьевой камеры 2.
Пресс-форма работает следующим об.разом.
Эластомерный материал загружается в литьевую камеру 2, пресс-форма устанавливается на прессе 6 и при воздействии его плунжера матрица 1 перемещается вверх до контакта с плитой 4. Затем расплав эластомерного материала из литьевой камеры плунжером 3 через литниковые каналы 5 продавливается в формующие полости матрицы 1, где происходит отверждение эластомера. После окончания отверждения прессформа опускается в исходное положение. Во время ее перемещения в литниковых каналах отвержденный материал отделяется от расплава.
Затем пресс-форма разбирается и изделие извлекается. Поскольку адгезия Эластомеров к стеклотекстолиту на основе кремнийорганического и/или эпоксикремнийорганического связующего в условиях формования (температура 160-180°, давление 500- 800 кгс/см) не превыщает адгезии эластомеров к стали и составляет 0,05--0,10 кгс/см, то применение их в качестве материала промежуточной плиты позволяет полностью исключить необходимость использования антиадгезионного покрытия и вставок и значительно упростить ее конструкцию.
Одновременно значительно упрощается изготовление промежуточной плиты, так как может быть использована рбычная технология получения листовых слоистых пластиков (уд. давление 15-30 кгс/см, отсутствие специальных пресс-форм). В известном устройстве промежуточная плита выполняется из асбоволокнита на фенольном связующем, при прессовании изделий из которого требуется уд. давление 300-500 кгс/см и специальные пресс-формы. Поэтому изготов/1ение плит больщих габаритов, например размером 600 X 500 мм, технически очень сложно и требует применения специальных прессов больщой мощности. Кроме того, в предлагаемой пресс-форме промежуточная плита имеет больщие механическую прочность и рабочую температуру за счет использования высокопрочного и термостойкого стеклотекстолита вместо относительно малопрочного асбоволокнита.
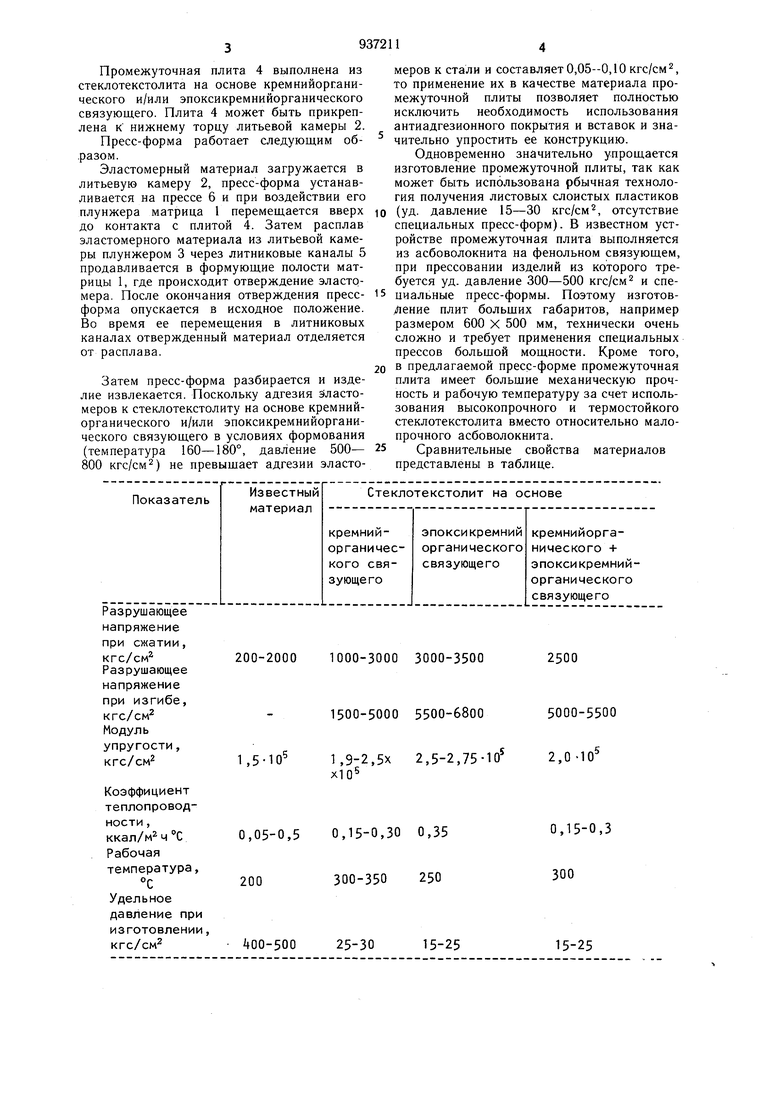
Сравнительные свойства материалов представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литьевого прессования эластомерных материалов | 1973 |
|
SU543336A3 |
| Литьевая пресс-форма для изготовления изделий из резины | 1979 |
|
SU939284A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1986 |
|
SU1386479A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
напряжение при сжатии, кгс/см 200-2000 1000-3000 3000Разрушающеенапряжение при изгибе, кгс/см 1500-5000 5500Модульупругости, 1,5-10 1.9-2,5х 2,5-2 кгс/см Коэффициент теплопроводности , 0,05-0,5 0,15-0,30 0,35 ккал/м чС Рабочая температура, 300-350 250 Удельное дав.пение при изготовлении, кгс/см 400-500 25-30 15-2 500 800 5000-5500 2,0 -10 75-10 0,15-0,3 300 15-25
Применение предлагаемой пресс-формы позволяет сократить расход эластомерного материала (резины) на 100-150°/оФормула изобретения
Литьевая пресс-форма для изготовления изделий из эластомерного материала, содержащая многоместную матрицу, литьевую камеру с плунжером и промежуточную плиту
с литниковыми каналами, отличающаяся тем, что, с целью упрощения изготовления промежуточной плиты, промежуточная плита выполнена из стеклотекстолита на основе кремнийорганического и/или эпоксикремнийорганического связующего.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3859024, кл. 425-251, опублик. 1975 (прототип).
