Изобретение относится к металлургическому производству и может быть использовано при изготовлении поршней ДВС из сплавов на основе алюминия с высоким содержанием кремния.
Известен способ изготовления поршневых заготовок из заэвтектического силумина, который предполагает получение заготовки путем заливки металла при температуре 750-780°С в форму, нагретую до температуры 250-280°С, и наложения давления на жидкий и кристаллизующийся металл по программе, включающей опрессовку на 5-7% под давлением до 100 МПа в течение 3 с, опрессовку до 11-12% под давлением от 100 МПа до 250 МПа в течение последующих 5-6 с и опрессовку до 13-13,5% под давлением до 400 МПа в течение последующих 50-60 с, при этом термообработку проводят по режиму, включающему охлаждение после раскрытия формы при температуре 400-420°С в воде, подогретой до 80-90°С, и естественное старение (патент RU №2692150, опубл. 21.06.2019).
Недостатком способа является отсутствие процесса вакуумирования пресс-формы до и во время заливки металла, что приводит к образованию литейных дефектов, снижению твердости, пластичности, снижение структурных свойств. Способ не рассчитан на получение качественных заготовок различного хим. состава. При использовании алюминиевого сплава с различным процентным содержанием легирующих веществ, необходимо изменять накладываемое давление и подбирать соответствующие режимы.
Наиболее близкий к предложенному является способ управления процессом кристаллизации при литье под давлением (патент № RU 2657668 С2), который включает в себя нагрев металла до температуры выше ликвидуса, заливку жидкого металла в вакуумируемую полость формы из заливочной чаши после подрыва стопора, наложение давления на жидкий кристаллизующийся металл, уплотнение металла и выдержку под давлением. Давление накладывают с повышением его до 500 МПа со скоростью 120-125 МПа/с и интервалами 0,5-0,1 с, а выдержку металла под давлением осуществляют до момента охлаждения сплава до 100-150°С. При этом, скорость наложения давления изменяют путем сравнения значения с датчика давления, которое должно превышать истенное на 20-25%.
К недостаткам способа относится неэффективное вакуумироавние полости формы, что объясняется расположением вакуумной системы на стыке двух полуформ. При такой конструкции на бандажах нарезаются венты (каналы естественной откачки воздуха и газов), которые соединяются через штуцер с системой вакуумирования. Во время опрессовки металла, венты заполняются кристаллизуемым металлом, и дальнейшее вакуумирование пресс-формы не предоставляется возможным, тем самым в отливке образуются литейные дефекты.
Еще одним недостатком вышеуказанного способа является низкое быстродействие системы регулирования давления в гидросистеме пресса. Указанные интервалы 0,5-0,1 с включения и отключения гидросистемы являются продолжительными для осуществления процесса управления кристаллизации металлов и сплавов. В перерывах между отключениями и включениями гидроагрегата пресса процессы формирования основных свойств металла успевают перейти в новые - твердые состояния, при которых сформировавшаяся кристаллическая решетка не поддается дальнейшему деформированию.
Задачей заявляемого изобретения является управление формированием механических и структурных свойств алюминиевых сплавов с высоким содержанием кремния, путем наложения высокого давления по заранее заданной программе управления.
Поставленная задача решается за счет того, что способ производства заготовок поршней ДВС из заэвтектических алюминиевых сплавов, включающий в себя приготовление алюминиевого расплава с содержанием кремния не менее 12%, перегрев указанного сплава на 150°С выше температуры плавления, заливку в вакуумированную пресс-форму, разогретую до 200°С и наложение давления на кристаллизующийся металл с повышением значения давления до 500 МПа, выдержку металла под давлением в течение 60 с, извлечение отливки из пресс-формы с последующим охлаждением заготовки в воде при 20°С.При этом поддержание давления в гидросистеме на заданном уровне, осуществляется с помощью встроенного в систему управления частотного преобразователя, информация на который поступает от термопары, вмонтированной в полость формы и контактирующей с жидким металлом.
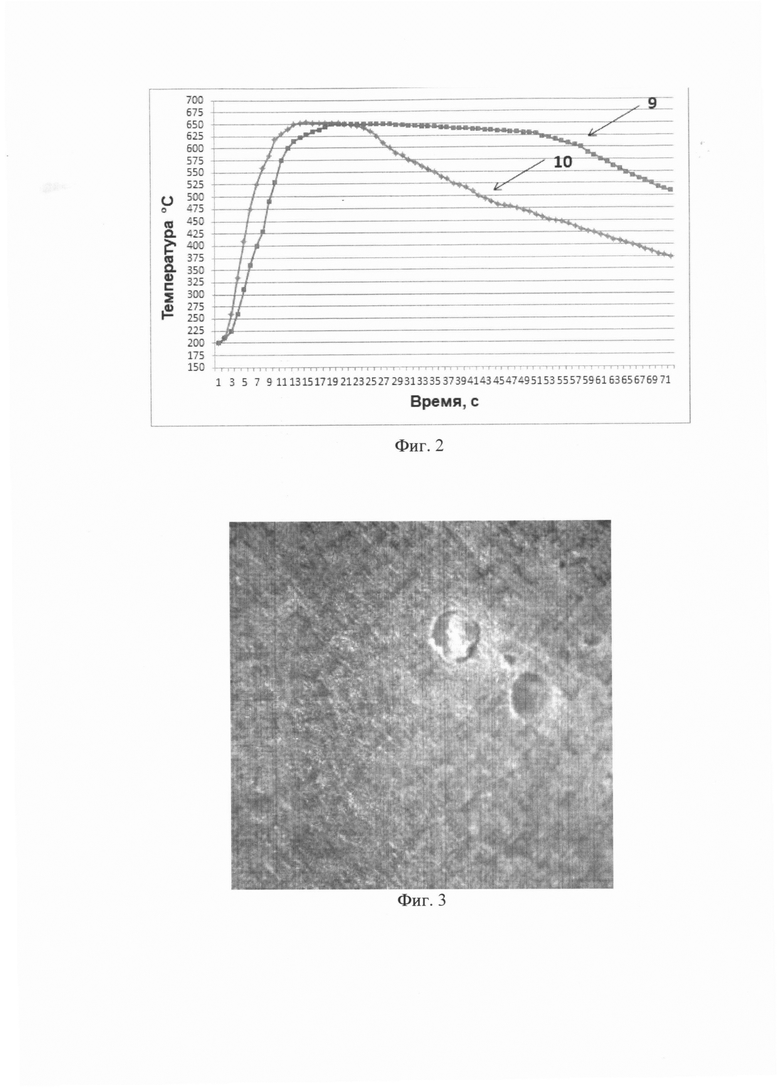
Способ управления процессом формирования плотной структуры с прогнозируемыми механическими и эксплуатационными свойствами заэвтектических сплавов на основе алюминия при литье под давлением, основан на выявленной авторами закономерности влияния величины и интервалов накладываемого давления на количество и интенсивность выделения теплоты металлом на стыке "форма-жидкий металл" (см. фиг. 2).
При опрессовке металла для того, чтобы фиксировать значение теплоотдачи используется платинородий-платиновая термопара (ТПП), это позволяет повысить чувствительность до 14 мкВ/°С и увеличить скорость обработки сигнала для принятия решения управления на программном уровне.
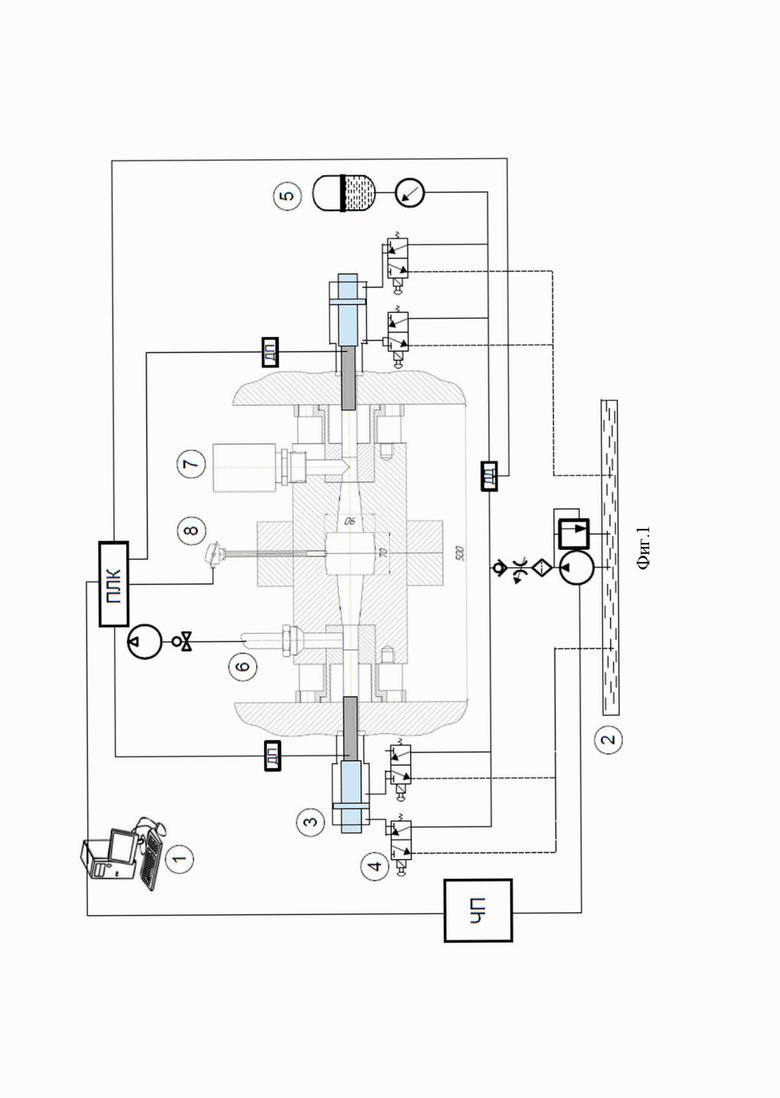
Для управления процессом наложения давления (см. фиг. 1) используется электронно-вычислительная машина (1). С ЭВМ происходит подача сигнала на частотный преобразователь (ЧП), с которого выполняется стабилизация работы гидроагрегата. Гидроагрегат в свою очередь осуществляет забор гидравлического масла из бака (2). По магистралям масло попадает в гидравлические цилиндры (3). Управление работой гидроцилиндров осуществляется с помощью гидравлических клапанов (4). Фиксация значения, подаваемого давления гидравлического масла в гидроцилиндры, происходит с помощью, установленного на центральной магистрали датчика давления (ДД). За счет перемещения поршней в гидроцилиндрах, осуществляется перемещение прессующих плунжеров. Датчик положения (ДП) является средством контроля над этим перемещением. Для достижения максимальной величины и скорости наложения давления в гидросистему встроен гидроаккумулятор (5).
Перед заливкой металла включается бустерный насос для создания вакуума в пресс-форме. Удаление воздуха и газов происходит через штуцер (6). Такое расположение позволяет использовать проходной канал воздуха большего диаметра, что позволяет более эффективно вакуумирование пресс-формы. После создания требуемого уровня разрежения воздуха, расплавленный металл заливают через заливочное отверстие (7) и соосно расположенные прессующие плунжеры начинают движение друг навстречу другу обеспечивая объемную опрессовку кристаллизующегося металла под высоким давлением по заранее заданной программе. Показания с датчика температуры (8) поступают на программируемый логический контроллер (ПЛК) и фиксируются на ЭВМ. На программном уровне значения температуры сравниваются со значениями, установленными в программе (см. фиг. 2). В случае отклонения фактических показаний температуры металла от заданных происходит коррекция давления, создаваемого в гидросистеме. При увеличении давления, растет давление, создаваемое прессующими плунжерами на кристаллизующийся металл, что приводит к более интенсивной теплоотдачи.
Изменяя величину давления воздействия на кристаллизующийся металл, изменяется интенсивность теплоотдачи и, как следствие, изменяются условия формирования физико-механических свойств отливок. Таким образом, происходит управление формированием свойств кристаллизующегося металла.
Под цифрой 9 - график, характеризующий остывание металла без воздействия на него давления (см. фиг. 2). Характер изменения температуры отражает, что показания на уровне кристаллизации алюминиевого сплава ≈ 650°С держатся в интервале 17…40 с. Структура металла образуется с явновыраженными литейными дефектами (см. фиг. 3), а механические свойства соответствуют следующим значениям НВ=30; σв=270 МПа.
При тех же самых условиях, но при наложении давления 500 МПа, график под цифрой 10 (см. фиг. 2) характеризует, что та же температура сохраняется в интервале 10…25 с и интенсивность остывания металла увеличивается. Структура металла не имеет явновыраженных литейных дефектов (см. фиг. 4), а механические свойства при этом следующие: НВ=70; σв=520 МПа.
Таким образом, предлагаемое изобретение позволяет управлять формированием механических и структурных свойств по заранее заданной программе управления. Положительный эффект при использовании такого способа достигается в виде: сокращения литейных дефектов; повышения уровня повторяемости механических и структурных свойств.

Изобретение относится к области металлургии и может быть использовано при изготовлении поршней двигателей внутреннего сгорания. Способ производства заготовок поршней ДВС из заэвтектических алюминиевых сплавов включает приготовление алюминиевого расплава с содержанием кремния не менее 12%, перегрев указанного сплава на 150°С выше температуры плавления и заливку его в вакуумированную пресс-форму, разогретую до 200°С. На кристаллизующийся металл накладывают давление с повышением значения давления до 500 МПа, выдерживают металл под давлением в течение 60 с и извлекают из пресс-формы с последующим охлаждением заготовки в воде при 20°С. Поддержание давления в гидросистеме пресс-формы на заданном уровне осуществляют с помощью встроенного в ее систему управления частотного преобразователя (ЧП), информация на который поступает от термопары, вмонтированной в полость формы и контактирующей с жидким металлом. Обеспечивается сокращение литейных дефектов за счет управления формированием механических и структурных свойств алюминиевых сплавов с высоким содержанием кремния. 4 ил.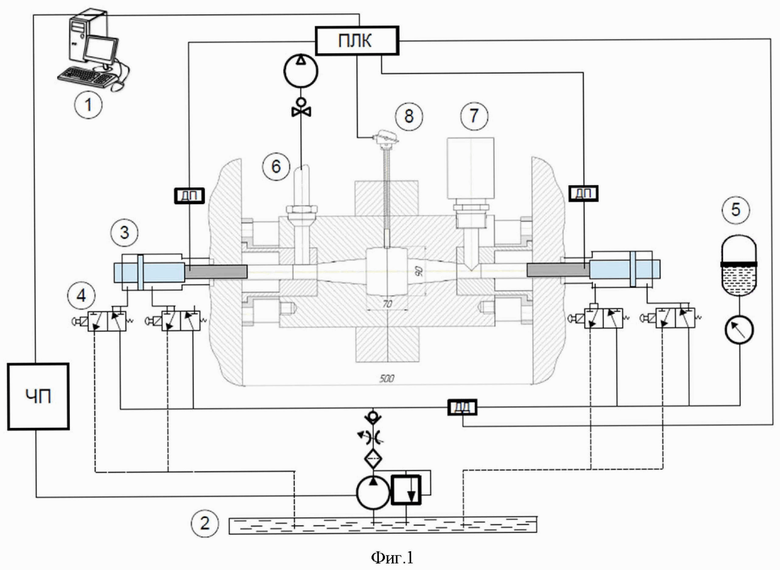
Способ производства заготовок поршней ДВС из заэвтектических алюминиевых сплавов, включающий приготовление алюминиевого расплава с содержанием кремния не менее 12%, перегрев указанного сплава на 150°С выше температуры плавления, заливку в вакуумированную пресс-форму, разогретую до 200°С, и наложение давления на кристаллизующийся металл с повышением значения давления до 500 МПа, выдержку металла под давлением в течение 60 с, извлечение отливки из пресс-формы с последующим охлаждением заготовки в воде при 20°С, отличающийся тем, что поддержание давления в гидросистеме пресс-формы на заданном уровне осуществляют с помощью встроенного в ее систему управления частотного преобразователя, информация на который поступает от термопары, вмонтированной в полость формы и контактирующей с жидким металлом.
| Способ управления процессом кристаллизации алюминиевых сплавов при литье под давлением | 2016 |
|
RU2657668C2 |
| Способ изготовления поршневой заготовки из заэвтектического силумина | 2018 |
|
RU2692150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2176943C2 |
| JP 2005088033 A, 07.04.2005 | |||
| US 5346381 A1, 13.09.1994 | |||
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |

