Изобретение относится к прокатному устройству, способу и прокатному стану для холодной прокатки прокатного материала.
Во время холодной прокатки прокатный материал, например металлическая прокатная полоса, проводится между двумя рабочими валками, которые отстоят друг от друга через прокатный зазор. Рабочие валки расположены в прокатной клети и вращаются при помощи привода вокруг своих продольных осей. Зачастую несколько прокатных клетей расположены друг за другом и образуют так называемый прокатный стан, через который прокатный материал проходит в направлении прокатки, причем толщина прокатного материала постепенно уменьшается. В типичных случаях применения скорость прокатки повышается от прокатной клети к прокатной клети, а моменты прокатки уменьшаются от прокатной клети к прокатной клети. Тем не менее количество прокатных клетей и максимальное уменьшение толщины не могут по технологическим причинам сколь угодно повышаться, так как прочность прокатного материала повышается в зависимости от уменьшения толщины. С определенных значений прочности прокатного материала и диаметров рабочих валков это приводит к высоким сплющенностям рабочих валков и пониженному уменьшению толщины прокатного материала.
В большинстве случаев прокатная клеть имеет наряду с рабочими валками так называемые опорные валки, которые поддерживают рабочие валки. Каждый валок смонтирован на своих концах с возможностью вращения на опорах, которые в каждом случае поддерживаются так называемой подушкой, которая установлена с возможностью вертикального смещения в держателе прокатной клети. Благодаря возможности вертикального смещения подушек положения валков могут изменяться и адаптироваться друг к другу и к толщине прокатного материала. Через подушки рабочего валка могут далее оказываться изгибающие усилия на рабочие валки, при помощи которых рабочие валки слегка изгибаются во время прокатки, для того чтобы достигать равномерной толщины прокатного материала в осевом направлении, то есть вдоль продольных осей рабочих валков.
Рабочие валки изнашиваются во время прокатки прокатного материала. Поэтому рабочие валки в каждом случае шлифуются по истечении определенной продолжительности прокатки. Вследствие этого диаметры рабочих валков постепенно уменьшаются. Наконец, рабочие валки заменяются, когда их диаметры уменьшаются за счет шлифования до минимального диаметра рабочего валка. Диаметр впервые применяемого рабочего валка равен максимальному диаметру рабочего валка и может посредством повторного шлифования уменьшаться до минимального диаметра рабочего валка. Разница между максимальным и минимальным диаметрами рабочего валка определяется в частности так называемой глубиной закалки, которая задает ту проходящую от поверхности рабочего валка в радиальном направлении вовнутрь область, которая имеет большую твердость, чем остальной материал рабочего валка. Только в том случае, если текущий диаметр рабочего валка находится между соответствующим максимальным и минимальным диаметрами рабочего валка - и таким образом текущая поверхность рабочего валка находится в области с большей твердостью, чем оставшаяся часть тела рабочего валка, - рабочий валок используется в прокатной клети. Минимальный и максимальный диаметры рабочего валка задают таким образом диапазон диаметров этого рабочего валка, внутри которого возможно целесообразное использование рабочего валка для прокатки: если диаметр рабочего валка покинул бы за счет дальнейшего шлифования диапазон диаметров рабочего валка, рабочий валок больше не используется.
Минимальный диаметр рабочего валка определяется далее параметрами прокатки (моментом прокатки, усилием прокатки, тянущими усилиями прокатки, скоростью прокатки) и их влиянием на выбор опор рабочего валка и шеек рабочего валка, на которых рабочие валки приводятся в движение, и которые в свою очередь определяют минимальный внутренний диаметр опор рабочего валка. Внешний диаметр и ширина опоры рабочего валка определяют мощность опоры рабочего валка. С внешним диаметром и нагрузкой опоры рабочего валка согласовывается рекомендуемая минимальная толщина стенки подушки рабочего валка. Таким образом, размеры опор рабочего валка, толщины стенки подушек рабочего валка и безопасное расстояние, которое должно предотвращать столкновение рабочих валков и подушек рабочего валка, определяют минимальный используемый диаметр рабочих валков. Параметры прокатки определяются в свою очередь свойствами прокатного материала, а также его входной толщиной, выходной толщиной и шириной.
Так относительно мягкий прокатный материал с большой шириной и толщиной и высоким необходимым уменьшением толщины, например более чем на 80 процентов, предъявляет высокие требования к крутящему моменту в частности на первых двух прокатных клетях прокатного стана и вызывает высокие тепловые нагрузки компонентов задних прокатных клетей. Следовательно, для подобной прокатки мягкого прокатного материала предпочтительны большие диаметры рабочих валков.
Прокатка прокатного материала высокой и максимальной прочности с выходными толщинами, например, более чем 0,5 мм приводит к высоким усилиям прокатки на всех прокатных клетях и в частности к пониженной способности уменьшения толщины на задних прокатных клетях (например, на третьей и четвертой прокатной клети) по сравнению с более мягким прокатным материалом. Требования к крутящему моменту находятся в более высоком и максимальном диапазоне. Прокатка очень тонкого высокопрочного прокатного материала, например для производства полосы из электростали с относительно высоким содержанием кремния и выходными толщинами менее 0,5 мм, приводит к высоким удельным усилиям прокатки с умеренными крутящими моментами. В обоих случаях средние и большие диаметры рабочих валков приводят к высоким сплющенностям рабочих валков на задних прокатных клетях, так что в этих случаях в частности на задних прокатных клетях предпочтительны малые диаметры рабочих валков.
В основе изобретения лежит задача указать прокатное устройство, способ и прокатный стан, которые делают возможным производство различных прокатных продуктов, в частности прокатных продуктов различной твердости и толщины.
Задача решается согласно изобретению с помощью прокатной клети с признаками пункта 1 формулы изобретения, с помощью способа с признаками пункта 10 формулы изобретения и с помощью прокатного стана с признаками пункта 15 формулы изобретения.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Соответствующее изобретению прокатное устройство для холодной прокатки прокатного материала включает в себя прокатную клеть, несколько комплектов оснастки для выборочного оснащения прокатной клети одним из комплектов оснастки и привод рабочих валков. Каждый комплект оснастки включает в себя два рабочих валка и для каждого рабочего валка две согласованные с рабочим валком подушки рабочего валка, которые имеют в каждом случае по меньшей мере одну опору рабочего валка для рабочего валка, и согласованную с рабочим валком шпиндельную головку, которая может с геометрическим замыканием соединяться с шейкой рабочего валка. Рабочие валки одного и того же комплекта оснастки имеют в каждом случае одинаковый диапазон диаметров рабочего валка. Рабочие валки различных комплектов оснастки имеют отличные друг от друга диапазоны диаметров рабочего валка, причем диапазон диаметров рабочего валка одного комплекта оснастки отличается от диапазона диаметров рабочего валка другого комплекта оснастки в том случае, если по меньшей мере минимальный или максимальный диаметр рабочего валка рабочих валков одного комплекта оснастки отличается от соответствующего минимального или максимального диаметра рабочего валка рабочих валков другого комплекта оснастки. Прокатная клеть имеет держатели, которые выполнены в каждом случае для приема подушки рабочего валка комплекта оснастки. Привод рабочих валков имеет два приводных шпинделя, которые в каждом случае выполнены для приведения в движение рабочего валка через согласованную с рабочим валком шпиндельную головку посредством вращения вокруг продольной оси приводного шпинделя.
Прокатная клеть соответствующего изобретению прокатного устройства может таким образом оснащаться рабочими валками различных диапазонов диаметров рабочего валка. Для этого каждый комплект оснастки включает в себя соответствующие своим обоим рабочим валкам подушки рабочего валка, для того чтобы устанавливать рабочие валки в прокатную клеть, и для каждого рабочего валка соответствующую ему шпиндельную головку, через которую рабочий валок может приводиться в движение приводным шпинделем привода рабочих валков. Тем самым прокатная клеть может предпочтительным образом адаптироваться к соответствующему прокатному материалу. Так, например, для прокатки высокопрочного прокатного материала могут использоваться рабочие валки меньшего диаметра рабочего валка, чем для прокатки относительно мягкого прокатного материала. Различная монтажная высота комплектов оснастки с рабочими валками различных диапазонов диаметров рабочего валка может компенсироваться возможностью вертикального смещения подушек в прокатной клети. Вследствие этого соответствующее изобретению прокатное устройство подходит для широкого спектра производимых прокатных продуктов. В частности изобретение стремится к тому, чтобы при помощи одного и того же прокатного устройства была возможность рентабельным образом обрабатывать как относительно мягкий прокатный материал, так и производить высококачественную высокопрочную стальную продукцию с незначительными толщинами, например толщинами менее 0,5 мм.
В варианте осуществления прокатного устройства опоры рабочего валка всех комплектов оснастки выполнены в виде подшипников качения, например в виде конических роликовых подшипников.
В дальнейшем варианте осуществления прокатного устройства минимальный диаметр рабочего валка отличается на 40-90 мм от максимального диаметра рабочего валка комплекта оснастки.
В дальнейшем варианте осуществления прокатного устройства рабочие валки одного комплекта оснастки имеют минимальный диаметр рабочего валка в 340 мм и максимальный диаметр рабочего валка в 385 мм, и рабочие валки другого комплекта оснастки имеют минимальный диаметр рабочего валка в 375 мм и максимальный диаметр рабочего валка в 460 мм. Вследствие этого прокатная клеть может лишь посредством смены комплекта оснастки приспосабливаться для прокатки прокатного материала максимальной прочности, для чего требуются диаметры валка менее 375 мм. Вследствие этого предпочтительным образом создаются условия при незначительных расходах для расширения производимого спектра продукции.
Предпочтительно внутренние диаметры опор рабочего валка всех комплектов оснастки отличаются друг от друга максимум на два процента. Вследствие этого могут использоваться рабочие валки с шейками рабочего валка одинакового диаметра шейки, так что также шпиндельные головки имеют одинаковый внутренний диаметр, и рабочие валки всех комплектов оснастки могут приводиться в движение одинаковыми приводными шпинделями. Следовательно, приводные шпиндели не должны заменяться при переоснащении прокатной клети на рабочие валки другого диаметра рабочего валка. Соответственно дальнейший вариант осуществления прокатного устройства предусматривает, что шейки рабочих валков всех комплектов оснастки имеют идентичные диаметры шейки и формы шейки.
Соотношение внешнего диаметра к внутреннему диаметру опоры рабочего валка может уменьшаться с уменьшением диапазона диаметров рабочего валка рабочих валков комплектов оснастки. Например, соотношение внешнего диаметра к внутреннему диаметру опор рабочего валка по меньшей мере одного комплекта оснастки составляет максимум 1,41, и соотношение внешнего диаметра к внутреннему диаметру опор рабочего валка по меньшей мере одного другого комплекта оснастки составляет максимум 1,32. Прокатная клеть посредством выбора комплекта оснастки с соответствующим соотношением диаметров опор рабочего валка может адаптироваться к соответствующим классам прокатного материала. Уменьшение соотношения диаметров опор рабочего валка с диаметром рабочего валка учитывает, что сумма внешнего радиуса опор рабочего валка и толщины стенки подушек рабочего валка на обращенных к прокатному материалу сторонах должна быть меньше, чем минимальный радиус рабочего валка, так как в противном случае опоры рабочего валка обоих противоположных рабочих валков столкнулись бы в прокатной клети или мешали бы друг другу. Максимально низкое соотношение диаметров создает условия, в частности при заданном внутреннем диаметре опор рабочего валка, для минимально возможной монтажной высоты подушек рабочего валка и тем самым для малых диаметров рабочего валка. Малые диаметры рабочего валка подходят в свою очередь для прокатки прокатного материала высокой и максимальной прочности, в частности в задних прокатных клетях прокатного стана, как уже было указано выше. Кроме того, малые диаметры рабочего валка облегчают изгиб рабочих валков, так как необходимые для изгиба изгибающие усилия уменьшаются.
В дальнейшем варианте осуществления прокатного устройства соотношение высоты подушки рабочего валка к внешнему диаметру опоры рабочего валка по меньшей мере одного комплекта оснастки меньше 1,09. Также этот вариант осуществления прокатного устройства направлен на уменьшение диаметров рабочего валка за счет уменьшения высоты подушек рабочего валка. При заданном внутреннем диаметре опор рабочего валка создаются условия для уменьшения высоты подушки рабочего валка в частности в комбинации с вышеуказанным уменьшением соотношения внешнего диаметра к внутреннему диаметру опоры рабочего валка.
В дальнейшем варианте осуществления прокатного устройства минимальная толщина стенки подушки рабочего валка по меньшей мере одного комплекта оснастки на обращенной к прокатному материалу стороне подушки рабочего валка меньше, чем шесть процентов внешнего диаметра опоры рабочего валка подушки рабочего валка.
В дальнейшем варианте осуществления прокатного устройства минимальная толщина стенки подушки рабочего валка по меньшей мере одного комплекта оснастки на обращенной к прокатному материалу стороне имеет максимум такой размер, как минимальная толщина стенки на отвернутой от прокатного материала стороне подушки рабочего валка.
Вышеуказанные варианты осуществления прокатного устройства учитывают, что с уменьшением диаметров рабочего валка подушки рабочего валка приближаются друг к другу и тем самым возрастает опасность, что подушки рабочего валка сталкиваются или мешают друг другу. Уменьшение минимальных толщин стенки подушек рабочего валка на их обращенных к прокатному материалу сторонах увеличивает расстояние между подушками рабочего валка и создает вследствие этого условия для дальнейшего уменьшения диаметров рабочего валка, без того чтобы подушки рабочего валка сталкивались или мешали друг другу.
При соответствующем изобретению способе холодной прокатки прокатного материала прокатным устройством по любому из предыдущих пунктов формулы изобретения прокатная клеть оснащается комплектом оснастки, который выбирается в зависимости от прокатного материала. Вследствие этого в частности диаметры использованных для прокатки рабочих валков адаптируются к прочности, ширине, входной толщине и/или выходной толщине прокатного материала.
В варианте осуществления соответствующего изобретению способа прокатная клеть оснащается комплектом оснастки, который выбирается в зависимости от положения прокатного устройства в прокатном стане. Под положением прокатного устройства в (многоклетьевом) прокатном стане понимается положение, которое прокатная клеть прокатного устройства занимает в последовательности всех прокатных клетей прокатного стана, в которой прокатный материала проходит прокатные клети. Этот вариант осуществления соответствующего изобретению способа учитывает, что прочность и толщина прокатного материала, а также скорость прокатки и необходимые моменты прокатки изменяются вдоль прокатного стана, вследствие чего в свою очередь наиболее предпочтительные для процесса прокатки диаметры рабочих валков прокатного устройства могут зависеть от положения прокатного устройства в прокатном стане.
В дальнейшем варианте осуществления соответствующего изобретению способа устанавливается по меньшей мере для одного комплекта оснастки предел изгиба для положительных изгибов рабочих валков в зависимости от минимальной толщины стенки подушек рабочего валка на обращенных к прокатному материалу сторонах подушек рабочего валка, и рабочие валки положительно изгибаются не больше, чем предел изгиба. Этот вариант осуществления соответствующего изобретению способа направлен в частности на вышеуказанный вариант осуществления соответствующего изобретению прокатного устройства, в котором минимальные толщины стенки подушек рабочего валка на обращенных к прокатному материалу сторонах уменьшаются. Уменьшение этих толщин стенки вызывает уменьшение несущей способности подушек рабочего валка при положительных изгибах рабочих валков. Вышеуказанный вариант осуществления соответствующего изобретению способа учитывает это за счет соответствующего ограничения положительных изгибов рабочих валков.
В дальнейшем варианте осуществления соответствующего изобретению способа рабочие валки по меньшей мере одного комплекта оснастки отрицательно изгибаются в зависимости от бомбировки рабочих валков. Также этот вариант осуществления соответствующего изобретению способа направлен на разгружение подушек рабочего валка при изгибах рабочих валков на их обращенных к прокатному материалу сторонах, благодаря тому, что вместо наиболее нагружающих эти стороны положительных изгибов предпочтительно реализуются взаимодействующие с бомбировков рабочих валков отрицательные изгибы рабочих валков, что предусматривает выполненную надлежащим образом бомбировку рабочих валков.
В дальнейшем варианте осуществления соответствующего изобретению способа устанавливается по меньшей мере для одного комплекта оснастки осевое смещение рабочих валков друг относительно друга в зависимости от ширины и толщины прокатного материала. Вследствие этого могут разгружаться края полосы прокатного материала, для того чтобы, например, предотвращать краевые трещины на краях полосы, которые без разгружения краев полосы могут возникать при прокатке подверженного образованию краевых трещин прокатного материала, например полосы из электростали с содержанием кремния по меньшей мере в два процента. Кроме того, благодаря подобному взаимному осевому смещению рабочих валков может предотвращаться, что средние области рабочих валков, в которых рабочие валки принимают свои максимальные диаметры рабочего валка, соприкасаются при прокатке очень тонкого прокатного материала в области за пределами прокатного материала.
Соответствующий изобретению прокатный стан имеет по меньшей мере одно соответствующее изобретению прокатное устройство. Преимущества подобного прокатного стана проистекают из вышеуказанных преимуществ соответствующего изобретению прокатного устройства. В частности соответствующий изобретению прокатный стан делает возможным переоснащение соответствующих изобретению прокатных устройств в зависимости от соответствующего прокатного материала, то есть адаптацию оснастки прокатных клетей этих прокатных устройств к прокатному материалу и тем самым обработку различного прокатного материала или производство различной прокатной продукции при помощи одного и того же прокатного стана.
Вышеописанные свойства, признаки и преимущества этого изобретения, а также способ их достижения становятся более ясными и понятными в связи с последующим описанием примеров осуществления, которые разъясняются более подробно в сочетании с чертежом. При этом на чертеже показаны:
фиг. 1 - изображение в разрезе примера осуществления прокатного устройства в области рабочего валка;
фиг. 2 - рабочие валки и проходящий между рабочими валками прокатный материал;
фиг. 3 - шейка рабочего валка, шпиндельная головка и приводной шпиндель на изображении в разрезе;
фиг. 4 - подушка рабочего валка дальнейшего примера осуществления прокатного устройства; и
фиг. 5 - схематично прокатный стан с четырьмя прокатными устройствами.
Соответствующие друг другу элементы снабжены на всех фигурах одинаковыми ссылочными позициями.
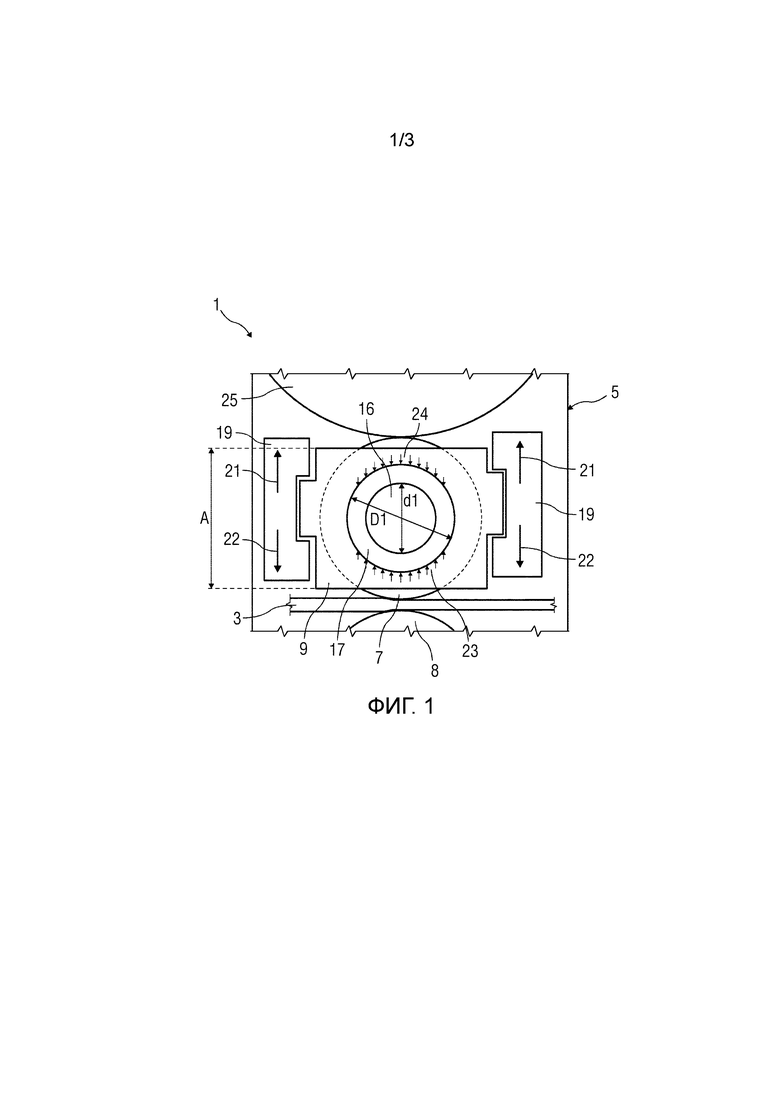
Фиг. 1 показывает изображение в разрезе примера осуществления соответствующего изобретению прокатного устройства 1 для холодной прокатки прокатного материала 3. Прокатное устройство 1 включает в себя прокатную клеть 5, несколько комплектов оснастки для выборочного оснащения прокатной клети 5 одним из комплектов оснастки и привод рабочих валков. Каждый комплект оснастки включает в себя два рабочих валка 7, 8 и для каждого рабочего валка 7, 8 две согласованные с рабочим валком 7, 8 подушки 9 рабочего валка и согласованную с рабочим валком 7, 8 шпиндельную головку 11. Оба рабочих валка 7, 8 одного комплекта оснастки имеют одинаковый диапазон диаметров рабочего валка, рабочие валки 7, 8 различных комплектов оснастки имеют отличные друг от друга диапазоны диаметров рабочего валка.
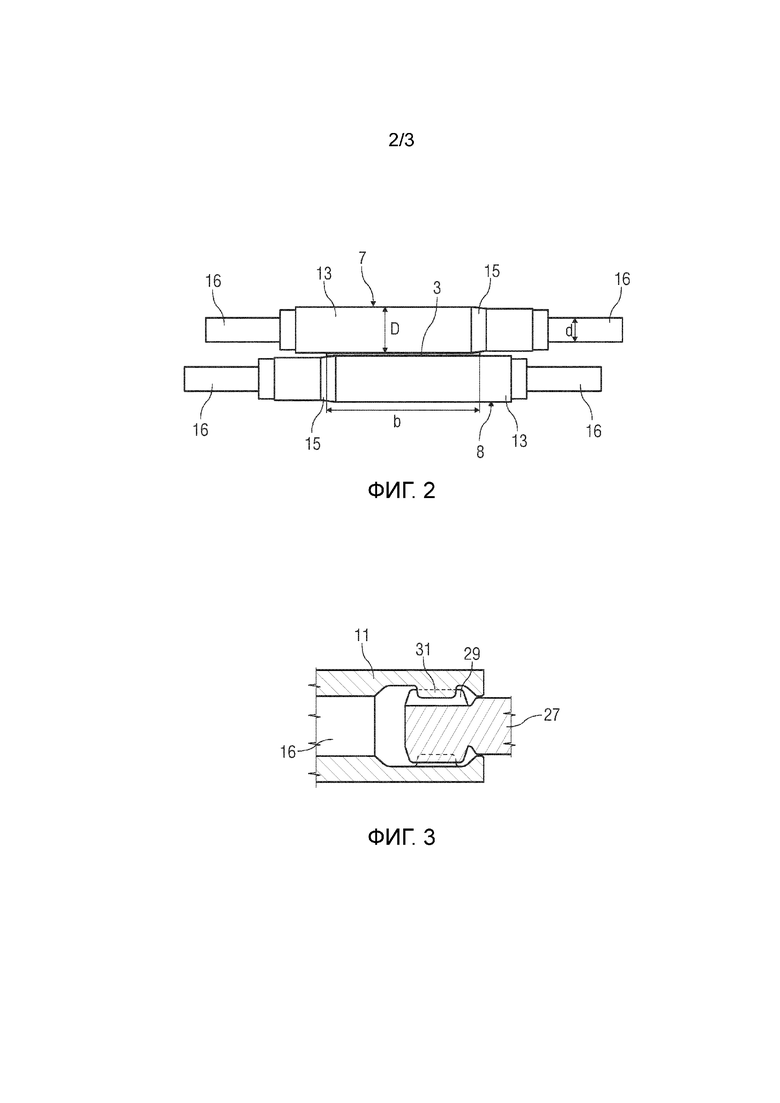
Фиг. 2 показывает рабочие валки 7, 8 одного комплекта оснастки и проходящий между рабочими валками 7, 8 прокатный материал 3 с шириной b. Диаметр D рабочего валка 7, 8 является максимальным диаметром рабочего валка 7, 8 и принимается рабочим валком 7, 8 в средней области 13, которая отшлифована примерно до круглой цилиндрической формы и, как правило, до бомбированной или бутылочной формы. Конец средней области 13 каждого рабочего валка 7, 8 имеет фаску 15, причем фаски 15 обоих рабочих валков 7, 8 располагаются друг против друга. Каждая концевая область рабочего валка 7, 8 выполнена в виде шейки 16 рабочего валка, диаметр d которой меньше, чем диаметр D рабочего валка. Диаметры d шейки рабочих валков 7, 8 всех комплектов оснастки совпадают.
На фиг. 2 рабочие валки 7, 8 смещены в осевом направлении друг относительно друга таким образом, что фаски 15 обоих рабочих валков 7, 8 расположены в каждом случае в области одного из обоих боковых краев полосы прокатного материала 3. Вследствие этого края полосы прокатного материала 3 разгружаются при прокатке, для того чтобы, например, предотвращать краевые трещины на краях полосы, которые без разгружения краев полосы могут возникать при прокатке подверженного образованию краевых трещин прокатного материала 3, например полосы из электростали с содержанием кремния по меньшей мере в два процента. Кроме того, благодаря подобному взаимному осевому смещению рабочих валков 7, 8 может предотвращаться, что средние области 13 рабочих валков 7, 8 соприкасаются при прокатке очень тонкого прокатного материала 3 в области за пределами прокатного материала 3.
Каждая подушка 9 рабочего валка имеет опору 17 рабочего валка для шейки 16 рабочего валка 7, 8. Опора 17 рабочего валка является подшипником качения, например коническим роликовым подшипником, с внутренним диаметром d1, который соответствует диаметру d шейки 16 рабочего валка, и внешним диаметром D1. Внутренние диаметры d1 опор 17 рабочего валка всех комплектов оснастки по меньшей мере приблизительно идентичны; например, они отличаются друг от друга максимум на два процента. Внешние же диаметры D1 опор 17 рабочего валка различных комплектов оснастки могут отличаться друг от друга существенно. Например, соотношение D1/d1 внешнего диаметра D1 к внутреннему диаметру d1 опоры 17 рабочего валка уменьшается с уменьшением диаметра D рабочих валков 7, 8 комплектов оснастки. Например, это соотношение диаметров составляет по меньшей мере для одного комплекта оснастки, в частности для комплектов оснастки с малыми диаметрами D рабочего валка, максимум 1,32. Далее соотношение A/D1 высоты A подушки 9 рабочего валка к внешнему диаметру D1 опоры 17 рабочего валка подушки 9 рабочего валка составляет по меньшей мере для одного комплекта оснастки, в частности для всех комплектов оснастки, предпочтительно менее 1,09.
Для прокатки прокатного материала 3 прокатным устройством 1 прокатная клеть 5 оснащается подушками 9 рабочего валка и рабочими валками 7, 8 комплекта оснастки. Прокатная клеть 5 имеет для этого четыре держателя 19, которые в каждом случае принимают подушку 9 рабочего валка, и в которых подушки 9 рабочего валка могут смещаться в вертикальном направлении, например при помощи (неизображенных) гидравлических цилиндров. В частности через держатели 19 могут оказываться изгибающие усилия на рабочие валки 7, 8. Благодаря изгибающему усилию в направленном от прокатного материала 3 первом направлении 21 изгибающего усилия рабочий валок 7, 8 может положительно изгибаться. При этом нагружается в частности обращенная к прокатному материалу 3 первая зона 23 нагрузки подушки 9 рабочего валка, причем на фиг. 1 действующие при этом усилия показаны стрелками в первой зоне 23 нагрузки. Благодаря изгибающему усилию в направленном к прокатному материалу 3 втором направлении 22 изгибающего усилия рабочий валок 7, 8 может отрицательно изгибаться. При этом нагружается в частности отвернутая от прокатного материала 3 вторая зона 24 нагрузки подушки 9 рабочего валка, причем на фиг. 1 действующие при этом усилия показаны стрелками во второй зоне 24 нагрузки.
Прокатное устройство 1 показанного на фиг. 1 примера осуществления имеет далее опорные валки 25, которые расположены выше и ниже держателей 19 и могут смещаться в вертикальном направлении, так что их положения могут адаптироваться к диаметрам D рабочего валка и положениям рабочих валков 7, 8.
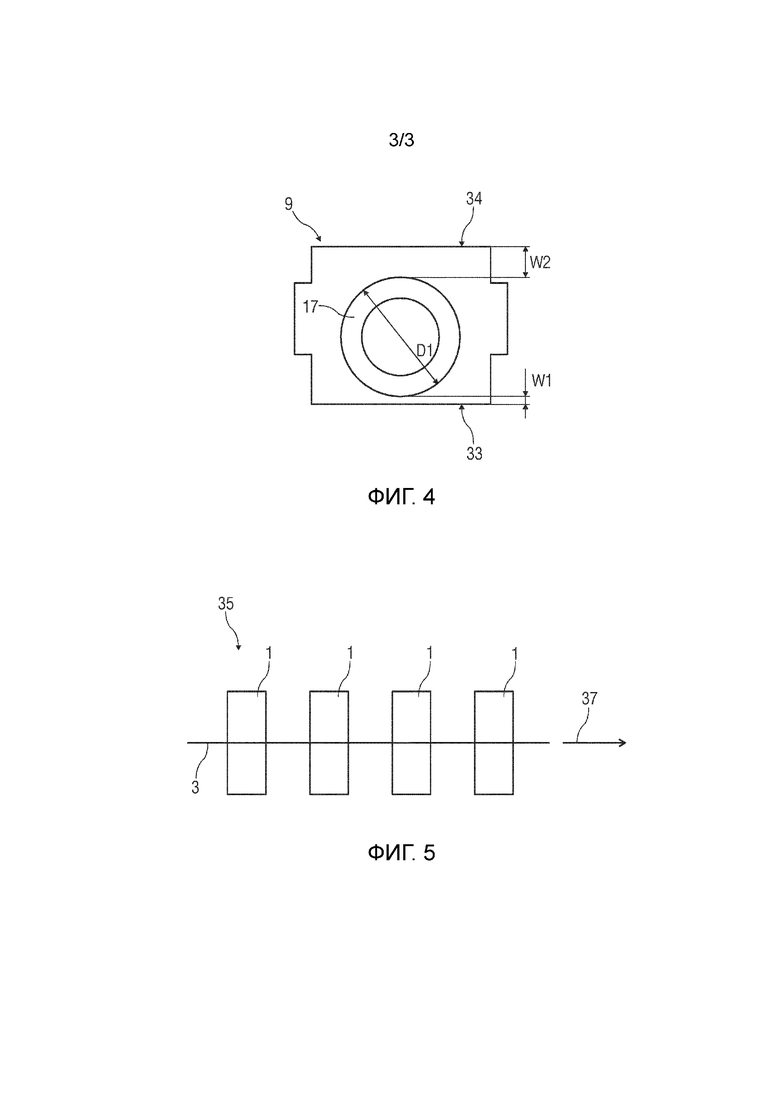
Фиг. 3 показывает шейку 16 рабочего валка 7, 8, согласованную с рабочим валком 7, 8 шпиндельную головку 11 и приводной шпиндель 27 привода рабочих валков прокатного устройства 1 на изображении в разрезе. Шпиндельная головка 11 выполнена трубообразной. Обращенный к шейке 16 рабочего валка конец шпиндельной головки 11 образует отверстие, поперечное сечение которого соответствует поперечному сечению конца шейки 16 рабочего валка, и в которое вдается конец шейки 16 рабочего валка. Поперечное сечение конца шейки 16 рабочего валка не является круглым, а имеет, например, форму окружности, из которой вырезаны два выходящих друг из друга посредством центральной симметрии на центре окружности круговых сегмента. Вследствие этого шпиндельная головка 11 и конец шейки 16 рабочего валка соединены друг с другом с геометрическим замыканием.
В другой конец шпиндельной головки 11 вдается конец приводного шпинделя 27. Этот конец приводного шпинделя 27 имеет внешний зубчатый венец 29, который согласован с внутренним зубчатым венцом 31 на внутренней поверхности шпиндельной головки 11, так что вращения приводного шпинделя 27 вокруг его продольной оси передаются на шпиндельную головку 11 и через шпиндельную головку 11 на шейку 16 рабочего валка и приводят в движение рабочий валок 7, 8. Вращения приводного шпинделя 27 создаются (неизображенным) приводным блоком привода рабочих валков, например двигателем.
Толщина стенки, внешний диаметр и внутренний зубчатый венец 31 шпиндельной головки 11 рассчитаны на максимальный крутящий момент привода рабочих валков для приведения в движение рабочего валка 7, 8, с которым согласована шпиндельная головка 11. Далее шпиндельная головка 11 выполнена таким образом, что угол между продольными осями приводного шпинделя 27 и шпиндельной головки 11 может регулироваться, для того чтобы компенсировать изменение положения рабочего валка 7, 8, например после шлифовки рабочего валка 7, 8.
Фиг. 4 показывает подушку 9 рабочего валка дальнейшего примера осуществления прокатного устройства 1. Подушка 9 рабочего валка имеет на обращенной к прокатному материалу 3 стороне 33 минимальную толщину W1 стенки, которая меньше, чем минимальная толщина W2 стенки на отвернутой от прокатного материала 3 стороне 34. Например, минимальная толщина W1 стенки на обращенной к прокатному материалу 3 стороне 33 меньше, чем шесть процентов внешнего диаметра D1 опоры 17 рабочего валка подушки 9 рабочего валка. При использовании подобной подушки 9 рабочего валка предпочтительно устанавливается предел изгиба для положительных изгибов рабочих валков 7, 8 в зависимости от минимальной толщины W1 стенки подушек 9 рабочего валка на обращенных к прокатному материалу 3 сторонах, и рабочие валки 7, 8 положительно изгибаются не больше, чем предел изгиба.
Фиг. 5 схематично показывает прокатный стан 35 с четырьмя соответствующими изобретению прокатными устройствами 1. Прокатные устройства 1 расположены друг за другом в направлении 37 прокатки, в котором прокатный материал 3 проходит прокатный стан 35. Предпочтительно все прокатные устройства 1 прокатного стана 35 выполнены идентичными в отношении приводных шпинделей 27, шпиндельных головок 11, шеек 16 рабочих валков 7, 8 и подушек 9 рабочего валка, так что эти компоненты могут меняться между прокатными устройствами 1. Это предпочтительным образом упрощает содержание запасных частей и повышает рентабельность прокатного стана 35.
Согласно изобретению прокатная клеть 5 прокатного устройства 1 оснащается комплектом оснастки, который выбирается в зависимости от прокатного материала 3, в частности от его прочности, ширины b, входной толщины и/или выходной толщины, а также от положения прокатного устройства 1 в прокатном стане 35. Например, в случае показанного на фиг. 5 четырехклетьевого прокатного стана 35 прокатные клети 5 обоих задних прокатных устройств 1 оснащаются для производства тонкого прокатного материала 3 высокой и максимальной прочности, например полосы из электростали с содержанием кремния, рабочими валками 7, 8, диаметры D которых меньше, чем диаметры D рабочих валков 7, 8, которыми оснащаются прокатные клети 5 обоих передних прокатных устройств 1. Например, оба задних прокатных устройства 1 оснащаются рабочими валками 7, 8 с диаметрами D рабочего валка максимум 350-430 мм (в зависимости от ширины b прокатного материала 3), а оба передних прокатных устройства 1 оснащаются рабочими валками 7, 8 с диаметрами D рабочего валка максимум 400-490 мм (в зависимости от ширины b прокатного материала 3).
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 прокатное устройство
3 прокатный материал
5 прокатная клеть
7, 8 рабочий валок
9 подушка рабочего валка
11 шпиндельная головка
13 средняя область
15 фаска
16 шейка рабочего валка
17 опора/подшипник
19 держатель
21, 22 направление изгибающего усилия
23, 34 зона нагрузки
25 опорный валок
27 приводной шпиндель
29 внешний зубчатый венец
31 внутренний зубчатый венец
33, 34 сторона
35 прокатный стан
37 направление прокатки
A высота
b ширина
D диаметр рабочего валка
d диаметр шейки
D1 внешний диаметр
d1 внутренний диаметр
W1, W2 минимальная толщина стенки
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2009 |
|
RU2405642C1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| УСТРОЙСТВО ИЗГИБА ВАЛКОВ | 2006 |
|
RU2402394C2 |
| ПРОКАТНОЕ УСТРОЙСТВО | 2004 |
|
RU2346768C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ | 2002 |
|
RU2232063C1 |
| Клеть вакуумного прокатного стана | 1981 |
|
SU1009542A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
Изобретение относится к прокатному устройству. Прокатное устройство содержит прокатную клеть, комплекты оснастки для выборочного оснащения прокатной клети одним из указанных комплектов оснастки и привод рабочих валков. Каждый комплект оснастки имеет два рабочих валка и для каждого рабочего валка две согласованные с рабочим валком подушки рабочего валка, которые имеют опору рабочего валка, и согласованную с рабочим валком шпиндельную головку, которая выполнена с возможностью соединения с шейкой рабочего валка. Прокатная клеть имеет держатели для одной подушки рабочего валка комплекта оснастки. Привод рабочих валков имеет два приводных шпинделя, которые в каждом случае выполнены для приведения в движение рабочего валка через согласованную с рабочим валком шпиндельную головку. В результате обеспечивается возможность производства различных прокатных продуктов. 3 н. и 13 з.п. ф-лы, 5 ил. 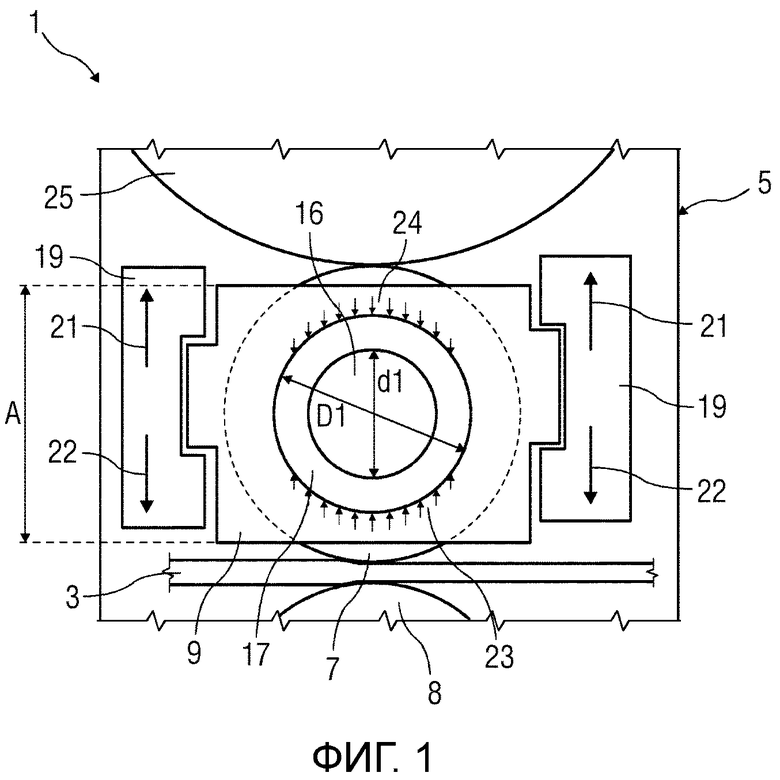
1. Прокатное устройство (1) для холодной прокатки прокатного материала (3), включающее в себя
- прокатную клеть (5),
- комплекты оснастки для выборочного оснащения прокатной клети (5) одним из указанных комплектов оснастки и
- привод рабочих валков, причем
- каждый комплект оснастки имеет два рабочих валка (7, 8) и для каждого рабочего валка (7, 8) две согласованные с рабочим валком (7, 8) подушки (9) рабочего валка, которые имеют в каждом случае по меньшей мере одну опору (17) рабочего валка для рабочего валка (7, 8), и согласованную с рабочим валком (7, 8) шпиндельную головку (11), которая выполнена с возможностью соединения с геометрическим замыканием с шейкой (16) рабочего валка (7, 8), причем рабочие валки (7, 8) имеют диапазон диаметров рабочего валка, который определен в каждом случае минимальным диаметром и максимальным диаметром рабочего валка (7, 8), причем рабочие валки (7, 8) одного комплекта оснастки имеют одинаковый диапазон диаметров рабочего валка, и рабочие валки (7, 8) различных комплектов оснастки имеют отличные друг от друга диапазоны диаметров рабочего валка,
- прокатная клеть (5) имеет держатели (19) в каждом случае для одной подушки (9) рабочего валка комплекта оснастки, и
- привод рабочих валков имеет два приводных шпинделя (27), которые в каждом случае выполнены для приведения в движение рабочего валка (7, 8) через согласованную с рабочим валком (7, 8) шпиндельную головку (11) посредством вращения вокруг продольной оси приводного шпинделя (27).
2. Прокатное устройство (1) по п.1, причем минимальный диаметр рабочего валка рабочих валков (7, 8) комплекта оснастки отличается на 40-90 мм от максимального диаметра рабочего валка.
3. Прокатное устройство (1) по п.1 или 2, причем рабочие валки одного комплекта оснастки имеют минимальный диаметр рабочего валка в 340 мм и максимальный диаметр рабочего валка в 385 мм, и рабочие валки другого комплекта оснастки имеют минимальный диаметр рабочего валка в 375 мм и максимальный диаметр рабочего валка в 460 мм.
4. Прокатное устройство (1) по любому из пп.1-3, причем внутренние диаметры (d1) опор (17) рабочего валка всех комплектов оснастки отличаются друг от друга максимум на два процента.
5. Прокатное устройство (1) по любому из пп.1-4, причем шейки (16) рабочих валков (7, 8) всех комплектов оснастки имеют идентичные диаметры (d) шейки и формы шейки.
6. Прокатное устройство (1) по любому из пп.1-5, причем отношение внешнего диаметра (D1) к внутреннему диаметру (d1) опоры (17) рабочего валка уменьшается с уменьшением диапазона диаметров рабочего валка комплектов оснастки.
7. Прокатное устройство (1) по любому из пп.1-6, причем отношение внешнего диаметра (D1) к внутреннему диаметру (d1) опор (17) рабочего валка по меньшей мере одного комплекта оснастки составляет максимум 1,41, и причем отношение внешнего диаметра (D1) к внутреннему диаметру (d1) опор (17) рабочего валка по меньшей мере одного другого комплекта оснастки составляет максимум 1,32.
8. Прокатное устройство (1) по любому из пп.1-7, причем отношение высоты (A) подушки (9) рабочего валка к внешнему диаметру (D1) опоры (17) рабочего валка по меньшей мере одного комплекта оснастки меньше 1,09.
9. Прокатное устройство (1) по любому из пп.1-8, причем минимальная толщина (W1) стенки подушки (9) рабочего валка по меньшей мере одного комплекта оснастки на обращенной к прокатному материалу (3) стороне (33) подушки (9) рабочего валка меньше, чем шесть процентов внешнего диаметра (D1) опоры (17) рабочего валка подушки (9) рабочего валка.
10. Прокатное устройство (1) по любому из пп.1-9, причем минимальная толщина (W1) стенки подушки (9) рабочего валка по меньшей мере одного комплекта оснастки на обращенной к прокатному материалу (3) стороне (33) имеет максимум такой размер, как минимальная толщина (W2) стенки на обращенной от прокатного материала (3) стороне (34) подушки (9) рабочего валка.
11. Способ холодной прокатки прокатного материала (3) прокатным устройством (1) по любому из пп.1-10, причем прокатную клеть (5) оснащают комплектом оснастки, который выбирают в зависимости от прокатного материала (3).
12. Способ по п.11, причем прокатную клеть (5) оснащают комплектом оснастки, который выбирают в зависимости от положения прокатного устройства (1) в прокатном стане (35).
13. Способ по п.11 или 12, причем по меньшей мере для одного комплекта оснастки устанавливают предел изгиба для положительных изгибов рабочих валков (7, 8) в зависимости от минимальной толщины (W1) стенки подушек (9) рабочего валка на обращенных к прокатному материалу (3) сторонах (33) подушек (9) рабочего валка, и рабочие валки (7, 8) положительно изгибаются не больше, чем предел изгиба.
14. Способ по любому из пп.11-13, причем рабочие валки (7, 8) по меньшей мере одного комплекта оснастки отрицательно изгибаются в зависимости от бочкообразности рабочих валков (7, 8).
15. Способ по любому из пп.11-14, причем по меньшей мере для одного комплекта оснастки устанавливают осевое смещение рабочих валков (7, 8) друг относительно друга в зависимости от ширины и толщины прокатного материала (3).
16. Прокатный стан (35), содержащий по меньшей мере одно прокатное устройство (1) по любому из пп.1-10.
| Электролит для электрохимического маркирования | 1979 |
|
SU856735A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КОМПЛЕКТОВ ВАЛКОВ В РАБОЧИХ КЛЕТЯХ ПРОКАТНОГО СТАНА | 2005 |
|
RU2363555C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ПАР РАБОЧИХ ВАЛКОВ И/ИЛИ ПАР ОПОРНЫХ ВАЛКОВ В ПРОКАТНЫХ КЛЕТЯХ | 2003 |
|
RU2311242C2 |
| JPS 6137306 A, 22.02.1986. | |||

