ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к технической области черной металлургии и обработки, в частности к способу прокатки сварочной проволоки из атмосферостойкой стали для мостов, и конкретно к способу прокатки, способному эффективно контролировать горячекатаную структуру атмосферостойкой стали.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
С увеличением стоимости обслуживания и управления эксплуатацией обычных мостов предъявляются все более высокие требования к их долговечности, в связи с чем ожидается появление мостов из атмосферостойкой стали без покрытия, которые позволят снизить стоимость периодического обслуживания и имеют более значительные преимущества, особенно в регионах вблизи береговой линии, где они претерпевают серьезных повреждений от воздействия соленой воды. В настоящее время в стране активно проектируются мосты из атмосферостойкой стали без покрытия, а в Стратегии развития новых материальных ресурсов до 2035 года предусматривается использование атмосферостойкой мостовой стали прочностью 500 МПа.
Технологический маршрут в рамках стандартного процесса производства сварочной проволоки из атмосферостойкой стали для мостов выглядит следующим образом: горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → отжиг → чистовое волочение → покрытие медью → намотка → упаковка и складирование. В горячекатаной проволоке, полученной при обычном процессе прокатки, имеется большое количество мартенситных структур, и если в промежуточном калибре не проводится обработка отжигом, то на этапе чистового волочения и намотки проволока имеет высокую степень разрыва и, соответственно, нормальная работа с ней не может быть обеспечена. При этом отжиг проволоки в промежуточном калибре увеличивает стоимость обработки и влияет на эффективность производства, поэтому предприятия по обработке сварочной проволоки очень надеются, что сталелитейные заводы смогут решить проблему низкой производительности волочения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Цель настоящего изобретения заключается в обеспечении способа прокатки сварочной проволоки из атмосферостойкой стали для мостов, который сможет устранить мартенситные структуры в горячекатаном материале и улучшить характеристики волочения.
Техническая схема, принятая в настоящем изобретении, представляет собой процесс прокатки сварочной проволоки из атмосферостойкой стали для мостов, включающий процедуру нагрева, процедуру горячей прокатки и процедуру медленного охлаждения. При этом процедура нагрева имеет контролируемую температуру нагрева 960-1000°C, процедура горячей прокатки имеет контролируемую конечную температуру прокатки 805-835°C, а процедура медленного охлаждения осуществляется при открытой крышке на впуске линии воздушного охлаждения.
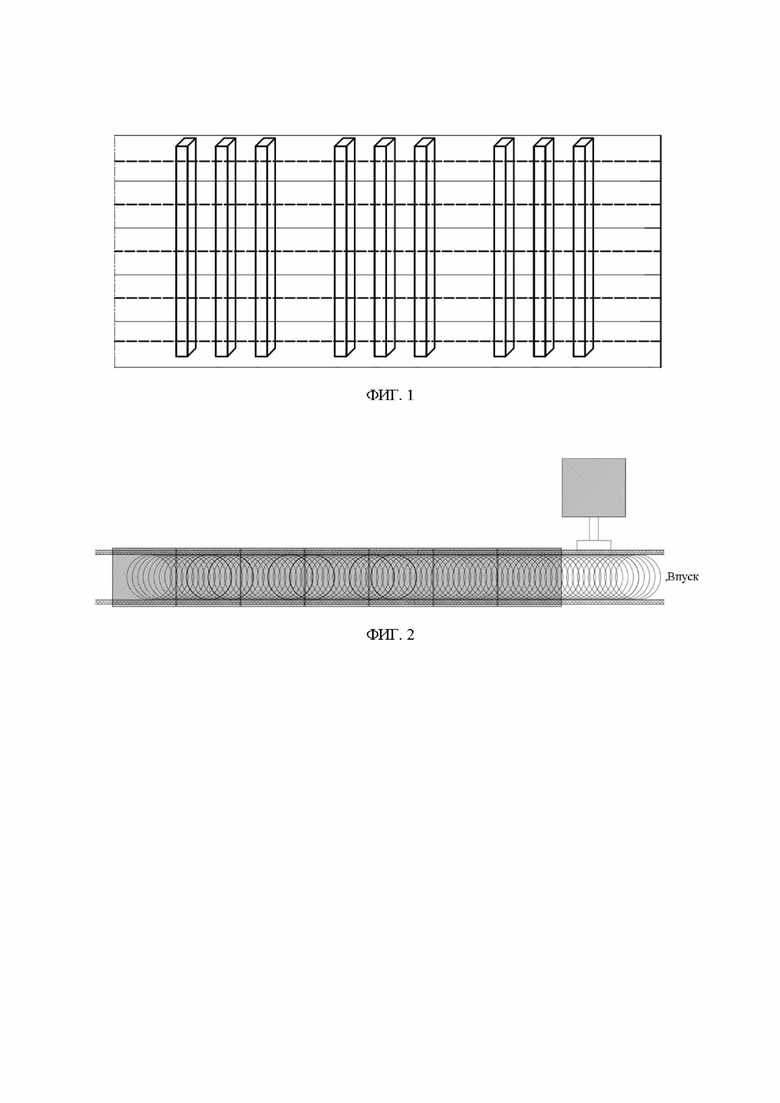
В предпочтительном варианте реализации процедура нагрева осуществляется в режиме подачи стали по одному шагу после каждых трех заготовок, т.е. одна процедура после подачи каждых трех заготовок. Этот режим может сократить длительность выдержки заготовок в печи и эффективно избежать повышения прочности в результате воздействия сплава со структурой твердого раствора.
Процедура горячей прокатки предпочтительно выполняется в двухфазной области (α + γ), а фазовый переход вызывается деформацией для быстрого увеличения доли феррита, и в то же время для дробления прожилок, увеличения точек зародышеобразования и увеличения скорости перехода аустенита в феррит и бейнит.
Процедура медленного охлаждения осуществляется с открытой на впуске крышкой, чтобы увеличить степень переохлаждения, необходимую для фазового перехода, и улучшить скорость фазового перехода. Все остальные крышки во время процедуры медленного охлаждения преимущественно остаются закрытыми, чтобы обеспечить преобразование аустенита в феррит и бейнит без образования мартенсита.
В предлагаемом изобретении процедура нагрева, процедура горячей прокатки и процедура медленного охлаждения оптимизированы, в результате чего мартенситная структура в горячекатаном материале успешно устранена, доля феррита в металлографической структуре увеличена с 40% до более чем 70%, а остальная часть представляет собой зернистую бейнитовую структуру; производительность волочения значительно улучшена, коэффициент разрыва проволоки во время процедуры волочения в процессе обработки сварочной проволоки ниже 0,5 на тонну, и горячекатаная волоченая проволока может быть непосредственно вытянута в сварочную проволоку диаметром 1,2 мм. Таким образом, в отожженном состоянии полностью достигается необходимое качество.
Положительные эффекты: в настоящем изобретении (1) структура горячекатаного материала, включающая феррит и гранулированный бейнит, и не включающая мартенсит, влияющий на волочение, может эффективно контролироваться без воздействия на процесс волочения; (2) горячекатаная волоченая проволока может быть непосредственно вытянута в сварочную проволоку диаметром 1,2 мм без отжига, что снижает степень разрыва проволоки во время процедуры волочения; (3) производственные затраты сохраняются на том же уровне, а стоимость сырья снижается, что приносит значительную экономическую выгоду.
В частности, по сравнению с обычным процессом, температура нагрева для настоящего изобретения понижена, что позволяет снизить потребление энергии на тонну стали на 10,7 юаней, а затраты сталелитейного завода - на 10 700 юаней в год из расчета 1 000 тонн в год. Процедура отжига опускается, и в этом случае стоимость тонны стали может быть снижена на 350 юаней, а прямые затраты предприятий по обработке сварочной проволоки могут быть снижены на 350000 юаней в год из расчета 1000 тонн в год.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. 1 представляет собой схематическую диаграмму режима подачи стали согласно настоящему изобретению; и
ФИГ. 2 представляет собой принципиальную схему устройства линии воздушного охлаждения для настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Техническое решение настоящего изобретения описывается далее со ссылкой на чертежи и варианты осуществления.
Маршрут обработки сварочной проволоки из атмосферостойкой стали в настоящем изобретении выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка 1502 → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр → упаковка и складирование. Процедура нагрева, процедура горячей прокатки и процедура медленного охлаждения в рамках процесса прокатки оптимизированы. При этом процедура нагрева и процедура горячей прокатки осуществляются при низкотемпературном режиме. Процедура нагрева осуществляется в режиме подачи стали по одному шагу после каждых трех заготовок, как показано на ФИГ. 1. Линия регулируемого воздушного охлаждения в процессе медленного охлаждения показана на ФИГ. 2. Крышка №1 расположена на впуске линии воздушного охлаждения. В примерах вариантов осуществления настоящего изобретения используется сварочная проволока из атмосферостойкой стали ER55-1.
Вариант осуществления 1
Маршрут обработки сварочной проволоки из атмосферостойкой стали ER55-1 выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр →горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → чистовое волочение → покрытие медью → намотка → упаковка и складирование. Процедура нагрева, процедура горячей прокатки и процедура медленного охлаждения в процессе прокатки оптимизированы. При этом температура нагрева составляет 980°C, конечная температура прокатки в рамках процедуры горячей прокатки составляет 820°C, а крышка №1 линии регулируемого воздушного охлаждения открыта, остальные крышки закрыты.
Вариант осуществления 2
Маршрут обработки сварочной проволоки из атмосферостойкой стали ER55-1 выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр →горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → чистовое волочение → покрытие медью → намотка → упаковка и складирование. Процедура нагрева, процедура горячей прокатки и процедура медленного охлаждения в процессе прокатки оптимизированы. При этом температура нагрева составляет 1000°C, конечная температура прокатки в рамках процедуры горячей прокатки составляет 805°C, а крышка №1 линии регулируемого воздушного охлаждения открыта, остальные крышки закрыты.
Вариант осуществления 3
Маршрут обработки сварочной проволоки из атмосферостойкой стали ER55-1 выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр →горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → чистовое волочение → покрытие медью → намотка → упаковка и складирование. Процедура нагрева, процедура горячей прокатки и процедура медленного охлаждения в процессе прокатки оптимизированы. При этом температура нагрева составляет 960°C, конечная температура прокатки в рамках процедуры горячей прокатки составляет 835°C, а крышка №1 линии регулируемого воздушного охлаждения открыта, остальные крышки закрыты.
Сравнительный пример 1
Маршрут обработки сварочной проволоки из атмосферостойкой стали ER55-1 выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр →горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → чистовое волочение → покрытие медью → намотка → упаковка и складирование. Процесс прокатки представляет собой стандартный процесс, при котором температура нагрева составляет 1130°C, температура окончательной прокатки в процессе горячей прокатки составляет 895°C, а все крышки линии регулируемого воздушного охлаждения закрыты.
Сравнительный пример 2
Маршрут обработки сварочной проволоки из атмосферостойкой стали ER55-1 выглядит следующим образом: расплавленный чугун и стальной лом → дуговая сталеплавильная печь (ДСП) → рафинирование в установке «печь-ковш» (УПК) → вакуумная дегазация (ВД) → непрерывная разливка → нагрев → горячая прокатка → медленное охлаждение → сбор мотков → осмотр →горячекатаная проволока → кислотное травление → фосфатирование → черновое волочение → отжиг → чистовое волочение → покрытие медью → намотка → упаковка и складирование. Процесс прокатки представляет собой стандартный процесс, при котором температура нагрева составляет 1100°C, температура окончательной прокатки в процессе горячей прокатки составляет 880°C, а все крышки линии регулируемого воздушного охлаждения закрыты. Для устранения мартенситной структуры добавляется процедура отжига.
Сварочная проволока из атмосферостойкой стали ER55-1 в Вариантах осуществления 1-3 и Сравнительных примерах 1-2 проверяются на предмет механической усадки поверхности, структуры, прочности при растяжении в горячекатаном состоянии и степени разрыва проволоки во время процедуры волочения. Конкретные результаты приведены в Таблице 1.
Таблица 1. Результаты проверки сварочной проволоки из атмосферостойкой стали ER55-1 в соответствии с Вариантами осуществления и Сравнительными примерами
Как видно из Таблицы 1, сварочная проволока из атмосферостойкой стали, выполненная в соответствии с настоящим изобретением, имеет механическую поверхностную усадку более 65%, предел прочности при растяжении в горячекатаном состоянии в диапазоне 595-640 МПа, металлографическую структуру, состоящую из большого количества феррита и небольшого количества гранулированного бейнита (без включения мартенситной структуры), а также значительно сниженную степень разрыва во время процедуры волочения. Все технологические процессы обработки материала могут быть завершены без процедуры отжига путем прокатки, а подготовленные сварочные проволоки в отожженном состоянии полностью достигают необходимого качества.
Изобретение относится к способу прокатки сварочной проволоки из атмосферостойкой стали для мостов. Осуществляют нагрев, горячую прокатку и медленное охлаждение проволоки. При этом нагрев имеет контролируемую температуру 960-1000°C. Горячая прокатка имеет контролируемую конечную температуру 805-835°C. Медленное охлаждение осуществляют при открытой крышке на впуске линии воздушного охлаждения. В результате уменьшается энергопотребление. 4 з.п. ф-лы, 2 ил., 1 табл., 5 пр.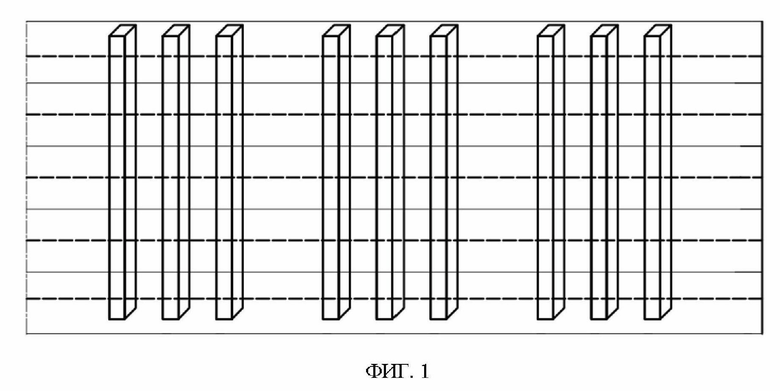
1. Способ прокатки сварочной проволоки из атмосферостойкой стали для мостов, включающий процедуру нагрева, процедуру горячей прокатки и процедуру медленного охлаждения, при этом процедура нагрева имеет контролируемую температуру нагрева 960-1000°C, процедура горячей прокатки имеет контролируемую конечную температуру прокатки 805-835°C, а процедуру медленного охлаждения осуществляют при открытой крышке на впуске линии воздушного охлаждения.
2. Способ по п. 1, в котором процедуру нагрева осуществляют в режиме подачи стальных заготовок по одному шагу после каждых трех заготовок.
3. Способ по п. 2, в котором режим подачи стальных заготовок по одному шагу после каждых трех заготовок сокращает длительность выдержки заготовок в печи.
4. Способ по п. 1, в котором процедуру горячей прокатки выполняют в двухфазной области (α+γ).
5. Способ по п. 1, в котором процедуру медленного охлаждения осуществляют при закрытых остальных крышках линии воздушного охлаждения.
| CN 102513725 A, 27.06.2012 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТА | 2001 |
|
RU2212960C2 |
| Устройство для крепления рабочих органов канатного конвейера | 1950 |
|
SU88083A1 |
| CN 102978362 A, 20.03.2013. | |||

