Заявляемое техническое решение относится к области средств измерений и может использоваться при контроле прямолинейности трубных изделий.
Известно устройство измерения кривизны насосно-компрессорных труб (Устройство измерения кривизны насосно-компрессорных труб: Российская Федерация, G01B 11/00 / Яруллин А.Г., Выдренков В.П., Кучербаев Ф.Ф., Семенов В.Н., Хренов В.А., Мухаметшин Р.Н.; «Управляющая компания общество с ограниченной ответственностью «ТМС групп» - №193902; заявка №2019120058 от 27.06.2019; опубл. 20.11.2019; Бюл. №32), содержащее лазерный сканер в виде источника лазерного излучения с преобразователем лазерного пучка в линию на поверхность измеряемой насосно-компрессорной трубы и приемника отраженного излучения, шаговый двигатель, перемещающий лазерный сканер, связанный с шаговым двигателем, и энкодер, при этом лазерный сканер имеет встроенную микропроцессорную систему управления, установлен на каретке, перемещающейся шаговым двигателем по направляющей вдоль измеряемой насосно-компрессорной трубы, энкодер, приемник отраженного излучения и сервопривод выполнены с возможностью передачи данных на устройство обработки информации и панель оператора, где судят о кривизне насосно-компрессорных труб.
Это устройство наиболее близко к заявляемому изобретению и поэтому принято в качестве прототипа.
Недостатком прототипа является существенная погрешность измерений при контроле прямолинейности трубы, обусловленная горизонтальным размещением измеряемой трубы, которое приводит к ее прогибу под действием силы тяжести, а также ограниченной зоной сканирования поверхности трубы одним лазерным сканером.
Суть заявляемого технического решения заключается в том, что в известном устройстве измерения кривизны насосно-компрессорных труб, содержащем лазерные сканеры, включающие в себя источник лазерного излучения с преобразователем лазерного пучка в линию на поверхность измеряемой трубы и приемник отраженного излучения, выполненные с возможностью передачи данных на устройство обработки информации, установленные на каретке, перемещаемой по направляющим вдоль измеряемой трубы посредством привода, на каретке установлено более двух лазерных сканеров, при этом лазерные сканеры размещены по окружности вокруг измеряемой трубы таким образом, чтобы при наложении их секторов сканирования обеспечивалось сканирование всего наружного периметра измеряемой трубы, направляющие количеством более двух установлены вертикально на опоре, на которой в проекции геометрического центра окружности, по которой расположены лазерные сканеры, установлен опорный конус, а в верхней части заявляемого устройства установлен зажим, предназначенный для фиксации верхней части измеряемой трубы.
Таким образом, заявляемое техническое решение отличается от прототипа тем, что на каретке установлено более двух лазерных сканеров, при этом лазерные сканеры размещены по окружности вокруг измеряемой трубы таким образом, чтобы при наложении их секторов сканирования обеспечивалось сканирование всего наружного периметра измеряемой трубы, направляющие в количестве более двух установлены вертикально на опоре, на которой в проекции геометрического центра окружности, по которой расположены лазерные сканеры, установлен опорный конус, а в верхней части заявляемого устройства установлен зажим, предназначенный для фиксации верхней части измеряемой трубы.
Сравнительный анализ заявляемого технического решения с другими показал, что измерение геометрических параметров труб с помощью лазерного сканирования широко используется в технике. Также широко известно применение устройств, осуществляющих перемещение лазерного сканера вдоль измеряемой трубы. Однако только совместное применение признаков заявляемого технического решения позволит повысить точность измерений при контроле прямолинейности трубы.
Фиксация измеряемой трубы в вертикальном положении позволит исключить возможность ее прогиба и смещения под воздействием силы тяжести.
Использование опорного конуса обеспечит центровку и регулировку вертикального положения измеряемой трубы.
Использование более двух лазерных сканеров, размещенных по окружности вокруг измеряемой трубы таким образом, чтобы при наложении их секторов сканирования обеспечивалось сканирование всего наружного периметра измеряемой трубы, обеспечит сканирование всей наружной поверхности трубы, что позволит создать ее максимально точную цифровую модель после обработки результатов сканирования.
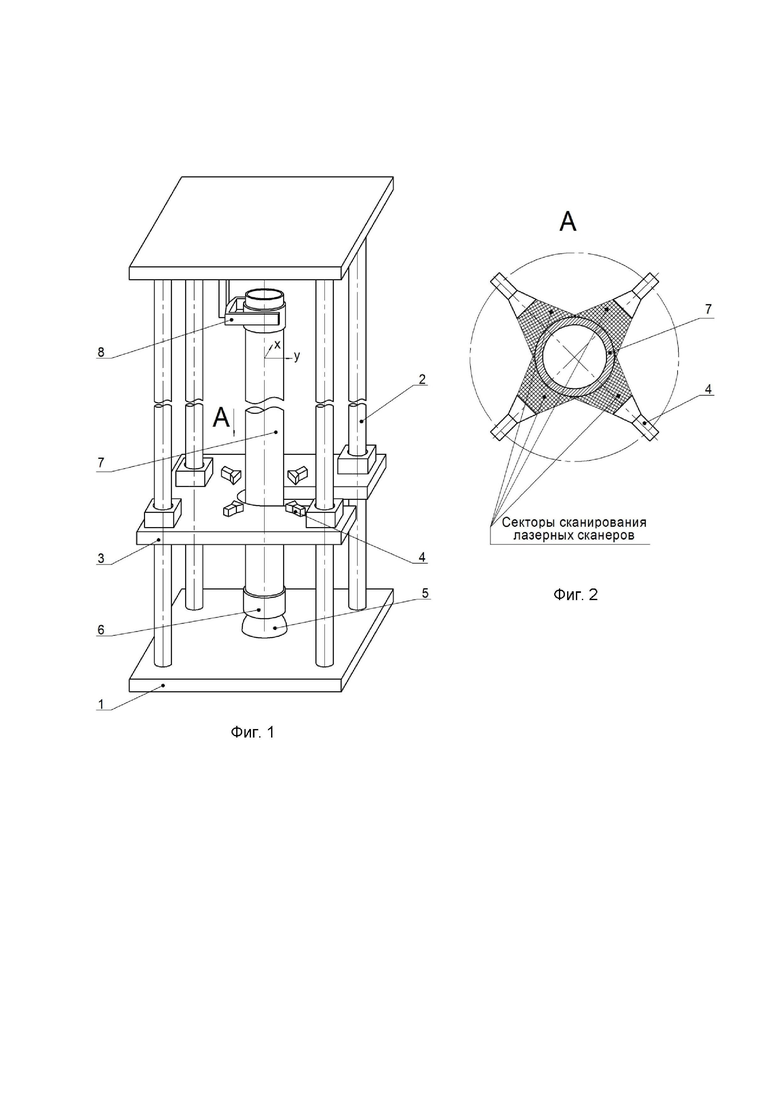
На фиг. 1 изображен вариант устройства контроля прямолинейности трубы с четырьмя лазерными сканерами и четырьмя направляющими.
На фиг. 2 показан разрез А, наложение секторов сканирования лазерных сканеров в поперечном сечении сканируемого участка трубы.
Устройство контроля прямолинейности трубы включает в себя опору 1, на которой жестко закреплены вертикальные направляющие 2, по которым перемещается каретка 3. На каретке 3 закреплены лазерные сканеры 4. В нижней части устройства имеется опорный конус 5, на который через проставочный стакан 6 устанавливается измеряемая труба 7. В верхней части устройства имеется зажим 8, обеспечивающий регулировку вертикального положения трубы 7 и ее жесткую фиксацию.
Заявляемое устройство работает следующим образом.
Измеряемую трубу 7 помещают в устройство и устанавливают в вертикальном положении. В нижней части устройства трубу 7 устанавливают через проставочный стакан 6 на опорный конус 5, выполненный, например, из закаленной полированной стали, позволяющий контактируемой поверхности проставочного стакана 6 фиксироваться в его геометрическом центре. Верхний конец трубы 7 фиксируют в зажиме 8. Перемещая зажим 8 в горизонтальной плоскости, регулируют вертикальное положение трубы 7, после чего жестко фиксируют трубу 7.
В нижней части устройства устанавливают каретку 3 и закрепляют ее на направляющих 2. На каретке 3 устанавливают лазерные сканеры 4, располагая их по окружности вокруг измеряемой трубы таким образом, чтобы наложение секторов сканирования обеспечивало сканирование всего наружного периметра трубы 7. Каретка 3 приводится в движение по направляющим 2 с помощью привода (не показан). Лазерные сканеры 4 осуществляют непрерывное сканирование поверхности трубы 7 и передают результаты сканирования на устройство обработки информации, например, на ЭВМ. Скорость перемещения каретки 3 определяют исходя из заданной оператором чувствительности лазерных сканеров 4, скорости обработки и передачи ими данных на устройство обработки информации. Каретка 3 выполняет движение от нижнего торца трубы 7, закрепленного в проставочном стакане 6, к верхнему торцу, закрепленному в зажиме 8, и, при необходимости, обратно столько раз, сколько необходимо для получения заданной точности и обеспечения непрерывности получаемой трехмерной цифровой модели. После окончания измерений при помощи программного обеспечения на устройстве обработки информации выполняют обработку полученных результатов сканирования и создание трехмерной цифровой модели измеряемой трубы 7, после чего определяют отклонение прямолинейности трубы 7 путем сравнения полученной трехмерной цифровой модели с идеальной математической моделью трубы 7, созданной по размерам, определенным рабочим чертежом трубы 7.
Заявляемое техническое решение позволит повысить точность измерений при контроле прямолинейности трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения параметров профиля резьбовой поверхности трубы | 2023 |
|
RU2820422C1 |
| ПЛАНАРНЫЙ СКАНЕР | 1989 |
|
SU1841123A1 |
| Портальный сканер | 2018 |
|
RU2718776C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ НАРУЖНЫХ РАЗМЕРОВ ПОПЕРЕЧНЫХ СЕЧЕНИЙ МЕТАЛЛУРГИЧЕСКОГО СТЕРЖНЕОБРАЗНОГО ИЗДЕЛИЯ И МОДУЛЬНАЯ РАМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2642980C9 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ АМПЛИТУДНО-ФАЗОВОГО РАСПРЕДЕЛЕНИЯ ПОЛЯ АНТЕННЫ | 1991 |
|
SU1841106A1 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ ЩЕЛЕВЫХ ЗАЗОРОВ ПРОТИВОПЕСОЧНЫХ ФИЛЬТРОВ И ИНСПЕКЦИОННАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2022 |
|
RU2791144C1 |
| Способ калибровки лазерного сканера, предназначенного для оценки качества поверхности сварного шва | 2023 |
|
RU2821171C1 |
| ЛАЗЕРНОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ РЕЛЬЕФА МЕСТНОСТИ С ПОДВИЖНОГО НОСИТЕЛЯ | 1977 |
|
SU1840747A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СЕЛЕКТИВНОГО ЛАЗЕРНОГО СПЕКАНИЯ ОБЪЕМНОГО ИЗДЕЛИЯ ИЗ ПОРОШКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2595072C2 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
Заявляемое техническое решение относится к области средств измерений и может использоваться при контроле прямолинейности трубных изделий. Устройство контроля прямолинейности трубы включает в себя опору, на которой жестко закреплены вертикальные направляющие, по которым перемещается каретка. На каретке закреплены лазерные сканеры. В нижней части устройства имеется опорный конус, на который через проставочный стакан устанавливается измеряемая труба. В верхней части устройства имеется зажим, обеспечивающий регулировку вертикального положения трубы и ее жесткую фиксацию. Технический результат - повышение точности измерений при контроле прямолинейности трубы. 2 ил.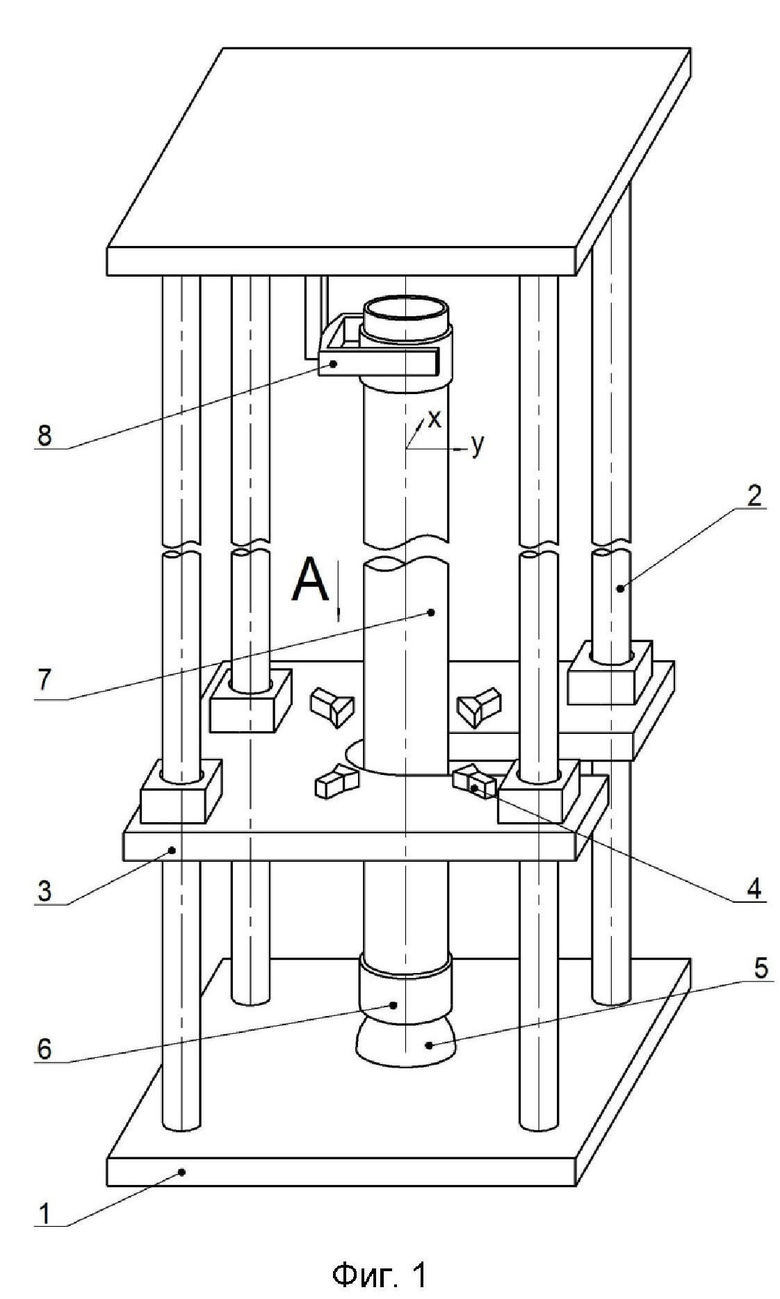
Устройство контроля прямолинейности трубы, содержащее лазерные сканеры, включающие в себя источник лазерного излучения с преобразователем лазерного пучка в линию на поверхность измеряемой трубы и приемник отраженного излучения, выполненные с возможностью передачи данных на устройство обработки информации, установленные на каретке, перемещаемой по направляющим вдоль измеряемой трубы посредством привода, отличающееся тем, что на каретке установлено более двух лазерных сканеров, при этом лазерные сканеры размещены по окружности вокруг измеряемой трубы таким образом, чтобы при наложении их секторов сканирования обеспечивалось сканирование всего наружного периметра измеряемой трубы, направляющие количеством более двух установлены вертикально на опоре, на которой в проекции геометрического центра окружности, по которой расположены лазерные сканеры, установлен опорный конус, а в верхней части заявляемого устройства установлен зажим, предназначенный для фиксации верхней части измеряемой трубы.
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ДЛИННОМЕРНОГО ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2661674C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОСВАРНЫХ ТРУБ РАЗЛИЧНОГО ДИАМЕТРА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2655012C2 |
| EP 3693695 B1, 21.04.2021 | |||
| CN 104568983 A, 29.04.2015 | |||
| DE 19806288 A1, 26.08.1999 | |||
| Устройство для измельчения сухого чая | 1981 |
|
SU1056987A1 |

