Заявляемое техническое решение относится к области средств измерений и может использоваться при контроле профиля резьбовых поверхностей труб.
Известен способ применения устройства контроля прямолинейности трубы (Патент на изобретение №2788324 Российская Федерация, МПК G01B 11/245. Устройство контроля прямолинейности трубы: заявка №2022117351: заявл. 28.06.2022: опубл. 17.01.2023 / Малышев А.Г., Коробкова Е.Ю., Кокотков И.Н., Честнейшина А.В., Гусев Д.О., Нерадовский Д.Л. ; заявитель АО «НИПТБ «Онега». - Текст : непосредственный), при котором измеряемую трубу устанавливают в вертикальном положении через проставочный стакан на опорный конус, верхний конец трубы фиксируют в зажиме, перемещая зажим в горизонтальной плоскости, регулируют вертикальное положение трубы, после чего жестко фиксируют измеряемую трубу, в нижней части устройства устанавливают каретку и закрепляют ее на направляющих, на каретке устанавливают лазерные сканеры, располагая их по окружности вокруг измеряемой трубы таким образом, чтобы наложение секторов сканирования обеспечивало сканирование всего наружного периметра трубы, далее каретка приводится в движение по направляющим с помощью привода, лазерные сканеры осуществляют непрерывное сканирование поверхности трубы и передают результаты сканирования на устройство обработки информации, при этом каретка выполняет движение от нижнего торца трубы, закрепленного в проставочном стакане, к верхнему торцу, закрепленному в зажиме, и, при необходимости, обратно, после окончания измерений при помощи программного обеспечения на устройстве обработки информации выполняют обработку полученных результатов сканирования и создание трехмерной цифровой модели измеряемой трубы, после чего определяют отклонение прямолинейности трубы путем сравнения полученной трехмерной цифровой модели с идеальной математической моделью трубы, созданной по размерам, определенным рабочим чертежом трубы.
Это устройство наиболее близко к заявляемому изобретению и поэтому принято в качестве прототипа.
Недостатком прототипа является недостаточная точность измерений при измерении параметров профиля резьбовой поверхности трубы.
Суть заявляемого технического решения заключается в том, что в известном способе применения устройства контроля прямолинейности трубы, при котором измеряемую трубу устанавливают в вертикальном положении и жестко фиксируют, устанавливают каретку и закрепляют ее на направляющих, на каретке устанавливают лазерные сканеры, располагая их по окружности вокруг измеряемой трубы таким образом, чтобы наложение секторов сканирования обеспечивало сканирование всего наружного периметра трубы, далее каретка двигается по направляющим, а лазерные сканеры осуществляют непрерывное сканирование поверхности трубы и передают результаты сканирования на устройство обработки информации, после окончания измерений при помощи программного обеспечения на устройстве обработки информации выполняют обработку полученных результатов сканирования и создание трехмерной цифровой модели измеряемой трубы, после чего выполняют сравнение полученной трехмерной цифровой модели с идеальной математической моделью трубы, причем установку в вертикальном положении и жесткую фиксацию измеряемой трубы выполняют, фиксируя нижний конец трубы с помощью двух призматических зажимных губок, перемещаемых в горизонтальной плоскости с помощью привода, а движение каретки по направляющим осуществляется от верхнего торца измеряемой трубы вниз под действием силы тяжести, при этом скорость перемещения каретки регулируется с помощью тормозного устройства.
Таким образом, заявленное техническое решение отличается от прототипа тем, что установку в вертикальном положении и жесткую фиксацию измеряемой трубы выполняют, фиксируя нижний конец трубы с помощью двух призматических зажимных губок, перемещаемых в горизонтальной плоскости с помощью привода, а движение каретки по направляющим осуществляется от верхнего торца измеряемой трубы вниз под действием силы тяжести, при этом скорость перемещения каретки регулируется с помощью тормозного устройства.
Сравнительный анализ заявляемого технического решения с другими показал, что только совместное применение признаков заявляемого технического решения позволяет повысить точность измерений при измерении параметров профиля резьбовой поверхности трубы.
Установка в вертикальном положении и жесткая фиксация измеряемой трубы, фиксацией нижнего конца трубы с помощью двух призматических зажимных губок позволит обеспечить более точное соблюдение вертикальности установки трубы, сделает последующие измерения более точными, чем при применении проставочного стакана, опорного конуса и зажима на верхнем конце трубы. Также это оставит свободным верхний конец трубы, что позволит обеспечить точные измерения резьбовой поверхности трубы верхней части трубы, вплоть до верхнего ее торца.
Применение привода для горизонтального перемещения призматических зажимных губок, обеспечит надежную фиксацию трубы с их помощью, что также повысит точность измерений.
Движение каретки по направляющим от верхнего торца измеряемой трубы вниз под действием силы тяжести с регулированием скорости перемещения каретки с помощью тормозного устройства повысит точность измерений за счет плавности перемещения, характерного для перемещения под действием силы тяжести. Кроме того, в этом случае исключается вибрация привода, что также повысит точность измерений.
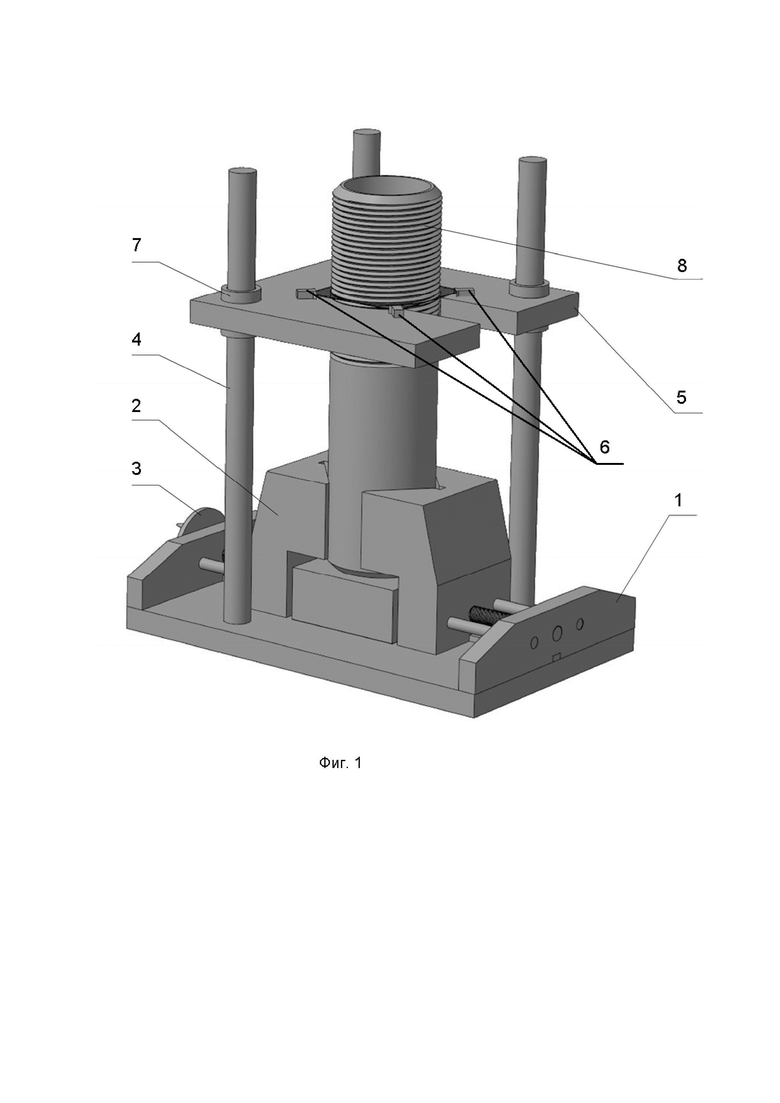
На фиг. 1 изображена схема устройства для осуществления способа измерения параметров профиля резьбовой поверхности трубы.
Заявляемый способ осуществляется следующим образом.
На раме 1, являющейся, например, сварной конструкцией, размещают зажимное приспособление, содержащее призматические зажимные губки 2, привод 3 перемещения зажимных губок 2, опорные стойки 4, каретка 5 с лазерной сканирующей системой 6, выполненная с возможностью перемещения по опорным стойкам 4, и тормозным устройством 7.
Трубу 8 устанавливают в зажимное приспособление, содержащее призматические зажимные губки 2. Привод 3 приводит призматические зажимные губки 2 в движение, например, с помощью ходового винта. Выполняется установка трубы в вертикальном положении и ее жесткая фиксация.
Для выполнения процесса измерения каретку 5 с лазерной сканирующей системой 6, перемещая ее по опорным стойкам 4, устанавливают, например, ручным способом выше уровня верхнего торца трубы 7 и запускают процесс сканирования для получения данных о положениях точек резьбовой поверхности от фаски на верхнем торце трубы (начала резьбовой поверхности). Лазерная сканирующая система 6, опускаясь под действием силы тяжести вдоль трубы 8, выполняет процесс сканирования до сбега резьбовой поверхности трубы 8. В процессе перемещения тормозной механизм 7, выполненный, например, с использованием гидроцилиндров, регулирует скорость движения каретки 5 в зависимости от получаемой плотности облака точек измеряемой поверхности, а также с учетом возможностей обработки информации программным обеспечением.
После достижения каретки 5 с лазерной сканирующей системой 6 уровня ниже сбега резьбовой поверхности трубы 8 сканирование прекращают.
В процессе сканирования создается массив данных о координатах точек измеряемой поверхности. На его основе вычисляют значения параметров резьбовой поверхности: шага и высоты витков, углов наклона профиля витков, радиусов вершин и впадин витков, размеров фасок, захода, сбега, длины полной резьбы. Полученные значения сравнивают с электронной моделью соответствующей идеальной резьбовой поверхности, и на основе сравнения делают выводы о возможности использования трубы с данными параметрами резьбовой поверхности либо о необходимости доработки резьбовой поверхности до требуемых значений.
Заявляемое техническое решение отличается простотой конструкции и позволяет повысить точность измерений при измерении параметров профиля резьбовой поверхности трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля прямолинейности трубы | 2022 |
|
RU2788324C1 |
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ НАРУЖНЫХ РАЗМЕРОВ ПОПЕРЕЧНЫХ СЕЧЕНИЙ МЕТАЛЛУРГИЧЕСКОГО СТЕРЖНЕОБРАЗНОГО ИЗДЕЛИЯ И МОДУЛЬНАЯ РАМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2642980C9 |
| Способ мониторинга агрофизических показателей плодородия почвы в полевых условиях | 2023 |
|
RU2830298C1 |
| Станция профилирования шахтных стволов | 2021 |
|
RU2763151C1 |
| Способ трехмерной реконструкции резьбы отверстий под шпильки главного разъёма корпуса реактора и автоматической идентификации дефектов | 2022 |
|
RU2791416C1 |
| Способ измерения геометрии сотовых ячеек | 2021 |
|
RU2770309C1 |
| СПОСОБ АВТОМАТИЗАЦИИ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО КОНТРОЛЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2815652C1 |
| ИЗМЕРЕНИЕ ТОЛЩИНЫ СЛОЯ ЗЕМЛЯНОГО ПОКРЫТИЯ | 2017 |
|
RU2708093C1 |
| Способ количественной оценки эрозионных потерь почвы с применением наземного лазерного сканера | 2018 |
|
RU2700930C1 |
| СПОСОБ КОНТРОЛЯ СТАЛЬНОГО ЛИСТОВОГО ПРОКАТА НА НАЛИЧИЕ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ С ПРИМЕНЕНИЕМ ЛАЗЕРНЫХ ТРИАНГУЛЯЦИОННЫХ СКАНЕРОВ | 2022 |
|
RU2788586C1 |
Заявляемое техническое решение относится к области средств измерений и может использоваться при контроле профиля резьбовых поверхностей труб. В заявленном способе на раме размещают зажимное приспособление, содержащее призматические зажимные губки, привод перемещения зажимных губок, опорные стойки, каретку с лазерной сканирующей системой, выполненную с возможностью перемещения по опорным стойкам, и тормозное устройство. Выполняется установка трубы в вертикальном положении и ее жесткая фиксация. Для выполнения процесса измерения устанавливают каретку с лазерной сканирующей системой и запускают процесс сканирования для получения данных о положениях точек резьбовой поверхности от фаски на верхнем торце трубы. Лазерная сканирующая система, опускаясь под действием силы тяжести вдоль трубы, выполняет процесс сканирования. В процессе перемещения тормозной механизм регулирует скорость движения каретки в зависимости от получаемой плотности облака точек измеряемой поверхности. Технический результат - повышение точности измерений при измерении параметров профиля резьбовой поверхности трубы. 1 ил.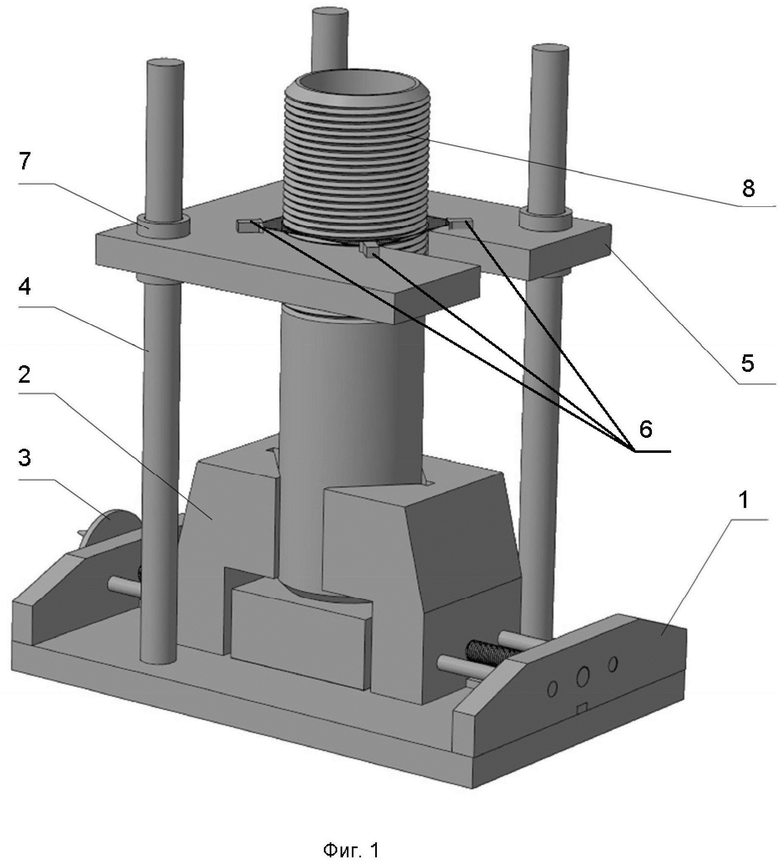
Способ измерения параметров профиля резьбовой поверхности трубы, при котором измеряемую трубу устанавливают в вертикальном положении и жестко фиксируют, устанавливают каретку и закрепляют ее на направляющих, на каретке устанавливают лазерные сканеры, располагая их по окружности вокруг измеряемой трубы таким образом, чтобы наложение секторов сканирования обеспечивало сканирование всего наружного периметра трубы, далее каретка двигается по направляющим, а лазерные сканеры осуществляют непрерывное сканирование поверхности трубы и передают результаты сканирования на устройство обработки информации, после окончания измерений при помощи программного обеспечения на устройстве обработки информации выполняют обработку полученных результатов сканирования и создают трехмерную цифровую модель измеряемой трубы, после чего выполняют сравнение полученной трехмерной цифровой модели с идеальной математической моделью трубы, отличающийся тем, что установку в вертикальном положении и жесткую фиксацию измеряемой трубы выполняют фиксируя нижний конец трубы с помощью двух призматических зажимных губок, перемещаемых в горизонтальной плоскости с помощью привода, а движение каретки по направляющим осуществляется от верхнего торца измеряемой трубы вниз под действием силы тяжести, при этом скорость перемещения каретки регулируется с помощью тормозного устройства.
| СПОСОБ АВТОМАТИЗИРОВАННОЙ НАРУЖНОЙ ДИАГНОСТИКИ ТРУБОПРОВОДА И АВТОМАТИЗИРОВАННЫЙ ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2757203C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2009 |
|
RU2477453C1 |
| CN 109780994 A, 21.05.2019 | |||
| CN 201772865 U, 23.03.2011 | |||
| CN 109638740 A, 16.04.2019. | |||

