Область техники
Изобретение относится к области строительства и может быть использовано при строительстве, ремонте, реконструкции, обновлении трубопроводных систем для подготовки трубопроводов к демонтажу и монтажу.
Уровень техники
В рамках строительства, ремонта трубопроводных систем, зачастую встает необходимость подготовки трубопровода к монтажу и демонтажу, при этом требуется подготовка соответствующих поверхностей. В качестве наружной изоляции трубопроводов используются различные типы заводских покрытий: эпоксидные, полиэтиленовые, полипропиленовые и комбинированные ленточно-полиэтиленовые, которые обладают высокой степенью адгезии, стойкостью к механическим повреждениям, напряжению сдвига и т.д. Свойства современных покрытий трубопроводов усложняют процесс подготовки поверхностей при необходимости их снятия.
В данный момент при ремонте, реконструкции, обновлении трубопроводных систем, подготовку поверхностей в трассовых условиях производят средствами малой механизации вручную (углошлифовальными машинами) или при помощи специализированного оборудования.
Процесс удаления покрытия и зачистки поверхности с помощью углошлифовальных машин является трудоёмким, травмоопасным (в виду использования движущихся механизмов с искрообразованием), требует расходных материалов (отрезные, шлифовочные диски, щётки по металлу), приводит к износу тела трубопровода, образованию мелкоштучных отходов.
Известен способ и устройство для зачистки и нанесения защитного лакокрасочного покрытия на внутреннюю поверхность трубопроводов в местах их сварки (патент РФ на изобретение №2177103, кл. МПК F16L 58/04, опубл. 20.12.2001). Операции по зачистке и нанесению защитного покрытия осуществляют за один проход с помощью единого комплекса блоков, предусматривающих удаление металлической и лакокрасочной пыли после зачистки и выдавливание вязкой композиции лакокрасочного покрытия с помощью дозатора-сильфона и выдвижение блоков к месту зачистки посредством кулисных механизмов.
При реализации способа антикоррозионной защиты трубопровода (патент РФ на изобретение №2340830, кл. МПК F16L 58/04, опубл. 10.12.2008), поверхность трубопровода очищают от старого покрытия, грязи и ржавчины с помощью малогабаритной очистной резцовой машины ОМР-1220. Также известна очистная машина резцовая (патент РФ на изобретение №2447955, кл. МПК В08В 9/02, опубл. 20.04.2012), которая может быть использована при ремонте магистральных трубопроводов.
Такое оборудование является громоздким, сложным в монтаже/демонтаже и эксплуатации. Существенным недостатком использования такой очистной резцовой машины является невозможность обеспечения полного удаления снятого слоя изоляционного покрытия из траншеи, поскольку при снятии покрытия образуется мелкоштучные отходы (крошка,) с высокой вероятностью разлета в пределах траншеи, что влечет за собой значительные трудозатраты при сборе и извлечении снятого слоя покрытия из траншеи. Оставшиеся в траншее мелкоштучные отходы (крошка), оказывает также негативное воздействие на окружающую среду.
Недостатками известных способов являются относительно высокая сложность удаления и зачистки изоляционных ленточно-полимерных покрытий трубопроводов, а также относительно высокие трудозатраты проведения таких работ при подготовке поверхностей трубопроводов к монтажу и демонтажу путем сварки и резки.
Раскрытие изобретения
Техническим результатом изобретения является повышение эффективности снятия изоляционных ленточно-полимерных покрытий трубопроводов и снижение трудозатрат при проведении соответствующих работ. Также реализация заявленного способа позволяет простым, надежным и экологичным способом удалить наружное ленточно-полимерное покрытие трубопровода. Способ особенно актуален и эффективен при подготовке поверхностей трубопроводов к монтажу и демонтажу путем сварки и резки.
Указанный технический результат достигается тем, что способ удаления наружных ленточно-полимерных покрытий трубопроводов осуществляют следующим образом: формируют продольный и поперечный надрезы на расстояние снимаемого участка полимерного покрытия, приподнимают край ленты со стороны продольного надреза; приподнятый край ленты запасовывают в продольный разрез трубки; с помощью рычагов, вставленных в сквозные отверстия на краях трубки, осуществляют намотку ленты на трубку; параллельно с намоткой, прогревают участок трубопровода в области снимаемого покрытия; намотку ленты производят до полного снятия полимерного покрытия.
Отверстия на краях трубки могут быть выполнены в одной плоскости или в разных.
Прогревание участка трубопровода возможно осуществлять с помощью горелки или воздушного фена с рабочей температурой до 500-600°С по внешней поверхности трубопровода и/или газосварочным резаком по внутренней поверхности трубопровода.
Перед формированием надрезов возможно дополнительно прогреть места их выполнения.
Краткое описание чертежей
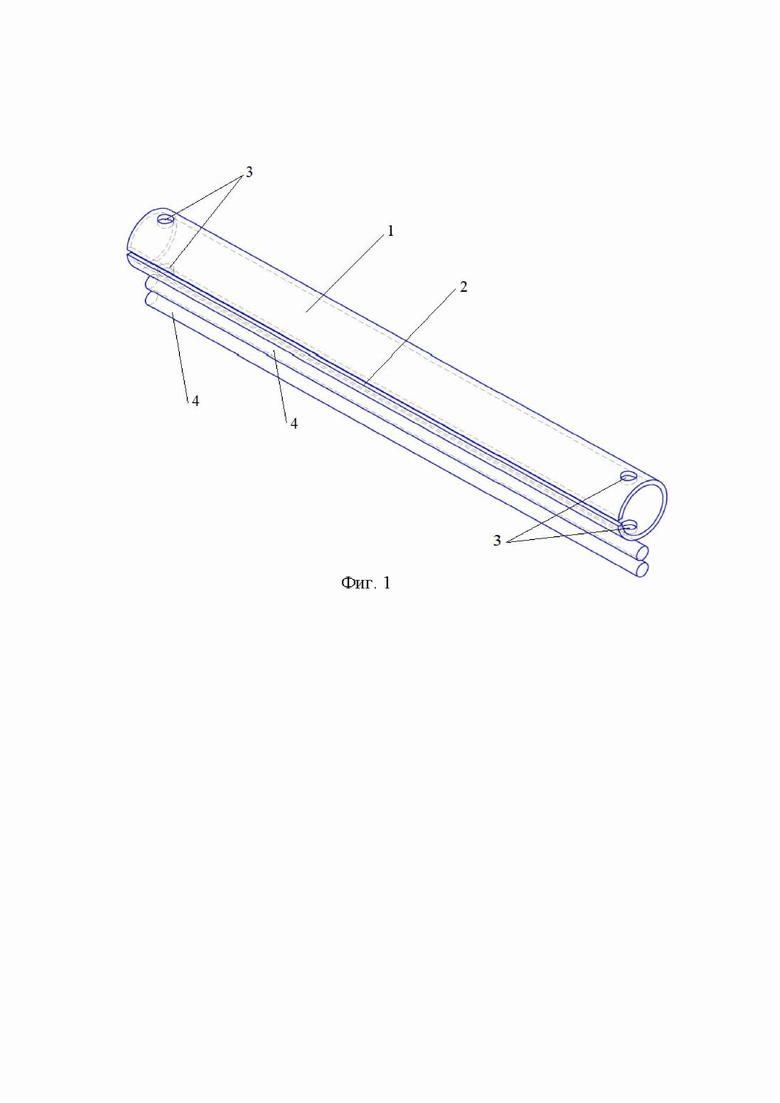
На фиг. 1 представлен общий вид комплекта приспособлений для реализации способа удаления наружных ленточно-полимерных покрытий трубопроводов.
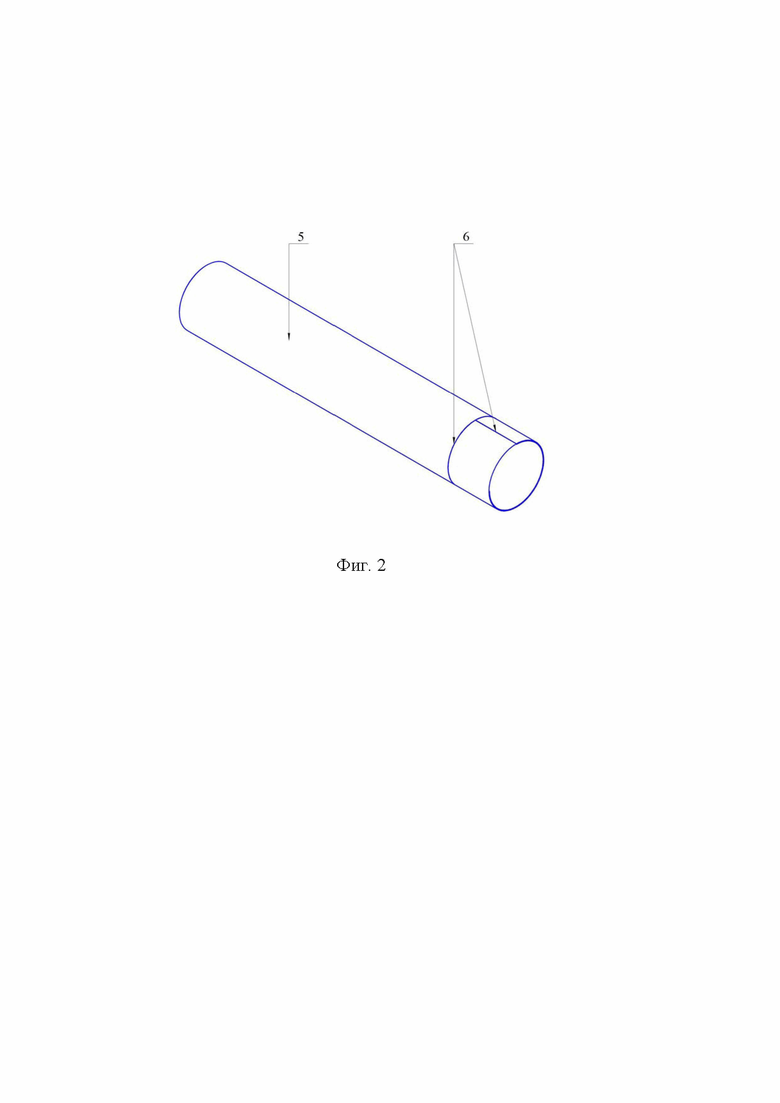
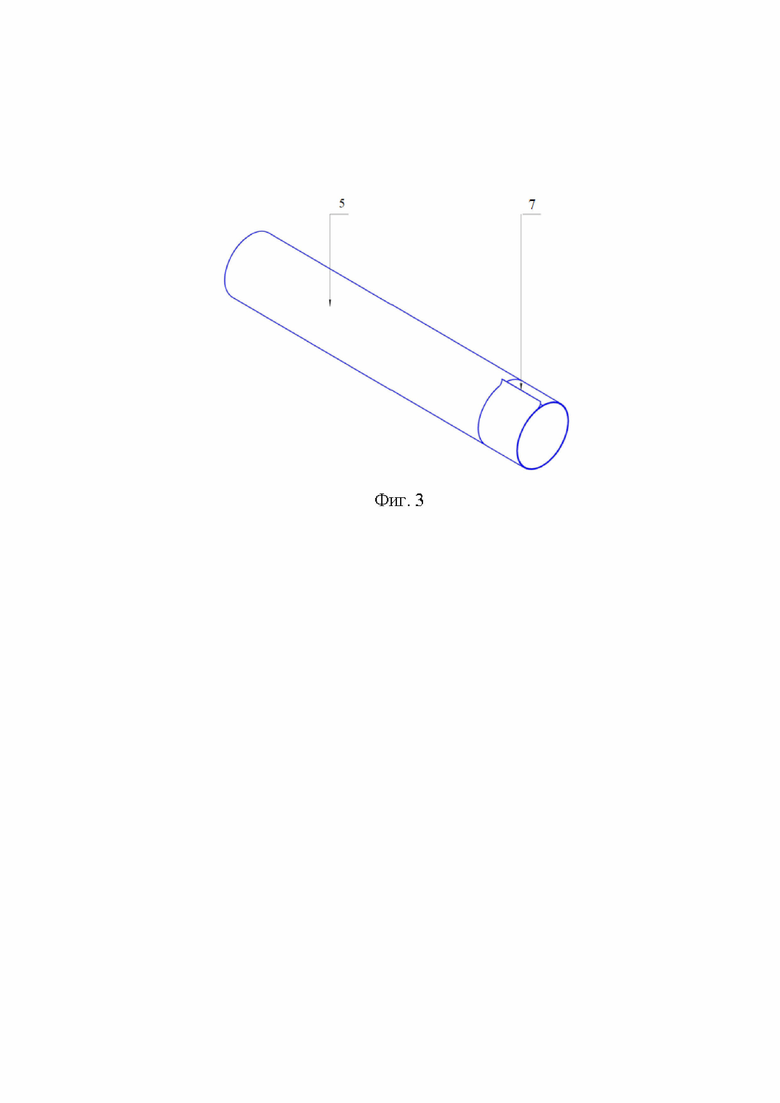
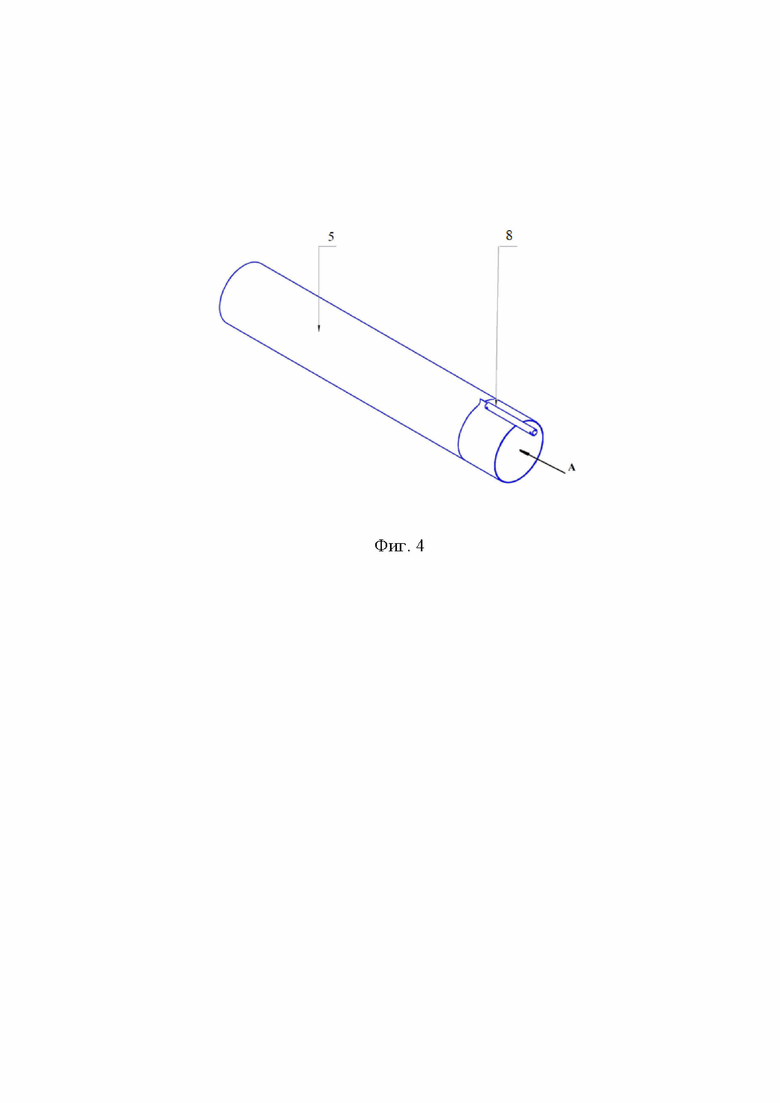
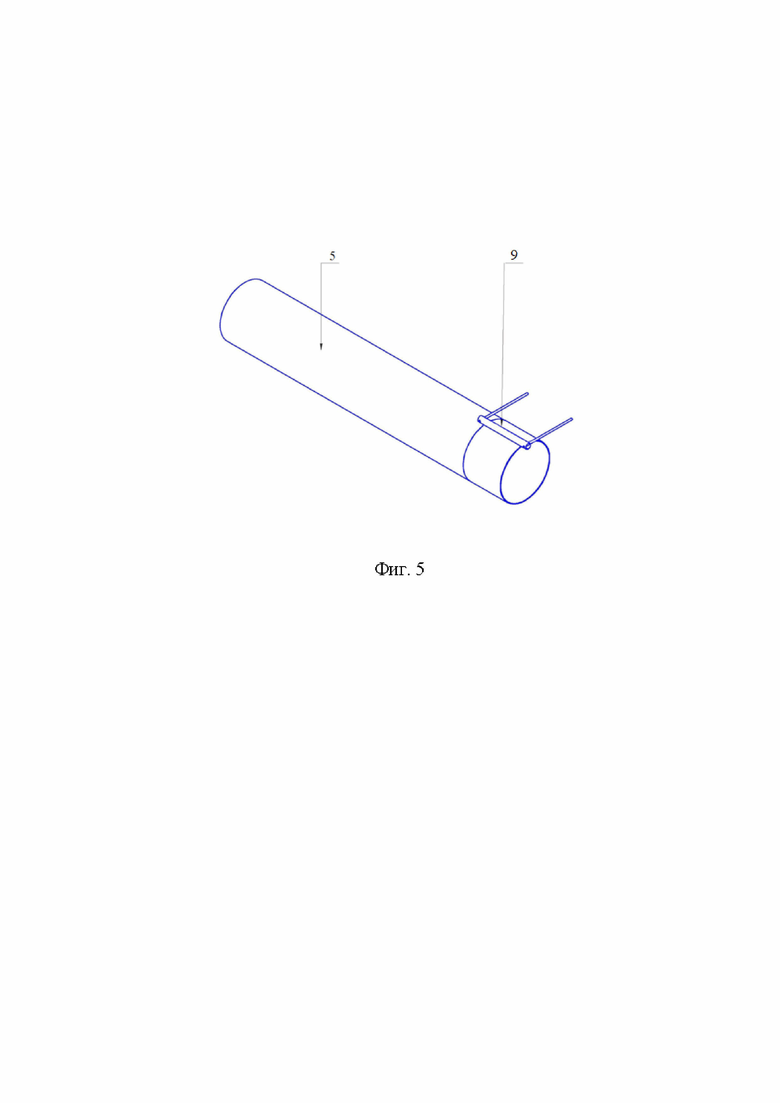
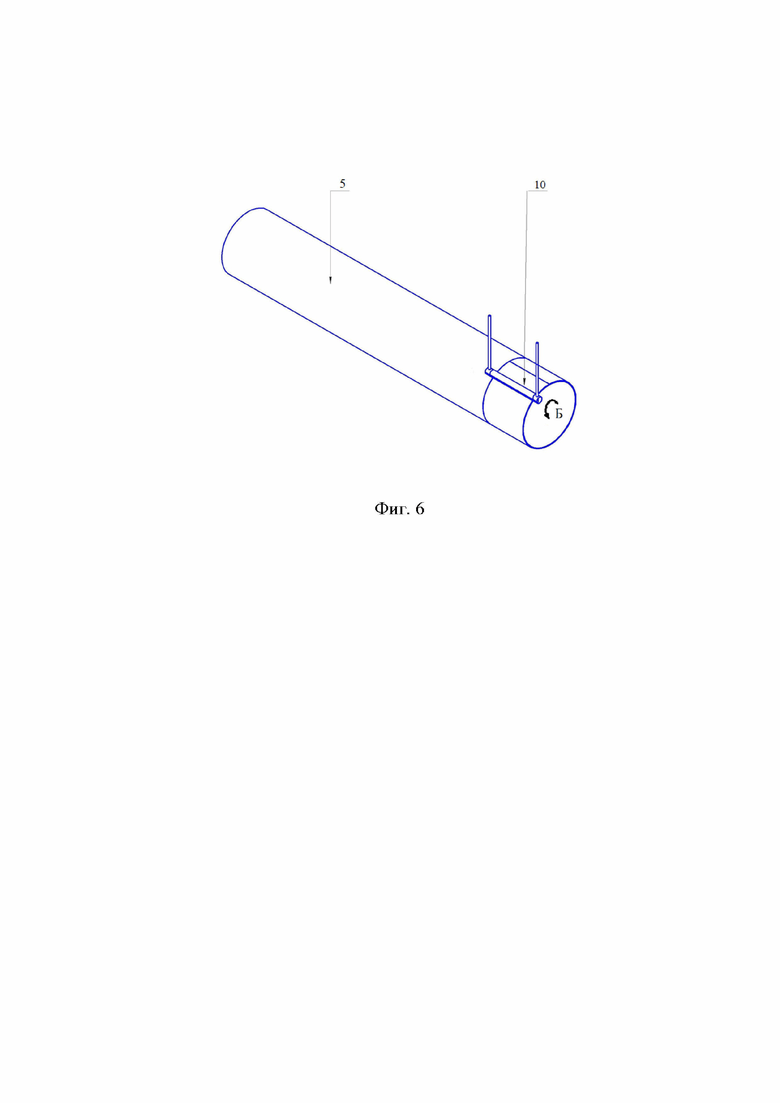
На фиг. 2-6 представлена последовательность этапов осуществления заявленного способа.
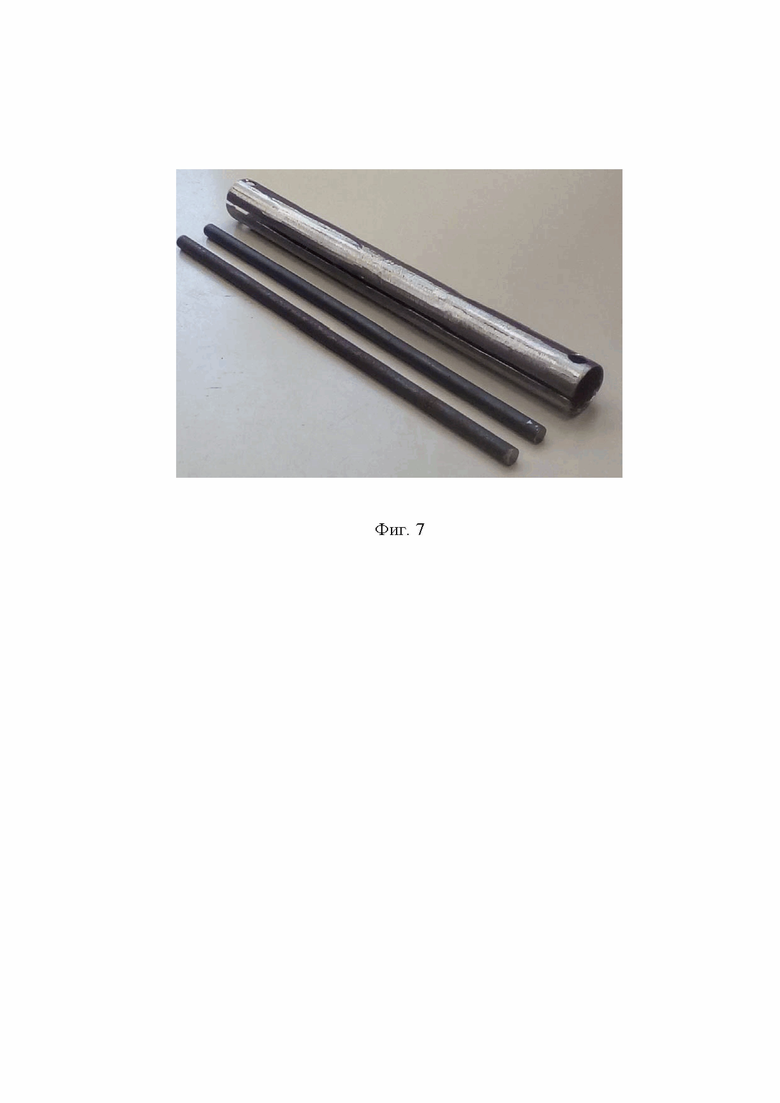
На фиг. 7 представлено фото комплекта приспособлений для реализации способа.
На фигурах приняты следующие обозначения: 1 - трубка; 2 - продольный разрез; 3 - сквозные отверстия; 4 - рычаг; 5 - трубопровод с ленточно-полимерным покрытием; 6 - участки формирования продольного и поперечного надрезов; 7 - высвобождение края ленточно-полимерного покрытия со стороны продольного надреза; 8 - запасовка края ленточно-полимерного покрытия; 9 - установка рычагов; 10 - намотка ленты на трубку; А - направление запасовки; Б - направление намотки ленточно-полимерного покрытия.
Осуществление изобретения
Для повышения эффективности снятия изоляционных ленточно-полиэтиленовых покрытий трубопроводов и снижения трудозатрат при проведении соответствующих работ используют комплект приспособлений (фиг. 1). Комплект состоит из металлической трубки 1, имеющей продольный разрез 2 и сквозные отверстия 3 по краям, и двух рычагов 4. Рычаги 4 выполнены из металлического прутка круглого сечения, причем диаметр каждого рычага 4 соответствует диаметру сквозных отверстий 3 на трубке 1. Отверстия 3 на краях трубки 1 могут быть выполнены в одной плоскости (как показано на фиг. 1, 5-7) или в разных плоскостях (на фиг. не показано). Параметры комплекта вариативны. Применение комплекта позволяет усовершенствовать процесс удаления наружных ленточно-полимерных покрытий трубопроводов, осуществив его следующим образом:
- на полимерном покрытии трубопровода 5 формируют продольный и поперечный надрезы на расстояние снимаемого участка полимерного покрытия (см. фиг. 2, поз. 6);
- на месте стыка надрезов со стороны продольного надреза приподнимают край ленты, то есть край ленты отклеивают/высвобождают от действия свойств адгезии наносимых на поверхность трубопровода составов (праймеров) (см. фиг. 3 поз. 7);
- приподнятый край ленты запасовывают в продольный разрез 2 трубки 1 (см. фиг. 4, поз. 8);
- с помощью рычагов 4, вставленных в сквозные отверстия 3 на краях трубки 1 (см. фиг. 5, поз. 9), осуществляют намотку ленты на трубку 1 (см. фиг. 6, поз. 10);
- параллельно с намоткой, производят нагрев трубопровода 5 в области снимаемого покрытия;
- намотку ленты на трубку 1 производят до полного удаления полимерного покрытия.
Для ускорения процесса формирования надрезов на трубопроводе 5 возможно предварительно прогреть места выполнения надрезов.
Прогревание участка трубопровода возможно осуществить с помощью горелки или воздушного фена с рабочей температурой до 500-600°С по внешней поверхности трубопровода и/или газосварочным резаком по внутренней поверхности трубопровода.
Особенно целесообразно применение заявленного способа для задач требующих удаления наружных ленточно-полимерных покрытий на относительно небольших участках, там, где использование громоздкого, сложного в монтаже, эксплуатации и демонтаже оборудования, является нерациональным.
Пример реализации
Был изготовлен комплект приспособлений, состоящий из металлической трубки и двух рычагов (см. фото на фиг. 7). Параметры изготовленных приспособлений:
Трубка: диаметр 50 мм, толщина стенки 3 мм, длина 500 мм, имеет продольный разрез шириной 5 мм на длину трубки и пару сквозных отверстий диаметром 16 мм по краям трубки;
Рычаги: из сортового проката (арматуры) диаметром 16 мм, длиной 500 мм. Данный комплект был использован при ремонте трубопровода находящегося в зоне ответственности ООО «Газпром трансгаз Ставрополь».
Полученные результаты приведены в таблице:
повышение загрузки оборудования/
повышение производительной способности / снижение времени цикла
(на один стык)
Расчет полученного экономического эффекта был произведен ресурсно-индексным методом.
По ФЭР 25-02-040-15 (Федеральные единичные расценки) предварительный подогрев стыков труб Ду 500 мм при сварке на трассе, толщина стенки 8 мм - стык (наиболее подходящий по характеру выполняемых операций, соответствующих предложению автора с поправочными коэффициентами на снятие ленты).
Состав работ и ресурсы:
Затраты труда рабочих (средний разряд - 3) 0,28 чел/час - 278 руб.
Пропан-бутановая смесь техническая 0,3 кг - 21 руб. (или нагрев строительным феном) 0,5кВт/ч - 3руб.
Стоимость (на один стык) с применением комплекта приспособлений: 278+21=299 руб.
По ФЭР 13-06-003-01 очистка поверхностей металлоконструкций щётками - м 2 (наиболее подходящий по характеру выполняемых операций), т.к. принять из состава работ по ФЭР 25-02-080-01 вырезка дефектной секции (катушки) трубопровода в траншее, Ду 500 мм - шт, включающих удаление изоляционного покрытия в местах резки по всей окружности трубы, невозможно и необъективно.
Состав работ и ресурсы:
Затраты труда рабочих (средний разряд - 3) 0,9 чел/час - 563 руб.
Кордщётка плоская 200 мм для УШМ витая сталь 1 шт. - 755 руб.
Электроэнергия - 1,5кВт/ч - 7 руб.
Стоимость (на один стык) без применения приспособления: 563+755+7=1325руб.
Полученный экономический эффект (на один стык):
1325-299=1026 руб.
При проведении работ по замене участка (катушки) операцию производят 4 раза (2 раза на демонтируемом трубопроводе и 2 раза на монтируемом трубопроводе). Соответственно: 1026*4=4104 руб.
Таким образом, предлагаемый способ обеспечивает повышение эффективности снятия изоляционных ленточно-полимерных покрытий трубопроводов и снижение трудозатрат при проведении соответствующих работ. Также реализация заявленного способа позволяет простым, надежным и экологичным способом удалить наружное ленточно-полимерное покрытие трубопровода.
Сопоставительный анализ заявленного способа показал, что совокупность его существенных признаков неизвестна из уровня техники и, значит, соответствует условию патентоспособности «Новизна».
В уровне техники не было выявлено признаков, совпадающих с отличительными признаками заявленного способа и влияющих на достижение заявленного технического результата, поэтому заявленное изобретение соответствует условию патентоспособности «Изобретательский уровень».
Приведённые сведения подтверждают возможность применения заявленного способа для удаления наружных полимерных покрытий трубопроводов, который может быть использован при строительстве, ремонте, реконструкции, обновлении трубопроводных систем для подготовки трубопроводов к демонтажу и монтажу, и поэтому соответствует условию патентоспособности «Промышленная применимость».
Изобретение относится к области строительства, ремонта, реконструкции, обновления трубопроводных систем. Для осуществления способа формируют продольный и поперечный надрезы на расстояние снимаемого участка полимерного покрытия. Край ленты приподнимают со стороны продольного надреза. Приподнятый край ленты запасовывают в продольный разрез трубки. С помощью рычагов, вставленных в сквозные отверстия на краях трубки, осуществляют намотку ленты на трубку. Параллельно с намоткой прогревают участок трубопровода в области снимаемого покрытия. Намотку ленты производят до полного снятия полимерного покрытия. Отверстия на краях трубки могут быть выполнены в одной плоскости или в разных. Прогревание участка трубопровода возможно осуществлять с помощью горелки или воздушного фена с рабочей температурой до 500-600°С по внешней поверхности трубопровода и/или газосварочным резаком по внутренней поверхности трубопровода. Перед формированием надрезов возможно дополнительно прогреть места их выполнения. Способ является простым, надежным и экологичным, позволяет с высокой эффективностью и низкими трудозатратами удалить наружное ленточно-полимерное покрытие трубопровода. 3 з.п. ф-лы, 7 ил.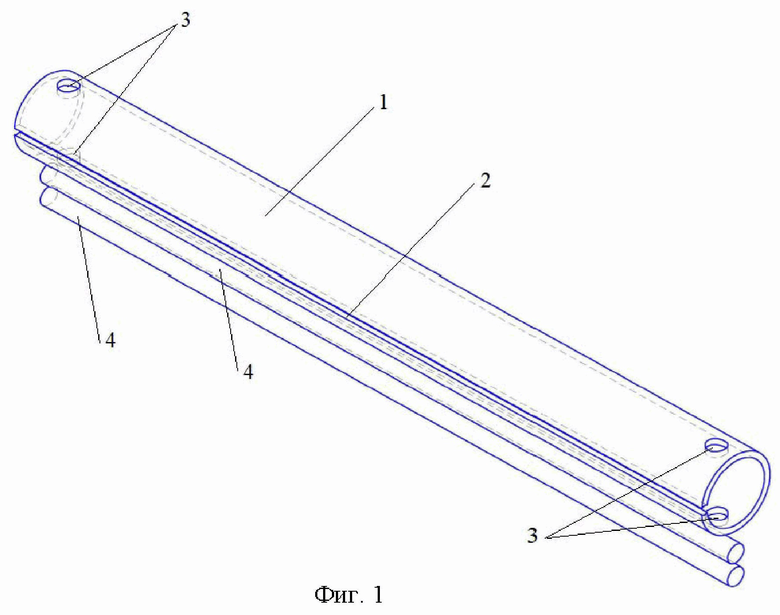
1. Способ удаления наружных ленточно-полимерных покрытий трубопроводов, в процессе которого формируют продольный и поперечный надрезы на расстояние снимаемого участка полимерного покрытия, приподнимают край ленты со стороны продольного надреза, приподнятый край ленты запасовывают в продольный разрез трубки, с помощью рычагов, вставленных в сквозные отверстия на краях трубки, осуществляют намотку ленты на трубку, параллельно с намоткой прогревают участок трубопровода в области снимаемого покрытия, намотку ленты производят до полного снятия полимерного покрытия.
2. Способ по п. 1, отличающийся тем, что отверстия на краях трубки выполнены в одной плоскости или в разных.
3. Способ по п. 1, отличающийся тем, что прогревание участка трубопровода осуществляют с помощью горелки или воздушного фена с рабочей температурой до 500-600°С по внешней поверхности трубопровода и/или газосварочным резаком по внутренней поверхности трубопровода.
4. Способ по п. 1, отличающийся тем, что перед формированием надрезов прогревают места их выполнения.
| Способ очистки наружной поверхности трубопровода от пленочной изоляции и устройство для очистки наружной поверхности трубопровода | 1987 |
|
SU1452628A1 |
| Устройство для очистки наружной поверхности трубопровода | 1976 |
|
SU1007766A1 |
| СПОСОБ СРЕЗАНИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ ТРУБОПРОВОДОВ | 1993 |
|
RU2080944C1 |
| Устройство для зачистки концов труб | 1982 |
|
SU1199312A1 |
| Автомат для намотки заготовок из ленточных материалов | 1980 |
|
SU891549A2 |

