Изобретение относится к технологии лазерной наплавки сталей и может быть использовано в инструментальном производстве при изготовлении и ремонте деталей технологической оснастки и инструмента.
Для рабочих частей оснастки зачастую используют дорогостоящие материалы, такие как сталь Х12МФ, 9ХС, 40Х. Технология изготовления состоит из операций: механическая обработка заготовки с припуском, термообработка, окончательная механическая обработка, полировка, азотирование (хромирование), полировка.
Из уровня техники известен способ получения металлического покрытия (RU 2215821, опубл. 10.11.2003 Бюл. № 31), включающий нанесение металлического покрытия на металлическую основу и нагрев поверхностного слоя и нанесенного покрытия концентрированным потоком энергии. Производят кратковременный нагрев поверхностного слоя и нанесенного покрытия, режим которого выбирают из условия плавления металлических материалов вблизи границы покрытие - основа с сохранением поверхностного слоя покрытия в твердом состоянии.
Наиболее близким по технической сущности является способ лазерной наплавки (US2017087668 от 2017-03-30), включающий поверхность подложки, проволоку, заполненную металлом, расположенную вблизи поверхности, при этом заполненная металлом проволока содержит металлическую оболочку, окружающую заполненную металлом сердцевину, и при этом заполненная металлом сердцевина содержит, по меньшей мере, один порошковый металл или тонкую металлическую проволоку. Лазерный луч направляется на кончик проволоки, расплавляя металлическую оболочку и заполненную металлом сердцевину с образованием расплавленной ванны на поверхности подложки.
Недостатками вышеуказанных технических решений являются сложность процесса и применение дорогостоящих материалов.
Задачей, на решение которой направлено изобретение, является разработка способа изготовления изделий с повышенными техническими и эксплуатационными характеристиками.
Данная задача решается за счет того, что способ изготовления деталей технологической оснастки и инструмента включает изготовление заготовки детали из конструкционной стали, нанесение функционального слоя методом непрерывной лазерной наплавки, вначале заготовке придается необходимая форма, включая в том числе крепежные отверстия, определяется рабочая поверхность с последующей ее механической обработкой, занижая рабочую поверхность на 0,5-1 мм, в зону наплавки подается проволока, состоящая из материала, образующего функциональный слой.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является упрощение процесса изготовления и ускорение ремонта детали, сохранение геометрических размеров детали в поле допуска, получение поверхности (функционального слоя) с заданными свойствами.
Заявленный способ подразумевает использование метода лазерной наплавки, что не только заменяет операцию нанесения покрытия, такую как азотирование или хромирование, но и меняет весь технологический процесс, исключая применение дорогостоящих материалов и сокращая время на изготовление или ремонт деталей.
Под рабочей поверхностью в данном изобретении понимается поверхность, с помощью которой изделие (деталь, инструмент) выполняет свое служебное назначение.
Под функциональным слоем в данном изобретении понимается покрытие, нанесенное на поверхность детали и адгезионно связанного с ним для придания поверхностному слою свойств, отличных от свойств основного материала изделия (детали, инструмента).
Согласно данному изобретению создается улучшающий слой при изготовлении и ремонте рабочих частей изделий, в которых свойства основного материала являются отличными от свойств материала на поверхности изделия, которое непосредственно контактирует с воздействующими силами.
Изготавливается деталь из конструкционной стали любой формы. Чаще всего форма у подобных деталей бывает сложной - фигурной. Определяется место рабочей поверхности. Далее деталь подвергается механической обработке, занижая исключительно рабочую поверхность на 0,5-1 мм. Данный этап подразумевает использование специализированных обрабатывающих центров, таких как токарный или фрезерный станок с ЧПУ. Шероховатость заниженной рабочей поверхности достаточно Ra 6,3. На подготовленную поверхность наносится функциональный слой, который имеет повышенные требования. Функциональный слой наносится методом непрерывной лазерной наплавки. В процессе нанесения функционального слоя в зону расплава подается проволока, которую луч наплавляет на рабочую поверхность детали, образуя после остывания новый слой на поверхности детали. Далее нанесенный слой доводят до требующейся шероховатости слесарным методом или на станке с ЧПУ.
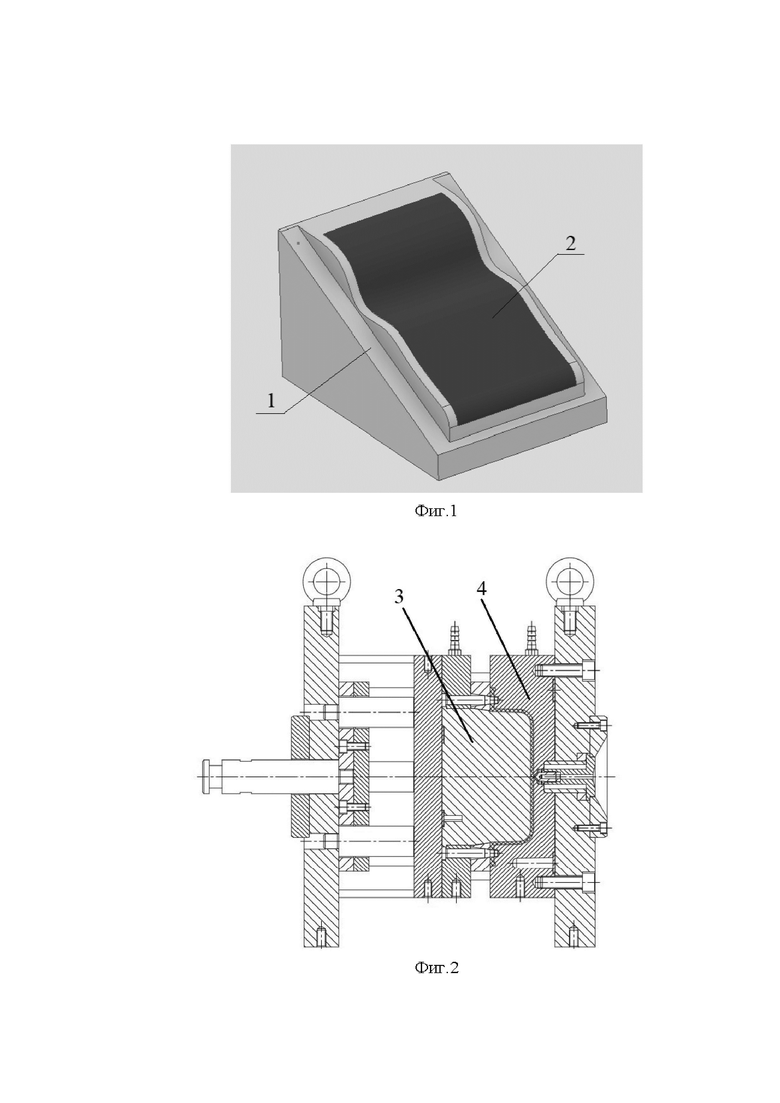
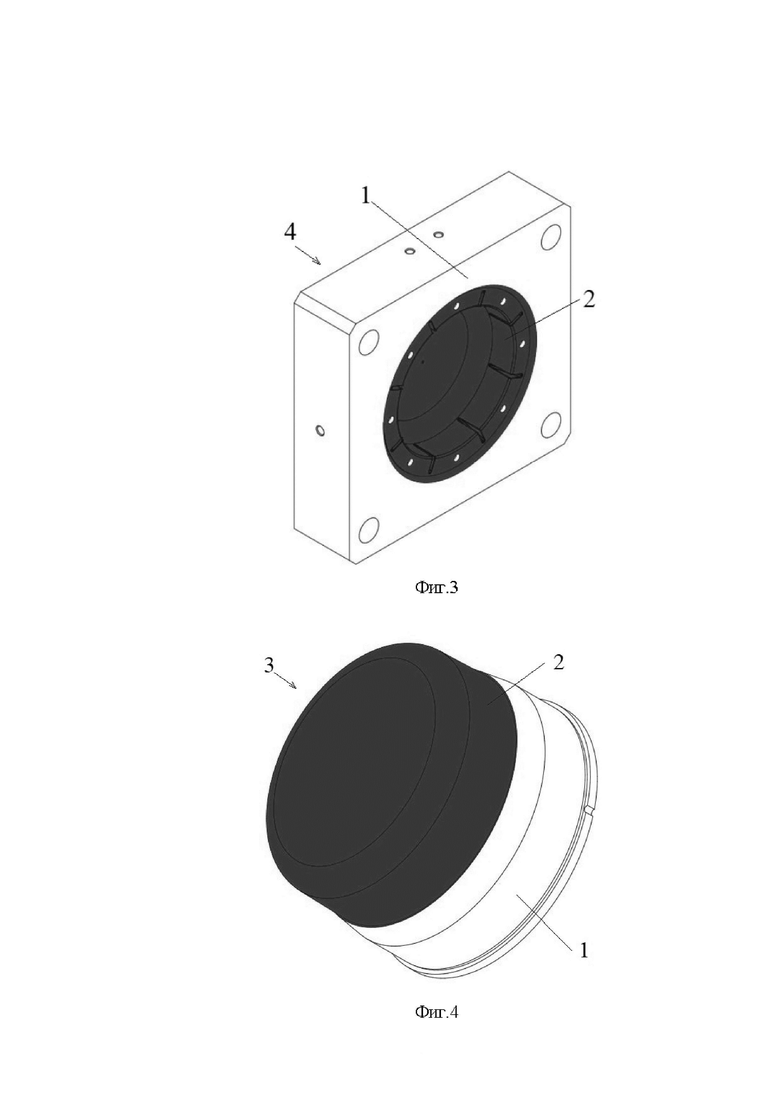
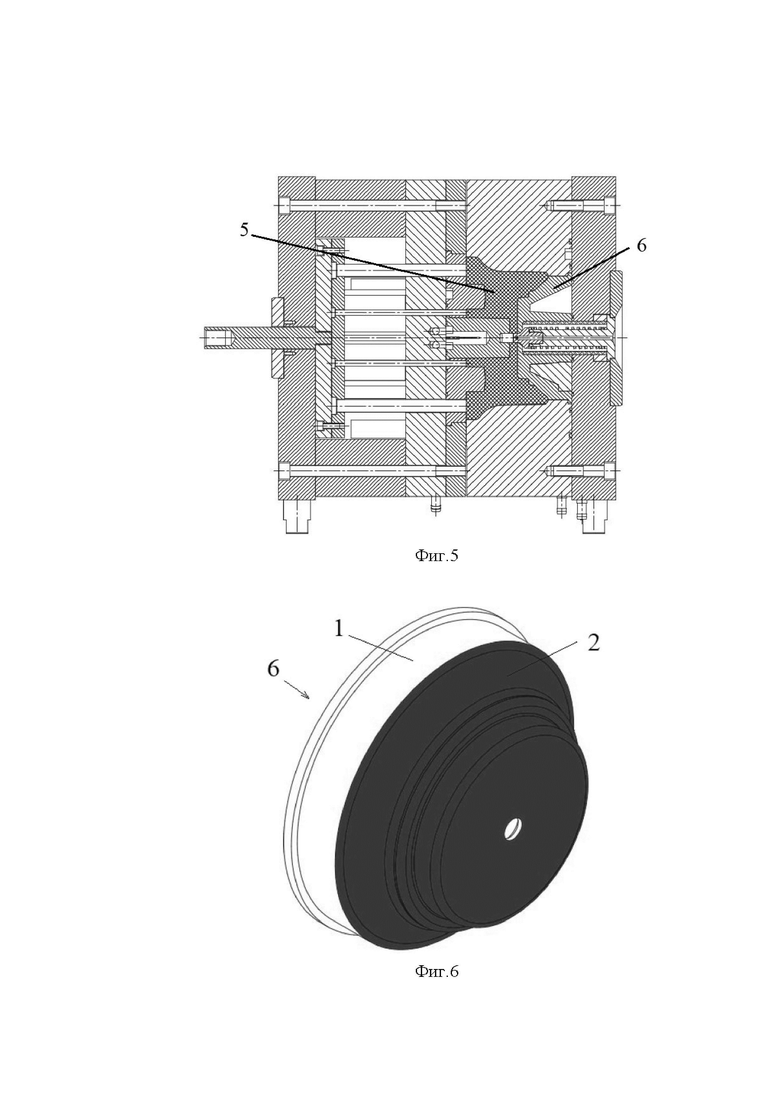
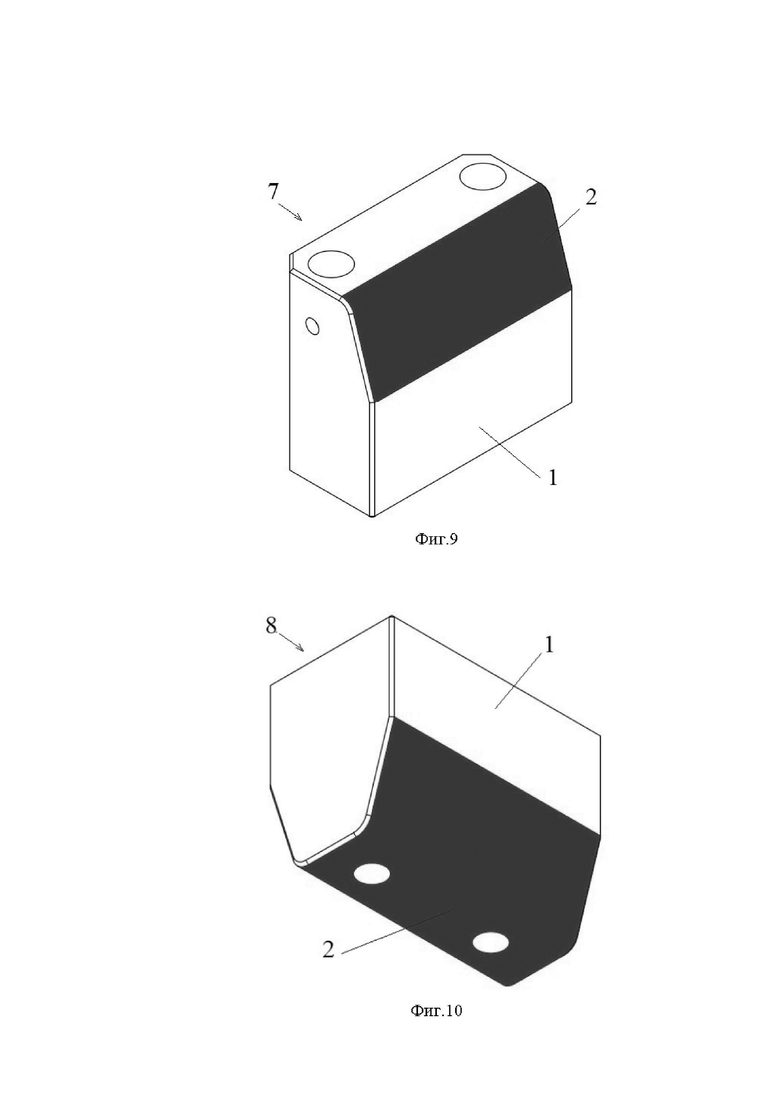
На фиг. 1 - 10 изображены детали, изготовленные заявленным способом, где 1 - основа детали из конструкционной стали, 2 - функциональный слой из более прочного материала.
Основа детали и наплавляемый слой смешиваются в небольшой зоне 10-30 мкм в зависимости от рабочего режима. Область воздействия тепла при лазерной наплавке составляет 1-2 мм. Благодаря малому времени воздействия лазера и локальности подачи объемы расплава сводятся к минимуму и изделие нагревается незначительно. Таким образом, технология лазерной наплавки позволяет сохранить геометрические размеры детали в поле допуска, даже если они составляют несколько микрон. Степень перемешивания наплавляемого материала с основным составляет не более 1%. Чтобы кислород не попадал в рабочую область, запуская в ней окислительные процессы, при обработке дополнительно подается инертный газ.
В качестве оборудования для наплавления используется стационарная лазерная установка с ЧПУ.
В качестве основы изделия используется конструкционная углеродистая сталь, преимущественно марок Сталь 3, Сталь 20.
В зависимости от потребности - повышенная износостойкость, коррозионная стойкость, термоизносостойкость и т.д. способ имеет возможность корректировать физико-химические свойства рабочей поверхности путем нанесения функционального слоя.
Изделия, полученные заявленным способом, не нуждаются в последующей термической обработке и хромировании.
Также, изготовление детали согласно заявленному способу обеспечивает в дальнейшем ремонтопригодность детали, т.к. не требует удаления покрытия (например, расхромирования), а достаточно нанести на поврежденный участок функциональный слой и механически обработать.
Достигаемые эффекты от заявленного способа:
- отсутствие термического воздействия на заготовку детали исключает ее коробление
- изотропные свойства наблюдаются по всему нанесенному покрытию (функциональному слою)
- равномерное нанесенное функционального слоя на поверхность любой формы;
- возможность регулирования свойств поверхности детали в зависимости от требующихся задач путем нанесения присадочной проволоки с нужными свойствами (износостойкие, жаростойкие, коррозионностойкие, антифрикционные) методом лазерной наплавки.
Согласно данного изобретения используется мягкая и дешевая подложка (основа детали), например, из стали 3, стали 20 или других материалов, предварительно обрабатывается на фрезерном станке с ЧПУ, образуя фигурную форму с учетом припуска на нанесение улучшающего (функционального) слоя примерно 0,5-1 мм.
Благодаря тому, что заготовка детали не подвергается нагреву все установочные отверстия можно делать до лазерной наплавки, т.е. подготавливать заготовку полностью.
Ниже приведены примеры возможности осуществления заявленного способа.
Пример 1.
Изделия крышка и опора изготавливаются из стеклонаполненного полипропилена. Рабочие части пресс-форм изготавливаются из стали 40Х с последующей закалкой и хромированием. Из-за того, что материал изготавливаемых деталей ведет себя достаточно агрессивно, стойкость к истиранию рабочих поверхностей пресс-форм невысокая. Более стойкие покрытия - дорогие и мало ремонтопригодные.
Согласно заявленного способа, основа рабочих частей пресс-формы изготавливается из материала Сталь 20. Деталь и крепежные отверстия изготавливаются в размер, рабочие поверхности фрезеруются с припуском 0,5 мм в тело. Методом лазерной наплавки наплавляется присадочная проволока QUADA QuFe13 (высокая стойкость к механическим, термическим воздействиям и абразивному износу), создающая функциональный слой с повышенными износостойкими свойствами. Окончательная чистовая фрезеровка завершает изготовление деталей.
На фиг. 2 и 5 изображена сборка, на фиг. 3, 4, 6, 7 изображены детали, где 3 - пуансон, 4 - матрица; 5 - матрица, 6 - вставка.
Стойкость рабочих частей увеличилась в 3 раза, а также появилась возможность дешевого ремонта рабочих поверхностей.
Пример 2.
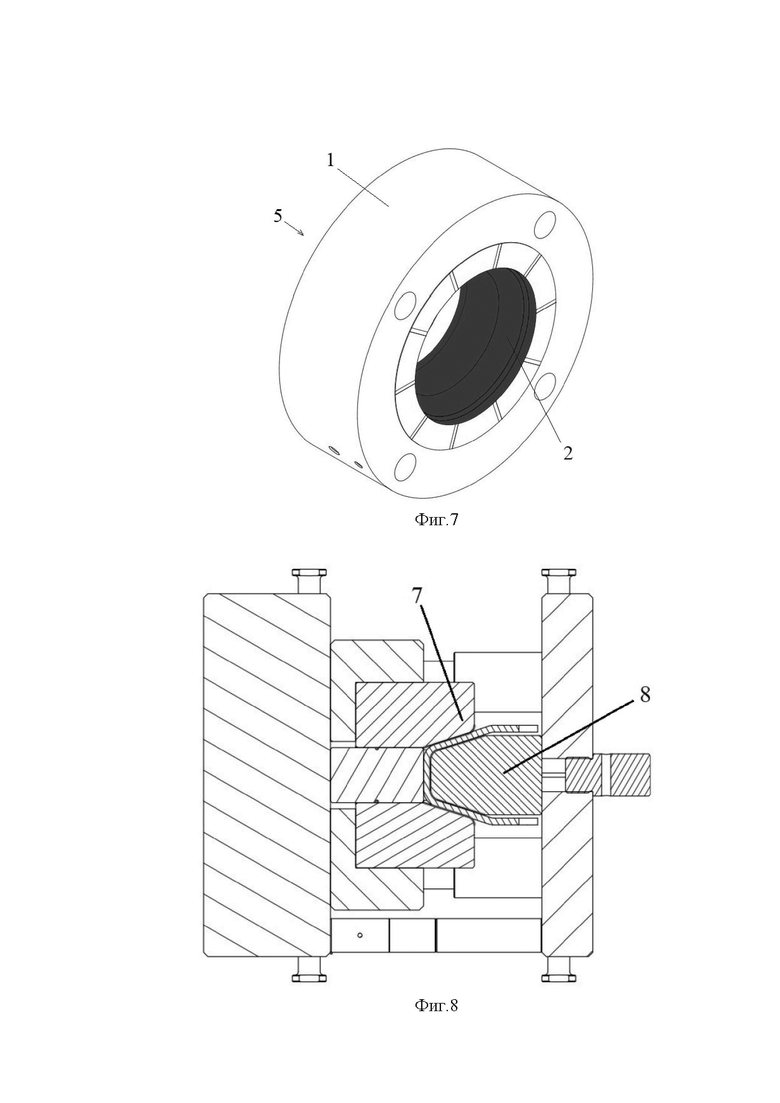
Деталь планка изготавливается методом холодной штамповки, включая вырубку, пробивку и гибку. Гибка осуществляется на штамповой оснастке. При использовании классического метода для матрицы использовался материал сталь Х12М ГОСТ 5950-73 и закаливался до 57..61 HRC. Стойкость такой матрицы составляла порядка 250 000-300 000 деталей. Согласно заявляемого способа матрица изготавливалась из материала сталь 20, в качестве функционального слоя использовался присадочная проволока QUADA QuFe20 (при наличии сильного износа деталей и давлении при умеренных ударных нагрузках). На фиг. 8 изображена сборка, на фиг. 9 и 10 изображены детали, где 7 - матрица 8 - пуансон. Стойкость такой матрицы увеличилась до 500 000 деталей, уменьшилась стоимость каждой детали, упростился технологический процесс изготовления и ремонт. Функциональный слой наносился исключительно на рабочие части матриц и пуансона, с помощью которых проходит гибка детали.
Приведенные примеры не раскрывают всех возможностей данного изобретения, так как возможно применение различных основ и проволок для создания функционального слоя для различных деталей и инструментов.
Таким образом, заявленный способ позволяет обойтись без объемно-легированных материалов и использовать недорогие стали, например, такие как сталь 20, в качестве основного (подложки) материала. Дополнительным преимуществом заявленного способа, включающего нанесение функционального слоя методом лазерной наплавки, является высокая точность толщины наплавляемого слоя, благодаря чему существенно упрощается финишная механическая обработка детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВХОДНЫЕ КРОМКИ РАБОЧИХ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2016 |
|
RU2617077C2 |
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2542199C1 |
| Способ создания металлических деталей, в котором используется осаждение материала, и устройство для осуществления этого способа | 2016 |
|
RU2723496C2 |
| Способ изготовления дискового ножа | 2020 |
|
RU2752719C1 |
| Способ лазерного восстановления режущей кромки зубьев фрезы | 2019 |
|
RU2707005C1 |
| Способ роботизированной лазерной наплавки для изделий из штамповой стали | 2023 |
|
RU2820294C1 |
| СПОСОБ АДДИТИВНОГО ФОРМИРОВАНИЯ ИЗДЕЛИЙ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2022 |
|
RU2800693C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО ПОКРЫТИЯ НА ПЕРЕ ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2434973C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ СТАЛЕЙ | 1992 |
|
RU2032512C1 |
Изобретение относится к технологии лазерной наплавки сталей и может быть использовано в инструментальном производстве при изготовлении и ремонте деталей технологической оснастки и инструмента. Способ изготовления деталей технологической оснастки и инструмента включает изготовление заготовки детали из конструкционной стали, нанесение функционального слоя методом непрерывной лазерной наплавки, при этом вначале заготовке придают необходимую форму, включая в том числе крепежные отверстия, определяют рабочую поверхность, проводят ее механическую обработку, занижая рабочую поверхность на 0,5-1 мм, а наплавку осуществляют путем подачи в зону наплавки проволоки, состоящей из материала, образующего функциональный слой. Техническим результатом является ускорение и упрощение процесса изготовления и ремонта детали, сохранение геометрических размеров детали в поле допуска, получение поверхности с заданными свойствами. 1 з.п. ф-лы, 10 ил., 2 пр.
1. Способ изготовления деталей технологической оснастки и инструмента, включающий изготовление заготовки детали из конструкционной стали, нанесение функционального слоя методом непрерывной лазерной наплавки, отличающийся тем, что вначале заготовке придают необходимую форму, включая в том числе крепежные отверстия, определяют рабочую поверхность, проводят последующую ее механическую обработку с занижением рабочей поверхности на 0,5-1 мм и проводят наплавку путем подачи в зону наплавки проволоки, состоящей из материала, образующего функциональный слой.
2. Способ изготовления деталей технологической оснастки и инструмента по п.1, отличающийся тем, что в качестве конструкционной стали используют Сталь 3 или Сталь 20.
| US 2017087668 A1, 30.03.2017 | |||
| Бертранд Ф | |||
| и др., Лазерная наплавка как перспективный метод упрочнения штамповой оснастки, Вестник Магнитогорского технического университета им | |||
| Г | |||
| И | |||
| Носова, 2016, т | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ СТАЛЕЙ | 1992 |
|
RU2032512C1 |
| CN 109570764 A, 05.04.2019 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2542199C1 |

