ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к вертикальным упаковочным машинам, а более конкретно к вертикальным упаковочным машинам для упаковки продуктов в условиях модифицированной атмосферы.
УРОВЕНЬ ТЕХНИКИф
В определенных типах обычных машин для упаковки продуктов, в частности, в вертикальных упаковочных машинах, содержится снабжающее устройство, посредством которого подается непрерывная пленка, намотанная в виде катушки. Пленка подается к вертикальному формирующему элементу, который придает указанной пленке форму рукава. Машина также содержит приводное устройство для приведения в движение пленки в форме рукава в направлении движения вниз и вперед, вокруг формирующего элемента, и по меньшей мере одно приспособление для продольного шовного соединения, обеспечивающее продольное шовное соединение вместе продольных концов пленки в форме рукава, таким образом создается пленочный рукав. Формирующий элемент открыт в своих верхней и нижней частях.
Машина этого типа дополнительно содержит приспособление для поперечного шовного соединения и разрезания, расположенное ниже по потоку относительно формирующего элемента, для создания поперечного шовного соединения и поперечного разреза на пленочном рукаве. После этой операции (или операций) выше по потоку относительно поперечного разреза получается рукав, закрытый с одного конца, и ниже по потоку относительно поперечного разреза получается упаковка, закрытая с обоих концов и физически отделенная от пленочного рукава. Во время указанной операции (или указанных операций) конец упаковки, более удаленный выше по потоку, закрыт, тогда как закрытый конец упаковки, более удаленный ниже по потоку, соответствует закрытому концу пленочного рукава предыдущего цикла, т. е. поперечное шовное соединение, закрывающее один конец пленочного рукава, будет закрытым концом упаковки, полученной в следующем цикле.
Машина также содержит загрузочную воронку или схожее устройство выше по потоку относительно формирующего элемента, из которого продукт, который должен быть упакован, вводится в формирующий элемент, и этот продукт располагается на поперечном шовном соединении пленочного рукава, закрытого с одного конца, после падения через формирующий элемент. Продукт вводится в формирующий элемент через его верхнюю часть и выходит через его нижнюю часть в направлении поперечного шовного соединения пленочного рукава. Нужно иметь в виду, что пленочный рукав окружает формирующий элемент, так что когда продукт вводится в формирующий элемент, он также вводится в пленочный рукав.
Продукт обычно подается управляемым образом, каждый раз подается заранее заданное количество, соответствующее количеству продукта, которое должно быть упаковано в каждой упаковке. Для некоторых продуктов, в частности пищевых продуктов, требуется упаковка в условиях модифицированной атмосферы. Это предполагает наличие газа, пригодного для выполнения такого типа упаковки в созданной конечной упаковке, вместе с продуктом, и, когда этот газ вводят, атмосфера, в которой продукт упаковывают, модифицируется (следовательно, она известна как упаковка в условиях модифицированной атмосферы). Известны два способа выполнения упаковки этого типа в вертикальных машинах.
Один способ – с использованием элементов, коаксиальных, как формирующий элемент. Формирующий элемент содержит два концентрических элемента разных диаметров с определенным между ними пространством, причем указанное пространство открыто с нижнего конца формирующего элемента. Газ, требующийся для упаковки в условиях модифицированной атмосферы в пленочном рукаве, вводят через это пространство, вследствие чего созданные упаковки содержат внутри указанный газ, когда их запечатывают и разрезают в поперечном направлении.
Другой способ – использование элемента, который обычно называют соплом. Сопло представляет собой полый элемент, проходящий вертикально в формирующий элемент, а его нижний конец проходит под указанным нижним элементом. Газ, требующийся для упаковки в условиях модифицированной атмосферы, вводят через указанное сопло.
В обоих случаях газ вводят в пленочный рукав во время подачи продукта, который должен быть упакован. Это не влечет за собой недостатков для обычной упаковки продуктов и является распространенной практикой. Однако все большее распространение получает использование способов, ускоряющих упаковку продуктов с целью сокращения времени на упаковку, и/или для уплотнения продуктов, которые должны быть упакованы, и/или для экономии упаковочного материала. В таких случаях обычно во время применения способа упаковки используют потоки текучей среды, которые некоторым образом воздействуют на продукт, что включает ускорение его падения через формирующий элемент и/или уплотнение в конце падения.
В документе US6179015B1 раскрыта машина этого последнего типа. Для ускорения падения продукта или для уплотнения продукта у закрытого конца пленочного рукава в пленочный рукав нагнетают контролируемым образом с определенными временными интервалами воздух с помощью управляющего устройства. Управляющее устройство управляет нагнетанием воздуха в зависимости от положения продукта, снабжение которым осуществляется из загрузочной воронки, нагнетая воздух, как только продукт был введен в формирующий элемент, и указанное нагнетание проталкивает продукт в направлении ниже точки или области нагнетания. Недостаток этих машин состоит в том, что в случае комбинирования упаковки в условиях модифицированной атмосферы с ускорением и/или уплотнением продукта, который должен быть упакован, существует риск вызвать рассеивание продукта в процессе уплотнения вследствие потока газа, который вводят через сопло или через коаксиальную трубку, или, если нужно предотвратить такое рассеивание, указанный газ нужно нагнетать медленно, а это привело бы к увеличению времени упаковки и, как следствие, к снижению производительности.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является предоставление вертикальной упаковочной машины для упаковки продуктов в условиях модифицированной атмосферы, как определено в формуле изобретения.
Вертикальная упаковочная машина содержит:
• загрузочную воронку, через которую продукты, которые должны быть упакованы, вводятся в направлении подачи вниз,
• полый формирующий элемент, расположенный ниже по потоку относительно загрузочной воронки в направлении подачи и выровненный с указанной загрузочной воронкой в указанном направлении подачи, причем по меньшей мере загрузочная воронка и формирующий элемент формируют подающую трубу, по которой продукт, который должен быть упакован, падает в направлении подачи,
• снабжающее устройство для снабжения непрерывной пленкой формирующего элемента по окружности, причем формирующий элемент придает указанной пленке форму рукава,
• приспособление для продольного шовного соединения, приспособленное для продольного шовного соединения вместе продольных концов пленки в форме рукава, с созданием пленочного рукава,
• приспособление для поперечного шовного соединения и разрезания, расположенное ниже по потоку относительно формирующего элемента в направлении подачи и приспособленное для поперечного шовного соединения и разрезания пленочного рукава с получением закрытого в поперечном направлении пленочного рукава выше по потоку относительно поперечного разреза и закрытой упаковки, физически отделенной от пленочного рукава, ниже по потоку относительно указанного поперечного разреза, и
• устройство для нагнетания, приспособленное для нагнетания газообразной текучей среды в подающую трубу.
Устройство для нагнетания выполнено так, чтобы вызывать эффект Вентури в подающей трубе, когда оно нагнетает газообразную текучую среду в указанную подающую трубу. Когда газообразная текучая среда нагнетается устройством для нагнетания, в подающей трубе создается отрицательное давление над точкой (или точками), где вводится указанная текучая среда, нагнетаемая в подающую трубу. Это отрицательное давление вызывает всасывание содержимого подающей трубы выше указанного отрицательного давления, чтобы компенсировать его, вследствие чего текучая среда, имеющаяся в подающей трубе выше указанного отрицательного давления, и продукт, который должен быть упакован, которые могут быть выше по потоку относительно указанного отрицательного давления, высасываются. То, что было высосано, благодаря этому поступает к нижнему концу формирующего элемента, следуя за нагнетенной текучей средой (проталкивающей вниз все, что может быть в фактической зоне, где было создано отрицательное давление, и все, что может быть выше нижней зоны загрузочной воронки).
Машина дополнительно содержит источник подачи газа, сообщенный с внутренней частью подающей трубы и содержащий в себе газ, пригодный для упаковки продуктов в условиях модифицированной атмосферы, и подающий узел, сообщенный с источником подачи и с внутренней частью подающей трубы, вследствие чего газ, пригодный для упаковки продуктов в условиях модифицированной атмосферы, может достичь указанной подающей трубы через подающий узел и может использоваться для выполнения упаковки в условиях модифицированной атмосферы (известной как MAP).
Подающая труба содержит по меньшей мере одно подающее отверстие, через которое осуществляется снабжение подающей трубы газом из подающего узла. Подающее отверстие расположено выше по потоку относительно указанной точки или зоны входа, и такое расположение позволяет, когда устройство для нагнетания нагнетает газообразную текучую среду в подающую трубу, с помощью указанного нагнетания вызывать всасывание газа из подающего узла в подающую трубу. Указанное всасывание форсирует поступление газа в подающую трубу из подающего узла.
Поэтому, в результате работы предлагаемой машины, в дополнение к ускорению падения продукта, нагнетание газообразной текучей среды устройством для нагнетания вызывает вовлечение или всасывание газа из подающего узла в подающую трубу с получением упаковки продуктов в условиях модифицированной атмосферы без отрицательного влияния на производительность машины, и, где применимо, достигнуто уплотнение продукта в результате нагнетания газообразной текучей среды. Кроме того, это достигнуто путем дозирования с обычными решениями для упаковки продуктов в условиях модифицированной атмосферы, что требует использования сопла или коаксиального формирующего элемента, такого, как описанный выше, для введения газа, в дополнение к преодолению указанных выше недостатков.
Эти и другие преимущества и признаки настоящего изобретения станут очевидными с учетом графических материалов и описания подробного описания настоящего изобретения.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
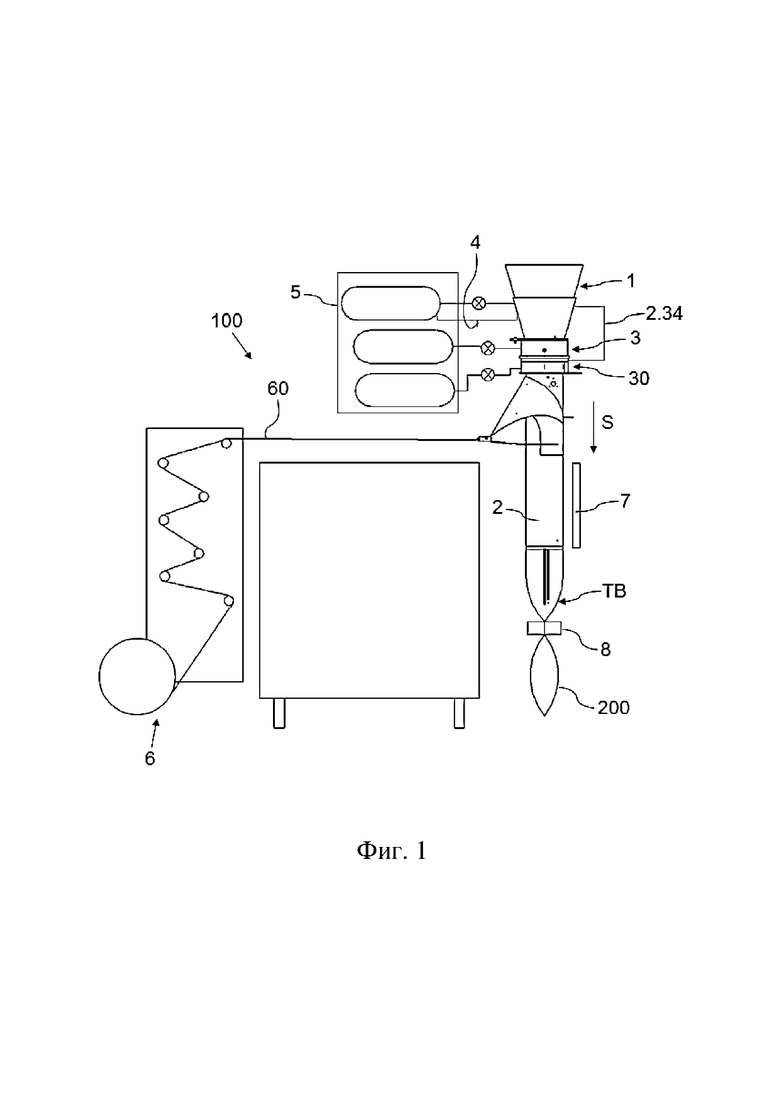
На фиг. 1 представлен упрощенный вид предпочтительного варианта осуществления вертикальной упаковочной машины согласно настоящему изобретению.
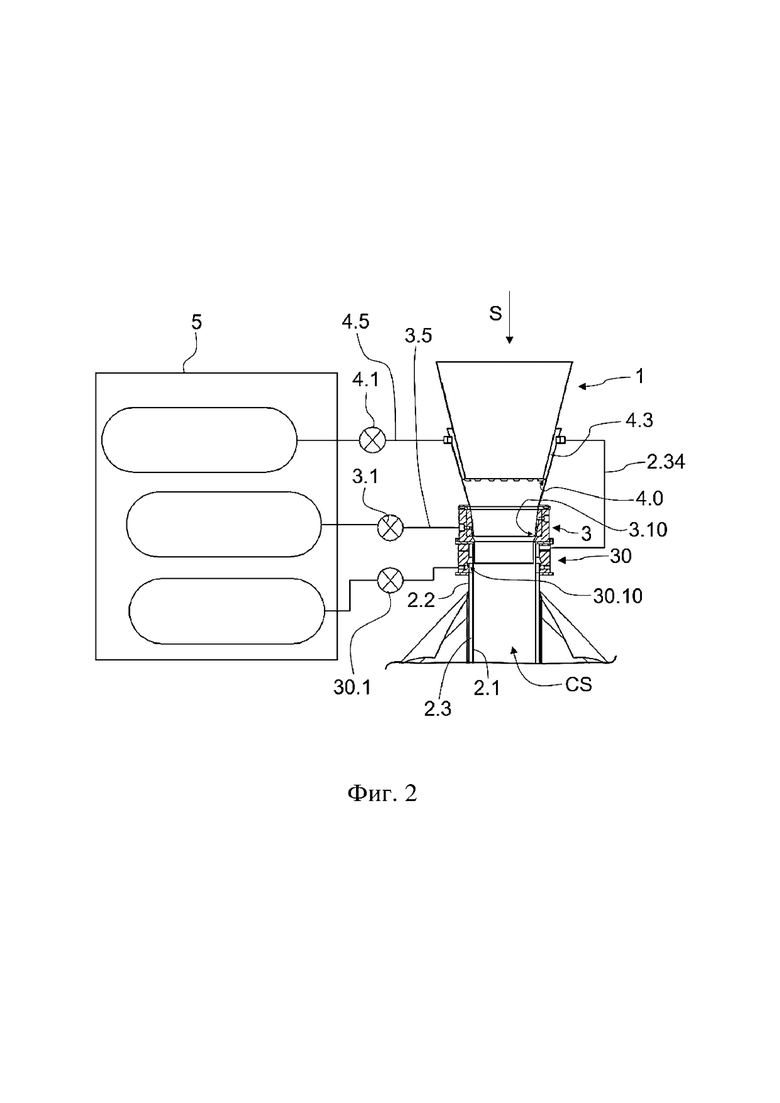
На фиг. 2 показан вид в разрезе некоторых элементов машины по фиг. 1.
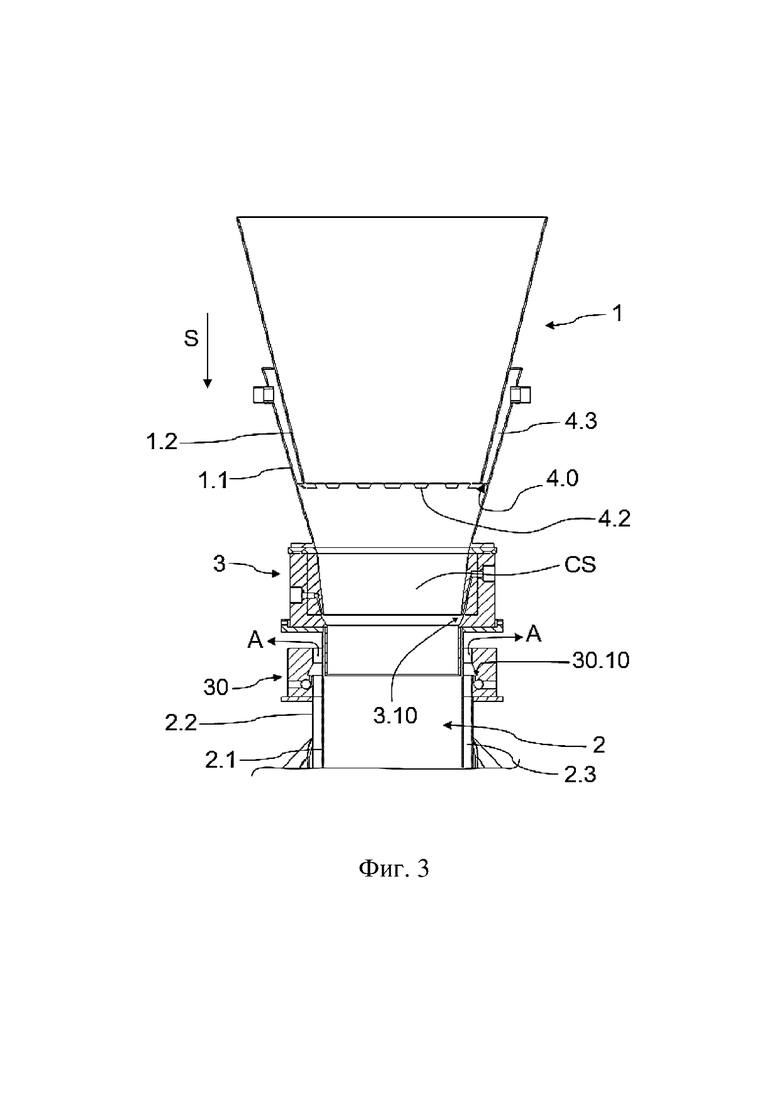
На фиг. 3 представлен вид в разрезе некоторых элементов другого варианта осуществления, в котором формирующий элемент содержит два концентрических элемента, и пространство, разграниченное между двумя элементами, сообщено с атмосферой.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1 и 2 показан предпочтительный вариант осуществления вертикальной упаковочной машины 100 настоящего изобретения, которая приспособлена для упаковки продуктов в условиях модифицированной атмосферы. В данной области техники известно, что вертикальная упаковочная машина 100 имеет вертикальную продольную ось или ось, наклоненную на приблизительно 45º относительно вертикали.
В любом из этих вариантов осуществления машина 100 содержит по меньшей мере следующие элементы:
• загрузочную воронку 1, через которую продукты, которые должны быть упакованы, вводятся в направлении S подачи вниз,
• полый формирующий элемент 2, расположенный ниже по потоку относительно загрузочной воронки 1 и предпочтительно выровненный с указанной загрузочной воронкой 1 в направлении S подачи, причем по меньшей мере загрузочная воронка 1 и формирующий элемент 2 формируют подающую трубу CS, по которой падает продукт, который должен быть упакован,
• снабжающее устройство 6 для снабжения непрерывной пленкой 60 формирующего элемента 2 по окружности, причем формирующий элемент 2 приспособлен для придания пленке формы рукава,
• приспособление 7 для продольного шовного соединения, приспособленное для продольного шовного соединения вместе продольных концов пленки в форме рукава, окружающей формирующий элемент 2, с созданием пленочного рукава TB, и
• приспособление 8 для поперечного шовного соединения и разрезания, расположенное ниже по потоку относительно формирующего элемента 2 и приспособленное для поперечного шовного соединения и разрезания пленочного рукава TB с созданием закрытого пленочного рукава TB выше по потоку относительно поперечного разреза, и закрытой упаковки 200, физически отделенной от пленочного рукава TB, ниже по потоку относительно указанного поперечного разреза, причем соответствующий продукт упаковывается в упаковку 200.
В настоящем изобретении касательно вертикальной упаковочной машины ссылки «ниже по потоку» и «выше по потоку» нужно интерпретировать относительно направления оси машины 100 (относительно направления S подачи, которое добавлено на графические материалы для ясности), которое, как описано выше, может быть вертикальным или приблизительно под углом 45º по отношению к вертикали.
В любом из ее вариантов осуществления машина 100 дополнительно содержит устройство 3 для нагнетания, приспособленное для нагнетания газообразной текучей среды в подающую трубу CS, за счет чего достигается, например, ускорение падения продукта через подающую трубу CS, причем указанная газообразная текучая среда таким образом поступает в подающую трубу CS в заданной точке или зоне 3.10 входа указанной подающей трубы CS. Устройство 3 для нагнетания приспособлено для создания эффекта Вентури в подающей трубе CS, когда оно нагнетает газообразную текучую среду в указанную подающую трубу CS, вследствие чего выше по потоку относительно точки или зоны 3.10 входа создается отрицательное давление для поступления указанной газообразной текучей среды в указанную подающую трубу CS, как описано выше. Поэтому это нагнетание можно использовать, например, для всасывания продукта выше по потоку относительно точки или зоны 3.10 входа, предотвращая заторы в точке ниже всего по потоку относительно загрузочной воронки 1, для увеличения скорости падения продукта и для уплотнения продукта, который должен быть упакован, у закрытого конца пленочного рукава TB, в частности когда указанный продукт такого типа, который легко рассеивается, например, листья салата-латука, петрушки или шпината, что, например, экономит количество пленки, которую нужно использовать для их упаковки (количество пленки в упаковке 200) и увеличивает скорость процесса упаковки.
Для обеспечения возможности упаковки продуктов в условиях модифицированной атмосферы машина 100 содержит источник 5 подачи газа в любом из ее вариантов осуществления, причем источник 5 сообщен с внутренней частью подающей трубы CS посредством подающего узла 4, и указанный источник 5 предоставляет благодаря этому газ, пригодный для упаковки продуктов в условиях модифицированной атмосферы, в указанную подающую трубу CS. Газ может быть, например, CO2 или N2, или любым другим типом газа, известным для упаковки продуктов в условиях модифицированной атмосферы. Источник 5 может быть газовым баллоном, емкостью для газа или подобным, или он может быть, например, соединением газа.
Предпочтительно подающий узел 4 содержит по меньшей мере одну сообщающую трубу 4.5, по которой газ подается к подающей трубе CS из источника 5, и регулировочное устройство 4.1, расположенное в сообщающей трубе 4.5, такое как, например, регулирующий клапан. Прохождение газа из источника 5 к подающей трубе CS можно регулировать путем управления указанным регулировочным устройством 4.1. Если регулировочное устройство 4.1 закрыто, предотвращая сообщение между подающей трубой CS и источником 5, то газ не нагнетается (как не нагнетается и любая другая текучая среда), когда же указанное регулировочное устройство 4.1 открыто, указанное нагнетание разрешено. Регулировочное устройство 4.1 может быть приспособлено для размещения в разных положениях, в которых оно разрешает прохождение через себя газа, разрешается прохождение через него газа с разным расходом. Машина 100 предпочтительно содержит устройство управления, не показанное на графических материалах, для управления регулировочным устройством 4.1, это обеспечивает возможность управления снабжением газом требуемым способом и в требуемое время. Предпочтительно устройство управления приспособлено порождать непрерывное сообщение между источником 5 и подающей трубой CS по сообщающей трубе 4.5, подавая газ с постоянным расходом к подающей трубе CS.
Подающая труба CS содержит по меньшей мере одно подающее отверстие 4.0, через которое газ из источника 5 поступает в указанную подающую трубу CS, причем подающее отверстие 4.0 расположено выше по потоку относительно точки или зоны 3.10 входа для газообразной текучей среды в указанную подающую трубу CS. В результате указанного расположения подающего отверстия 4.0, когда устройство 3 для нагнетания нагнетает газообразную текучую среду в подающую трубу CS, указанное нагнетание вызывает всасывание газа из подающего узла 4 в подающую трубу CS, способствуя указанной подаче. Без указанного всасывания газ бы пытался попасть в подающую трубу CS, но сталкивался бы с текучей средой, уже имеющейся в указанной подающей трубе CS, и не мог бы обеспечить поступление необходимого количества газа в указанную подающую трубу CS для правильной упаковки в условиях модифицированной атмосферы. Всасывание вызывает принудительное поступление газа в подающую трубу CS и расположение его в пленочном рукаве TB, снижая остаточный уровень кислорода в упаковке 200 указанным газом. Таким образом устранена необходимость последующего введения указанного газа другими средствами, как происходит в известных технических решениях, что могло бы вызвать рассеивание предварительно уплотненного продукта; или устранена необходимость для предотвращения этого эффекта замедлять производство вследствие необходимости плавного и медленного введения газа, при этом выделяя больше времени на достижение требуемых остаточных уровней кислорода или концентрации газа.
Кроме того, предпочтительно подающее отверстие 4.0 ориентировано вниз в направлении подающей трубы CS с очень малой кривизной или углом встречи с подающей трубой CS. Благодаря этому газ следует контуру подающей трубы в результате эффекта Коанда, обеспечивая даже более высокий уровень поступления указанного газа в указанную подающую трубу CS.
В некоторых вариантах осуществления устройство 3 для нагнетания сообщено с источником сжатого воздуха, вследствие чего текучая среда, которая нагнетается в подающую трубу CS, является сжатым воздухом. Эти варианты осуществления полезны для упаковки продуктов, которые требуют низкого процента газа, пригодного для упаковки в условиях модифицированной атмосферы, в упаковке 200 и/или менее требовательны к остаточному кислороду.
Однако в других вариантах осуществления устройство 3 для нагнетания сообщено с источником 5, вследствие чего оно приспособлено к тому, что газообразная текучая среда, которую оно нагнетает в подающую трубу CS, является газом, поступающим из указанного источника 5, и, следовательно, газом, пригодным для упаковки продуктов в условиях модифицированной атмосферы. Поэтому эти последние варианты осуществления пригодны по меньшей мере для упаковки продуктов, которые требуют меньшего уровня остаточного кислорода и/или более высокого процентного содержания газа, пригодного для упаковки в условиях модифицированной атмосферы, в упаковке 200, учитывая, что в результате нагнетания устройством 3 для нагнетания указанного газа количество указанного газа в упаковках 200 больше по сравнению с теми вариантами осуществления, в которых устройством 3 для нагнетания нагнетается воздух. Кроме того, этого достигают без необходимости существенной модификации машины 100, поскольку достаточно просто установить сообщение между устройством 3 для нагнетания и источником 5. Источником 5 может быть соединение газа, газовый баллон, емкость для газа или подобное, которые являются общими как для подающего узла 4, так и для устройства 3 для нагнетания, или он может содержать один газовый баллон, емкость для газа или подобное для подающего узла 4 и другой газовый баллон, емкость для газа или подобное для устройства 3 для нагнетания.
Предпочтительно устройство 3 для нагнетания сообщено с источником 5 посредством сообщающей трубы 3.5 и через регулировочное устройство 3.1, такое как регулирующий клапан. Прохождение газа из источника 5 к подающей трубе CS можно регулировать путем управления указанным регулировочным устройством 3.1, и, следовательно, нагнетание газа в указанную подающую трубу CS можно регулировать посредством устройства 3 для нагнетания. Если регулировочное устройство 3.1 закрыто, предотвращая сообщение между устройством 3 для нагнетания, и источником 5, то газ не нагнетается (как не нагнетается и любая другая текучая среда), когда же указанное регулировочное устройство 3.1 открыто, указанное нагнетание разрешено. Регулировочное устройство 3.1 может быть выполнено как регулирующее устройство коммутационного типа, то есть оно может находиться только в двух положениях: в открытом, в котором оно разрешает прохождение через себя газа, но только с заданным расходом, и в закрытом, в котором оно предотвращает прохождение любого газа. Предпочтительно регулировочное устройство может дополнительно регулировать расход газа, который оно нагнетает в подающую трубу CS, когда оно находится в открытом положении, разрешается прохождение через него газа с другими расходами. В случае когда устройство 3 для нагнетания сообщено с источником сжатого воздуха, машина 100 может также содержать между указанным источником и устройством 3 для нагнетания регулировочное устройство, такое как упомянутое.
В любом из вариантов осуществления машины 100, в которых она содержит регулировочное устройство 3.1, указанное регулировочное устройство 3.1 можно интерпретировать как часть устройства 3 для нагнетания (предпочтительный вариант) или как дополнительный элемент устройства 3 для нагнетания.
Устройство управления машины 100 приспособлено для приведения в действие регулировочного устройства 3.1, расположенного между устройством 3 для нагнетания и источником 5, таким образом обеспечивая управление нагнетанием газа в подающую трубу CS требуемым способом и в требуемое время. Например, им можно управлять так, что регулировочное устройство 3.1 будет открыто все время, и в подающую трубу CS будет нагнетаться непрерывный поток газа, или можно вызывать прерывистое нагнетание газа в указанную подающую трубу CS. Предпочтительно устройство управления приспособлено к прерывистому нагнетанию, вызывающему по одному сеансу нагнетания на каждый продукт, который должен быть упакован (на каждую упаковку 200), при этом используя меньше газа во время процесса упаковки. Предпочтительно устройство управления машины 100 открывает регулировочное устройство 3.1, когда продукт расположен выше по потоку относительно точки или зоны 3.10 входа, и закрывает указанное регулировочное устройство 3.1, как только весь продукт, который должен быть упакован в упаковке 200, прошел точку или зону 3.10 входа в направлении S подачи. Поэтому в дополнение к обеспечению всасывания газа из подающего узла 4 в подающую трубу CS, также вызывается всасывание продукта выше по потоку относительно точки или зоны 3.10 входа, предотвращая заторы в точке ниже всего по потоку относительно загрузочной воронки 1, увеличивая скорость падения продукта и уплотняя продукт, который должен быть упакован, что экономит количество пленки упаковки 200 и увеличивает скорость процесса упаковки в условиях модифицированной атмосферы.
В вариантах осуществления, в которых машина 100 содержит регулировочное устройство 3.1 между источником 5 и устройством 3 для нагнетания и регулировочное устройство 4.1 в сообщающей трубе 4.5 подающего узла 4, предпочтительно устройство управления приспособлено контролировать оба регулировочных устройства 3.1 и 4.1 координированным образом. Эта координация является особенно преимущественной, когда требуется или реализуется прерывистое нагнетание устройством 3 для нагнетания, и позволяет, например, обеспечить в значительной степени, что, когда газ нагнетается посредством указанного устройства 3 для нагнетания в подающую трубу CS, снабжение указанной подающей трубы CS необходимым количеством газа также осуществляется из снабжающего узла 4.
В некоторых вариантах осуществления формирующий элемент 2 коаксиальный и содержит два концентрических полых элемента 2.1 и 2.2 разных диаметров с определенным между двумя элементами 2.1 и 2.2 пространством 2.3. Пространство 2.3 открыто по меньшей мере в своей самой нижней по потоку точке в направлении S подачи, что позволяет газообразной текучей среде выходить внутрь подающей трубы CS через указанное пространство 2.3. Это пространство 2.3, через которое разрешен выход газообразной текучей среды, особенно преимущественно для машины 100, поскольку устройство 3 для нагнетания приспособлено для создания эффекта Вентури с нагнетанием газообразной текучей среды. Предпочтительно указанное устройство 3 для нагнетания приспособлено вызывать во время указанного нагнетания всасывание потока газообразной текучей среды выше по потоку относительно точки или зоны 3.10 входа, которое в 20–35 раз больше, чем расход нагнетаемой газообразной текучей среды, благодаря указанному эффекту Вентури. Это значит, что из общего количества газообразной текучей среды, которая вводится в подающую трубу CS, от 3% до 5% текучей среды соответствует текучей среде, нагнетаемой через устройство 3 для нагнетания, а оставшиеся 95–97% соответствуют газу, откачанному из подающего узла 4 (и/или атмосферному воздуху, в случае когда подающий узел не подает достаточное количество газа), благодаря отрицательному давлению, создаваемому указанным нагнетанием. Когда текучая среда, нагнетаемая устройством 3 для нагнетания, вызывает создание потоком, введенным в подающую трубу CS, избыточного давления в пленочном рукаве TB (благодаря тому, что пленочный рукав TB закрыт с одного конца), формирующий элемент 2 разрешает указанному потоку выходить из подающей трубы CS через пространство 2.3 формирующего элемента 2, вместо выхода вверх через подающую трубу CS. Поэтому возможно нагнетать больший поток газообразной текучей среды со всеми указанными выше преимуществами, в это же время предотвращая выход указанной газообразной текучей среды через подающую трубу CS вверх, что, в свою очередь, мешает уплотнению и ускорению продукта, который должен быть упакован.
В некоторых из этих вариантов осуществления пространство 2.3, кроме того, сообщено с подающим узлом 4 через сообщающую трубу 2.34, вследствие чего, когда упаковывается продукт, газ, пригодный для упаковки продуктов в условиях модифицированной атмосферы, который мог бы остаться незадействованным, может достичь указанного подающего узла 4 и, таким образом, может быть повторно использованным, что может привести к потреблению меньшего количества указанного газа и улучшению уплотнения продукта.
В других вариантах осуществления машины 100, в которых формирующий элемент 2 коаксиальный, пространство 2.3 открыто в атмосферу (в окружающее пространство машины 100), как показано на фиг. 3, где выпуск текучей среды в атмосферу обозначен стрелкой A. В этих случаях целью является просто выпустить лишнюю текучую среду, которая может оставаться в пленочном рукаве TB после упаковки.
В некоторых вариантах осуществления, в которых формирующий элемент 2 коаксиальный, машина 100 содержит второе устройство 30 для нагнетания, приспособленное для нагнетания газообразной текучей среды в указанное пространство 2.3, причем указанное второе устройство 30 для нагнетания приспособлено для нагнетания указанной газообразной текучей среды вверх в указанное пространство 2.3 и для вызова эффекта Вентури в указанном пространстве 2.3 в результате указанного нагнетания, вследствие чего создается отрицательное давление ниже по потоку относительно точки или зоны 30.10 входа для поступления указанной газообразной текучей среды в пространство 2.3 (аналогично эффекту Вентури, описанному выше для устройства 3 для нагнетания, но в противоположном направлении). Это нагнетание вызывает всасывание текучей среды в окрестностях конца ниже всего по потоку относительно формирующего элемента 2, вслед за нагнетенной текучей средой, вследствие чего она выходит из пленочного рукава TB быстрее, чтобы затем быть выброшенной в атмосферу или быть повторно использованной в подающем узле 4 (через сообщающую трубу 2.34), в зависимости от соответствующей конфигурации машины 100.
В некоторых вариантах осуществления, в которых формирующий элемент 2 коаксиальный, в частности, в некоторых вариантах осуществления, в которых пространство 2.3 сообщено с подающим узлом 4 через сообщающую трубу 2.34, второе устройство 30 для нагнетания сообщено с источником 5, вследствие чего нагнетаемая текучая среда представляет собой газ, пригодный для упаковки в условиях модифицированной атмосферы. Предпочтительно второе устройство 30 для нагнетания сообщено с источником 5 через регулировочное устройство 30.1, такое как регулирующий клапан, вследствие чего нагнетанием можно управлять так, как в случае регулировочного устройства 3.1, которое было описано. Устройство управления машины 100 можно, кроме того, приспособить для координации приведения в действие всех регулировочных устройств 30.1, 3.1 и 4.1, которые может содержать машина 100, предпочтительно для координации регулировочных устройств 30.1 и 3.1, вследствие чего оба сеанса нагнетания текучей среды происходят одновременно.
В некоторых вариантах осуществления, в которых формирующий элемент 2 коаксиальный, в частности, в некоторых вариантах осуществления, в которых пространство 2.3 сообщено с атмосферой (с внешней средой машины 100), устройство 30 для нагнетания сообщено с источником сжатого воздуха, предпочтительно через регулировочное устройство, такое как регулирующий клапан, вследствие чего нагнетанием можно управлять так, как в случае регулировочного устройства 3.1, которое было описано. В этих вариантах осуществления устройство управления машины 100 можно, кроме того, приспособить для координации приведения в действие всех регулировочных устройств, которые машина 100 может содержать, предпочтительно для координации регулировочного устройства, через которое сообщены устройство 30 для нагнетания, и источник воздуха, и регулировочное устройство 3.1, вследствие чего оба сеанса нагнетания текучей среды происходят одновременно.
В некоторых примерах, которые не являются частью настоящего изобретения, машина 100 может содержать два устройства 3 и 30 для нагнетания для упаковки продуктов без модифицированной атмосферы, когда, например, газ не подается через подающий узел 4, и текучая среда, нагнетаемая указанными устройствами 3 и 30 для нагнетания, является воздухом. В других примерах, которые не являются частью настоящего изобретения, и в которых газ, пригодный для упаковки в условиях модифицированной атмосферы, не подается, машина 100 может поэтому осуществлять дозирование с помощью источника 5 подачи и описанных элементов, сообщающих указанный источник 5 с устройствами 3 и 30 для нагнетания.
В некоторых вариантах осуществления машины 100 подающий узел 4 содержит емкость 4.3, расположенную между сообщающей трубой 4.5 и подающей трубой CS. Это позволяет иметь большее количество газа, доступного в подающем узле 4, для подачи его к подающей трубе CS, что в большей степени гарантирует введение газа, пригодного для упаковки в условиях модифицированной атмосферы, при необходимости и в достаточном количестве. Эти варианты осуществления являются особенно преимущественными, когда пространство 2.3 коаксиальной формирующей трубы 2 сообщено с подающим узлом 4 через сообщающую трубу 2.34.
В некоторых вариантах осуществления емкость 4.3 содержит по меньшей мере одно отклоняющее устройство 4.2, чтобы вызвать введение по меньшей мере части текучей среды, снабжение подающей трубы CS которой осуществляется из указанной емкости 4.3, в указанную подающую трубу CS через подающее отверстие 4.0, вследствие чего она проходит в направлении центра указанной подающей трубы CS. Этим гарантируется, что газ, пригодный для упаковки в условиях модифицированной атмосферы, проходит не только по периферии подающей трубы CS, подводится более однородным способом и предотвращает введение атмосферного воздуха в подающую трубу CS из-за всасывания, вызванного устройством 3 для нагнетания, когда оно нагнетает газообразную текучую среду в подающую трубу CS.
В некоторых вариантах осуществления загрузочная воронка 1 содержит по меньшей мере одну внешнюю стенку 1.1 и внутреннюю стенку 1.2, которые являются концентрическими и отделены одна от другой так, что определяется пространство, причем указанное пространство является емкостью 4.3. Длина внешней стенки 1.1, наложенной на внутреннюю стенку 1.2, и промежуток между двумя стенками 1.1 и 1.2 определяют объем емкости 4.3, вследствие чего его можно сконфигурировать требуемым образом, в зависимости от объема, требующегося для указанной емкости 4.3. Эта конфигурация емкости 4.3 облегчает изготовление машины 100, в то же время обеспечивая простым способом надлежащую конфигурацию подающего отверстия 4.0 указанной емкости 4.3. Поэтому загрузочная воронка 1 определяет зазор, обозначенный внутренней стенкой 1.2, по которому подается продукт, который должен быть упакован, и пространство между двумя стенками 1.1 и 1.2 формирует емкость 4.3. Подающее отверстие 4.0 предпочтительно расположено на нижнем конце указанной емкости 4.3, а внешняя стенка 1.1 предпочтительно проходит ниже по потоку относительно подающего отверстия 4.0, выполняя функции загрузочной воронки 1, до достижения размеров формирующего элемента 2 или устройства 3 для нагнетания (диаметра или периметра указанного формирующего элемента 2 или устройства 3 для нагнетания).
В вариантах осуществления, в которых подающий узел 4 содержит емкость 4.3, формирующий элемент 2 является коаксиальным, а пространство 2.3 сообщено с подающим узлом 4 через сообщающую трубу 2.34, указанная сообщающая труба 2.34 проходит от указанного пространства 2.3 до емкости 4.3. Кроме того, указанная сообщающая труба 2.34 предпочтительно проходит от точки выше всего по потоку относительно пространства 2.3.
В предпочтительном варианте машина 100 содержит подающий узел 4 с емкостью 4.3, устройство 3 для нагнетания, сообщенное с источником 5, формирующий элемент 2, коаксиальный с пространством 2.3, сообщенным с внутренней частью емкости 4.3, и устройство 30 для нагнетания, сообщенное с источником 5 и с пространством 2.3. В указанном предпочтительном варианте емкость 4.3 сформирована внешней стенкой 1.1 и внутренней стенкой 1.2 загрузочной воронки 1, которые являются концентрическими и отделенными одна от другой, причем подающее отверстие 4.0 расположено на нижнем конце указанной емкости 4.3, а внешняя стенка 1.1 проходит ниже по потоку относительно подающего отверстия 4.0.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПАКОВКИ И УПАКОВОЧНАЯ МАШИНА | 2019 |
|
RU2791891C2 |
| ВЕРТИКАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2020 |
|
RU2814306C1 |
| УПАКОВОЧНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ УПАКОВОЧНОГО МНОГОСЛОЙНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2009 |
|
RU2487065C2 |
| СПОСОБ И УСТРОЙСТВО ВАКУУМИРОВАНИЯ УПАКОВОК | 2017 |
|
RU2727681C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ПРОИЗВЕДЕННЫЕ ИЗ НЕГО УПАКОВОЧНЫЕ ЕМКОСТИ | 2016 |
|
RU2732270C2 |
| ЗАПЕЧАТЫВАЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ УПАКОВОЧНОЙ МАШИНЫ | 2020 |
|
RU2799754C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕУГОЛЬНЫХ УПАКОВОЧНЫХ ПАКЕТОВ | 2010 |
|
RU2544625C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО С УЗЛОМ ВАКУУМИРОВАНИЯ И СПОСОБ УПАКОВЫВАНИЯ | 2016 |
|
RU2678402C1 |
Изобретение относится к упаковочным машинам. Вертикальная упаковочная машина для упаковки продуктов в условиях модифицированной атмосферы содержит загрузочную воронку, полый формирующий элемент, снабжающее устройство, приспособление для шовного соединения, приспособление для шовного соединения и разрезания и устройство для нагнетания газообразной текучей среды в подающую трубу. Устройство для нагнетания вызывает создание эффекта Вентури в подающей трубе. Машина содержит источник газа, пригодного для упаковки продуктов в условиях модифицированной атмосферы, и подающий узел. Когда устройство для нагнетания нагнетает газообразную текучую среду в подающую трубу, происходит всасывание газа из подающего узла в подающую трубу. Предотвращается рассеивание продукта. 11 з.п. ф-лы, 3 ил.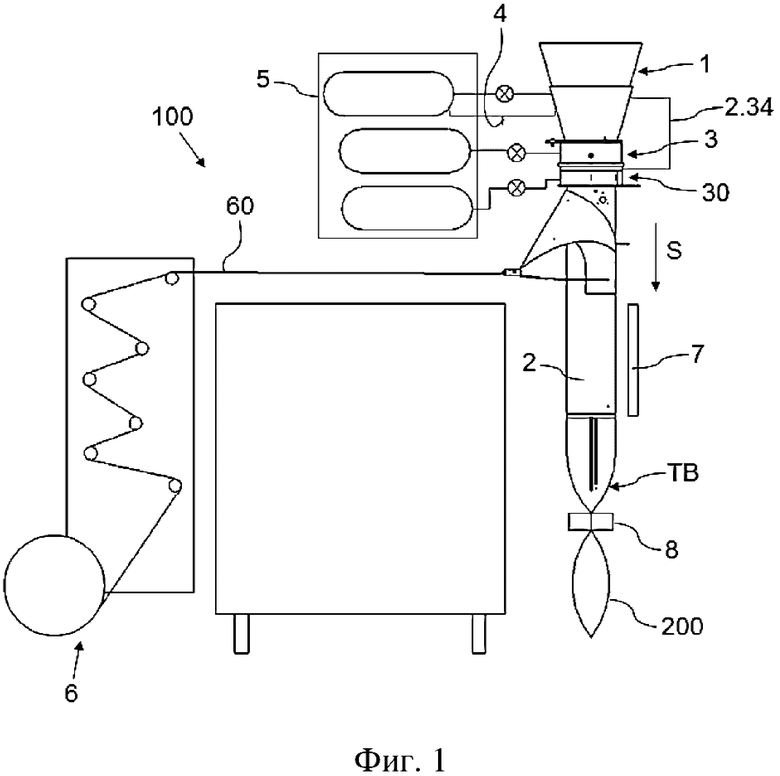
1. Вертикальная упаковочная машина для упаковки продуктов в условиях модифицированной атмосферы, содержащая
загрузочную воронку (1), через которую вводятся продукты, которые должны быть упакованы,
полый формирующий элемент (2), расположенный ниже по потоку относительно загрузочной воронки (1), причем по меньшей мере загрузочная воронка (1) и формирующий элемент (2) формируют подающую трубу (CS), по которой падает продукт, который должен быть упакован,
снабжающее устройство (6) для снабжения непрерывной пленкой (60) формирующего элемента (2) по окружности, причем формирующий элемент (2) приспособлен для придания указанной пленке (60) формы рукава,
приспособление (7) для шовного соединения, приспособленное для продольного шовного соединения вместе продольных концов пленки в форме рукава с созданием пленочного рукава (TB),
приспособление (8) для шовного соединения и разрезания, расположенное ниже по потоку относительно формирующего элемента (2) и приспособленное для поперечного шовного соединения и разрезания пленочного рукава (TB) с получением закрытого в поперечном направлении пленочного рукава (TB) выше по потоку относительно поперечного разреза и закрытой упаковки (200), физически отделенной от пленочного рукава (TB), ниже по потоку относительно поперечного разреза, и
устройство (3) для нагнетания, приспособленное для нагнетания газообразной текучей среды в подающую трубу (CS),
отличающаяся тем, что устройство (3) для нагнетания приспособлено так, что вызывает создание эффекта Вентури в подающей трубе (CS), когда оно нагнетает газообразную текучую среду в указанную подающую трубу (CS) через точку или зону (3.10) входа подающей трубы (CS), причем выше по потоку относительно указанной точки или зоны (3.10) входа создается отрицательное давление, причем машина (100) содержит источник (5) газа, приспособленный для подачи газа, пригодного для упаковки продуктов в условиях модифицированной атмосферы, и подающий узел (4), сообщающий источник (5) с внутренней частью подающей трубы (CS) через по меньшей мере одно подающее отверстие (4.0) указанной подающей трубы (CS), причем указанное подающее отверстие (4.0) расположено выше по потоку относительно точки или зоны (3.10) входа подающей трубы (CS), вследствие чего, когда устройство (3) для нагнетания нагнетает газообразную текучую среду в подающую трубу (CS), указанное нагнетание вызывает всасывание газа из подающего узла (4) в указанную подающую трубу (CS).
2. Вертикальная упаковочная машина по п. 1, отличающаяся тем, что устройство (3) для нагнетания сообщено с источником (5), вследствие чего оно приспособлено к тому, что газообразная текучая среда, которую оно нагнетает в подающую трубу (CS), является газом, пригодным для упаковки продуктов в условиях модифицированной атмосферы, поступающим из указанного источника (5).
3. Вертикальная упаковочная машина по п. 1 или 2, отличающаяся тем, что формирующий элемент (2) содержит два концентрических полых элемента (2.1, 2.2) разных диаметров, причем между обоими элементами (2.1, 2.2) определено пространство (2.3) и указанное пространство (2.3) открыто в своей крайней точке ниже по потоку, что позволяет газообразной текучей среде выходить внутрь подающей трубы (CS) через указанное пространство (2.3).
4. Вертикальная упаковочная машина по п. 3, отличающаяся тем, что пространство (2.3) сообщено с подающим узлом (4), вследствие чего газообразная текучая среда, выходящая из подающей трубы (CS) через указанное пространство (2.3), вводится в подающую трубу (CS) через подающий узел (4).
5. Вертикальная упаковочная машина по п. 3 или 4, отличающаяся тем, что содержит второе устройство (30) для нагнетания, приспособленное для нагнетания газообразной текучей среды в пространство (2.3), определенное между двумя концентрическими элементами (2.1, 2.2) формирующего элемента (2), причем указанное второе устройство (30) для нагнетания приспособлено для нагнетания указанной газообразной текучей среды вверх в указанное пространство (2.3) и для вызова эффекта Вентури в указанном пространстве (2.3) в результате указанного нагнетания, вследствие чего создается отрицательное давление ниже по потоку относительно точки или зоны (30.10) входа для поступления указанной газообразной текучей среды в пространство (2.3).
6. Вертикальная упаковочная машина по п. 5, отличающаяся тем, что второе устройство (30) для нагнетания сообщено с источником (5), вследствие чего оно приспособлено к тому, что газообразная текучая среда, которую оно нагнетает в пространство (2.3), является газом, пригодным для упаковки продуктов в условиях модифицированной атмосферы, поступающим из указанного источника (5).
7. Вертикальная упаковочная машина по п. 5 или 6, отличающаяся тем, что второе устройство (30) для нагнетания сообщено с источником (5) через регулировочное устройство (30.1).
8. Вертикальная упаковочная машина по любому из пп. 1-7, отличающаяся тем, что подающий узел (4) содержит сообщающую трубу (4.5), сообщающую источник (5) с внутренней частью подающей трубы (CS), и емкость (4.3), расположенную между указанной сообщающей трубой (4.5) и подающей трубой (CS).
9. Вертикальная упаковочная машина по п. 8, отличающаяся тем, что емкость (4.3) содержит по меньшей мере одно отклоняющее устройство, чтобы вызвать введение по меньшей мере части газа, снабжение подающей трубы (CS) которым осуществляется из емкости (4.3), в указанную подающую трубу (CS) через подающее отверстие (4.0), вследствие чего она проходит в направлении центра указанной подающей трубы (CS).
10. Вертикальная упаковочная машина по п. 8 или 9, отличающаяся тем, что загрузочная воронка (1) содержит внешнюю стенку (1.1) и внутреннюю стенку (1.2), причем указанные стенки (1.1, 1.2) являются концентрическими и указанные стенки (1.1, 1.2) отделены одна от другой, вследствие чего они определяют пространство между собой, причем указанное пространство содержит подающее отверстие (4.0) и указанное пространство является емкостью (4.3).
11. Вертикальная упаковочная машина по любому из пп. 1-10, отличающаяся тем, что устройство (3) для нагнетания сообщено с источником (5) через регулировочное устройство (3.1), и при этом подающий узел (4) содержит регулировочное устройство (4.1), расположенное между подающим отверстием (4.0) и источником (5) подачи, причем машина (100) содержит устройство управления, сообщенное с обоими регулировочными устройствами (3.1, 4.1) и приспособленное для управления регулировкой обоих регулировочных устройств (3.1, 4.1).
12. Вертикальная упаковочная машина по п. 11, отличающаяся тем, что устройство управления приспособлено для управления регулировкой регулировочных устройств (3.1, 4.1, 30.1) координированным образом.
| US 2018354665 A1, 13.12.2018 | |||
| US 6179015 B1, 30.01.2001 | |||
| FR 2873655 A1, 03.02.2006 | |||
| US 6116001 A, 12.09.2000. |

