Изобретение относится к группе вспомогательного инструмента для выполнения клепально-сборочных работ, может быть использовано в машиностроении, в частности на предприятиях авиационной промышленности, где для предотвращения повреждений тонколистовых деталей из алюминиево-магниевых сплавов применяются заклепочные соединения с шайбой.
Аналогом заявляемого изобретения является Поддержка RBB04SP-04. Существенным недостатком аналога является отсутствие возможности прижатия шайбы к плоскости склепываемых деталей во время процесса клепки, что приводит к образованию зазоров между шайбой и плоскостью детали, шайбой и замыкающей головкой заклепки. Данный дефект введет к ослаблению заклепочного соединения, что может привести к разрушению конструкции.
Задачей предлагаемого изобретения является повышение качества, безопасности и надежности изготавливаемого изделия.
Технический результат достигается за счет того, что поддержка с прижимной пластиной для клепки деталей при помощи заклепок с шайбами, содержащая поддержку, выполненную с плоской рабочей частью, гибкую прижимную пластину, выполненную с отверстием на рабочей части для установки стержня заклепки и установленную на поддержку при помощи болтового соединения, обеспечивает во время процесса клепки образование замыкающей головки заклепки за счет воздействия рабочей части поддержки на стержень заклепки, а также обеспечивает прижатие шайбы, одетой на стержень заклепки, к поверхности детали за счет воздействия гибкой прижимной пластины на шайбу, что исключает возникновение зазоров между шайбой и плоскостью детали, шайбой и замыкающей головкой заклепки.
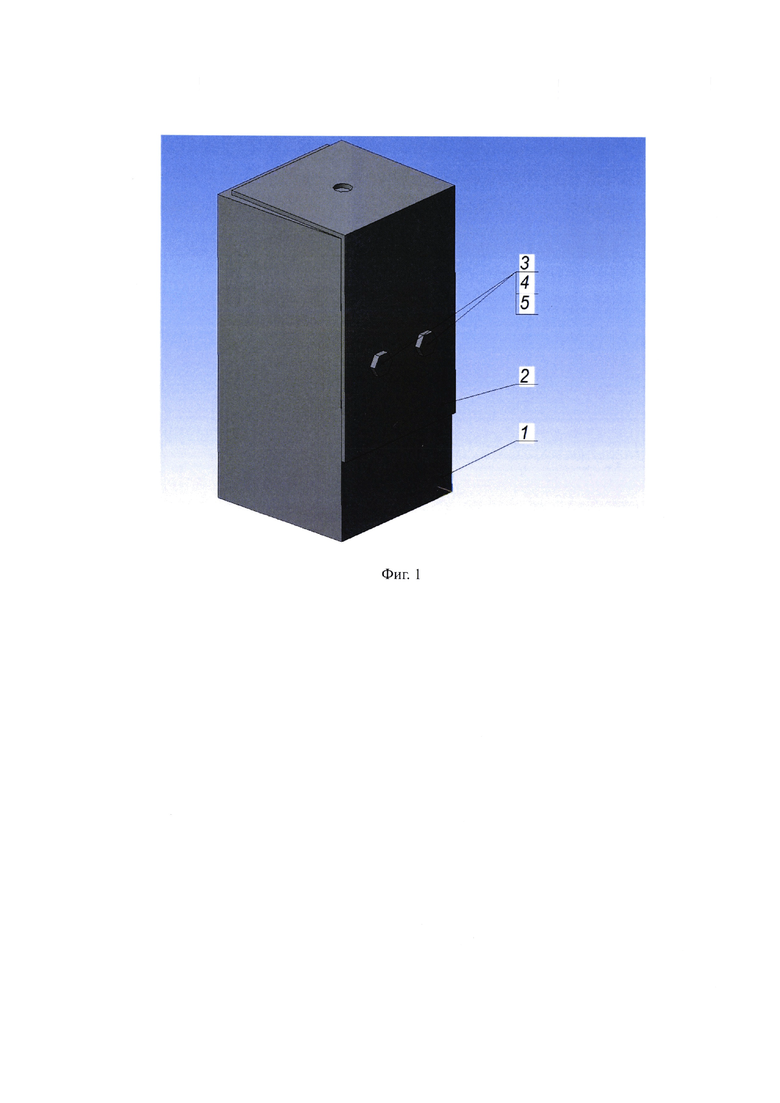
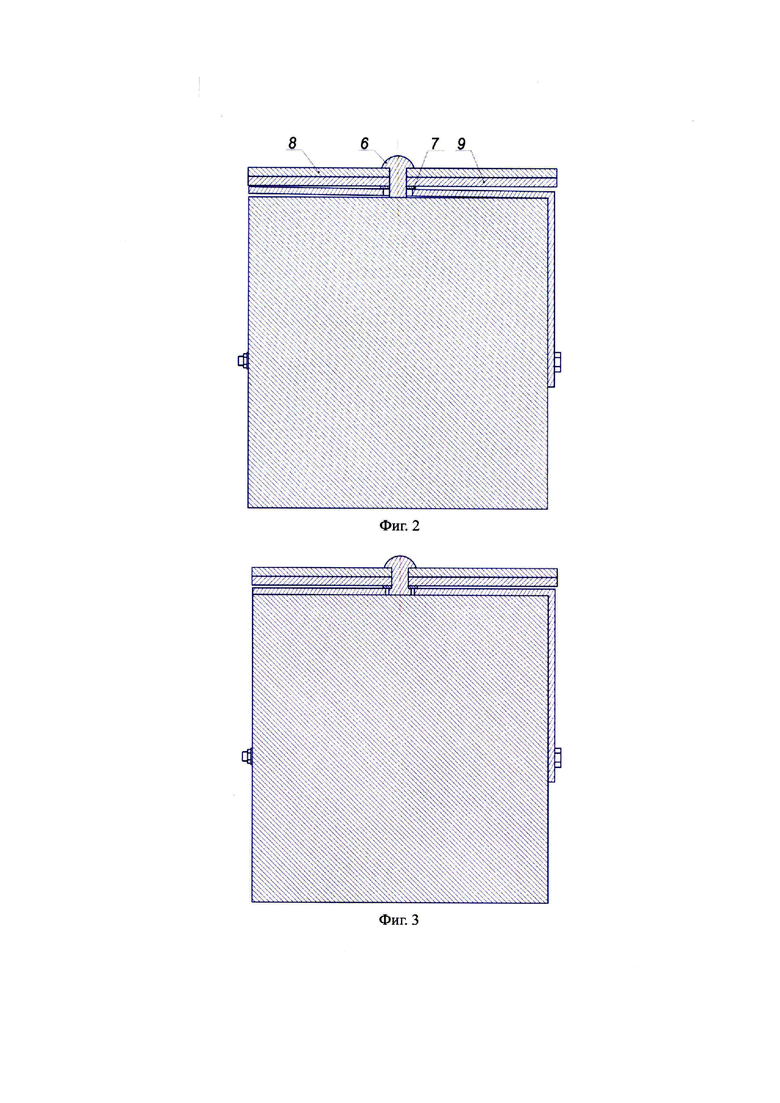
На фиг. 1 изображен общий вид поддержки с прижимной пластиной для клепки деталей при помощи заклепок с шайбами. Поддержка с прижимной пластиной включает поддержку 1, гибкую прижимную пластину 2, болт 3, шайбу 4, гайку 5. На фиг. 2 изображена поддержка в разрезе совместно с заклепкой 6, шайбой 7 и склепываемыми детали 8, 9, перед выполнением заклепочного соединения. На фиг. 3 изображена поддержка в разрезе совместно с заклепкой 6, шайбой 7 и склепываемыми детали 8, 9, после выполнения заклепочного соединения. Поддержка 1 выполнена в прямоугольной форме с плоской рабочей частью, которая в процессе клепки перпендикулярно воздействует на плоскость основания стержня заклепки 6, что обеспечивает необходимые условия для образования замыкающей головки заклепки. Гибкая прижимная пластина выполнена из тонколистового металла, которая по форме повторяет контур поддержки, но при этом стремится разогнуться в противоположную сторону, в результате чего она оказывает прижимную силу на плоскость шайбы 7. Также на рабочей части гибкой прижимной пластины 2 располагается отверстие под установку стержня заклепки 6, диаметр которого больше, чем диаметр замыкающей головки заклепки, но меньше, чем внешний диаметр шайбы 7, что обеспечивает во время процесса клепки прижим шайбы к поверхности детали и беспрепятственное снятие поддержки с гибкой прижимной пластиной с образовавшейся замыкающей головки заклепки. Установка гибкой прижимной пластины 2 на поддержку 1 выполняется по имеющимся сквозным отверстиям в деталях при помощи болтов 3. Для фиксации болтового соединения применяется гайка 5, а для предотвращения самопроизвольного вывинчивания гайки используется шайба 4, увеличивающая площадь прижимной силы.
Поддержка с прижимной пластиной для клепки деталей при помощи заклепок с шайбами работает следующим образом. При установке заклепки в отверстие склепываемых деталей к закладной головке заклепки прижимается обжимка, с другой стороны на стержень заклепки устанавливается шайба, затем к плоскости основания стержня заклепки прижимается поддержка с прижимной пластиной таким образом, чтобы стержень заклепки находился в отверстии гибкой прижимной пластины, а шайба была прижата прижимной пластиной к склепываемой детали. Затем производится процесс клепки с обеспечением одновременного воздействия рабочей части поддержки на стержень заклепки и гибкой прижимной пластины на шайбу. После выполнения клепки производится снятие поддержки с гибкой прижимной пластиной с образовавшейся замыкающей головки заклепки.
Конструкция данного изобретения является технологичной. Поддержка с прижимной пластиной для клепки деталей при помощи заклепок с шайбами выполнена с учетом минимальных затрат на ее изготовление, эксплуатацию и ремонт. Все вышеперечисленные факторы обеспечивают повышение качества, безопасности и надежности изготавливаемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| СПОСОБ СБОРКИ БОЛТОВЫХ СОЕДИНЕНИЙ СИЛОВЫХ КОНСТРУКЦИЙ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2016 |
|
RU2635304C1 |
| ЗАКЛЕПКА И ИНСТРУМЕНТ ДЛЯ ЕЕ ПОСТАНОВКИ | 1991 |
|
RU2006691C1 |
| ВЫРАВНИВАЮЩЕЕ УСТРОЙСТВО К КЛЕПАЛЬНЫМ ПРИСПОСОБЛЕНИЯМ | 1992 |
|
RU2035255C1 |
| СПОСОБ КЛЕПКИ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЗАКЛЕПОК ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ И ЗАКЛЕПКА ДЛЯ ОДНОСТОРОННЕЙ КЛЕПКИ (ВАРИАНТЫ) | 1991 |
|
RU2094672C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 1997 |
|
RU2113930C1 |
Изобретение относится к области машиностроения и может быть использовано при клепке деталей с помощью заклепок с шайбами. Поддержка для клепки выполнена с плоской рабочей частью, обеспечивающей возможность воздействия в процессе клепки на стержень заклепки с образованием замыкающей головки. На поддержке посредством болтового соединения установлена гибкая прижимная пластина с отверстием на рабочей части под стержень заклепки. Диаметр отверстия превышает диаметр замыкающей головки заклепки и меньше диаметра шайбы, установленной на стержень заклепки. Прижимная пластина обеспечивает прижатие шайбы к поверхности склепываемой детали, что исключает возникновение зазоров между шайбой и плоскостью детали, шайбой и замыкающей головкой заклепки. В результате обеспечивается повышение качества и надежности изготавливаемого изделия и безопасности клепки. 3 ил.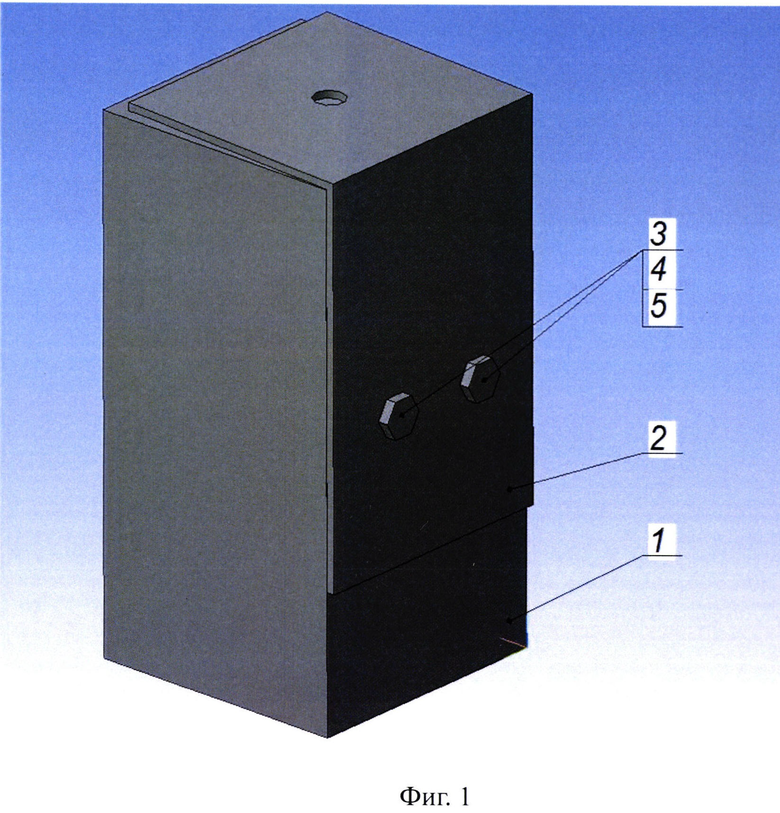
Поддержка для клепки деталей при помощи заклепок с шайбами, отличающаяся тем, что она выполнена с плоской рабочей частью для обеспечения возможности воздействия в процессе клепки на стержень заклепки с образованием замыкающей головки и содержит гибкую прижимную пластину с отверстием на рабочей части под стержень заклепки, выполненным диаметром, который превышает диаметр замыкающей головки заклепки и меньше диаметра шайбы, установленной на стержень заклепки, при этом прижимная пластина установлена на поддержке посредством болтового соединения с возможностью прижатия шайбы к поверхности детали.
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Устройство для клепки | 1986 |
|
SU1368103A1 |
| US 4218911 A1, 26.08.1980 | |||
| US 20150059156 A1, 05.03.2015. | |||
