При и 3 готов л е гни и крупноразмерных полуобечаек, например для кстлов выеокого давления, обычрю применяютея высокомопщые прессы, которыми не всегда оснащены производстЕ енные предприятия.
Описываемый ниже игтамп предназначен обеепечить гнбку крупноразмерных гюлуобечаек на прессах со значительно меньшей моп,ностыо, чем уто необходимо на известных.
Этот нпамп производит гибку за два хода, причем при первом ходе он производит предварительную гибку заготовки, а при втором ходе направляет усилие пресса не на всю площадь поверхности заготовки, а на се торцовое сечение, площадь которого, в сравнении с 11п1риной заготовки, очень незначительна н, таким образом, вторым ходом пресса производится уже ие гибочная деформация полуобечайки, а 1птамповочная.
Достигается зто тем, что пуансон П1тампа снабжен выдвижными . в его боковых продольных гнёздах пластннамн, служащими прокладками между торцами- изгибаемой заготовки и боковинами пуансона
при втором его ходе, через которые и передается усилие пресса на оперечное еечение заготовки.
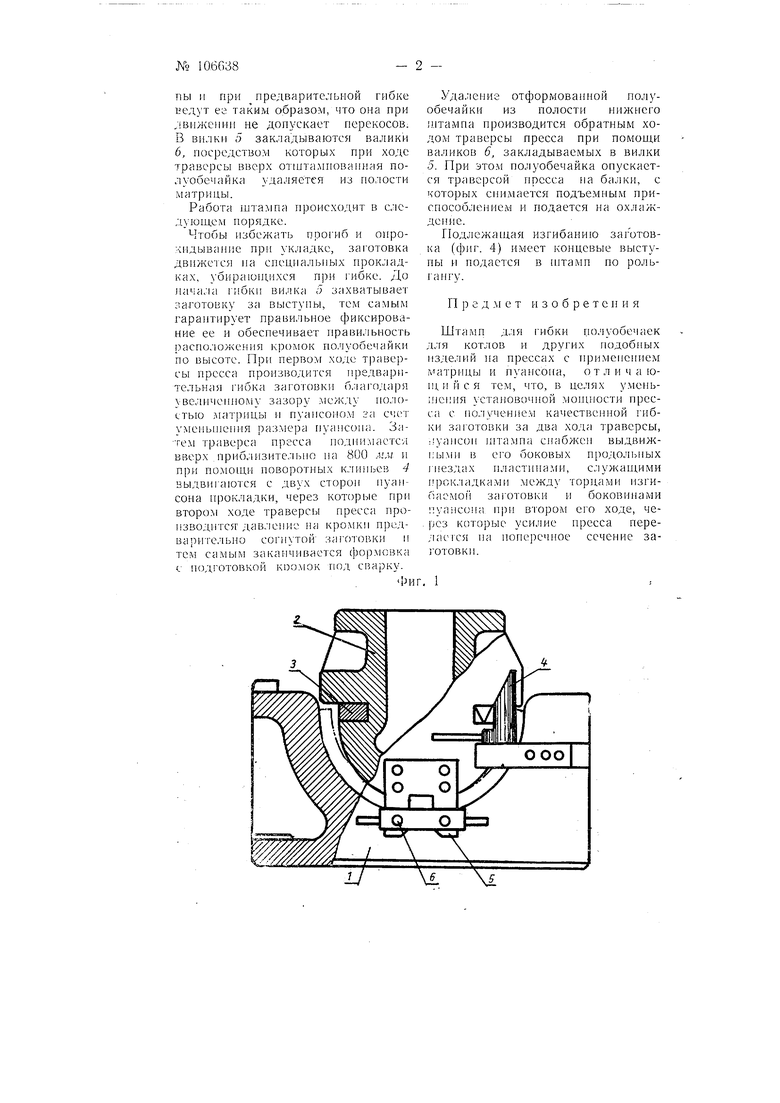
На фиг. I-3 показаны три рабочих положения штампа; на фнг. 4 - форма заготовки.
Штамп состоит из матрицы / и пуансона 2. Внутренняя полоеть матрицы выполнена соответственно размерам наружной поверхности по.туобечайки и имеет несколько увеличенную гл)бину по отношению к наружному радиусу полуобечайкн. Рабочая поверхность пуансона выполнена меньшего размера, чем матрица, веледствие чего зазор между поверхностями матрицы и пуансона является несколько увеличенным в сравнсннн с то,ициной подлежащей гибке заготовки.
В пуаисоне и.меются боковые продольиые гнезда, в которые }к.:1адываются выдвижиые пластииы 3, взаимодействуюии1е е поворотными клиньями 4, которые при поворачивании во время работы выдвигают пластины лишь при втором ходе траверсы и убирают нх при первом ходе ее. У пуансона в торцах прикрепленывилк11 5, которые захватывают заготовку за ее выступы 11 при предварите.тьнои шоке ег таким образом, что она при лвижснии не допускает перекосов. В вилки 5 закладываются валики 6, посредством которых при ходе траверсы вверх отштампованная полуобемайка удаляется из по.тости матрицы.
Работа штампа происходит в следующем порядке.
Чтобы избежа.ть про1иб и оиролидывание прн укладке, заготовка движется па специальных прокладках, убнраюии-1хея при гибке. До пача.та гибки вилка 5 захватывает заготовку за выступы, тем самым гараптирует правильное фик;сирование ее и обеспечивает правильность гшспо.тоженмя кромок пол у обечайки по высоте. При первом ходе траверсы пресса производится пре/цзарнтельная гибка заготовки б;1а1Ч)даря уве;н-1чениому зазору .Л1ежду но.чостыо ; 1атр1щы и пуансоном за v reнынeнllя размера пуанеонгк Затем траверса пресса иодннмаетс-л вверх нриблизительно на 800 мм п при помощи поворотных клиньев 4 выдвигаются с двух сторон пуансона прокладки, через которые при втором ходе траверсы пресса производится дав.тенне на кромкн предварительпо сог)|утой- заготовки и тем самым закапчивается формовка t подготовкой кпомок под сварку.
Удаление отформовапной полуобечайки из полости нижнего нлтамна производится обратным ходом траверсы пресса при помощи валиков 6, закладываемых в вилки 5. При этом полуобечайка опускается траверсой пресса на балки, с которых сннмается подъемным приспособлением и подается па охлажде1п-1е.
Подлежандая изгибанию заготовка (фиг. 4) имеет концевые выступы н подается в птамп по рольгангу.
П 5 е д .м е т изобретения
Штамп д,:1Я гибки по.чуобечг ек д;гя котлов и других подобных изделий па прессах с при.менением матрицы и пуансона, отличаюн; и и с я тем, что, в целях у.мень;непня установочной мониюсти пресса с получеи11ем качественной гибки заготовки за два хода траверсы, (Л1 1нтамна снабжен выдвижгымн в его боковых П)одо.чы1ых |нездах пластнна.мп, служапхими грок.ладками между торцами изгибаемой заготовки и боковинами iiyaiicona нрн втором его ходе, че|;ез которые уеилие пресса перела.егся па нонеречное сечение заjOTOBKII.
Ри
L V
- 3 - Фиг. 2
106638
| название | год | авторы | номер документа |
|---|---|---|---|
| Открытый штамп для горячей штамповки на гидравлическом прессе | 1956 |
|
SU108482A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |
| Способ изготовления коленчатых валов и устройство для его осуществления | 1984 |
|
SU1230739A1 |
| СПОСОБ ГИБКИ ДЕТАЛЕЙ С БОЛЬШИМ РАДИУСОМ (ВАРИАНТЫ) | 2002 |
|
RU2243049C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для гибки П-образных изделий из листовых штучных заготовок | 1985 |
|
SU1318324A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |


Фиг. 3
