Изобретение относится к антенной технике, в частности к способам изготовления СВЧ-волноводов из полимерного композиционного материала (ПКМ), для использования в фидерных линиях космического аппарата, а также в составе различных антенн и их облучающих устройств.
Из современного уровня техники известен способ изготовления конструкции волноводного фильтра из ПКМ, представленный в патенте «Metal plated body composed of graphite fibre epoxy composite» (патент US 3982215 A, 08.03.1973), которая является изделием, изготовленным из полимерного композиционного материала с матрицей из графитового волокна и имеющим хорошую электропроводящую поверхность, состоящую из тонкого слоя никеля и более толстого покрытия меди. При использовании в качестве СВЧ-волноводного фильтра, имеющего трубчатую форму, внутренняя поверхность трубчатого фильтра сначала может быть выполнена гладкой и глянцевой, а затем глянцевую поверхность можно сделать пригодной для нанесения безэлектродного покрытия путем придания шероховатости. Медь наносится гальванохимическим методом. При необходимости на медном покрытии могут быть предусмотрены участки припоя. Таким образом, данный волноводный фильтр представляет из себя металлокомпозитный сэндвич с низким КЛТР.
К недостатку известного способа можно отнести длинный технологический процесс послойного нанесения металла и композита. Также данный способ изготовления не позволяет получить Г-образные, П-образные, S-образные и иные волноводы, волноводные фильтры и различные детали антенно-фидерных устройств (АФУ) сложной геометрии, так как из внутренней полости волновода или волноводного фильтра сложного сечения невозможно механическим путем извлечь металлическую матрицу, не разрушив само устройство.
Из современного уровня техники известен способ изготовления конструкции волновода из ПКМ, представленный в патенте «Fiber reinforced plastic compound and waveguide and seat plate for travelling wave tube using said compound» (патент JPS 6062703 A, 16.09.1983), которая является изделием, изготовленным из полимерных композиционных материалов с различным КЛТР и металлического токопроводящего слоя. Данная конструкция для препятствия отслоению металла выполнена из поочередно выложенных на оснастку, покрытую токопроводящим слоем, полимерных композиционных материалов с КЛТР, близким к металлическому покрытию (стекловолокно), промежуточным слоем ПКМ со средним КЛТР (арамидное волокно), и слоем, имеющим низкий КЛТР (углеродное волокно).
К недостатку данной конструкции можно отнести, что данный метод изготовления не позволяет получить Г-образные, П-образные, S-образные и иные волноводы сложной геометрии, так как из внутренней полости волновода сложного сечения невозможно механическим путем извлечь металлическую матрицу, не разрушив сам волновод.
Из современного уровня техники известен способ изготовления конструкции волновода из ПКМ, представленный в патенте «Антенно-фидерное СВЧ устройство из углекомпозитного материала и способ его изготовления» (патент RU 2577918 C1, 09.09.2014), которая является СВЧ-устройством, например, волноводом или устройством на основе волновода, например рупорной антенной, полностью выполненным из графеносодержащего углекомпозитного материала с высокой электропроводимостью, имеющего анизотропную проводимость для возбуждения электромагнитных волн определенного типа. При применении для изготовления волноводных элементов углеродных волокон, они располагаются в плоскости, перпендикулярной оси волноводного элемента. Изготавливают СВЧ-устройство путем намотки на внешнюю поверхность внутренней матрицы графеносодержащего углекомпозитного материала и дальнейшего его обжатия внешней матрицей.
К недостаткам известного способа можно отнести сложность и дороговизну изготовления, из-за необходимости создания двух металлических матриц для намотки графеносодержащего углекомпозитного материала. Также данный способ изготовления не позволяет получить Г-образные, П-образные, S-образные и иные волноводы сложной геометрии, так как из внутренней полости волновода сложного сечения невозможно механическим путем извлечь металлическую матрицу, не разрушив сам волновод.
Из современного уровня техники наиболее близким по сущности является способ изготовления конструкции волновода из ПКМ, представленный в патенте «Терморазмеростабильный СВЧ-волновод с высокой весовой эффективностью» (патент RU 168639 U1, 06.07.2016), которая является СВЧ-волноводом с высокой весовой эффективностью и терморазмеростабильностью, использующим в качестве силового несущего материала конструкции полимерный композиционный материал - усиленный волокнами углепластика. Внутреннее покрытие волноводного отверстия выполнено фольгой металлической электротехнического назначения с толщиной не менее 50 мкм, выстланной и приформованной к внутренней поверхности силового несущего материала конструкции волновода в процессе его изготовления, а именно выложена на жесткую поверхность формообразующей оснастки, покрытую антиадгезионным разделительным составом. После формования волновода данная формообразующая оснастка, покрытая разделительным составом, вынимается из волновода, оставляя внутреннюю фольгу, переформованную к корпусу из ПКМ.
К недостатку известного способа можно отнести возможность отслоения фольги в месте стыка ее краев внутри волновода, так как при термоциклировании из-за разности коэффициента линейного термического расширения (КЛТР) размеры фольги относительно корпуса из ПКМ меняются на порядок сильнее. Также данный способ изготовления не позволяет получить Г-образные, П-образные, S-образные и иные волноводы сложной геометрии, так как из внутренней полости волновода сложного сечения невозможно механическим путем извлечь металлическую матрицу, не разрушив сам волновод.
Для заявленного изобретения выявлены следующие общие с прототипом существенные признаки: способ изготовления волновода сложной геометрии из полимерного композиционного материала, включающий покрытие оснастки разделительным составом, выкладку токопроводящего слоя и последующее формование волновода на оснастке.
Технической проблемой, на решение которой направлено заявляемое изобретение, является отсутствие технологии извлечения оснастки из волновода сложной геометрической формы.
Поставленная техническая проблема решается способом изготовления волновода сложной геометрии из полимерного композиционного материала (ПКМ), включающим предварительное покрытие оснастки разделительным составом, выкладку токопроводящего слоя и последующее формование волновода из ПКМ на оснастке, при этом оснастку изготавливают из эластомера с высоким коэффициентом линейного температурного расширения (КЛТР), способного менять свою геометрическую форму, не меняя форму сечения; после создания токопроводящего слоя оснастку с ПКМ помещают в матрицу из металла с КЛТР ниже, чем у эластомера оснастки, форма канала которой повторяет внешнюю геометрию волновода, закрывают матрицу крышками и стягивают крепежными элементами, полученную таким образом конструкцию полимеризуют, после чего волновод извлекают из матрицы, а из волновода оснастку из эластомера.
Техническим результатом является создание способа, обеспечивающего возможность изготовления волновода из ПКМ сложной геометрической формы и извлечения оснастки из него.
Техническая сущность изобретения поясняется чертежами:
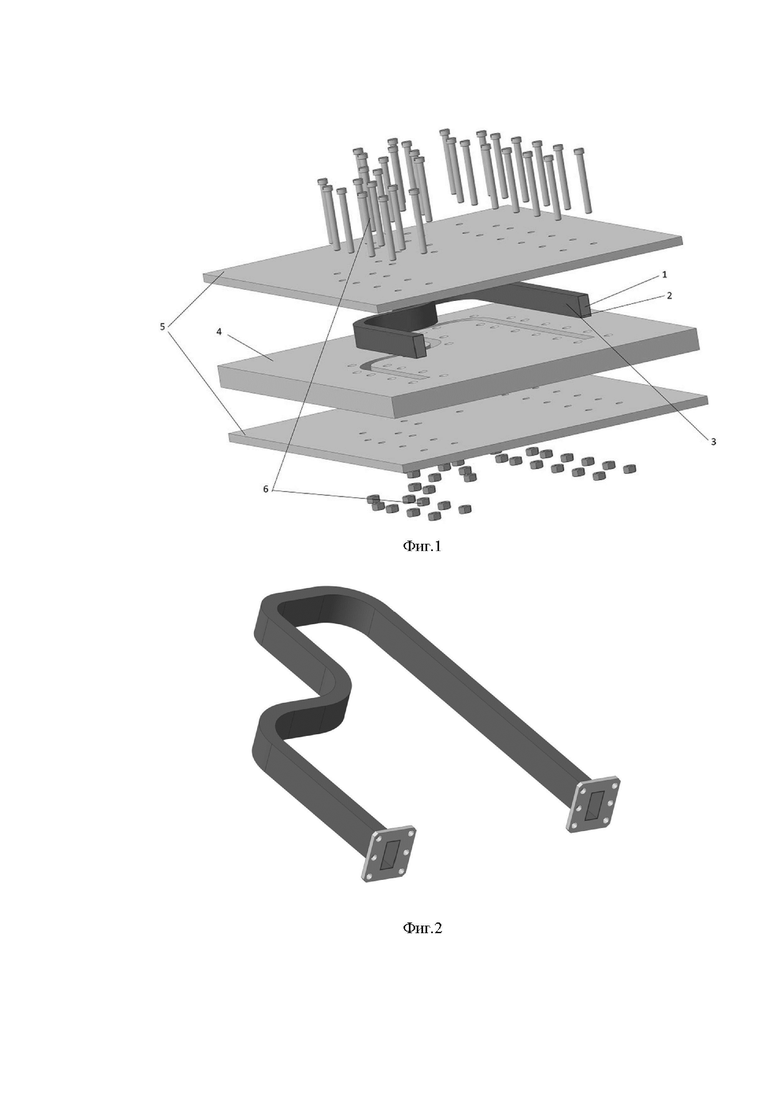
На Фиг.1 представлен схематичный вид волновода с матрицей и оснасткой;
На Фиг.2 представлен готовый волновод с извлеченной оснасткой и припаянными фланцами.
Волновод сложной геометрии из ПКМ состоит из (фиг.1):
1. Оснастки;
2. Токопроводящего слоя;
3. Волновода из полимерного композиционного материала;
4. Матрицы из металла;
5. Крышек, создающих замкнутый объём для обжатия композита;
6. Крепежных элементов.
Оснастка 1 изготавливается из эластомера с высоким коэффициентом линейного температурного расширения (КЛТР), способного менять свою геометрическую форму, не меняя форму сечения, например, резина или силикон. Предварительно на оснастку наносится разделительный состав (на фиг. не показан) для отсутствия адгезии с волноводом, производится намотка токопроводящего слоя 2 в виде фольги или получение его на оснастке гальваническим или иным известным методом. Затем производится формование волновода 3 на оснастке 1 путем выкладки или намотки ПКМ поверх токопроводящего слоя 2. Оснастка 1 с ПКМ помещается в матрицу из металла 4 со значительно более низким КЛТР, например из алюминия. Форма канала матрицы 4 повторяет внешнюю геометрию волновода 3. Матрица 4 с волноводом 3 закрывается с двух противоположных сторон крышками 5, создающими замкнутый объём для обжатия композита. Полученная таким образом конструкция стягивается крепежными элементами 6 и отправляется в печь для полимеризации ПКМ. Разность КЛТР оснастки 1 и матрицы 4 приводит к необходимому обжатию волновода 3 расширенной оснасткой 1 и менее расширенной, за счет разности КЛТР, матрицей 4. После полимеризации в печи волновод 3 извлекается из матрицы, далее из волновода извлекается оснастка из эластомера.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТЕННО-ФИДЕРНОЕ СВЧ-УСТРОЙСТВО ИЗ УГЛЕКОМПОЗИТНОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2577918C1 |
| КОМПОЗИТНАЯ ФОРМООБРАЗУЮЩАЯ ОСНАСТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2657913C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2630798C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2622924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| ОСНАСТКА ДЛЯ ФОРМОВАНИЯ ДЕТАЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2404203C1 |
| ОБОЛОЧКА ОТСЕКА ГЕРМЕТИЧНОГО ФЮЗЕЛЯЖА МАГИСТРАЛЬНОГО САМОЛЕТА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2475412C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТРЁХСЛОЙНОЙ КОНСТРУКЦИИ ИНТЕГРАЛЬНОГО ТИПА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2669499C1 |
Изобретение относится к радиотехнике, в частности к способам производства СВЧ-волноводов из полимерного композиционного материала. Способ изготовления волновода сложной геометрии из полимерного композиционного материала (ПКМ) заключается в предварительном покрытии оснастки разделительным составом, выкладке токопроводящего слоя и последующем формовании волновода из ПКМ на оснастке. Оснастку производят из эластомера с высоким коэффициентом линейного температурного расширения (КЛТР), способного менять свою геометрическую форму, не меняя форму сечения; после создания токопроводящего слоя оснастку с ПКМ помещают в матрицу из металла с КЛТР ниже, чем у эластомера оснастки, форма канала которой повторяет внешнюю геометрию волновода, закрывают матрицу крышками и стягивают крепежными элементами, полученную таким образом конструкцию полимеризуют, после чего волновод извлекают из матрицы, а из волновода оснастку из эластомера. Технический результат – упрощение изготовления волновода из ПКМ сложной геометрической формы и упрощение извлечения оснастки из него. 2 ил.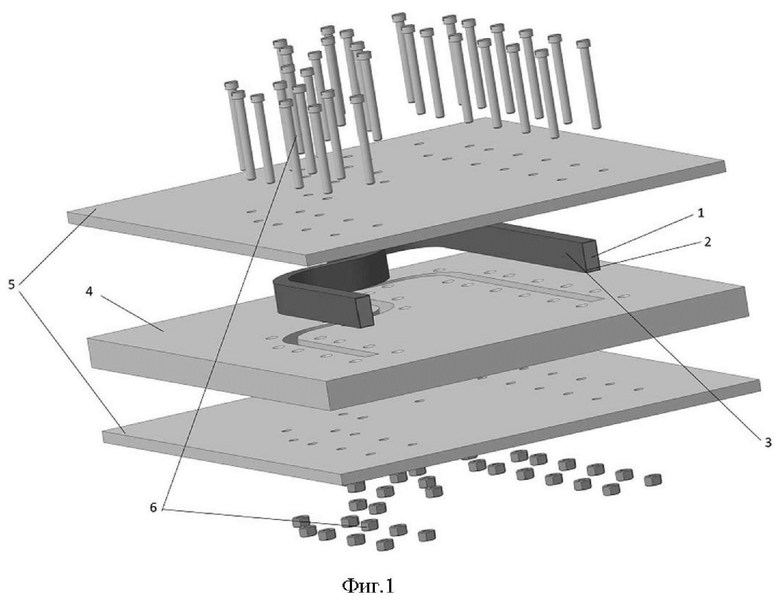
Способ изготовления волновода сложной геометрии из полимерного композиционного материала (ПКМ), включающий покрытие оснастки разделительным составом, выкладку токопроводящего слоя и последующее формование волновода из ПКМ на оснастке, отличающийся тем, что оснастку изготавливают из эластомера с высоким коэффициентом линейного температурного расширения (КЛТР), способного менять свою геометрическую форму, не меняя форму сечения; после создания токопроводящего слоя оснастку с ПКМ помещают в матрицу из металла с КЛТР ниже, чем у эластомера оснастки, форма канала которой повторяет внешнюю геометрию волновода, закрывают матрицу крышками и стягивают крепежными элементами, полученную таким образом конструкцию полимеризуют, после чего волновод извлекают из матрицы, а из волновода оснастку из эластомера.
| ТИГЕЛЬ ДЛЯ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ ИЗ РАСПЛАВА | 0 |
|
SU168639A1 |
| Guo, Q., Ma, F., Guo, X., & Tao, J | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Influence of mandrel on the forming quality of bending L-shaped hollow parts | |||
| The International Journal of Advanced Manufacturing Technology, 95(9-12), 4513-4522 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2337815C1 |
| Болгов, В | |||
| В | |||
| Сверхлегкие волноводы антенн из полимерных | |||
