Изобретение относится к порошковой металлургии, в частности к изготовлению металлических изделий из порошковой ТРИП-стали на основе интенсивной пластической деформации.
Известен способ обработки заготовки деформированием с обеспечением комбинированной интенсивной пластической деформации, заключающийся в прессовании заготовки с кручением (патент РФ №2506139, МПК B21J5/06, B21J 13/06, B21C23/04, B21C25/00).
Недостатком известного способа является сложность реализации процесса получения изделий из порошковых материалов с высоким уровнем прочностных свойств.
Известен способ получения деталей из композиционных материалов на основе порошковых концентрационно-неоднородных ТРИП-сталей, пропитанных медью, включающий приготовление шихты на основе железа, прессование деталей и спекание с инфильтрацией пропитывающим брикетом на основе меди, при этом, перед прессованием в пресс-форме размещают упрочняющую фазу в областях последующего фрикционного взаимодействия деталей, а для инфильтрации используют пропитывающий брикет на основе меди (патент РФ №2291031, МПК B22F3/26, C22C33/02, C22C1/05).
Недостатком известного способа является сложность изготовления высокопрочных изделий из порошковых ТРИП-сталей. Кроме того, имеются функциональные ограничения применения данного способа, связанные с необходимостью пропиткой медью, что приводит к изменению эксплуатационных свойств готовых изделий.
Техническая задача заявляемого изобретения заключается в получении высокопрочных изделий на основе порошковых ТРИП-сталей с использованием комбинированной интенсивной пластической деформации сжатия с кручением.
Поставленная задача решается тем, что в известном способе получения изделия из порошковой ТРИП-стали, включающем приготовление шихты из порошковой ТРИП-стали, прессование заготовки с последующим спеканием, согласно изменению, прессование осуществляют с обеспечением интенсивной пластической деформации сжатием под давлением 6-8 ГПа с одновременным кручением, причем угол поворота заготовки вокруг оси при кручении составляет от 10° до 40°.
Особенностью получения изделий на основе порошковых ТРИП-сталей является сложность осуществления деформации методами традиционной порошковых металлургии. Это связано с тем, что при деформировании порошковой ТРИП-стали возможно превращение переохлажденного аустенита в мартенсит, что приводит к интенсивному упрочнению материала и невозможности дальнейшего деформирования шихты или появлению трещин в порошковой прессовке и ее разрушению. В связи с этим, для возможности осуществления операции деформирования порошковой ТРИП-стали необходимо применение методов интенсивной пластической деформации (ИПД) под высоким давлением с одновременным кручением порошкового материала.
Применение принципов ИПД с кручением позволяет обеспечить более плотную упаковку частиц порошка при сжатии, кроме того, кручение обеспечивает в порошковом материале, подвергающемуся деформированию, деформацию сдвига. Это способствует осуществлению прессования порошковой ТРИП-стали и приводит к увеличению плотности порошковой прессовки. После спекания высокоплотной порошковой заготовки из ТРИП-стали уже в готовом изделии обеспечиваются достаточно высокие прочностные характеристики (табл. 1).
Для обеспечения возможности формования изделия из порошковых ТРИП-сталей давление сжатия в процессе прессования должно находиться в диапазоне 6-8 ГПа. При значениях давления более 8 ГПа в порошковой прессовке возможно появление трещин и ее разрушение. При давлении менее 6 ГПа невозможно обеспечить получение порошковой прессовки в процессе сжатия с кручением.
При угле поворота заготовки вокруг оси в процессе кручения более
40° возникают значительные сдвиговые деформации, приводящие к разрушению порошковой прессовки. При угле поворота вокруг оси менее 10° невозможно получить порошковую прессовку.
Сопоставительный анализ заявляемого способа по сравнению с прототипом показывает, что заявляемый способ обеспечивает возможность получения высокопрочных изделий за счет применения комбинированной интенсивной пластической деформации под высоким давлением с одновременным кручением порошкового материала.
Сущность изобретения поясняется на рисунках, где:
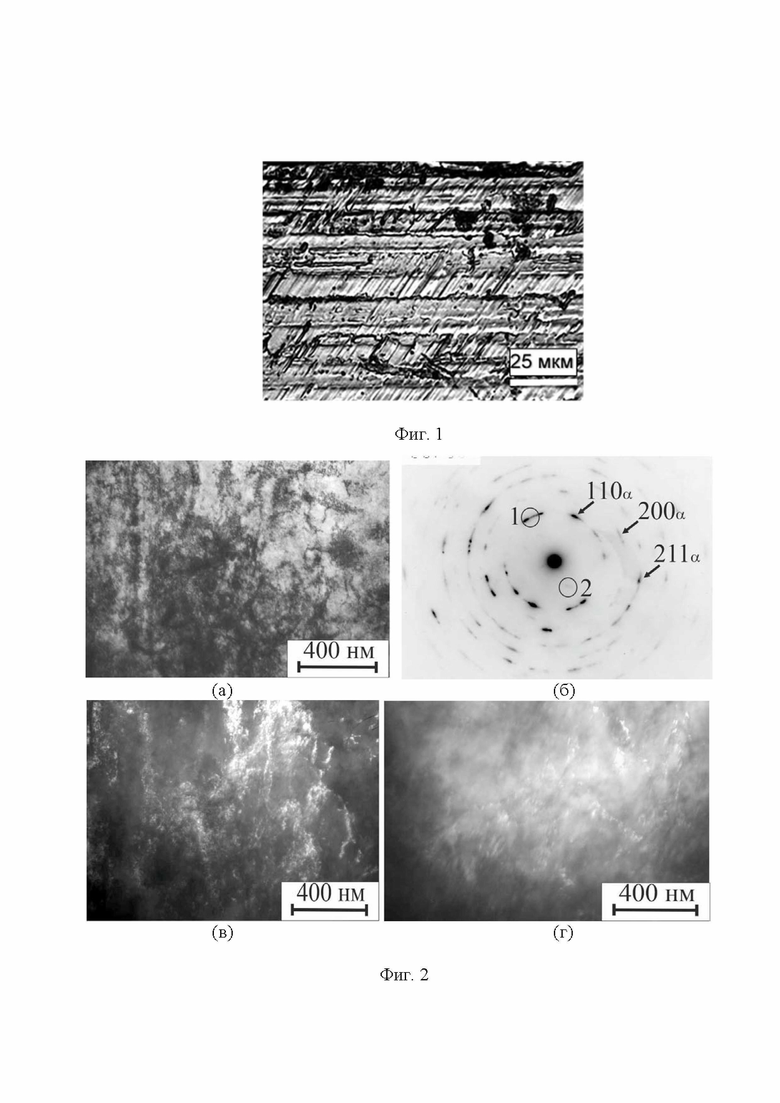
- на фиг. 1 изображена микроструктура заготовки из порошковой ТРИП- стали, полученной методом сжатия с одновременным кручением (увеличение 500 крат).
- на фиг. 2 изображена микроструктура образца из порошковой ТРИП- стали, полученная с помощью просвечивающей электронной микроскопии.
а - светлопольное изображение, б - картина микродифракции, в - темнопольное изображение в рефлексах типа 110α (рефлекс 1), г - темпнопольное изображение в области рефлексов цементита (рефлекс 2).
Пример реализации заявленного способа.
Для реализации способа в качестве установки для кручения (сдвига) под высоким давлением (КВД) использовали наковальни Бриджмена. Для эксперимента брали готовую порошковую ТРИП-сталь химического состава, мас. %: углерод 0,3-0,5%, марганец 2,5-4,0%, кремний до 4%, железо - остальное. Далее осуществляли усреднение частиц ситовым методом с получением частиц с размером 40-75 мкм.
Затем указанный порошковый материал поместили в установку КВД, в которой при комнатной температуре осуществляли сжатие под давлением 6-8 ГПа. При этом диаметр рабочей зоны наковален составлял 10 мм. Угол поворота наковален вокруг оси составлял от 10° до 40° при угловой скорости 0,3 рад/сек. В результате прессования получена порошковая прессовка толщиной 5 мм. Далее осуществляли спекание в защитной атмосфере при температуре 1200°С, время изотермической выдержки составило 1 час.
В микроструктуре полученных методами интенсивной пластической деформации с одновременным кручением образцов из порошковой ТРИП-стали преобладает плотная полосовая структура с шириной полос до 20 мкм (фиг. 1). При этом ширина полос в центре больше, чем по краям. Вероятно, это связано с разным уровнем пластической деформации: в центре преобладает деформация сжатия, а на краю образца сдвиговая деформация и деформация сжатием суммируются. Проведенные исследования полученных прессовок из порошковой ТРИП-стали показали, что в них наблюдается высокая плотность дислокаций. На картине микродифракции (фиг. 2б) видны кольца, относящиеся к рефлексам ОЦК-решетки. Эти дифракционные кольца не равномерные, наблюдаются их утолщения, что свидетельствует о наличии текстуры. На темнопольном изображении (фиг. 2в) светятся ячейки или области с размытыми границами. В ходе просвечивающей электронной микроскопии были зафиксировали только слабые цементитные рефлексы (фиг. 2б). На темнопольном снимке, полученным в области этого рефлекса (фиг. 2г), наблюдается небольшое количество мелких дисперсных частиц цементита, частицы расположены по границам ячеек, структура нанокристаллическая. Сформированная микроструктура полученных по заявляемому способу образцов позволяет обеспечить достижение высоких прочностных свойств изделий из порошковой ТРИП-стали.
Реализация заявленного способа позволяет обеспечить высокий уровень механических свойств изделия из порошковых ТРИП-сталей, представленных в таблице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения изделий из порошковых конструкционных сталей | 1990 |
|
SU1740108A1 |
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| Способ получения составных изделий | 1989 |
|
SU1692738A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА ДЛЯ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 2013 |
|
RU2534324C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА ТИТАНА | 2000 |
|
RU2190681C2 |
| Способ обработки заготовок из ферритно-мартенситной стали | 2021 |
|
RU2772151C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ КРУЧЕНИЕМ ПОД ВЫСОКИМ ЦИКЛИЧЕСКИМ ДАВЛЕНИЕМ | 2013 |
|
RU2547984C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК СВЕРХУПРУГИХ ТИТАНОВЫХ СПЛАВОВ МЕДИЦИНСКОГО НАЗНАЧЕНИЯ | 2022 |
|
RU2792355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МАТЕРИАЛОВ ПРИ ДИНАМИЧЕСКОМ НАГРУЖЕНИИ | 2014 |
|
RU2569442C2 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
Изобретение относится к порошковой металлургии, в частности к изготовлению металлических изделий из порошковой ТРИП-стали. Из порошковой ТРИП-стали прессуют заготовку в условиях интенсивной пластической деформации сжатием под давлением 6-8 ГПа с одновременным кручением. Угол поворота заготовки вокруг оси при кручении составляет от 10° до 40°. Полученную заготовку подвергают спеканию. Обеспечивается высокий уровень механических свойств изделия из порошковых ТРИП-сталей. 2 ил., 1 табл., 1 пр.
Способ получения изделия из порошковой ТРИП-стали, включающий приготовление шихты из порошковой ТРИП-стали и прессование заготовки с последующим спеканием, отличающийся тем, что прессование заготовки осуществляют с обеспечением интенсивной пластической деформации сжатием под давлением 6-8 ГПа с одновременным кручением, причем угол поворота заготовки вокруг оси при кручении составляет от 10° до 40°.
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОРОШКОВЫХ КОНЦЕНТРАЦИОННО-НЕОДНОРОДНЫХ ТРИПСТАЛЕЙ, ПРОПИТАННЫХ МЕДЬЮ | 2005 |
|
RU2291031C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ КОМБИНИРОВАННОЙ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2506139C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ КОНЦЕНТРАЦИОННО-НЕОДНОРОДНЫХ ТРИПСТАЛЕЙ | 1996 |
|
RU2088375C1 |
| CN 110438315 A, 12.11.2019 | |||
| CN 105695851 A, 22.06.2016 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| WO 1995032818 A1, 07.12.1995. | |||

